Patent application title: PROCESS FOR PYROLYSIS AND GASIFICATION OF A COAL FEED
Inventors:
Kurt M. Vanden Bussche (Lake In The Hills, IL, US)
Paul T. Barger (Arlington Heights, IL, US)
Maureen L. Bricker (Buffalo Grove, IL, US)
Maureen L. Bricker (Buffalo Grove, IL, US)
Joseph A. Kocal (Glenview, IL, US)
Matthew Lippmann (Chicago, IL, US)
Matthew Lippmann (Chicago, IL, US)
IPC8 Class: AC10G106FI
USPC Class:
208400
Class name: Mineral oils: processes and products by treatment of solid mineral, e.g., coal liquefaction, etc.
Publication date: 2015-05-21
Patent application number: 20150136653
Abstract:
A process for gasifying and pyrolyzing coal is described. A first coal
feed is pyrolyzed into a coal tar stream and a coke stream in a pyrolysis
zone. A second coal feed is gasified in a gasification zone to produce an
effluent stream. Contaminants are removed from the effluent stream to
provide a purified effluent stream. The purified effluent stream is
introduced to the pyrolysis zone.Claims:
1. A process comprising: pyrolyzing a first coal feed into a coal tar
stream and a coke stream in a pyrolysis zone; gasifying a second coal
feed in a gasification zone to produce an effluent stream; removing
contaminants from the effluent stream to provide a purified effluent
stream; and introducing the purified effluent stream to said pyrolysis
zone.
2. The process of claim 1 wherein the gasification zone is selected from the group consisting of a moving bed gasifier, a fluidized bed gasifier, and an entrained flow gasifier.
3. The process of claim 1 wherein the second coal feed is pulverized and dry-fed into the gasification zone.
4. The process of claim 1 wherein gasifying the second coal feed takes place at a temperature between about 800.degree. C. and about 1,400.degree. C.
5. The process of claim 1 wherein the effluent stream comprises hydrogen, carbon monoxide, carbon dioxide, hydrogen sulfide, steam, or a combination.
6. The process of claim 1 wherein removing contaminants from the effluent stream comprises filtering particulate matter from the effluent stream.
7. The process of claim 1 wherein removing contaminants from the effluent stream comprises removing one or more of carbon dioxide, hydrogen sulfide, arsenic, and mercury.
8. The process of claim 1 wherein removing contaminants comprises performing a water shift gas reaction to generate hydrogen and carbon dioxide from carbon monoxide and steam in the effluent stream.
9. The process of claim 1 further comprising: fractionating the coal tar stream to provide at least a hydrocarbon stream.
10. The process of claim 9 further comprising recovering at least one product from the hydrocarbon stream.
11. The process of claim 10, wherein the hydrocarbon stream is processed by at least one of hydrotreating, hydrocracking, fluid catalytic cracking, alkylation, transalkylation, oxidation, and hydrogenation.
12. The process of claim 1 further comprising: dividing a coal feed to provide the first coal feed and the second coal feed.
13. A process comprising: pyrolyzing a first coal feed into a coal tar stream and a coke stream in a pyrolysis zone; gasifying a second coal feed in a gasification zone to produce an effluent stream; removing contaminants from the effluent stream to produce a purified effluent stream comprising hydrogen and one or more of carbon monoxide and steam; separating the purified effluent stream in a separation zone to provide at least a first stream comprising hydrogen and a second stream comprising the one or more of carbon monoxide and steam; and introducing the first stream or the second stream to the pyrolysis zone.
14. The process of claim 13, wherein separating the purified effluent stream comprises separation by pressure swing adsorption.
15. The process of claim 13, wherein separating the purified effluent stream comprises membrane separation to provide a permeate comprising the first stream and a retentate comprising the second stream.
16. The process of claim 13, wherein the first stream is introduced to the pyrolysis zone.
17. The process of claim 13, wherein the second stream is introduced to the pyrolysis zone.
18. The process of claim 13 wherein removing contaminants comprises: filtering the effluent stream to remove contaminants; and performing a water shift gas reaction to remove acid gases in the effluent stream.
19. The process of claim 13 wherein the second coal feed is pulverized and dry-fed into the gasification zone.
20. A process comprising: pyrolyzing a first, dry coal feed into a coal tar stream and a coke stream in a pyrolysis zone; gasifying a second, dry coal feed in a gasification zone to produce an effluent stream; introducing the effluent stream to the pyrolysis zone.
