Patent application title: FROTH HANDLING PUMP
Inventors:
Robert J. Visintainer (Augusta, GA, US)
Peter Hergt (Ludwigshafen, DE)
Thillainatarajan Ravisundar (Frankenthal, DE)
Christoph Jaeger (Gerolsheim, DE)
IPC8 Class: AF04D2900FI
USPC Class:
415206
Class name: Working fluid passage or distributing means associated with runner (e.g., casing, etc.) casing having tangential inlet or outlet (i.e., centrifugal type) axially directed inlet and tangential outlet
Publication date: 2010-03-11
Patent application number: 20100061849
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: FROTH HANDLING PUMP
Inventors:
Christoph Jaeger
Robert J. Visintainer
Peter Hergt
Thillainatarajan Ravisundar
Agents:
WOMBLE CARLYLE SANDRIDGE & RICE, PLLC
Assignees:
Origin: ATLANTA, GA US
IPC8 Class: AF04D2900FI
USPC Class:
415206
Patent application number: 20100061849
Abstract:
A froth handling pump is provided which includes a pump casing, an
impeller mounted within the casing, and a de-aeration chamber mounted to
the rear side of the pump casing. The impeller comprises multiple pumping
vanes, each of the vanes having an inlet angle and an outlet angle,
wherein the outlet angle is greater than the inlet angle, the outlet
angles terminating at a rear shroud. The rear shroud includes multiple
vent holes for the passage of gasses therethrough. The de-aeration
chamber, which comprises an inner volume, includes an inlet formed on the
inner side for receiving gasses passing through the plurality of vent
holes. At least one vent outlet is provided for the discharge of gasses
from the de-aeration chamber.Claims:
1. A froth handling pump, comprising(a) a pump casing having an inlet side
and a rear side;(b) an impeller mounted within the casing, the impeller
comprising:(i) a front shroud and a rear shroud;(ii) a plurality of
pumping vanes, each of the vanes having an inlet angle and an outlet
angle, wherein the outlet angle is greater than the inlet angle, the
outlet angles terminating at a rear shroud;(iii) the rear shroud
comprising:(A) an outerface;(B) a plurality of vent holes formed through
the rear shroud for the passage of gasses therethrough;(c) a de-aeration
chamber mounted to the rear side of the pump casing and comprising:(i) an
inner volume;(ii) an inner side mounted to the rear side of the pump
casing;(iii) an inlet formed on the inner side for receiving gasses
passing through the plurality of vent holes; and(iv) at least one vent
outlet for the discharge of gasses therethrough.
2. The pump of claim 1 wherein the outlet angles of the pumping vanes are between about 80 degrees and about 100 degrees.
3. The pump of claim 2 wherein the outlet angles of the pumping vanes are about 90 degrees.
4. The pump of claim 1 wherein the pumping vanes comprise main pumping vanes and splitter vanes.
5. The pump of claim 4 wherein the impeller comprises 12 pumping vanes comprising:(a) 6 main pumping vanes;(b) 6 splitter vanes; andwherein the pumping vanes and splitter vanes are arranged in an alternating configuration, having passages therebetween.
6. The pump of claim 1 wherein the passage size between adjacent pumping vanes is at least about 2 inches.
7. The pump of claim 1, further comprising a plurality of clearing vanes formed on the outer face of the rear shroud.
8. The pump of claim 7 wherein the plurality of clearing vanes are configured to create a pressure on the outer face of the rear shroud less than the pressure created by the pumping vanes.
9. The pump of claim 8 wherein the clearing vanes project outwardly from the outer face of the rear shroud at about a 90 degree angle.
10. The pump of claim 9 wherein the rear shroud has a central hub and wherein the clearing vanes have differing lengths extending radially outwardly relative to the central hub.
11. The pump of claim 7 wherein the clearing vanes are at least about 5 percent larger in diameter than the pumping vanes.
12. The pump of claim 1 wherein the vent holes in the rear shroud each have a minimum area of at least about 3.14 square inches.
13. The pump of claim 1 wherein the at least one vent outlet on the de-aeration chamber is positioned at an angle of less than about 45 degrees with respect to the vertical.
14. The pump of claim 13 wherein the at least one vent outlet is positioned at an angle of about 22.5 degrees with respect to the vertical.
