Patent application title: METHOD FOR PRODUCING INDIVIDUALLY ASSEMBLED PRINTED PRODUCTS
Inventors:
Thomas Kuenzli (Basel, CH)
Assignees:
Mueller Martini Holding AG
IPC8 Class: AB65B104FI
USPC Class:
53473
Class name: Package making methods filling preformed receptacle
Publication date: 2012-03-29
Patent application number: 20120073247
Abstract:
A method for producing individually assembled printed products includes
supplying from a production line at least one envelope product with an
individual, optically detectable marking affixed thereto. A regionally
oriented supplement and/or a target-group specific supplement is supplied
from at least one other production. The envelope products and the
supplements are assemble by combining in a first autonomously operating
assembling device the envelope product with the regionally oriented
supplement to form a first printed product and combining in a second
autonomously operating assembling device the envelope product with the
target-group specific supplement to form a second printed product, or
inserting continuously or intermittingly in the first autonomously
operating assembling device the target-group specific product into the
first printed product, or inserting in a downstream direction of the
first autonomously operating assembling device the target-group specific
supplement into the first printed product.Claims:
1. A method for producing individually assembled printed products,
comprising: supplying from a production line at least one envelope
product with an individual, optically detectable marking affixed thereto;
supplying from at least one other production line at least one of,
respectively, a regionally oriented supplement and a target-group
specific supplement; and assembling the envelope products and the
supplements by at least one of: combining in a first autonomously
operating assembling device the envelope product with the regionally
oriented supplement to form a first printed product, and combining in a
second autonomously operating assembling device the envelope product with
the target-group specific supplement to form a second printed product, or
inserting continuously or intermittingly in the first autonomously
operating assembling device the target-group specific product into the
first printed product, or inserting in a downstream direction of the
first autonomously operating assembling device the target-group specific
supplement into the first printed product.
2. The method according to claim 1, further comprising: controlling with a control unit the supplying and assembling steps; and controlling with the control unit movement of precisely called up supplement combinations relative to supplied envelope products to stacking machines.
3. The method according to claim 2, further comprising utilizing the control unit to make available the target-group specific or the regionally oriented supplements, and transferring individual copies continuously or intermittently to the stacking machine for further processing into packages.
4. The method according to claim 1, wherein the envelope product is supplied as a main product, a cover or a weekly paper.
5. The method according to claim 2, further comprising producing the supplements according to precise specifications and supplying the supplements to stacking machines with the aid of the control unit.
6. An apparatus to produce individually assembled printed products including at least one envelope product and at least one supplement, comprising: a first device to supply at least one envelope product with at least one external, optically detectable marking that matches a specific addressee; and at least one assembling device to integrate the supplied envelope product and at least one supplement in a clocked operation into regionally oriented and/or target-group specific printed products.
7. The apparatus according to claim 6, wherein the first device is a mechanical device that withdraws differently marked envelope products without empty cycles between two envelope products and which forms one line of the apparatus, the apparatus further comprising at least one other line comprising a further mechanical device to supply a supplement, wherein at least two lines are formed by the first and the at least one further mechanical device, wherein the at least two lines converge toward each other in the assembling device in which the target-group specific and/or the regionally oriented integration of the respective envelope product with the corresponding supplement combination takes place.
8. The apparatus according to claim 6, wherein the at least one assembling device comprises respectively one assembling device for regionalized printed products and one assembling device for target-group specific printed products.
9. The apparatus according to claim 6, wherein the envelope product includes one predetermined identifying marking, respectively, for incorporating the regionally oriented supplement.
10. The apparatus according to claim 6, wherein the envelope product includes one predetermined identifying marking, respectively, for incorporating the target-group specific supplement.
Description:
CROSS-REFERENCE TO RELATED APPLICATION
[0001] This application claims the priority of Swiss Patent Application No. 01567/10, filed on Sep. 27, 2010, the subject matter of which is incorporated herein by reference in its entirety.
TECHNICAL BACKGROUND OF THE INVENTION
[0002] The present invention relates to a method for producing individually assembled printed products. The invention also relates to an apparatus for realizing a method of this type.