Description:
RELATED APPLICATIONS
[0001] This application claims priority to U.S. Provisional Application No. 61/905,992 filed on Nov. 19, 2013, the entirety of which is incorporated herein by reference.
BACKGROUND OF THE INVENTION
[0002] Many different types of chemicals are produced from the processing of petroleum. However, petroleum is becoming more expensive because of increased demand in recent decades.
[0003] Therefore, attempts have been made to provide alternative sources for the starting materials for manufacturing chemicals. Attention is now being focused on producing liquid hydrocarbons from solid carbonaceous materials, such as coal, which is available in large quantities in countries such as the United States and China.
[0004] Pyrolysis of coal produces coke and coal tar. The coke-making or "coking" process consists of heating the material in closed vessels in the absence of oxygen to very high temperatures. Coke is a porous but hard residue that is mostly carbon and inorganic ash, which can be used in making steel.
[0005] Coal tar is the volatile material that is driven off during heating, and it comprises a mixture of a number of hydrocarbon compounds. It can be separated to yield a variety of organic compounds, such as benzene, toluene, xylene, naphthalene, anthracene, and phenanthrene. These organic compounds can be used to make numerous products, for example, dyes, drugs, explosives, flavorings, perfumes, preservatives, synthetic resins, and paints and stains. The residual pitch left from the separation is used for paving, roofing, waterproofing, and insulation.
[0006] A feed of heavy coal materials can be sent to a gasification zone, where the heavy coal feed is mixed with oxygen and steam and reacted under heat and pressure in the gasification zone to form syngas, which is a mixture of carbon monoxide and hydrogen. Carbon dioxide is also generated.
[0007] Conventionally, before gasification the heavy coal feed is pretreated by liquefaction, and the hydrocarbon ratio of the heavy coal feed is adjusted to either increase the hydrogen ratio (hydrogen addition) or decrease the carbon ratio (carbon rejection). One example liquefaction process is disclosed in U.S. Pat. No. 4,178,227. In this process, sulfur is added to a coal feed, and the coal feed is hydrogenated to provide additional hydrogen. As another example, heavy coal feeds for gasification can include a liquid coal feed provided by suspending or dissolving coal in an organic matrix, such a hydrocarbon liquid, before gasifying. An example dissolution process is disclosed in U.S. Pat. No. 4,159,238. This liquefied coal feed is coked, and heavy materials from the liquid coal feed are gasified. Another process disclosed in U.S. Pat. No. 4,159,238 adds fuel oil to dry pulverized coal before gasification. This process requires additional hydrocarbons. A publication to Zeng et al., "Coal pyrolysis in a fluidized bed for adapting to a two-stage gasification process," Energy and Fuels, v. 25, no. 3, March 17, 2011, p. 1092-1098, discloses an example process in which heavier product from a pyrolyzer is sent to a gasifier.
[0008] Significant oxygen is needed to produce the very high temperatures (e.g., about 1,200° C.) needed for the gasification process. The need to vaporize a liquid coal feed introduces additional oxygen requirements. The increased oxygen requirements significantly add to the expense of gasification.
[0009] There is a need for an improved gasification and pyrolysis process.
SUMMARY OF THE INVENTION
[0010] One aspect of the invention involves a process for gasifying and pyrolyzing coal. A first coal feed is pyrolyzed into a coal tar stream and a coke stream in a pyrolysis zone. A second coal feed is gasified in a gasification zone to produce an effluent stream. Contaminants are removed from the effluent stream to provide a purified effluent stream. The purified effluent stream is introduced to the pyrolysis zone.
[0011] Another aspect of the invention involves a process for gasifying and pyrolyzing coal. A first coal feed is pyrolyzed into a coal tar stream and a coke stream in a pyrolysis zone. A second coal feed is gasified in a gasification zone to produce an effluent stream. Contaminants are removed from the effluent stream to produce a purified effluent stream comprising hydrogen and one or more of carbon monoxide and steam. The purified effluent stream is separated in a separation zone to provide at least a first stream comprising hydrogen and a second stream comprising the one or more of carbon monoxide and steam. Either the first stream or the second stream is introduced to the pyrolysis zone.