15. The pump of claim 1 wherein the at least one vent outlet has an outlet diameter of at least about 3 inches.
16. The pump of claim 1 where the de-aeration chamber further comprises a drain outlet.
17. The pump of claim 1 further comprising an auxiliary impeller mounted to the outer face of the rear shroud.
18. The pump of claim 17 wherein the auxiliary impeller has an outer radius that is greater than the maximum radial position of the plurality of vent holes.
Description:
FIELD OF THE INVENTION
[0001]The present invention relates to the field of centrifugal slurry pumps, and particularly, to froth pumps for handling bitumen froth.
BACKGROUND OF THE INVENTION
[0002]Centrifugal pumps, as the name implies, employ centrifugal force to lift liquids from a lower to a higher level or to produce a pressure. This type of pump, in its simplest form, comprises an impeller consisting of a connecting hub with a number of vanes and shrouds, rotating in a volute collector or casing. Liquid drawn into the center, or eye, of the impeller is picked up by the vanes and accelerated to a high velocity by rotation of the impeller. It is then discharged by centrifugal force into the casing and out the discharge branch of the casing. When liquid is forced away from the center of the impeller, a vacuum is created and more liquid flows into the center of the impeller. Consequently there is a flow through the pump. There are many forms of centrifugal pumps, including the type used to pass solid and liquid mixtures. These are known as slurry pumps.
[0003]Froth pumps are a special application of centrifugal slurry pumps. The need to pump froth occurs in many mining applications where flotation methods are utilized. These take advantage of the surface tension effects between pulverized ore and fine bubbles to separate ore from the waste rock by floating one away from the other. Froth pumping also occurs in the oil sand industry the components of froth include bitumen, water, and air. In this process, a mixture of approximately 10% bitumen and 90% sand is mined directly from the ground and the bitumen is separated from the sand for conversion to synthetic crude oil. As the separation takes place, gas develops, creating a bitumen froth with approximately a 15 percent to 30 percent gas/air content.
[0004]While bitumen froth is widely pumped and much is known about the process, a number of problems exist with froth pumps themselves and the pumping process. First, bitumen froth pumps often "air lock." This occurs when gasses accumulate in the suction of the pump under the action of the centrifugal forces operating on the fluid in the passages of a rotating impeller to form a bubble which partially blocks the suction and significantly degrades pump performance (as much as 40% to 70% loss in both flow and head). With viscous flows like bitumen, this air lock can be particularly difficult to remedy due to the laminar, or near laminar, nature of the high viscosity flow. Even if the pump is stopped, the bubble can remain within the pump casing or connecting piping and be drawn back into the pump suction upon restart. Second, bitumen froth pumps cannot typically produce more than about 30 to 40 m of head, which is limited by the high viscosity of the bitumen and by the maximum speed at which the pump can be run before net positive suction head available (NPSHA) available to the pump suction falls below the minimum required to prevent cavitation in the pump impeller. This often necessitates that a number of pumps be placed in service to provide the necessary capacity for the bitumen mining process.
SUMMARY OF THE INVENTION
[0005]The present invention is directed to a froth handling pump, which significantly minimizes or eliminates the problems described herein during bitumen froth pumping. As used herein, "bitumen" refers to any of various flammable mixtures of hydrocarbons and other substances, occurring naturally or obtained by distillation from coal or petroleum.
[0006]Broadly, one aspect of the present invention is directed to a froth handling pump, which comprises either a conventional, or modified, pump casing having an inlet side and a rear (hub) side. A novel impeller has been invented, which can produce a head equal to or greater than existing froth slurry pumps, but without the application of some of the conventional methods for reducing the NPSH required, such as an enlarged suction diameter, an inducer or auxiliary impeller, etc., or by increasing the NPSH available beyond what is normally present. This, in effect, keeps the size of the froth handling pump smaller and more economical.
[0007]The pump achieves heads of 50 m at viscosities up to 3,000 cP and with NPSHA less than 10 m by application of a very high vane outlet angle. While typical centrifugal pump outlet angles range from between about 15 degrees and 40 degrees, with 20 degrees to 25 degrees considered optimal, the impeller of the present invention has a vane outlet angle of between 80 degrees and 100 degrees, with 90 degrees being optimal. Unexpectedly, the resulting efficiency is at least about 76 percent peak efficiency (with water).
