Patent application title: SYSTEM AND METHOD FOR PRESSURIZING A PLASTIC CONTAINER
Inventors:
Jean-Tristan Outreman (St Maximin La Ste Baume, FR)
Marc Pedmo (Litchfield, OH, US)
Richard C. Darr (Medina, OH, US)
Richard C. Darr (Medina, OH, US)
IPC8 Class: AB65B5110FI
USPC Class:
53127
Class name: Package making with contents treating heating or cooling
Publication date: 2013-10-31
Patent application number: 20130283729
Abstract:
A system for manufacturing a plastic container, including a thin-walled
container, includes an actuator and a base unit. The actuator may include
a body portion and a holding/securing member configured to hold or secure
a portion of a container. The base unit includes a heating surface and
may optionally include an insert. In an embodiment, the actuator may be
configured to apply a force or pressure on a container to contact the
base unit, the base unit may be configured to receive a base portion of
the container, and the heating surface may be configured to convey energy
or heat to a portion of the base portion of said container. Embodiments
of a method for providing a plastic container are also disclosed.Claims:
1. A system for manufacturing a filled plastic container, the system
comprising: an actuator including a body portion and a holding/securing
member configured to hold or secure a portion of said container; a base
unit including a heating surface; and wherein the actuator is configured
to apply a force or pressure on said container to contact the base unit;
the base unit is configured to receive a base portion of said container;
and the heating surface is configured to convey energy or heat to a
portion of the base portion of said container.
2. (canceled)
3. The system of claim 1, wherein the system is configured to create a base portion with a flexible portion and a solid, substantially non-deformable catch point.
4. The system of claim 3, wherein the catch point is configured to prevent a portion of the base portion from turn back or roll-out.
5. The system of claim 3, including a plurality of catch points that substantially form a continuous circular formation.
6. The system of claim 1, wherein the system is configured to provide a rigid fold that prevents a portion of the base portion from turn back or roll-out.
7. The system of claim 1, wherein said container includes a weak point.
8. The system of claim 6, wherein the weak point comprises an angle, or an over-stretched or overhang zone, that urges or causes a portion of the bottom portion of said container to give-way at the same or intended position or location.
9. The system of claim 1, wherein the base portion of said container is not held and the actuator is configured to apply a force or pressure on said container such that a portion of the base portion directly contacts the base unit.
10. A post-hot-filling process for fixing flexible or inversion segments or portions of a bottom of a container, the process comprising: providing a closed or sealed plastic container with contents; conveying the plastic container to a base unit such that a base portion of the plastic container is not held, the base unit configured to engage or contact at least a portion of the base portion of the plastic container; applying a force or pressure directly to urge the plastic container into engagement or contact with the base unit; and conducting energy or heat to at least a portion of the base portion of the plastic container when the base portion is in operative engagement or contact with the base unit.
11. The process of claim 9, including forming a rigid fold or catch in the base portion of the container.
12. The process of claim 9, including forming a flexible portion and a solid catch portion in the base portion of the container.
13. The process of claim 11, wherein the catch portion significantly reduces or eliminates turn back or roll-out of the base portion.
14. The process of claim 11, wherein "base roll-out" is significantly reduced or eliminated.
Description:
CROSS-REFERENCE TO RELATED APPLICATION
[0001] This application claims the benefit of priority to U.S. Provisional Application No. 61/665,441, filed Jun. 28, 2012, currently pending, the entire disclosure of which is incorporated herein by reference. This application is also a continuation-in-part of and claims priority to U.S. Utility application Ser. No. 12/702,370, filed Feb. 9, 2010, currently pending, which claims the benefit of U.S. Provisional Application No. 61/151,363, filed Feb. 10, 2009.
TECHNICAL FIELD
[0002] The present invention relates to a system and method for pressurizing a plastic container.
BACKGROUND
[0003] With light-weighting initiatives creating thinner container walls, manufacturers have attempted to alleviate associated problems with container strength reductions. Thin walled plastic containers can be prone to deforming or "ovalization," and may not be suitable for vending purposes as the force from such a drop can cause container rupture. Also, over a period of time, thin-walled containers with liquid contents can lose a fraction of their contents more rapidly than comparatively thicker-walled containers, which can lead to increased internal vacuum and deformation.
[0004] Thin walled plastic containers can be used for many purposes, including being filled with "hot" or "cold" contents. With "hot-fill" packages, containers are commonly filled with a heated or "hot" liquid product and capped while the product contents remain at an elevated temperature. As the product contents cool, the associated reduction in the volume of the contents can create a vacuum pressure within the container--i.e., an internal pressure that is less than the surrounding atmospheric pressure. If the container is comprised of a molded plastic, portions of the container walls may distort inwardly as the contents cool.
[0005] To address these concerns associated with containers, including thin-walled containers, whether for either "hot" or "cold" filling applications, some conventional containers are filled with an inert gas, such as nitrogen, prior to capping. This method adds internal pressure and external rigidity for a time. Further, some containers provide ribs, grooves, or relatively thicker wall portions on the container walls to strengthen the walls so as to reduce the effects of distortion. Still others may additionally utilize one or more vacuum panels to help account for or otherwise control the amount of distortion associated with an anticipated vacuum pressure. However, in addition to increasing the complexity of the container and manufacturing process, some or all of the aforementioned measures may be seen as aesthetically displeasing and/or may require additional material, which can contribute to increased weight and cost.