[0012] Another aspect of the invention involves a process for gasifying and pyrolyzing coal. A first, dry coal feed is pyrolyzed into a coal tar stream and a coke stream in a pyrolysis zone. A second, dry coal feed is gasified in a gasification zone to produce an effluent stream. The effluent stream is introduced to the pyrolysis zone.
BRIEF DESCRIPTION OF THE DRAWINGS
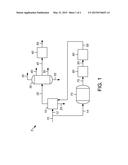
[0013] FIG. 1 is an illustration of a first embodiment of the process of the present invention.
[0014] FIG. 2 is an illustration of a second embodiment of the process of the present invention.
DETAILED DESCRIPTION OF THE INVENTION
[0015] FIG. 1 shows one embodiment of a coal conversion process 5. A coal feed 10 can be split to provide a first coal feed 12 and a second coal feed 14. The first coal feed 12 is delivered to a pyrolysis zone 15, and the second coal feed 14 is delivered to a gasification zone 70. Alternatively, the first coal feed 12 and the second coal feed 14 can be from different sources.
[0016] In the pyrolysis zone 15, the first coal feed 12 is heated at high temperature, e.g., up to about 2,000° C. (3,600° F.), in the absence of oxygen to drive off the volatile components. Coking produces a coke stream 25 and a coal tar stream 20. The coke stream 25 can be used in other processes, such as the manufacture of steel.
[0017] In the gasification zone 70, the second coal feed 14 is mixed with oxygen and steam and reacted under heat and pressure in the gasification zone 70. Preferably, this second coal feed 14 is pulverized and dry-fed, e.g., injected, into the gasification zone 70. In an example embodiment, the coal feed 10 is pulverized and dry-fed coal, which is split and fed as the first and second coal feeds 12, 14. Other than pulverization or other size reduction for both the first and second coal fees 12, 14, the physical and chemical treatment of the second coal feed 14 can be independent of the treatment for the first coal feed 12 to the pyrolysis zone 15.
[0018] The gasification zone 70 preferably is embodied in a dry-fed gasifier, which accepts sprayed dry coal. Examples include a moving bed gasifier, a fluidized bed gasifier, or an entrained flow gasifier. An example moving bed gasifier can include a feed having a particle size of 2-50 mm, air or oxygen feed, and operated between about 800° C. and about 1,400° C. A fluidized bed gasifier can be stationary bed, circulating bed, or transport bed. It can accept a coal feed of about 8 mm (e.g., no fines or sticky material). It typically has an air feed, and operates at less than about 1,000° C. An entrained flow gasifier accepts a pulverized coal feed of about 0.1 mm. It is typically oxygen fed, and is operated at greater than about 1,200° C. Preferred gasification conditions include a temperature between about 800° C. and about 1,400° C.
[0019] The gasification zone 70 outputs an effluent stream 75. This effluent stream 75 is a syngas stream that includes desirable components such as carbon monoxide, hydrogen, and steam, as well as contaminants such as one or more of carbon dioxide, hydrogen sulfide, arsenic, and mercury. The effluent stream 75 is fed to a contaminant removal zone 80 for removing particulate and chemical contaminants from the effluent stream to provide a decontaminated effluent stream 85. The contaminant removal zone 80 can, for instance, include a filtration zone that filters particulate matter or a solvent absorption zone to remove chemical contaminants from the effluent stream 75. Example particulate and chemical contaminants that can be removed include metals, arsenic, SO2, H2S and mercury.
[0020] The decontaminated effluent stream 85 is sent to a water gas shift reaction zone 90. In the water gas shift reaction zone 90, a water gas shift reaction generates hydrogen and carbon dioxide from carbon monoxide and steam in the decontaminated effluent stream 85. Example water gas shift reaction processes are disclosed in U.S. Pat. Nos. 7,022,306; 7,935,245; 8,323,590; and 8,518,334, which are incorporated herein by reference. An example water gas shift reaction zone is a catalytic reactor that contacts a gas having CO and water to form CO2 and H2. The reactor may include one or a series of shift reaction zones that exothermically react the carbon monoxide in the effluent stream 85 over a shift catalyst in the presence of water. The catalyst can be a metal oxide, a metal oxide on a support, or a mixture of metal and metal oxides. Example metal oxides include iron oxide, chromic oxide, or mixtures of copper, zinc oxide, and alumina. A water gas shift reaction (CO+H2O⇄CO2+H2) takes place, shifting the carbon monoxide and steam to carbon dioxide and hydrogen. Example operating conditions for the water gas shift reaction include ambient pressure and temperatures between about 180° C. and about 450° C. Heat may be removed by direct quench with water which may serve as reactant, by indirect heat exchange between product and feed water, or by other methods.