[0008]The rear shroud of the impeller includes an inner face and an outer face, with a plurality of vent holes formed through the shroud for the passage of gasses to an attached de-aeration chamber. A plurality of generally radially oriented clearing vanes are formed on the outer face of the rear shroud. The clearing vanes are configured to create a pressure at the back side of the vent holes that is less than the fluid side so that vented gases are drawn into the de-aeration chamber. An outlet vent is provided proximate the top of the de-aeration chamber for venting the gases to the atmosphere or to a connecting vent line.
[0009]These and other aspects of the present invention will become apparent to those skilled in the art after a reading of the following description of exemplary embodiments when considered in conjunction with the drawings. It should be understood that both the foregoing general description and the following detailed description are exemplary and explanatory only and are not restrictive of the invention as claimed.
BRIEF DESCRIPTION OF THE DRAWINGS
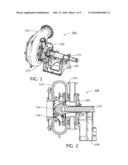
[0010]FIG. 1 is a perspective view of an embodiment of the froth handling pump of the present invention.
[0011]FIG. 2 is a side elevational cross-sectional view of the froth handling pump of FIG. 1.
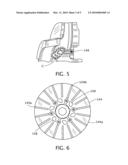
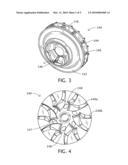
[0012]FIG. 3 is a perspective view of the impeller of the froth handling pump of FIG. 1.
[0013]FIG. 4 is a is a front view of the impeller inlet of the impeller of FIG. 3.
[0014]FIG. 5 is a schematic illustration of the gaseous venting scheme of the froth handling pump of FIG. 1.
[0015]FIG. 6 is a rear view of the impeller rear side of the impeller of FIG. 3, illustrating the arrangement and geometry of the clearing vanes.
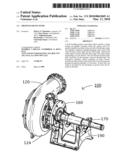
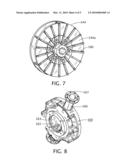
[0016]FIG. 7 is a rear view illustrating the optional auxiliary impeller on the rear shroud of the impeller of FIG. 3.
[0017]FIG. 8 is a perspective view of the de-aeration chamber of the froth handling pump of FIG. 1.
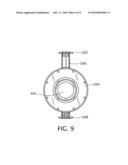
[0018]FIG. 9 is a rear view of the de-aeration chamber of FIG. 8.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENTS
[0019]Referring to the Figures in general, and FIGS. 1 and 2 in particular, the froth handling pump of the present invention is shown generally as 100. In its simplest embodiment, the froth handling pump 100 comprises a centrifugal pump casing 120, a novel impeller 140 mounted in the casing, and a de-aeration chamber 160 mounted to the rear side 124 of the pump casing 120. A conventional pump shaft 170 passes through the de-aeration chamber 160 and attaches to the hub 142 of the impeller 140. The shaft 170 is then mounted on a conventional pedestal 190 via a conventional bearing arrangement (not shown).
[0020]As shown in FIG. 2, the pump casing 120 of the froth pump of the present invention is a conventional design for centrifugal slurry pumps; however, a modified, or more open inlet side may be contemplated for a particular froth handling application. Nonetheless, the froth handling pump 100 described herein eliminates the need for a casing or shroud modification.
[0021]Referring to FIGS. 3 through 5, the novel impeller 140 of the froth handling pump 100 is illustrated in detail. As shown in FIG. 3, the impeller 140 comprises a front shroud 142, a rear shroud 144, and a plurality of pumping vanes 146. As shown in FIG. 3, the front shroud 142 is conventional for a centrifugal slurry pump; however, the front shroud 142 also may be modified for a particular froth handling application and could include a more open configuration, having a larger suction inlet diameter. As shown in FIG. 4, the impeller 140 of the illustrated embodiment comprises a novel pumping vane 146 arrangement. To maximize the number of pumping vanes 146, as shown in FIG. 4, full size vanes 146a and splitter vanes 146b are arranged in an alternating fashion about the circumference of the impeller 140. Splitter vanes, as used herein and as shown in the Figures, are shorter, thus not extending outwardly inwardly as far towards the suction eye 147 as the fuller size pumping vanes 146a. As will be appreciated by those skilled in the pump art, the number of pumping vanes are maximized within the constraints of vane thickness and minimum required passage size. It has been found, however, that the use of splitter vanes 146b helps to increase the effective number of pumping vanes 146 without "choking" the suction eye 147 of the impeller.
