Patent application title: Method For Producing A Cast Workpiece Having Increased Wear Protection at least in Regions
Inventors:
David Hermann (Korb, DE)
Karl Mohr (Knittlingen, DE)
IPC8 Class: AB22D1908FI
USPC Class:
156242
Class name: Methods surface bonding and/or assembly therefor with lamina formation by molding or casting
Publication date: 2013-03-07
Patent application number: 20130056139
Abstract:
A production of a cast workpiece having increased wear protection in
regions, wherein ceramic particles having an average grain size of
between 0.2 and 4 mm are mixed with at least one binding agent. Said
mixture is applied to a heat-resistant fiber mat at a particular layer
thickness, whereby a two-layer structure arises. After hardening of the
binding agent, an insert (9) is constructed from the two-layer structure,
the shape thereof corresponding to the shape of a surface region of the
cast workpiece to be protected. The insert (9) is applied in the casting
cavity (8) at the location corresponding to the surface region of the
cast workpiece to be protected. The casting cavity (8) is finally filled
with casting material, wherein the ceramic particles in the insert (9)
are embedded in the casting material.Claims:
1. A method for producing a cast workpiece having increased wear
resistance at least in regions, in which ceramic-containing material is
embedded in a matrix of casting material during casting, the method
comprising the steps of: a) mixing ceramic particles having an average
grain size of between 0.2 and 4 mm with at least one binding agent; b)
applying the mixture of ceramic particles and binding agent in a specific
layer thickness to a heat-resistant fibre mat, resulting in a two-layer
structure; c) after hardening of the binding agent, constructing an
insert from the two-layer structure, a shape of the insert corresponding
to a shape of a surface region, to be protected, of a cast workpiece; d)
attaching the insert in a casting cavity at a location corresponding to
the surface region, to be protected, of the cast workpiece; and e)
filling the casting cavity with casting material, the ceramic particles
in the insert being embedded in the casting material.
2. The method according to claim 1, wherein an average grain size of the ceramic particles is 1 to 2 mm.
3. The method according to claim 1, wherein zirconium-oxide or aluminium-oxide ceramic is used as the ceramic material.
4. The method according to claim 1, wherein water glass is used as the binding agent.
5. The method according to claim 1, wherein a size maintaining a flexibility of the insert is used as an exclusive or additional binding agent.
6. The method according to claim 1, wherein the casting material is metallic.
7. The method according to claim 1, wherein the casting material is a plastic.
8. The method according to claim 1, wherein the fibre mat is composed of glass fibres.
9. The method according to claim 1, wherein the ceramic-containing layer on the fibre mat has a thickness between 3 and 8 mm.
10. The method according to claim 6, wherein the casting material is steel.
11. The method according to claim 6, wherein the casting material is a nonferrous heavy metal.
12. The method according to claim 6, wherein the casting material is aluminium.
Description:
[0001] The invention relates to a method for producing a cast workpiece
having increased wear resistance at least in regions, in which method
ceramic-containing material is embedded in the matrix of the casting
material during casting.
[0002] A problem known for a long time is that ductile cast workpieces, although they exhibit high impact resistance and toughness, have only low resistance to wear. Conversely, very wear-resistant workpieces are generally brittle and do not withstand impact stresses. Therefore, many attempts have already been made to produce composite workpieces in which wear-resistant inserts of hard material are embedded in a ductile, impact-resistant matrix.
[0003] A method of the type mentioned at the outset is known from EP 0 841 990 B1. Here, a perforated or sponge-like ceramic insert is used, whereby the casting material penetrates into the openings and pores of the insert during the casting process. In this method, it is not very easy to produce inserts with the desired layer thickness and the desired shape economically.
[0004] The object of the present invention is to design a method of the type mentioned at the outset in such a manner that the thickness of the layer of ceramic-containing material affording the wear protection can be precisely predetermined and the shape of the insert is readily adaptable to the shape of the workpiece surface to be protected.
[0005] This object is achieved according to the invention in that
[0006] a) ceramic particles having an average grain size of between 0.2 and 4 mm are mixed with at least one binding agent;
[0007] b) the mixture of ceramic particles and binding agent is applied in a specific layer thickness to a heat-resistant fibre mat, resulting in a two-layer structure;
[0008] c) after hardening of the binding agent, an insert is constructed from the two-layer structure, the shape of the insert corresponding to the shape of a surface region, to be protected, of the cast workpiece;
[0009] d) the insert is attached in the casting cavity at the location corresponding to the surface region, to be protected, of the cast workpiece;
[0010] e) the casting cavity is filled with the casting material, the ceramic particles in the insert being embedded in the casting material.
[0011] According to the invention, first of all a two-layer structure is thus produced which possesses, so to speak as a carrier, a heat-resistant fibre mat, to which the ceramic particles bonded in the binding agent are applied. The thickness of the ceramic-particle layer can be specified very well in this manner. By tailoring this two-layer structure, the shape which corresponds to the shape of the workpiece surface region to be protected (possibly developed in a plane) can then be produced exactly. The binding agent generally escapes during the casting process, while the fibre mat can remain as a layer facing outwards on the workpiece. This layer is very quickly worn away on use of the cast workpiece or can, if necessary, also be removed before use of the cast workpiece.