SUMMARY
[0006] A system for manufacturing a plastic container, which may include a thin-walled container, includes an actuator and a base unit. The actuator may include a body portion and a holding/securing member configured to hold or secure a portion of a container. The base unit includes a heating surface and may optionally include an insert. In an embodiment, the actuator may be configured to apply a force or pressure on a container to contact the base unit, the base unit may be configured to receive a base portion of the container, and the heating surface may be configured to convey energy or heat to a portion of the base portion of said container. Embodiments of a method for providing a thin-walled plastic container are also disclosed.
BRIEF DESCRIPTION OF THE DRAWINGS
[0007] Embodiments of the disclosure will now be described, by way of example, with reference to the accompanying drawings, wherein:
[0008] FIG. 1 is a perspective view representation of an embodiment of a system for pressurizing a container;
[0009] FIG. 2A is a general representation of a portion of an actuator that may be used in connection with systems according to an embodiment, the holding/securing portion of the actuator shown in a first position;
[0010] FIG. 2B is a general representation of a portion of an actuator that may be used in connection with systems according to an embodiment, the holding/securing portion of the actuator shown in a second position;
[0011] FIG. 3 is a general representation of an actuator of the type illustrated in FIGS. 2A and 2B shown holding/securing a plastic container;
[0012] FIG. 4 is a general representation of a base unit according to an embodiment of the disclosure;
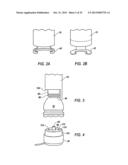
[0013] FIGS. 5A through 5C generally illustrate process stages associated with a system in accordance with an embodiment of the disclosure;
[0014] FIG. 6 generally illustrates a side elevation view of a plastic container of the type that may be used in connection with embodiments of the disclosure;
[0015] FIG. 7 is a bottom plan view of a container base portion according to an embodiment of the disclosure;
[0016] FIG. 8A is a side view outline of a container base portion according to an embodiment of the disclosure, shown prior to incurring internal vacuum pressure;
[0017] FIG. 8B is a side view outline of a container base portion according to an embodiment of the disclosure, shown after the effect of internal vacuum pressure;
[0018] FIG. 9A is a chart generally illustrating temperature and pressure profiles associated with a process in accordance with an embodiment of the disclosure.
[0019] FIG. 9B is a chart generally illustrating temperature and pressure profiles associated with a process in accordance with another embodiment of the disclosure.
[0020] FIG. 10 is a front elevation view of an embodiment of a system for pressurizing a container;
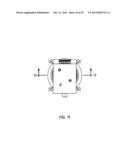
[0021] FIG. 11 is a top view of the system illustrated in FIG. 10;
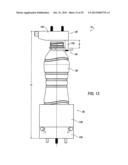
[0022] FIG. 12 is a sectional view of the system illustrated in FIG. 10, viewed in the direction of section 12-12;
[0023] FIG. 13 is a side elevation view of the system illustrated in FIG. 10;
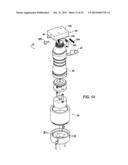
[0024] FIG. 14 is a perspective assembly/exploded view of an embodiment of a system;
[0025] FIG. 15 is a perspective assembly/exploded view of the embodiment of a system shown in FIG. 14, shown from a different direction; and
[0026] FIG. 16 is a graphical representation of a container presented for treatment in connection with another embodiment of the system;
[0027] FIG. 17 is a graphical representation of a container of the type illustrated in FIG. 16, including a liquid and shown with a cap/plug;
[0028] FIG. 18 is a graphical representation of a container of the type illustrated in FIG. 16 that has been hot-filled, capped/plugged, and cooled;
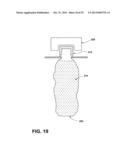
[0029] FIG. 19 is a graphical representation of a container of the type illustrated in FIG. 16, presented for a first treatment;
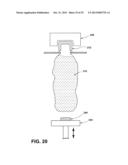
[0030] FIG. 20 is a graphical representation, as generally illustrated in FIG. 19, showing the introduction of a heating saddle;
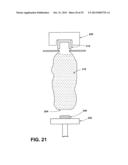
[0031] FIG. 21 is a graphical representation, as generally illustrated in FIG. 20, showing the maintenance of a container in the station;
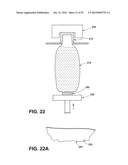
[0032] FIG. 22 is a graphical representation generally illustrating a treatment to relax stresses associated with the first treatment; FIG. 22A generally illustrates an enlarged portion of the container illustrated in FIG. 22.