PRIOR ART
[0003] With the production of target-group specific supplement combinations, the question arises of how the individual printed products which are composed differently can later on be identified again. This identification is of primary importance for the further processing and distribution of the printed products. So far, the idea was to use very cost-intensive inkjet systems and RFID (radio-frequency identification) for the identification, wherein this has proven to be quite inefficient with respect to acquisition, conversion and maintenance.
[0004] A target group generally consists of a circle of persons combined to form a uniform addressee. Within this context, we therefore cannot refer to a personalized distribution. The expenditure involved with a continuous, strict personalization, for example with the aid of inkjet or RFID systems, has proven to be too high to meet the requirements of a secure identification. With this course of action, a check must be carried out during the end phase, immediately prior to the targeted delivery, within the framework of the previously determined target group. Accordingly, the person authorized to make the delivery must continuously make sure that the coding and the target group match, which can be ensured by regularly using a reading device.
[0005] For producing supplement combinations and individual envelope products for extremely small regions, the efficient processing of these printed products is realized with a process intended for this.
[0006] An apparatus for producing a personalized magazine cover is known from German patent document DE 20 2009 002 109 U1. The production involves several processing stations for the step-by-step processing of a product web, meaning for producing at least one blank that forms the magazine cover, wherein the product web used is preferably imprinted on both sides. A personalized element is attached to the magazine cover. At least one of the processing stations in this case is designed for producing the magazine cover and the personalized element from the same product web, wherein the personalized element forms the basis for the postal delivery of the magazine. Owing to the fact that the element can be implemented in a single operating step, a subsequent labeling step can be omitted. Multiple personalizing options are possible per se in this case, but the loss with regard to productivity cannot be underestimated since the same product web is used for the personalized element as is used for the newspaper or magazine. The problem therefore is not to propose a system for a target-group specific distribution on a regional level for which a target-group specific insertion of supplements takes place. The point furthermore is not to provide suggestions on how an effective and efficient production of target-group specific products could be realized.
[0007] European patent document EP 1 578 614 B1 discloses a method for producing addressee-specific printed products. With this method, a great many printed sheets are gathered for producing the inside portion of a printed product, which is then provided with a cover sheet and is stitched together or bound to form the respectively finished printed product. An EDP supported database structure ensures that targeted information is assigned to the respective addressee listed on the individual printed product. An addressee-specific product is produced by providing at least one of the printed sheets with information specific to the addressee, at a predetermined location. The cited document also pursues the production of addressee-specific media, which respectively contain static information which is identical for a plurality of media and is processed separate from the dynamic information that differs for each medium.
[0008] The subject matter of the European patent document EP 911 583 A1 deals with subsequent individualization steps, realized later on with the aid of a blog processing.
[0009] The subject matter of European patent document EP 1 908 600 A1 deals with folded or foldable sheets to be attached to a printed product or to another flat item. An anti-adherence region is provided in this case which, in the folded state of the sheets, rests on the adhesive region and completely covers this region.
[0010] European patent document EP 2 007 667 B1A discloses a method for inserting supplements to form printed products which are conveyed essentially continuously in a stream, wherein the printed products are folded or bound and are thus provided with a folding or back edge. The printed products in the stream are conveyed with the folding or back edges oriented transverse to or at an angle to a conveying direction and are held individually by grippers, for example along the folding or back edges, such that the folded supplements are supplied successively to the feed location where they are opened and where an opened supplement is inserted and such that means for orienting the printed products are provided.
SUMMARY OF THE INVENTION
[0011] It is an object of the invention to accomplish a production of individually assembled printed products which are destined for a regionalized and/or a target-group specific delivery by using a method and an apparatus of the aforementioned type, starting with the premise that the content of the printed products can differ considerably, depending on the destination.
[0012] According to an embodiment of the invention, there is provided a method for producing individually assembled printed products, comprising: supplying from a production line at least one envelope product with an individual, optically detectable marking affixed thereto; supplying from at least one other production line at least one of, respectively, a regionally oriented supplement and a target-group specific supplement; and assembling the envelope products and the supplements by at least one of: combining in a first autonomously operating assembling device the envelope product with the regionally oriented supplement to form a first printed product, and combining in a second autonomously operating assembling device the envelope product with the target-group specific supplement to form a second printed product, or inserting continuously or intermittingly in the first autonomously operating assembling device the target-group specific product into the first printed product, or inserting in a downstream direction of the first autonomously operating assembling device the target-group specific supplement into the first printed product.