[0021] The resulting purified effluent stream 95, including one or more of hydrogen, carbon monoxide, and steam, is introduced to the pyrolysis zone 15. The addition of the purified effluent stream 95 need not significantly change the coking conditions (e.g., temperature, pressure) in the pyrolysis zone 15, but can provide a more hydrogenating environment for coking This allows improvement or tailoring of properties of the coal tar stream 20 exiting the pyrolysis zone.
[0022] The coal tar stream 20 can be sent to a fractionation zone 30. Coal tar comprises a complex mixture of heterocyclic aromatic compounds and their derivatives with a wide range of boiling points. The number of fractions and the components in the various fractions can be varied as is well known in the art. A typical separation process involves separating the coal tar stream 20 into four to six streams. For example, there can be a fraction 35 comprising NH3, CO, and light hydrocarbons, a light oil fraction 40 with boiling points between 0° C. and 180° C., a middle oil fraction 45 with boiling points between 180° C. to 230° C., a heavy oil fraction 50 with boiling points between 230 to 270° C., an anthracene oil fraction (not shown) with boiling points between 270° C. to 350° C., and pitch 55.
[0023] The light oil fraction 40 contains compounds such as benzenes, toluenes, xylenes, naphtha, coumarone-indene, dicyclopentadiene, pyridine, and picolines. The middle oil fraction 45 contains compounds such as phenols, cresols and cresylic acids, xylenols, naphthalene, high boiling tar acids, and high boiling tar bases. The heavy oil fraction 50 contains creosotes. The anthracene oil fraction (not shown) contains anthracene. Pitch 55 is the residue of the coal tar distillation containing primarily aromatic hydrocarbons and heterocyclic compounds.
[0024] One or more hydrocarbon fractions (middle oil fraction 45 is shown in FIG. 1) can be introduced to hydrocarbon conversion zone 60 for providing one or more products from the hydrocarbon fraction. Suitable hydrocarbon conversion zones include, but are not limited to, hydrotreating zones, hydrocracking zones, fluid catalytic cracking zones, alkylation zones, transalkylation zones, oxidation zones and hydrogenation zones.
[0025] Hydrotreating is a process in which hydrogen gas is contacted with a hydrocarbon stream in the presence of suitable catalysts which are primarily active for the removal of heteroatoms, such as sulfur, nitrogen, and metals from the hydrocarbon feedstock. In hydrotreating, hydrocarbons with double and triple bonds may be saturated. Aromatics may also be saturated. Typical hydrotreating reaction conditions include a temperature of about 290° C. (550° F.) to about 455° C. (850° F.), a pressure of about 3.4 MPa (500 psig) to about 26.7 MPa (4,000 psig), a liquid hourly space velocity of about 0.5 hr-1 to about 4 hr-1, and a hydrogen rate of about 168 to about 1,011 Nm3/m3 oil (1,000-6,000 scf/bbl). Typical hydrotreating catalysts include at least one Group VIII metal, preferably iron, cobalt and nickel, and at least one Group VI metal, preferably molybdenum and tungsten, on a high surface area support material, preferably alumina. Other typical hydrotreating catalysts include zeolitic catalysts, as well as noble metal catalysts where the noble metal is selected from palladium and platinum.
[0026] Hydrocracking is a process in which hydrocarbons crack in the presence of hydrogen to lower molecular weight hydrocarbons. Typical hydrocracking conditions may include a temperature of about 290° C. (550° F.) to about 468° C. (875° F.), a pressure of about 3.5 MPa (500 psig) to about 20.7 MPa (3,000 psig), a liquid hourly space velocity (LHSV) of about 1.0 to less than about 2.5 hr-1, and a hydrogen rate of about 421 to about 2,527 Nm3/m3 oil (2,500-15,000 scf/bbl). Typical hydrocracking catalysts include amorphous silica-alumina bases or low-level zeolite bases combined with one or more Group VIII or Group VIB metal hydrogenating components, or a crystalline zeolite cracking base upon which is deposited a Group VIII metal hydrogenating component. Additional hydrogenating components may be selected from Group VIB for incorporation with the zeolite base.