[0033] FIG. 23 is a graphical representation generally illustrating a forming of the bottom of a container;
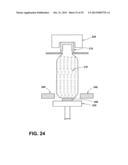
[0034] FIG. 24 is a graphical representation generally illustrating the presenting of a container for a second treatment;
[0035] FIG. 25 is a graphical representation illustrating a second treatment involving the forming portions of the bottom of the container; and
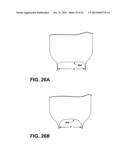
[0036] FIG. 26A is a graphical representation of an embodiment of a bottom portion of a container having undergone a first treatment; FIG. 26B is a graphical representation of an embodiment of a bottom portion of a container having undergone a second treatment.
DETAILED DESCRIPTION
[0037] Reference will now be made in detail to embodiments of the present disclosure, examples of which are described herein and illustrated in the accompanying drawings. While the invention will be described in conjunction with embodiments, it will be understood that they are not intended to limit the invention to these embodiments. On the contrary, the invention is intended to cover alternatives, modifications and equivalents, which may be included within the spirit and scope of the invention as defined by the appended claims.
[0038] FIG. 1 generally illustrates a pressurizing system 10 in accordance with an embodiment of the present invention. The system 10 includes an upper component, or actuator 20, and a lower component, or base unit 30. The actuator 20 may include a holding/securing member 40 for holding and/or securing a portion of a container 50, and the base unit 30 may include principal heating surface 32 and a centering formation 60 that may, for example, take the form of a centering pin. Embodiments of the system and the methods disclosed herein may be employed in connection with various types of plastic containers, including thin-walled plastic containers. Such "thin-walled" plastic containers may include, for example, containers with wall thicknesses from about from about 0.12 mm (about 4.724409 mil) to about 0.31 mm (12.20472 mil), or less, and would include containers with walls within a subset range of from about 0.17 mm (6.692913 mil) to about 0.26 mm (10.23622 mil.) thick. It is preferred that the plastic container, or at least the portion(s) to which heat will be applied, comprises oriented (preferably biaxially oriented) plastic and not amorphous plastic.
[0039] In embodiments of the invention, the actuator 20 may move in at least one direction (e.g., linearly up-and-down) and may be controlled by various known power-control configurations. By way of example, without limitation, movement associated with the actuator 20 may be pneumatically controlled, hydraulically controlled, servo controlled, and/or controlled by an electric motor or drive system. As generally shown in FIG. 1, and additionally illustrated in FIGS. 2A, 2B, and 3, the actuator may include a holding/securing member 40. The holding/securing member 40 may, for example, be in the form of an open-faced (e.g., "C"-shaped) formation that is configured to hold and/or secure a portion of a container--such as an upper/neck portion of a container.
[0040] Moreover, as generally illustrated in the embodiments shown in FIGS. 2A and 2B, the holding/securing member 40 may be provided in different configurations and, if desired to facilitate its holding/securing function, may be controllably translated or moved relative to an associated actuator body, generally designated 70. In an embodiment, the holding/securing member 40 may be movable (e.g., back and forth) along at least one direction relative to the actuator body 70. For example, without limitation, the holding/securing member 40 is generally shown in FIG. 2A in a first (e.g., comparatively "retracted") position, and is shown in FIG. 2B in a second (e.g., comparatively "extended") position. Such "retracted" positioning may be beneficial or desirable for holding/securing during processing, while such comparatively "extended" positioning may be beneficial for acquiring or releasing a container.
[0041] As generally illustrated in FIG. 3, in embodiments, the actuator 20 may be configured such that a holding/securing member 40 is configured to retain and/or support a support flange 80 of an upper portion of container 50. Further as generally illustrated in FIG. 3, the holding/securing member 40 may be integral or formed in a unitary manner with the actuator body 70; the holding/securing member 40 may be configured to slide underneath a support flange 80; and/or a closure 90 associated with the container 50 may, upon being retained and/or supported by the holding/securing member, at some point thereafter be in (or may be urged into) contact with a lower surface 100 of the actuator body 70.
[0042] FIG. 4 generally illustrates an embodiment of a base unit 30. As shown in the illustrated embodiment, the base unit 30 may include a centering formation 60. In an embodiment, the centering formation 60 may be adjustable--e.g., in a vertical direction--with respect to the base unit 30. By way of example, without limitation, the centering formation 60 may be spring-loaded or otherwise outwardly biased in a vertical direction such that when a base of a container comes into contact with the centering formation 60, the centering formation 60 will adjust (i.e., provide a measure of "give" toward the base unit 30) while remaining in contact with the base of the container. In an embodiment, the centering formation may be configured to, among other things, operatively engage a portion of the base of a container (e.g., a container base dome) to prevent or reduce the amount of horizontal movement or sway associated with the container. Moreover, for some embodiments, the head or tip 62 of the centering formation 60 may be configured to interface for a more rigid or firm engagement with a portion of the base of an associated container. In some embodiments, the base unit 30 and/or its individual parts may be controllably animated, for example by vertical movement upwards or downwards.
[0043] As generally shown in FIG. 4, an insert 110 may be included with the base unit 30. An insert 110 can, be optionally included, for example, to configure the associated system to accommodate containers with different vertical lengths. If desired, the insert can be firmly, yet removably connected to the base unit 30, such as for example via one or more screw holes 112. In an embodiment, at least a portion of the insert 110 can be configured to provide (e.g., conduct) energy or heat provided from the base unit 30 to a base portion of a container--for instance via portions of surface 114. In embodiments of the system 10, the energy or heat may be electrically-derived heat or may comprise other forms of conductive-type energy or heat.