[0022]For bitumen froth handling applications, it has been found that a minimum passage size of about two inches is necessary. As used herein, "passage size" refers to the minimum mid-channel clearance between two adjacent pumping vanes 146. As best shown in FIG. 3, the pumping vane 146 geometry must extend between the front 142 and rear 144 shrouds of the impeller 140 in a manner that provides maximum efficiency. The inventors have found that the size of the impeller 140, and thus the overall size of the pump 100, can be minimized by employing pumping vanes 146 that have a combination of high angle outlets, for maximum head, and conventional lower angle inlets for developing sufficient NPSH performance. In the exemplary embodiments shown and described herein, an outlet vane angle may be between about 80 degrees and 100 degrees, with 90 degrees being optimal. As used herein, pumping vane 146 angles are defined relative to the tangent of the impeller circumference; e.g., an outlet angle of 0 degrees would be tangential to the circumference of the impeller, which an outlet angle of 90 degrees is radial with respect to the center of the impeller, or perpendicular to the tangent of the impeller.
[0023]While the exemplary embodiments shown herein comprise an arrangement of 12 alternating full size and splitter pumping vanes 146, other pumping vane configurations may also provide suitable head and pumping efficiencies. For the pumping vane 146 configuration having outlet angles of about 90 degrees, the inventors have found unexpectedly that a relative efficiency of at least about 76 percent may be achieved when pumping water.
[0024]As further shown in FIG. 4, a plurality of vent holes 148 are formed through the rear shroud 144 of the impeller 140. The vent holes are located for the effective venting of gases therethrough. For bitumen service, they must provide a minimum opening of about 2 inches in diameter, or if not circular, an area of about 3.14 square inches.
[0025]Turning now to FIG. 5, the principle of operation of the novel froth handling pump 100 is schematically illustrated. As will be appreciated by those skilled in the art, when pumping a two-phase (gas and liquid, such as froth) flow, due to the centrifugal forces within the impeller, the gas (shown as G in FIG. 5) separates from the liquid at the inlet of the impeller. This causes the gas to accumulate on the trailing faces of the impeller pumping vanes 146. As will also be appreciated, the continuous accumulation of gas during operation of the pump will eventually create "choking" of the impeller passage, resulting in cavitation and air lock of the impeller.
[0026]By providing vent holes 148 at the appropriate circumferential locations through the rear shroud 144 of the impeller 140, the gases have outlets to escape from the impeller main passage. The size, shape, and relative positions of these vent holes 148 are influenced by the quantity and relative position of the gas accumulation. In the illustrated embodiment shown in the Figures, the positions of the vent holes 148 correspond approximately to the suction diameter of the impeller.
[0027]Although the vent holes 148 provide outlets for the gaseous phase to escape, the passage of the gases must be facilitated by creating a differential pressure between the main impeller passage and the outer face 144a of the rear shroud 144. Accordingly, and turning now to FIG. 6, the present invention comprises an impeller 140 having a plurality of clearing vanes 149a, 149b formed on the outer face 144a of the rear shroud 144. These clearing vanes serve several purposes: (1) they assist in balancing the axial thrust of the rotating impeller, and (2) they exert the static pressure equal to or greater than the main impeller vanes to restrict the inward entry of main (liquid) flow from the impeller outlet. Additionally, the clearing vanes 149a and 149b are formed such that, as the impeller rotates, the clearing vanes 149a, 149b create a pressure at the outer face 144a that is lower than the pressure in the impeller suction eye 147. By creating this differential pressure, the gases are drawn through the impeller vent holes 148 into the attached de-aeration chamber 160. As shown in FIG. 6, the clearing vanes 149a, 149b are radially-oriented (90 degrees) and extend substantially perpendicularly outward from the outer face 144a of the rear shroud 144. In the embodiment shown in FIG. 6, there are 18 clearing vanes 149a, 149b, comprising 12 short vanes 149a and 6 long vanes 149b; however, the total number of clearing vanes is not critical to the operation of the froth handling pump 100 of the present invention. Rather, the number, geometry, and angles of the clearing vanes are dependent upon the particular froth handling application. By forming the clearing vanes in the manner shown in FIG. 6, i.e., with short and long vanes, the number of clearing vanes 149a, 149b may be maximized. In the embodiment shown in FIG. 6, it also has been found that the clearing vanes 149a, 149b may need to be larger in diameter than the pumping vanes 146 by as much as 10 percent to obtain the desired pressure differential between the impeller suction eye 147 and the de-aeration chamber 160. This means that the clearing vanes 149a, 149b extend radially outwardly further than the pumping vanes 146.