[0027] Fluid catalytic cracking (FCC) is a catalytic hydrocarbon conversion process accomplished by contacting heavier hydrocarbons in a fluidized reaction zone with a catalytic particulate material. The reaction in catalytic cracking is carried out in the absence of substantial added hydrogen or the consumption of hydrogen. The process typically employs a powdered catalyst having the particles suspended in a rising flow of feed hydrocarbons to form a fluidized bed. In representative processes, cracking takes place in a riser, which is a vertical or upward sloped pipe. Typically, a pre-heated feed is sprayed into the base of the riser via feed nozzles where it contacts hot fluidized catalyst and is vaporized on contact with the catalyst, and the cracking occurs converting the high molecular weight oil into lighter components including liquefied petroleum gas (LPG), gasoline, and a distillate. The catalyst-feed mixture flows upward through the riser for a short period (a few seconds), and then the mixture is separated in cyclones. The hydrocarbons are directed to a fractionator for separation into LPG, gasoline, diesel, kerosene, jet fuel, and other possible fractions. While going through the riser, the cracking catalyst is deactivated because the process is accompanied by formation of coke which deposits on the catalyst particles. Contaminated catalyst is separated from the cracked hydrocarbon vapors and is further treated with steam to remove hydrocarbon remaining in the pores of the catalyst. The catalyst is then directed into a regenerator where the coke is burned off the surface of the catalyst particles, thus restoring the catalyst's activity and providing the necessary heat for the next reaction cycle. The process of cracking is endothermic. The regenerated catalyst is then used in the new cycle. Typical FCC conditions include a temperature of about 400° C. to about 800° C., a pressure of about 0 to about 688 kPag (about 0 to 100 psig), and contact times of about 0.1 seconds to about 1 hour. The conditions are determined based on the hydrocarbon feedstock being cracked, and the cracked products desired. Zeolite-based catalysts are commonly used in FCC reactors, as are composite catalysts which contain zeolites, silica-aluminas, alumina, and other binders.
[0028] Alkylation is typically used to combine light olefins, for example mixtures of alkenes such as propylene and butylene, with isobutane to produce a relatively high-octane branched-chain paraffinic hydrocarbon fuel, including isoheptane and isooctane. Similarly, an alkylation reaction can be performed using an aromatic compound such as benzene in place of the isobutane. When using benzene, the product resulting from the alkylation reaction is an alkylbenzene (e.g. toluene, xylenes, ethylbenzene, etc.). For isobutane alkylation, typically, the reactants are mixed in the presence of a strong acid catalyst, such as sulfuric acid or hydrofluoric acid. The alkylation reaction is carried out at mild temperatures, and is typically a two-phase reaction. Because the reaction is exothermic, cooling is needed. Depending on the catalyst used, normal refinery cooling water provides sufficient cooling. Alternatively, a chilled cooling medium can be provided to cool the reaction. The catalyst protonates the alkenes to produce reactive carbocations which alkylate the isobutane reactant, thus forming branched chain paraffins from isobutene. Aromatic alkylation is generally now conducted with solid acid catalysts including zeolites or amorphous silica-aluminas.
[0029] The alkylation reaction zone is maintained at a pressure sufficient to maintain the reactants in liquid phase. For a hydrofluoric acid catalyst, a general range of operating pressures is from about 200 to about 7,100 kPa absolute. The temperature range covered by this set of conditions is from about -20° C. to about 200° C. For at least alkylation of aromatic compounds, the temperature range is about from 100° to200° C. at the pressure range of about 200 to about 7,100 kPa.
[0030] Transalkylation is a chemical reaction resulting in transfer of an alkyl group from one organic compound to another. Catalysts, particularly zeolite catalysts, are often used to effect the reaction. If desired, the transalkylation catalyst may be metal stabilized using a noble metal or base metal, and may contain suitable binder or matrix material such as inorganic oxides and other suitable materials. In a transalkylation process, a polyalkylaromatic hydrocarbon feed and an aromatic hydrocarbon feed are provided to a transalkylation reaction zone. The feed is usually heated to reaction temperature and then passed through a reaction zone, which may comprise one or more individual reactors. Passage of the combined feed through the reaction zone produces an effluent stream comprising unconverted feed and product monoalkylated hydrocarbons. This effluent is normally cooled and passed to a stripping column in which substantially all Cs and lighter hydrocarbons present in the effluent are concentrated into an overhead stream and removed from the process. An aromatics-rich stream is recovered as net stripper bottoms, which is referred to as the transalkylation effluent.