[0044] FIG. 6 generally depicts an embodiment of a plastic container 50 that might, for example, be accommodated by an embodiment of the system 10. The plastic container 50 includes a base portion 52, such as that generally illustrated in FIG. 7. However, it is noted that the present invention is not limited to the illustrated embodiment, and various other base configurations may be employed with the invention. As generally illustrated, and without limitation, the base portion 52 may include an annular support surface 54 that can be configured to support a plastic container 50 on an external surface. The base portion 52 may also include a central portion 56, which may include a domed or elevated portion--including those provided in connection with various conventional container base designs. Further, it is noted that the base portion 52 may optionally include one or more various other formations, such as, by way of example, structural reinforcing formations 58.
[0045] As generally illustrated in the embodiment of a base portion 52 shown in FIGS. 8A and 8B, the base portion may include a transition segment or portion (generally designated 120) between the annular support surface 54 and the central portion 56. The transition segment or portion 120 may, as generally illustrated, include one or more steps 122, and may include one or more flexible or inversion segments or portions 124. FIG. 8A generally illustrates a side view outline of a container base portion 52 according to an embodiment providing hot-filled contents to the container, shown prior to incurring internal vacuum pressure. FIG. 8B generally illustrates the base portion 52 after incurring an internal vacuum pressure, such that the illustrated inversion section or portion 124 has moved upwardly (e.g., to be more concave) in response to at least a portion of the vacuum pressure.
[0046] Turning again to FIG. 4, in an embodiment, at least a portion of the base unit, or insert 110 (if an insert is utilized), may be configured to conduct energy or heat to specific/select portions of the base portion 52 of a container 50. By way of example, the conducting surface--whether that of a base unit or insert--that contacts the base portion 52 of the container 50 may be configured to supply energy or heat to all or a part of a portion or segment disposed between annular support surface 54 and a central portion 56. In an embodiment, the aforementioned contacting surface of the base unit (or insert) may be in contact with a substantial portion of a flexible or inversion segment or portion (e.g., 124 in FIGS. 8A and 8B). It is desired that such flexible or inversion segment(s) or portion(s) be controllably recreated within an industrial production setting and within acceptable tolerance levels such that its performance is at least generally consistent and/or predictable. The system thus permits the controllable application of energy or heat to a select portion or portions of base portion 52.
[0047] A method or process associated with an embodiment of the invention is generally represented in FIGS. 5A through 5C. As generally illustrated in FIG. 5A, an actuator including a holding/securing member 40 may acquire a container 50 having a base portion 52. At this stage in the processing, the container 50 has been filled with contents (e.g., at an elevated temperature from at least 150° F. to 210° F. (65° C. to 98.9° C.), and for some embodiments at an elevated temperature from at least 170° F. to 180° F. (77° C. to 82° C.)), and the container has been sealed and a closure (e.g., closure 90) has been applied. Such closure 90 may optionally be in contact with actuator 20 in such a way as to apply force or pressure to the closure 90 and prevent any unwanted deformation. The container 50 may be cooled to a degree--to for example, for some embodiments between about 70° F. (21.1° C.) and about 120° F. (49° C.), and for other embodiments between about 80° F. (27° C.) and about 120° F. (49° C.), which may result in just a slight container deformation. It is noted that, depending upon the areas of "least resistance," portions of the sidewall of the container may distort (e.g., be pulled or sucked inwardly) in response to internal vacuum pressures associated with the cooling of the contents of the container 50. The container 50 may then be moved into position with respect to a base unit 30 and centering formation 60. The illustrated system 10 is shown involving the use of an insert 110, which may be optional for a number of applications. The insert 110 is shown provided about the centering formation 60 on the base unit 30. In embodiments of the system, the vertical distance (or travel spacing) between the lowermost portion of the base portion 52 of the container 50 and the top of the base unit 30 (or the insert 110, if present), may, without limitation, be three inches or less. For some embodiments, longer stroke cylinders may be employed. It is noted that by minimizing or reducing the distance that the container base 52 must to travel to contact or engage the base unit 30, cycle time may be correspondingly be reduced.
[0048] As shown in connection with the embodiment illustrated in FIG. 5B, the actuator 20 may move container 50 toward the base unit 30 and a centering formation 60. The base portion 52 of the container 50 eventually will contact and/or engage the centering formation 60, which may be configured to retract (or provide a measure of "give" until the base portion 52 comes into operative communication/contact with the base unit 30 and/or insert 110 (to the extent that an insert is provided).