[0013] According to another embodiment, there is provided an apparatus to produce individually assembled printed products including at least one envelope product and at least one supplement, comprising: a first device to supply at least one envelope product with at least one external, optically detectable marking that matches a specific addressee; and at least one assembling device to integrate the supplied envelope product and at least one supplement in a clocked operation into regionally oriented and/or target-group specific printed products.
[0014] The invention is distinguished as follows over the above-cited prior art: [0015] a) The envelope product is assigned to a target group. [0016] b) A continuous operation of combining different envelope products with different supplements is achieved. [0017] c) The envelope products need not be assigned online (during the production process) to a target group.
[0018] The invention furthermore intends to systematize the availability of the printed products which are ready for distribution and to cover the many options arising in practical operations with the aid of simple measures taken during the production.
[0019] In the process, the focus is basically on regionally oriented and/or target-group specific envelope products which are provided with an optical marking and which form the basis for the steps proposed according to the invention.
[0020] An envelope product can best be compared to a cover (envelope, multipage printed product, for example a weekly paper or a regional printed product), which has a characteristic basic layout that includes at least one target-specific or regionalized marking which serves as a delivery address. This envelope or cover can also contain content that exceeds the regional scope and can easily differ considerably from case to case, depending on the delivery criteria. The address can thus figuratively be an external, optical identification feature, for example complemented by a color component.
[0021] As a result, the following basic requirements are met:
[0022] For one thing, the goal is to take specific steps to ensure the targeted regional delivery for a regionalized distribution, for which the printed products generally have very different compositions, wherein an optical marking of the envelope product is initially quite sufficient as a criterion. Depending on the layout, meaning the marking of the envelope product, it is possible for the shipping agent, the distributor and the final distribution agent to detect immediately to which region the respective envelope product belongs, wherein the content of this envelope product of course must coincide with the respective addressee for delivery. Thus, if the final distribution is realized strictly by region, the envelope products for the respective area must initially have the same optical marking.
[0023] The underlying basic system can therefore additionally be used without problem for distribution services which provide for an adjoining, comprehensive distribution to an adjacent region. The envelope products for the adjoining region, which can be detected by the markings, are added to the main contingent, so that the distributor can also safely make a so-called trans-regional delivery or can be sure that such a delivery takes place. Strictly speaking, the provisioning and precise distribution of the printed products thus occurs solely based on the markings affixed to the envelope products. As seen from this point, it becomes clear that the complete system is based on an easy to carry out marking of the envelope products.
[0024] The underlying basic philosophy can advantageously also be realized for the delivery of target-group specific printed products. The object in that case is to supply the target groups with customized printed products, wherein these target groups need not coincide with strictly determined delivery circles. The delivery is consequently based solely on target-group specific criteria for which the supplements added to the envelope products can differ considerably within a limited circle.
[0025] A further application option must be seen in that the target-group specific supplements can also be combined with the regional components of the envelope products. The regional distribution therefore forms the basis which is then complemented by the addition of target-group specific supplements.
[0026] With a configuration of this type, it is advantageous if these envelope products, which contain regionalized as well as target-group specific supplements, are provided with an additional optical marking, so that the distribution can occur simultaneously with the purely regionalized printed products. An expansion to include several target-group specific deliveries within the aforementioned region is possible as well.
[0027] It can thus be achieved without problem that the envelope products can be made available with simple regionalized or target-group specific supplements, as well as combinations of the two with respect to the number and sequence, wherein the individually provided packages coincide with the delivery that must effectively take place.
[0028] The concrete details for the invention are consequently as follow:
[0029] If the delivery is to be made strictly based on regional criteria, the packages provided for this contain uniformly marked envelope products, for which the number coincides with the number for the deliveries to be made.