[0031] The transalkylation reaction can be effected in contact with a catalytic composite in any conventional or otherwise convenient manner and may comprise a batch or continuous type of operation, with a continuous operation being preferred. The transalkylation catalyst is usefully disposed as a fixed bed in a reaction zone of a vertical tubular reactor, with the alkylaromatic feed stock charged through the bed in an upflow or downflow manner. The transalkylation zone normally operates at conditions including a temperature in the range of about 130° C. to about 540° C. The transalkylation zone is typically operated at moderately elevated pressures broadly ranging from about 100 kPa to about 10 MPa absolute. The transalkylation reaction can be effected over a wide range of space velocities. That is, volume of charge per volume of catalyst per hour; weight hourly space velocity (WHSV) generally is in the range of from about 0.1 to about 30 hr-1. The catalyst is typically selected to have relatively high stability at a high activity level.
[0032] Oxidation involves the oxidation of hydrocarbons to oxygen-containing compounds, such as aldehydes. The hydrocarbons include alkanes, alkenes, typically with carbon numbers from 2 to 15, and alkyl aromatics, Linear, branched, and cyclic alkanes and alkenes can be used. Oxygenates that are not fully oxidized to ketones or carboxylic acids can also be subjected to oxidation processes, as well as sulfur compounds that contain --S--H moieties, thiophene rings, and sulfone groups. The process is carried out by placing an oxidation catalyst in a reaction zone and contacting the feed stream which contains the desired hydrocarbons with the catalyst in the presence of oxygen. The type of reactor which can be used is any type well known in the art such as fixed-bed, moving-bed, multi-tube, CSTR, fluidized bed, etc. The feed stream can be flowed over the catalyst bed either up-flow or down-flow in the liquid, vapor, or mixed phase. In the case of a fluidized-bed, the feed stream can be flowed co-current or counter-current. In a CSTR the feed stream can be continuously added or added batch-wise. The feed stream contains the desired oxidizable species along with oxygen. Oxygen can be introduced either as pure oxygen or as air, or as liquid phase oxididents including hydrogen peroxide, organic peroxides, or peroxy-acids. The molar ratio of oxygen (O2) to alkane can range from about 5:1 to about 1:10. In addition to oxygen and alkane or alkene, the feed stream can also contain a diluent gas selected form nitrogen, neon, argon, helium, carbon dioxide, steam or mixtures thereof. As stated, the oxygen can be added as air which could also provide a diluent. The molar ratio of diluent gas to oxygen ranges from greater than zero to about 10:1. The catalyst and feed stream are reacted at oxidation conditions which include a temperature of about 300° C. to about 600° C., a pressure of about 101 kPa to about 5,066 kPa and a space velocity of about 100 to about 100,000 hr-1.
[0033] Hydrogenation involves the addition of hydrogen to hydrogenatable hydrocarbon compounds. Alternatively hydrogen can be provided in a hydrogen-containing compound with ready available hydrogen, such as tetralin, alcohols, hydrogenated naphthalenes, and others via a transfer hydrogenation process with or without a catalyst. The hydrogenatable hydrocarbon compounds are introduced into a hydrogenation zone and contacted with a hydrogen-rich gaseous phase and a hydrogenation catalyst in order to hydrogenate at least a portion of the hydrogenatable hydrocarbon compounds. The catalytic hydrogenation zone may contain a fixed, ebulated or fluidized catalyst bed. This reaction zone is typically at a pressure from about 689 kPag (100 psig) to about 13790 kPag (2,000 psig) with a maximum catalyst bed temperature in the range of about 177° C. (350° F.) to about 454° C. (850° F.). The liquid hourly space velocity is typically in the range from about 0.2 hr-1 to about 10 hr-1 and hydrogen circulation rates from about 200 standard cubic feet per barrel (SCFB) (35.6 m3 /m3) to about 10,000 SCFB (1778 m3 /m3).