[0049] As generally illustrated in FIG. 5c, portions of the container 50 may be moved into operative contact or communication with the actuator 20 and the base unit 30 and/or insert 110. The actuator 20 may exert a measure of downward pressure or force on a portion of the container 50 (e.g., closure 90) and at least a portion of the base portion 52 of the container may come into contact with a conductive portion or region of the base unit 30 and/or insert 110 that is configured to conduct energy or heat. In an embodiment, a heat or energy with a temperature of at least about 200° F. is applied from the base unit 30 to the container base portion 52. In an embodiment, for example and without limitation, the conductive portion may provide about 450° F. to the select area of the base portion 52. The base unit 30 may apply heat to the container base for about 1 to 6 seconds, and for some embodiments for about one second or less. The actuator 20 may, for example, apply a downward top pressure of from about 30 pounds-force (133 N) to about 190 pounds-force (845 N). Without limitation, some embodiments will nominally apply about 125 pounds-force (556 N). Such top pressure/force may, among other things, help to stabilize internal pressure and urge the sidewalls of the container back into place, as well as help make the base more rigid (due to associated plastic memory, the walls of the base will now tend not to push back) and generally increase container strength. The system thus provides a measure of controllable pressure and application of energy and/or heat that can be controlled or adjusted separately or in various combinations. In embodiments of the invention, the total cycle time associated with the processes generally illustrated in FIGS. 5A through 5C may be two to eight seconds (and may be three to four seconds, or less), and the time in which the base portion 52 of the container 50 is in contact with the base unit 30 and/or insert 110 may be as little as one second or less.
[0050] A chart generally illustrating temperature and pressure profiles that may be associated with a process in accordance with a "hot-fill" embodiment of the present invention is shown in FIG. 9A. Turning to the chart, at point A, a plastic container is delivered to a fill site. The fill site may, for instance, be at or about an atmospheric pressure of, for example, 979.056 mbar (14.2 psi). Along the segment generally identified as B, the container may be filled with contents at an elevated temperature and then may be sealed/capped (the maximum temperature for some embodiments may be about 80° C. (176° F.)). At or about the start of segment C, which may begin just after the apex of the temperature associated with hot-filling is reached, the container may begin an assisted cooling (e.g., in connection with a cooling tunnel or cold bath), with the temperature dropping from, for example, about 80° C. (176° F.) to about 30° C. (86° F.) in five to six minutes or less. The decline in temperature may correspond with the internal pressure becoming negative, and producing an internal vacuum, with the pressure, for example, dropping to at or about 786.002 mbar (11.4 psi) (near point D). Around that pressure, the temperature for the illustrated embodiment is now around or about 25° C. (77° F.). At or about point E, the container base portion is inverted with the application of pressure and/or heat--for example in connection with the previously described system. The charted embodiment shows the internal pressure spiking at this "moment of inversion" to, for example, about 2220.112 mbar (32.2 psi) and quickly subsequently dropping off. It is noted that, depending on the configuration of the container, it may not be necessary to use this much pressure to invert the base portion. At or about point F, the pressure begins to normalize to about 917.003 mbar (13.3 psi). Moreover, due to the associated inversion associated with the container base, the pressure will start to stabilize closer to atmospheric pressure. By around point G, the temperature may tend to drop further, for example, to below the reading of about 18° C. (64.4° F.), but the internal pressure will remain fairly consistent at or around 917.003 mbar (13.3 psi) and will commonly--unless subjected to unusual environmental conditions--not move much at all thereafter. FIG. 9B includes a chart generally illustrating temperature and pressure profiles that may be associated with a process in accordance with another embodiment of the system.
[0051] FIG. 10 generally illustrates a pressurizing system 10 in accordance with another embodiment of the present invention. The system 10 includes an upper component, or actuator 20, and a lower component, or base unit 30. The actuator 20 may include a holding/securing member 40 for holding and/or securing a portion of a container 50. FIG. 11 illustrates a top view of the system shown in FIG. 10.
[0052] FIG. 12 provides a sectional view of the system 10 shown in FIG. 10, and shows aspects of the base unit 30 in additional detail. As illustrated, an embodiment of the base unit may include a spacer 130, a top insulator 132, a heater or heating element (e.g., a ceramic heater) 134, and a cap 136. It is noted that embodiments of the system may employ several types of heaters including, without limitation, resistant, inductive, or gas (which could come in the form of rod, coil, band, or disk), and which may be comprised of several materials (including ceramic, metal, or composite). FIG. 13 shows the system 10 from a different (side) view. The illustrated system 10 shows an actuator 20 that includes, inter alia, a hanger block 140, a bottle neck spacer 142, and a holding/securing member 40 (in the form of spaced grippers) for holding and/or securing a portion of bottle 50. The spacer 142 can be configured to provide a sufficient space S for accepting an uppermost portion of the container 50. By way of example, without limitation, the space S provided in connection with a 500 ml bottle might be in the order of 0.880 inches. The base unit 30 of the illustrated embodiment is shown including centering ring 150 and a sleeve 152. As generally illustrated, the assembly 10 may have a total height H that, for some embodiments may be less than 12 inches. However, the assembly is not limited to a specific height, and the height (as well as other dimensions of the system) can be configured/adjusted to accommodate an intended container size.