[0028]In one embodiment, as shown in FIG. 7, an auxiliary impeller configuration 180 may be rigidly mounted on the outer face 144a of the rear shroud 144. The inventors have found that this configuration assists in creating a negative pressure relative to the pumping vanes 146. As shown in FIG. 6, the outer radius of the auxiliary impeller 180 is greater than the maximum radial position of the vent holes 148 to prevent gases from being trapped on the outer face 144a.
[0029]Turning lastly to FIGS. 8 and 9, the de-aeration chamber 160 is illustrated. As best shown in FIGS. 1 and 8, the de-aeration chamber 160 has an inlet opening 162 having a diameter that is dimensioned to extend outwardly beyond the maximum radial position of the vent holes 148 in the rear shroud 144. The de-aeration chamber is thus rigidly coupled to the rear side of the pump casing 124. As will be appreciated, pump casing 120 is modified from a conventional centrifugal pump casing with an opening formed in the rear side 124 of the pump casing 120 corresponding in size to the inlet opening 162 of the de-aeration chamber 160. Thus, the de-aeration chamber is affixed by bolting or other conventional fastening means to the pump casing 120.
[0030]As shown in FIGS. 8 and 9, the de-aeration chamber comprises a housing 163 having an inner volume. As shown, the de-aeration chamber 160 is a passive component of the froth handling pump 100; i.e., the chamber 160 has no moving parts. As best shown in FIGS. 2, 8, and 9, an opening 165 is formed on the rear face 164 of the de-aeration chamber 160 for passage of the pump shaft 170 therethrough the chamber 160 for mounting to the impeller hub 142. At least one outlet 166 is formed for discharging the gasses from the chamber 160. Depending on the particular froth handling application, the de-aeration chamber 160 may comprise a second outlet 168. For bitumen froth handling, it has been found that the outlets 166 should be at least about 3 inches in diameter to prevent clogging and to adequately vent the anticipated volume of gasses. For the bitumen froth handling application, it has been found that the outlet 166 should be located at about 22.5 degrees or less of vertical (in either direction from the vertical) for sufficiently releasing the gasses. While not required, the outlet 166 is provided with a flange 167 so that it may be interconnected to a discharge line that leads to a location that is at atmospheric pressure suitable for discharging the vented gasses. As will be understood, the vented flow may include some liquid discharge that should be diverted to a sump or other drainage location. Further, the de-aeration chamber 160 may comprise an optional outlet 168 of the same size as the venting outlet 166 for cleaning and drainage, as necessary.
[0031]Although the present invention has been described with an exemplary embodiment, it is to be understood that modifications and variations may be utilized without departing from the spirit and scope of the invention, as those skilled in the art will readily understand. Such modifications and variations are considered to be within the purview and scope of the appended claims and their equivalents.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2010-03-11 | Froth handling pump |
| 2012-10-04 | Fully enclosed seal and bearing assembly for between-bearing pumps |
| 2008-11-13 | Fan array fan section in air-handling systems |
| 2009-11-19 | Fan array fan section in air-handling systems |
| 2010-11-11 | Turbine nozzle with sidewall cooling plenum |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2019-05-16 | Machine and process for filterless wet removal of particles from and humidification of air |
| 2018-01-25 | Centrifugal fan |
| 2018-01-25 | Radial centrifugal turbomachine |
| 2017-08-17 | Electric blower |
| 2016-07-07 | Diffuser for a forward-swept tangential flow compressor |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2012-05-03 | Pitot tube pump |
| 2010-07-29 | Rotor mounting |
| 2010-05-06 | Delivery pump |
| Top Inventors for class "Rotary kinetic fluid motors or pumps" | |
| Rank | Inventor's name |
|---|---|
| 1 | Gabriel L. Suciu |
| 2 | Frederick M. Schwarz |
| 3 | United Technologies Corporation |
| 4 | Brian D. Merry |
| 5 | Craig M. Beers |