[0030] If the delivery is to be made strictly based on target-group specific criteria, the packages contain uniformly marked envelope products for which the number conforms to the scope of the respective target group.
[0031] However, it should be taken into consideration here that depending on the package size and the delivery area, it may very well make sense to also produce packages which do not contain uniformly marked envelope products in the case of strictly target-group specific criteria. This means that one or more target group(s) can be serviced using a single package.
[0032] If the basis is a combination delivery, which must simultaneously meet regional as well as target-group specific criteria, then the envelope products provided for this must advantageously be marked accordingly. In contrast to the original envelope products, a marking of this type can also contain additional elements for the purely regional and/or target-group specific delivery to ensure that a secure distinction is made during the distribution.
[0033] To meet all of these requirements, a method and an apparatus are therefore proposed which exhibit the features designed to solve the object according to the invention.
[0034] For the regional or target-group specific assembly of printed products, composed of the individual envelope products and the associated supplement combinations, it is therefore proposed that an apparatus be used which comprises feed lines that operate approximately in accordance with the reversed principle for a boxer engine.
[0035] In the present case, the two operating lines with their content converge toward the center where the individual printed product is completed in a clocked operation, wherein this completion is controlled continuously by including the two operating lines and wherein the one line basically supplies the envelope products and the other line supplies the supplements and/or inserts for finalizing the regionally oriented or target-group specific printed products.
[0036] Additional items are to be fed in via another line if the regionalization is to be combined simultaneously with a target-group specific distribution, wherein this insertion device can be integrated into a first assembling device or can be disposed at a downstream location.
[0037] A system of this type consequently has the following characteristics: [0038] 1. At least one external optical identification feature is affixed to the respective envelope product. [0039] 2. Envelope products which are identical on the outside can, however, be provided with different regionalized content, especially if the goal is to provide locations in the adjacent regions with the same distribution. [0040] 3. Different envelope products are always provided for a region if target-group specific supplements are inserted. [0041] 4. The required advertising and editorial supplements are added with the aid of an insertion system and, depending on the supplement, are correctly adjusted to the feeder. [0042] 5. By providing a comprehensive control, regionally oriented and/or target-group specific supplements are combined in a precisely clocked operation with the respective envelope products. [0043] 6. The envelope product can be viewed either as a traditional main product, or as a cover, or as a weekly paper. [0044] 7. The precisely assembled supplement combinations, produced in this way, can thus be supplied with the aid of the control unit to the stacking machines. [0045] 8. Regionally oriented and/or target-group specific packages can be produced with the aid of the control unit. In the process, individual copies can be transferred with different methods to the stacking machine and can then be processed to form the different packages.
[0046] The advantages of the system according to the invention can be summarized as follows:
[0047] For the delivery and end distribution, it is no longer necessary to use detection devices which ensure that a distinction is made between the target-group specific and/or the regionally oriented combinations. Auxiliary means such as the inkjet (arranged inline or at the intake of the stacking machines) or RFID means can thus be omitted completely, thereby resulting in lower investment volumes and higher efficiency.
[0048] The different target-group specific or regionally oriented combinations can thus be recognized easily by the distributor or delivering agent.
[0049] For example, if a distinction is made for the distribution on the basis of different colors or patterns which are applied to the cover, meaning the envelope product, then the secure access by the distributor is also ensured, meaning no identification devices (reading devices) are needed for the distribution, as is the case with the barcode or the RFID. As a result, the delivery is made more efficient, wherein complementary detection means can still be used, if an immediate need arises.
[0050] The target groups as such or the addressees in general can thus be assured of an anonymous delivery which should strongly increase the acceptance, in particular also with respect to the content of the printed products.
[0051] The production of the target-group specific or the regionally oriented envelope products, as well as the associated supplements, can furthermore be realized at different times which allows for an efficient usage of the production machines and additionally ensures that the regional topicalities can also be included.
[0052] An efficient production of the target-group specific or regionally oriented supplement combinations can therefore be maintained with the aid of a continuous production.
[0053] It must furthermore be seen as an essential advantage that the target-group specific or the regionally oriented printed products can be detected easily with the aid of the envelope products, even in situations where interference occurs during the further processing, thereby making it possible to immediately introduce targeted correction measures.