[0053] FIGS. 14 and 15 show assembly/exploded views of an embodiment of the system 10, shown from two different perspectives. The figures show elements of the system 10, including embodiments of an actuator 20 and a base unit 30 in further detail. As illustrated in FIG. 14, the actuator 20 may include a multi-component holding/securing member 40 (shown with left and right components), a track roller/stud mount 160, a shoulder screw 162, and a spring 164 (e.g., a compression spring). As illustrated in FIG. 15, an embodiment of the base unit 30 may include dowel pins 170, screws 172 (e.g., thumb screws), a base unit spacer 174, a screw head (e.g., a socket head cap screw) 176, an insulator 178, and a cap 180 (which may, for example be secured by a screw 182). With respect to the actuator 20, FIG. 15 also shows a cap screw 190 and dowel pin 192.
[0054] With a further embodiment of the disclosed concept, additional or complementary treatments may be utilized after a hot-filled, capped/plugged, and cooled container has been treated by one of the above-mentioned methods in order to have an internal pressure at or near atmospheric pressure. In such a treated container, flexible or inversion segments or portions 124 of the base portion 52 would be in their "upward" or "raised" position. However, if the pressure of the container were to spike or increase drastically, it is possible that such increase in pressure would force the flexible or inversion segments or portions 124 back out into their original (or near to) "downward" or "retracted" position (otherwise known as "base roll-out"), which is typically undesirable. A further step in the process can irreversibly fix the flexible or inversion segments or portions 124 of the base portion 52 such that "base roll-out" is significantly reduced or eliminated.
[0055] An embodiment of the additional step includes the use of a further heating element. For some embodiments, the heating element may take the form of two half-shells (for example, as generally shown in FIGS. 24 and 25), but it is not so limited. The heating element can be configured to apply heat and pressure upon contacting the base of the container. Such heating and application of pressure may take place after an initial pressurization--and potentially very soon afterwards (within about a second) or some time later (further down the production line). This second treatment can create a rigid fold in the base region of a treated container. Such a fold is substantially irreversible and can function to substantially reduce or prevent base "roll-out." Further, this treatment can reduce container volume through the associated shrinking of the container, thereby increasing internal pressure.
[0056] An embodiment of a process in which additional treatments are imparted upon a hot-filled, capped/plugged, and cooled container (that has been treated by one of the earlier-mentioned processes/methods, and wherein the internal pressure may be at or near atmospheric pressure) are generally illustrated in FIGS. 16-26.
[0057] As generally illustrated in FIG. 16, a container (which may be a thin-walled container) may be provided. The container may include a neck 202 and a bottom 204. The bottom 204 may comprise a flat bottom or a curved bottom that is heat-resistant. The container 200 should be formed to be suitable for hot-filling. The container 200 may be filled in a known manner with a liquid 210 that may have been heated to an appropriate temperature prior to filling. During filling the inside of the container 200 may also be bacteriologically treated by the heat associated with the presence of the hot liquid. An embodiment of a container 200 that is filled with a liquid 210 and plugged or capped with a plug/cap 212 is generally illustrated in FIG. 17.
[0058] The filled and plugged/capped container may then be cooled (whether naturally or via some form of accelerated or forced cooling, e.g., via a shower tunnel). After cooling, as generally illustrated in FIG. 18, the liquid and headspace having contracted due to the cooling thereof, the container 200 may have significant deformations caused by the vacuum created by the cooling of the liquid 210 and the headspace. As generally represented in FIG. 18, the neck 202 and bottom 204 may exhibit little or no deformation, as they may be configured to be substantially resistant to hot filling. A stable bottom 204 can provide stability to the container, such as for example, on a conveyor line (if employed).
[0059] With embodiments, treatments as generally disclosed herein may be integrated at the outlet of a production line providing containers (e.g., thin-walled containers) formed by extrusion/blowing and after hot-filling and plugging/capping, and may be at the outlet of a cooling point/station with capped/plugged containers.
[0060] FIGS. 19 through 26 generally illustrate an embodiment of the system/process. The illustrated system/process may generally involve two treatments or steps. With a first treatment/step, as generally illustrated in FIG. 19, a plugged/capped container may be positioned at a device/treatment station, which may include a buffer that is at least in part provided above the plug/cap 212. The containers may, for example, be handled/supported by a portion of the container, such as a neck portion (e.g., neck flange). Since the neck is substantially free from deformation associated with hot-filling and/or the vacuum associated with the liquid, the neck portion, and the axis of the container, will be stable.
[0061] As generally illustrated in FIG. 20, a second treatment/step may involve the treatment of the bottom of the container 200. As generally illustrated, a saddle 230 with a heating element 240 may address (in a vertical, rising/falling movement) the bottom portion of the container 200. An axis associated with the saddle may generally correspond to the primary axis associated with the container.
[0062] As generally illustrated in FIG. 21, when a filled and plugged/capped container is positioned, a buffer 220 may be lowered to come into contact with the plug/cap 212. The buffer can, among other things, prohibit or prevent the plug/cap 212 (and indirectly the container) from rising in response to various forces. In embodiments, when the buffer 220 is in position, the saddle 230 may be raised, and the heating element 240 may eventually contact at least a portion of the bottom 204 of the container 200 (e.g., a portion of the bottom intended to be deformed).