[0034] FIG. 2 shows a second embodiment of a coal conversion process 98, where like reference characters refer to like features. The purified effluent stream 95 from the water gas shift reaction zone 90 includes hydrogen as well as carbon monoxide, steam, or both. The purified effluent stream 95 is introduced to a separation zone 100 for separation into a first stream 110 comprising hydrogen and a second stream 105 comprising the carbon monoxide, steam, or both. Example separation zones 100 include pressure swing adsorption zones and membrane separation zones.
[0035] An example pressure swing adsorption (PSA) zone separates and purifies hydrogen from a feed gas mixture of larger molecules. The process provides adsorption of the adsorbable species, such as carbon oxides, water and light hydrocarbon molecules, on an adsorbent at a high adsorption pressure with passage of the smaller hydrogen molecules and pressure reduction to a lower desorption pressure to desorb the adsorbed species. It is generally desirable to employ the PSA process in multiple bed systems such as those described in U.S. Pat. No. 3,430,418, herein incorporated by reference, in which at least four adsorption beds are employed. The PSA process can be carried out in such systems on a cyclical basis, employing a processing sequence.
[0036] A suitable adsorbent may be activated calcium zeolite A with or without activated carbon. If this combination of adsorbents is used, the activated carbon will adsorb the carbon dioxide and water, while the zeolite A will adsorb the carbon monoxide and hydrocarbons. An example pressure swing adsorption zone is disclosed in U.S. Patent Publication No. 2010/0155295, which is incorporated by reference.
[0037] Membrane separation involves thin, semipermeable membranes that selectively separate some fluid components from others. The separation is based on the relative permeabilities of the various components in the mixture, resulting from a gradient of driving forces, such as pressure, partial pressure, concentration, and temperature. The selective permeation results in the separation of the fluid mixture into portions commonly called "retentate" e.g., the slower permeating materials, and the permeate, e.g., the faster permeating materials. An example membrane separation zone provides a permeate comprising the first stream 110 and a retentate comprising the second stream 105.
[0038] Either the first stream 110 or the second stream 105 is selected and introduced to the pyrolysis zone 15 as a co-feed. In the example process shown in FIG. 2, the first stream 110 including hydrogen is introduced to the pyrolysis zone 15, but in other embodiments the second stream 105 including carbon monoxide and steam is introduced to the pyrolysis zone. The carbon monoxide and steam in the second stream 105 can be further separated downstream of the separation zone 100, and either carbon monoxide or steam can be introduced to the pyrolysis zone 15, but this additional separation is not necessary.
[0039] While at least one exemplary embodiment has been presented in the foregoing detailed description of the invention, it should be appreciated that a vast number of variations exist. It should also be appreciated that the exemplary embodiment or exemplary embodiments are only examples, and are not intended to limit the scope, applicability, or configuration of the invention in any way. Rather, the foregoing detailed description will provide those skilled in the art with a convenient road map for implementing an exemplary embodiment of the invention. It being understood that various changes may be made in the function and arrangement of elements described in an exemplary embodiment without departing from the scope of the invention as set forth in the appended claims.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2015-05-07 | Catalyst to attain low sulfur gasoline |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2015-05-21 | Process for treatment of pitch from coal tar |
| 2015-05-21 | Process for hydrotreating a coal tar stream |
| 2014-09-18 | Liquid fuel production process and apparatus employing direct and indirect coal liquefaction |
| 2014-05-08 | Process and apparatus for producing liquid hydrocarbon |
| 2013-02-07 | Advanced method and apparatus to process bitumen containing impurities |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2022-01-13 | Conversion of plastics to monomers by integration of low-temperature and high-temperature pyrolysis |
| 2022-01-13 | High-temperature pyrolysis of plastics to monomers with high carbon to gas ratio |
| 2016-06-30 | Hydrocarbon processing apparatuses and processes for producing n-pentane and isobutane |
| 2016-06-09 | Disproportionation of hydrocarbons using solid acid catalysts |
| 2016-02-11 | Extended contact time riser |
| Top Inventors for class "Mineral oils: processes and products" | |
| Rank | Inventor's name |
|---|---|
| 1 | Omer Refa Koseoglu |
| 2 | Scott Lee Wellington |
| 3 | Abdennour Bourane |
| 4 | Alakananda Bhattacharyya |
| 5 | Beckay J. Mezza |