[0054] A micro-regionalization can furthermore also be provided for the envelope products, without having to tolerate losses in efficiency.
BRIEF DESCRIPTION OF THE FIGURES
[0055] Advantageous embodiments of the method and the apparatus according to the invention are described in further detail with the aid of the following Figures. All elements which are not essential to the immediate understanding of the invention have been omitted. The same elements are given the same reference numbers in the various Figures, showing in:
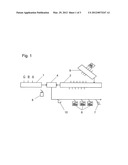
[0056] FIG. 1 A schematic representation of the operational steps taken for assembling the printed products;
[0057] FIG. 2 A schematic representation showing the stacking of the printed products;
[0058] FIG. 3 A flow chart illustrating the operation of assembling the various printed products.
DETAILED DESCRIPTION
[0059] FIG. 1 shows the mode of operation of an apparatus consisting of different components that are operatively connected to each other. A first mechanical device 1 meets the task of withdrawing the different envelope products A, B, C without resulting in empty cycles between two envelope products. This mechanical device 1 forms one of the operating lines of the apparatus. A second mechanical device 2 forms the second operating line of the apparatus which takes over the task of ensuring the transport and making available an optional supplement combination. The two lines formed by the first and second devices 1, 2 converge in an assembling device 4 in which the integration of a specific envelope product with a specific supplement combination takes place. The apparatus is furthermore expanded with a different mechanical device 9 which functions as a modular expansion unit for further insertion options. As a result, the space inside an apparatus of this type can be utilized optimally. A combination of two assembly elements is obtained which form an optional angle. A transfer out or discharge station 10 is operative directly connected to the assembling device 4 and is used to remove incorrectly inserted supplements during further processing. Arranged downstream of the discharge station 10 are stacking machines 6 which take over the further processing of the supplement combinations, including the envelope product, on the basis of client-specific packages. A discharge unit 7 ensures that correctly assembled supplement combinations can be evacuated if malfunctions occur in the stacking machine 6 or during other situations. A control unit 8 is designed such that a logistic coordination and visualization of the production is possible. Additional visualizations are possible, but are not discussed further herein. Furthermore essential for the present apparatus is the mode of operation of the first and second mechanical device 1, 2. These devices autonomously take over the supplying of the partial printed products, such that the partial printed products conveyed along the respective lines are supplied to the assembling device 4 in a manner to always permit the manufacture of regionally oriented and/or target-group specific printed products. Also possible is the disposition of an additional assembling device, not shown herein, which follows from FIG. 3. Numerous combinations are available which as a result can essentially consist of supplying continuously and successively the envelope products A, B, C made available by the first device 1. The advantage in this case is that stacked products which make available the regionally oriented and/or target-group specific printed products can be deposited ahead of time. However, this is possible only because the second mechanical device 2, in contrast to the first mechanical device 1, delivers the autonomous supplement combinations for the envelope products in the correct sequence. In a figurative sense, the two lines therefore carry out a boxer engine movement toward the center, which is oriented relative to the assembling device 4 arranged in-between, such that always precisely those partial products which are needed for assembling the printed products are supplied with precise timing. That also means that the production of the envelope products can take place completely independent of the production of the supplements. This is particularly advantageous if the machinery for producing printed products can be reduced without having to produce ahead of time for storage and if the partial products can respectively be transferred-in at a later date. As a result, a regional updating of the printed products is possible, meaning the last printed supplement will contain the most up-to-date news.
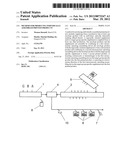
[0060] FIG. 2 shows the steps taken for configuring the apparatus, with the goal of handling the supplement combinations 11. The supplement combination 11 with the envelope product C corresponds precisely to the number of copies in a package, with the target location being the stacking machine STM1. Furthermore shown is a different supplement combination 12 with the envelope product B which corresponds precisely to the number of copies in a package that is destined for the stacking machine STM2. A clocked transporter 13 takes over the identification of each envelope product, including the supplement combination, thus making it possible for the printed products to be available. A stacking machine 14 follows which then guides the finished copies to a client-specific package STM1. Furthermore provided is a supplement combination 15 with the envelope product B, which corresponds precisely to the number of copies in a package, with the stacking machine STM2 as the target location. The supplement combination 16 is provided with the envelope product A that corresponds precisely to the number of copies in a package which has already been processed in the stacking machine STM2. Additionally provided is a supplement combination 17 with the envelope product A which precisely corresponds to the number of copies of a package located partially in the transporter 13 and partially in the stacking machine STM3.