[0063] With reference to FIG. 22, for some embodiments it may be preferable (to facilitate the deformation of the bottom 204) to create a weak point (e.g., an angle or over-stretched/over-hang zone) through the bottom that will encourage or cause the bottom to give-way at the same/intended location. FIG. 22A generally illustrates an enlarged portion of the container illustrated in FIG. 22.
[0064] The heating element 240, which may take various forms, may be provided/introduced at a temperature that is significantly higher than that of the speed transition of the material (e.g., PET), such that the heating element 240 may very quickly heat the material comprising the container bottom (e.g., PET), allowing the material to be soft and substantially free of stresses. With embodiments, the heating element 240 should be in contact with an oriented (and not amorphous) zone/portion of the bottom 204. As such, for a number of applications, the heating will be supplied to a periphery of a bottom and the center may be avoided, as the material of the center may be more amorphous.
[0065] As generally illustrated in connection with FIG. 23, the travel path of the saddle 230 (and a heating element 240 provided thereon) may be greater/further than that necessary to simply contact the bottom 204 of the container 200. Consequently, as illustrated, the heating element 240 may continue upward to follow the associated deformation of the bottom 204 of the container 200, and may "penetrate" the initial position of the bottom 204 (prior to encountering the heating element 240). The imparted deformation on the inside of the container can, inter alia, reduce the volume within the container, and can reduce the internal vacuum (e.g., even up to a point where the reduction in volume cancels out the effect of an internal vacuum). The travel of the saddle 230 may be stopped once an equilibrium (e.g., of pressure between the adjustable force of thrust of the saddle and the beginning of internal pressure in the container) is obtained or achieved.
[0066] Given that the force provided by the saddle, whether mechanical, electric, hydraulic or pneumatic, is adjustable, an overpressure generated in the container (which can be determined) can be modified to adapt to the characteristics of the container 200 and an intended or desired container shape on wishes to impart in the bottom 204. In such a state, the entire internal vacuum can be absorbed to then increase the pressure.
[0067] However, the bottom 204, whereof the forces are relaxed by temperature, may still be in contact with the heating element 240, may therefor still be heated, and thus may still be deformable in the other direction. In such a state (e.g., FIG. 23), by immediately releasing the pressure by lowing the saddle 240, the internal pressure of the container may act in all portions of the container, including the bottom 204, and a pressure equilibrium may be established. The bottom 204 may thereafter remain stable, but without having generated an overpressure inside the container. In such a state, the treatment process may create a so-called flexible bottom, but without having created an internal pressure and without having fixed the bottom while creating substantially non-deformable catching points at the internal pressure.
[0068] The container may be further subjected to another/second treatment, whether at the same location or at another station. At this point, the container may be generally stable, i.e., the entire internal vacuum having been absorbed by the aforementioned/first treatment. At the same time, for embodiments, no notable overpressure may have been established, and the bottom 204(which may still be hot, or at an elevated temperature) may be in a fixed state without another treatment/step. Moreover, the bottom 204, having been deformed by the heating element 240, and therefore pulled in, can, under strong pressure on the body of the container, come partially or even completely back out. That is, for embodiments, when an overpressure exceeds a certain limit, it can cause the bottom 204 to come back out as the bottom 204 is not irreversibly blocked.
[0069] During a second treatment, which may or may not be at another station, the saddle 240 may not be equipped with a heating element. Rather, as generally illustrated in FIG. 24, the saddle 240 may include/support a cooled element 250. The cooling element 250 may, among other things, provide a guide and/or support function on the bottom 204, such as in connection with a second treatment/step.
[0070] As generally illustrated in FIG. 24, a multi-part (e.g., two-part) heating element 240 may be included. When the multi-part heating element 240 is "closed," it may have a smaller diameter than that of the container 200 at the location where the heating element closes together to engage the container. The container may then be moved (e.g., lowered) into contact with the saddle 230, such as to be in contact, but without pressurization of the container.
[0071] FIG. 25 generally illustrates an embodiment in which the multi-part heating element 240 engages the container 200. At this level/stage, the heating element may perform two actions (which may be simultaneous):
[0072] (1) by shrinking the bottom, almost at the base, a very closed, and especially very rigid "fold" may be formed. This "fold," which may be completely irreversible, may result in blocking the bottom, and also irreversibly preventing the bottom from turning back; and
[0073] (2) by again reducing the enclosed volume of the container by outside shrinking, it can better ensure a pressure increase of the container, but in this scenario the bottom (not being returnable), the pressurization is effectively held.
[0074] As such, the bottom 204 may be imparted to be flexible with catches that are solid. The formed bottom cannot be returned, so it can generally bear any internal pressure.
[0075] FIG. 26A generally illustrates an embodiment after a first step/treatment in which a bottom, generally having the entire internal vacuum absorbed, is able to return under high internal pressure. An internal diameter of a base standing ring is generally indicated as "x". FIG. 26B generally illustrates the same bottom after a subsequent, second/step treatment in which the bottom is now generally/substantially non-deformable under pressure. The aforementioned distance is now designated "y" and it is noted that y is less than x.