[0012] The lower limit of the average grain size of the ceramic particles used is substantially determined by the fact that the infiltration capacity of the ceramic-containing layer must not be jeopardised. The upper limit of the average grain size results from the fact that a sufficient covering density must be ensured to achieve the desired wear resistance.
[0013] It is particularly preferred when the average grain size of the ceramic particles is 1 to 2 mm.
[0014] In particular, zirconium-oxide or aluminium-oxide ceramic can be used as the ceramic material. Particles of this type are used in the abrasive industry and are commercially available at low cost.
[0015] Water glass can be used as the binding agent, it likewise being a material that is inexpensive and easy to handle.
[0016] Preferably, a size maintaining the flexibility of the insert is used as the exclusive or additional binding agent. Examples of sizes suitable for this purpose are those hitherto used for sealing poorly foamed pattern regions or also cut or milled surfaces. A size of this type is available under the trade name "Polyfiller S" from Ashland-Sudchemie Kernfest GmbH, D-40721 Hilden.
[0017] The casting material can be both metallic, i.e. in particular steel, a nonferrous heavy metal or aluminium, and a plastic.
[0018] In principle, any "open-pored" textile-like material can be used as the fibre mat, provided that the heat resistance is ensured. Glass fibre mats are preferred.
[0019] Mats made of corresponding plastic are, however, also conceivable.
[0020] The thickness of the ceramic-containing layer on the fibre mat should lie between 3 and 8 mm.
[0021] An exemplary embodiment of the invention is explained in more detail below with reference to the drawing, in which:
[0022] FIG. 1 shows a section through an insert, as used in the method according to the invention;
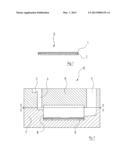
[0023] FIG. 2 shows a schematic section through a casting mould, in which the insert of FIG. 1 is inserted.
[0024] The drawing shows how to proceed, by way of example, in the production of an object to be protected from wear at a surface:
[0025] First of all, ceramic particles, for example 40-percent zirconium corundum having an average grain size of between 1 and 2 mm, are mixed with 3-percent water glass and/or 3-percent "Polyfiller S" size as binding agent. This composition is applied to a glass fibre mat 2 in a layer 1 of desired thickness. The glass fibre mat 2 coated with ceramic particles has a thickness of 6 to 8 millimetres. After setting of the binder, the two-layer mat-like structure thus resulting is tailored. The two-layer insert 9, illustrated in FIG. 1, which corresponds exactly to the shape of the workpiece surface to be protected, thus results. Owing to the above-mentioned size, the insert 9 is not rigid, but remains flexible to a certain extent, so that it can where necessary also be bent.
[0026] The insert 9 is inserted into a conventional casting mould 10, as shown in FIG. 1. This casting mould 10 comprises a top box 6 with feeding-in gate 3 and sprue 4, and also riser 5. In the bottom box 7 and also partly in the top box 6, the casting cavity 8 corresponding to the shape of the desired workpiece is formed.
[0027] The insert 9 is fastened to that location of the wall of the casting cavity 8 which corresponds to the surface to be protected of the workpiece to be produced. When using a sand mould, this can be done by nails for example. After closure of the casting mould 10, the workpiece is cast in the known manner using metallic material. The liquid metallic material surrounds the ceramic particles in the layer 1 of the insert 2, and in doing so the binding agent substantially evaporates. The workpiece is thus provided with a ceramic-particle layer at the surface to be protected, with the result that increased wear resistance is achieved there. There is no harm done by the fact that the workpiece removed from the casting mould 10 has the layer 2 made of glass fibre mat in that region in which the insert 9 is situated, since this layer is quickly ground off on use of the workpiece.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2013-07-25 | Faraday shield having plasma density decoupling structure between tcp coil zones |
| 2010-08-26 | Reinforcing mat having thermally fused stitching |
| 2009-12-31 | Epoxy-modified vinyl chloride-vinyl ester copolymer solid resin |
| 2013-07-25 | Grindable silicone elastomer composition and the use thereof |
| 2012-01-26 | Process chamber having modulated plasma supply |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2019-05-16 | Method of forming a scintillation crystal and a radiation detection apparatus including a scintillation crystal including a rare earth halide |
| 2018-01-25 | Machine for thermoforming and method for thermoforming |
| 2017-08-17 | Production method for electrode plate |
| 2017-08-17 | Process for forming an article with a precision surface |
| 2017-08-17 | Moldable natural fiber nonwoven wire harness trough and method of construction thereof |
| Top Inventors for class "Adhesive bonding and miscellaneous chemical manufacture" | |
| Rank | Inventor's name |
|---|---|
| 1 | Maurizio Marchini |
| 2 | Gianni Mancini |
| 3 | Shou-Shan Fan |
| 4 | Takuya Nakazono |
| 5 | Kartik Ramaswamy |