[0061] FIG. 3 shows a functional flow chart relating to the sequence of steps for adding regional, target-group specific supplements, or regional supplements to which target-group specific supplements are added at certain points or continuously. Initially provided is a system 1 for autonomously producing envelope products, wherein this system can make available differently embodied envelope products 1.1; 1.2; 1.3. In the present case, the sequence of steps as shown is limited to three different envelope products A, B, C. Of course, the system can also be configured so as to supply a larger number or a smaller number of differently marked envelope products, wherein this also affects the number of associated supplements which are provided. On the other side is a production 2 of regionalized supplements a, b, c. The two lines A, B, C and a, b, c converge in an assembling device 4 which then produces integrated printed products 4.1. The assembled printed products respectively consist of a main envelope product A or B or C which is respectively combined with a regional supplement a, b or c. The control unit (see FIG. 1) ensures that the supplement combinations are combined with the individual envelope products assigned thereto which can be complemented as needed with alternate regionally oriented supplements. This is realized particularly advantageously if the goal is to ensure the delivery for various regions which are not necessarily adjacent to each other. Whether all options 4.1.1-4.1.3 are actually used in practical operations depends on the individual case, wherein the activation of the options available with this system can also be called up in-between. The provisioning system 1 simultaneously also comprises production lines for making available the envelope products 1.2, wherein these lines are operatively connected to a target-group specific production 3. A further assembling device 5 ensures that these envelope products 1.2.1-1.2.3 are complemented by the target-group specific supplements 3.1.1-3.1.3. Resulting from this are different target-group specific printed products 5.1.1.1-5.1.3.3 which depend on the individual envelope product as well as on the narrowly specified supplements for the target groups. The previously mentioned regionalized printed products 4.1.1-4.1.3 can be expanded, if necessary, by inserting special target-group specific supplements 3.2.1-3.2.3, thereby providing the option of expanding the regional distribution with a super-imposed target-group specific delivery. The continuous arrows pointing toward the left, along these delivery paths, are intended to illustrate that these target-group specific supplements 3.2.1-3.2.3 can also be transported to other stations or envelope products. With an assembly operation of this type, it is advantageous if the envelope products 1.3.1; 1.3.2; 1.3.3 are marked individually and the original products 1.1.1-1.1.3 are thus replaced. The target-group specific production 3.3 can also transfer its supplements directly to the first assembling device 4 in which these supplements are then integrated with the original envelope products 1.1.1-1.1.3 as needed.
[0062] The invention has been described in detail with respect to various embodiments, and it will now be apparent from the foregoing to those skilled in the art, that changes and modifications may be made without departing from the invention in its broader aspects, and the invention, therefore, as defined in the appended claims, is intended to cover all such changes and modifications that fall within the true spirit of the invention.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2011-12-01 | Method and apparatus for producing pouched tobacco product |
| 2013-08-22 | Machine for automatically filling-inflating gas cushions, notably air cushions, for packaging and use thereof for filling and inflating cushions |
| 2009-03-26 | Method for overprinting already printed packages |
| 2011-04-28 | Method and apparatus for packaging a liquid food product |
| 2012-04-26 | Apparatus and method for producing printed mailings |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2011-04-14 | Method and device for producing and loading of bundles of printed material |
| 2010-04-29 | Method for ordering and assembling printed products and add-on products inside a dispatch area using a guide system and a facility for realizing said method |
| Top Inventors for class "Package making" | |
| Rank | Inventor's name |
|---|---|
| 1 | Donald E. Weder |
| 2 | Dennis J. May |
| 3 | Samuel D. Griggs |
| 4 | Patrick R. Lancaster, Iii |
| 5 | Giuseppe Monti |