[0076] With embodiments of the invention, an initial vacuum pressure may, for example and without limitation, be about -3 psi. It is, however, noted that the initial value will change depending upon the resistance associated with the respective container, i.e., containers that are more structurally rigid may require a higher initial internal vacuum. Embodiments of process associated with the invention can help maintain the encountered pressure within +/-2 psi from atmospheric pressure. That is, the desired final filled container internal pressurization may be within the range of -2.0 psi to 2.0 psi of atmospheric pressure. Moreover, for some embodiments, the final filled internal pressure may be maintained within +/-1 psi from atmospheric pressure. For many embodiments of the system a positive atmospheric pressure is considered more desirable than a negative one. Further, for example and without limitation, if atmospheric pressure at a filling location is about 14.0 psi, the present system and process can provide a resulting filled and closed container that has an internal pressure within the range of 12.0 psi and 16.0 psi, and may provide for containers with such internal pressures between 13.0 psi and 15.0 psi.
[0077] It is noted that the use of embodiments of the invention may be advantageous with respect to the lightweighting of plastic container for hot-fill applications. Embodiments of the system and process can permit the provision of a plastic container, e.g., a polyethylene terephthalate (PET) container, that due to the handling of internal pressures via the container base portion requires a reduced amount of material in portions of the container and/or may require less (or no) structures, such as vacuum panels, to accommodate anticipated vacuum pressure.
[0078] It is also noted that the use of embodiments of the invention may be advantageous with respect to the lightweighting of plastic containers for cold-fill applications, including applications where improved vendability may be desirable. Embodiments of the system and process can provide a plastic container, e.g., a polyethylene terephthalate (PET) container, that given the handling of internal pressures via the container base portion, may require a reduced amount of material in portions of the container and/or may require less (or no) structures or treatment with inert gas to accommodate anticipated drop forces.
[0079] Further, embodiments of the system and process can provided for significantly increased efficiencies in a production environment. While just a single system (which may be said to be a unit or station) is illustrated in FIG. 1, embodiments of the invention contemplate devices that provide a plurality of such systems. Embodiments of the invention may provide a system or apparatus that include a plurality of systems for example, a plurality of actuators and base units may be provided in paired equidistantly-spaced, radially-extending sets about the outer periphery of a rotary wheel. With such multi-set systems or apparatus, each individual system (which in this instance may be referred to as a sub-system or station) may include an associated base unit and corresponding actuator. Such a rotary system could include as many as 6 to 48 sub-systems or more. Further, cycle times for such a rotary system could, for instance, be timed to run at about 4 seconds or 15 revolutions per minute.
[0080] The foregoing descriptions of specific embodiments of the present invention have been presented for purposes of illustration and description. They are not intended to be exhaustive or to limit the invention to the precise forms disclosed, and various modifications and variations are possible in light of the above teaching. The embodiments were chosen and described in order to explain the principles of the invention and its practical application, to thereby enable others skilled in the art to utilize the invention and various embodiments with various modifications as are suited to the particular use contemplated. It is intended that the scope of the invention be defined by the claims and their equivalents.
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20210328275 | CHARGING METHOD FOR ELECTROCHEMICAL DEVICE, ELECTRONIC DEVICE AND READABLE STORAGE MEDIUM |
| 20210328274 | SYSTEM AND METHOD FOR OPERATING A RECHARGEABLE ELECTROCHEMICAL CELL OR BATTERY |
| 20210328273 | Active Material Analysis Apparatus |
| 20210328272 | BATTERY CELL WITH AN INTEGRATED CONTROL CIRCUIT |
| 20210328271 | ENHANCED SOLID STATE BATTERY CELL |
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2013-11-07 | Method and nozzle for suppressing the generation of iron-containing vapor |
| 2013-11-07 | Apparatus for bagging a bale and method of bagging such bale |
| 2013-11-07 | Method for adjusting at least one means of an inserting apparatus and inserting apparatus |
| 2013-11-07 | Process for packaging a product in a sealed wrapper of sheet material |
| 2011-03-10 | Apparatus and method for producing plastic bottles |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2015-02-12 | Labelling machine |
| 2014-10-09 | Method for preserving foodstuffs |
| 2014-06-12 | Device for injecting a pressurized liquid in order to shape a container, comprising a work chamber arranged downstream from pumping means |
| 2012-09-27 | Method and system for handling containers |
| 2012-07-12 | Filling element and filling machine for filling containers |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2020-08-20 | Plastic preform and container |
| 2016-11-17 | Lightweight plastic container and preform |
| 2015-11-12 | Lightweight plastic container and preform |
| 2015-08-13 | Lightweight plastic container and preform |
| 2015-01-29 | Lightweight plastic container and preform |
| Top Inventors for class "Package making" | |
| Rank | Inventor's name |
|---|---|
| 1 | Donald E. Weder |
| 2 | Dennis J. May |
| 3 | Samuel D. Griggs |
| 4 | Patrick R. Lancaster, Iii |
| 5 | Giuseppe Monti |