Patent application title: APPARATUSES AND METHODS FOR FLUID CATALYTIC CRACKING WITH LIMITED PARTICULATE EMISSIONS
Inventors:
Derek Froehle (Wheeling, IL, US)
Patrick D. Walker (Park Ridge, IL, US)
Patrick D. Walker (Park Ridge, IL, US)
Andrew R. Novotny (Chicago, IL, US)
Stanley Joseph Frey (Palatine, IL, US)
Stanley Joseph Frey (Palatine, IL, US)
IPC8 Class: AC10G1105FI
USPC Class:
585638
Class name: Chemistry of hydrocarbon compounds unsaturated compound synthesis from nonhydrocarbon feed
Publication date: 2016-03-31
Patent application number: 20160090538
Abstract:
Methods and apparatuses are provided for cracking a hydrocarbon. The
method includes contacting a first hydrocarbon stream with a cracking
catalyst in a riser. The cracking catalyst is regenerated in a
regenerator to produce a flue gas stream having a particulate
concentration, where the flue gas stream is vented. A second stream is
contacted with the cracking catalyst in the riser while the first
hydrocarbon stream is contacted with the catalyst, where the second
stream includes a natural oil. The particulate concentration is a second
particulate concentration while the second stream contacts the cracking
catalyst, and a first particulate concentration prior to the second
stream contacting the cracking catalyst. The first particulate
concentration is greater than the second particulate concentration.Claims:
1. A method of fluid catalytic cracking, the method comprising the steps
of: contacting a first hydrocarbon stream with a cracking catalyst in a
riser; regenerating the cracking catalyst in a regenerator to produce a
flue gas stream; venting the flue gas stream, wherein the flue gas stream
comprises particulates at a particulate concentration; contacting a
second stream with the cracking catalyst in the riser while contacting
the first hydrocarbon stream with the cracking catalyst, wherein the
second stream comprises a natural oil, and wherein the particulate
concentration is a second particulate concentration while the second
stream contacts the cracking catalyst, the particulate concentration is a
first particulate concentration prior to the second stream contacting the
cracking catalyst, and the second particulate concentration is less than
the first particulate concentration.
2. The method of claim 1 where contacting the second stream with the cracking catalyst comprises contacting the second stream with the cracking catalyst wherein the second stream comprises about 50 to about 100 percent natural oil.
3. The method of claim 1 wherein contacting the second stream with the cracking catalyst comprises contacting the second stream with the cracking catalyst wherein the second stream comprises pyrolysis oil.
4. The method of claim 3 wherein contacting the second stream with the cracking catalyst comprises contacting the second stream with the cracking catalyst wherein the second stream comprises the pyrolysis oil without hydrotreating.
5. The method of claim 3 wherein contacting the second stream with the cracking catalyst comprises contacting the second stream with the cracking catalyst wherein the second stream comprises char.
6. The method of claim 1 wherein contacting the second stream with the cracking catalyst comprises contacting the second stream with the cracking catalyst wherein the second particulate concentration is about ninety weight percent or less of the first particulate concentration.
7. The method of claim 1 further comprising: introducing the first hydrocarbon stream to the riser in a first inlet; introducing the second stream to the riser in a second inlet, wherein the second inlet is about 0.5 to about 12 meters above the first inlet on the riser.
8. The method of claim 1 further comprising: introducing the first hydrocarbon stream to the riser in a first inlet as a feedstock, wherein the first hydrocarbon stream comprises hydrocarbons; introducing the second stream to the riser as the feedstock, wherein the second stream comprises about 0.5 to about 10 weight percent of the feedstock introduced to the riser.
9. The method of claim 1 further comprising: separating a riser effluent from the cracking catalyst in a riser catalyst separator, wherein the cracking catalyst comprises cracking catalyst fines; entraining the cracking catalyst fines in the riser effluent; and introducing the riser effluent to a fractionation zone.
10. The method of claim 1 further comprising: measuring the particulate concentration in the flue gas stream as an opacity; and wherein contacting the second stream with the cracking catalyst comprises contacting the second stream with the cracking catalyst in the riser wherein the opacity of the flue gas decreases by about 50 percent or more when the second stream is contacting the cracking catalyst relative to the opacity prior to the second stream contacting the cracking catalyst.
11. A method of fluid catalytic cracking, the method comprising the steps of: contacting a feedstock with a cracking catalyst in a riser to produce a riser effluent in a gaseous state, wherein the cracking catalyst comprises cracking catalyst fines having a diameter of about 0.04 millimeters or less; and separating the riser effluent from the cracking catalyst in a riser catalyst separator, wherein about 25 weight percent or more of the cracking catalyst fines exit the riser catalyst separator with the riser effluent.
12. The method of claim 11 wherein contacting the feedstock with the cracking catalyst comprises contacting the feedstock wherein the feedstock comprises pyrolysis oil.
13. The method of claim 11 wherein contacting the feedstock with the cracking catalyst comprises: introducing a first hydrocarbon stream to the riser at a first inlet; and introducing a second stream to the riser at a second inlet above the first inlet.
14. The method of claim 13 wherein introducing the first hydrocarbon stream to the riser comprises introducing the first hydrocarbon stream to the riser wherein the first hydrocarbon stream comprises a petroleum oil; and wherein introducing the second stream to the riser comprises introducing the second stream to the riser wherein the second stream comprises a natural oil.
15. The method of claim 13 wherein introducing the second stream to the riser comprises introducing the second stream to the riser at the second inlet, wherein the second inlet is about 0.5 to about 12 meters above the first inlet.
16. The method of claim 11 wherein contacting the feedstock with the cracking catalyst comprises contacting the feedstock with the cracking catalyst wherein the feedstock comprises a natural oil, wherein the natural oil is contacted with the cracking catalyst without any hydrotreating.
17. The method of claim 16 wherein contacting the feedstock with the cracking catalyst comprises contacting the feedstock with the cracking catalyst wherein the natural oil comprises about 90 to about 100 weight percent pyrolysis oil.
18. The method of claim 16 wherein contacting the feedstock with the cracking catalyst comprises contacting the feedstock with the cracking catalyst wherein the natural oil comprises char.
19. The method of claim 11 wherein separating the riser effluent from the cracking catalyst comprises separating the riser effluent from the cracking catalyst wherein about 50 weight percent or more of the cracking catalyst fines exit the riser catalyst separator with the riser effluent.
20. A fluid catalytic cracking unit comprising: a riser; a regenerator coupled to the riser; a first inlet coupled to the riser, wherein the first inlet is configured to introduce a first hydrocarbon stream; and a second inlet coupled to the riser, wherein the second inlet is about 0.5 to about 12 meters above the first inlet, and the second inlet is configured to introduce a second stream comprising a natural oil.
Description:
TECHNICAL FIELD
[0001] The present disclosure generally relates to apparatuses and methods used in fluid catalytic cracking, and more particularly relates to apparatuses and methods for limiting particulate emissions when cracking hydrocarbons in a fluid catalyst cracking unit.
BACKGROUND
[0002] Fluid catalytic cracking (FCC) is primarily used to convert high boiling, high molecular weight hydrocarbons from petroleum into lower boiling, lower molecular weight compounds. The lower molecular weight compounds include gasoline, olefinic compounds, liquid petroleum gas (LPG), diesel fuel, kerosene, etc., where the feedstock and the operating conditions can be adjusted to shift yields to a desired product. During FCC, hydrocarbons are cracked with a catalyst in a riser in an FCC unit, coke deposits on the catalyst in the riser, and the coke is burned off in a regenerator to regenerate the catalyst. The catalyst is repeatedly cycled through the riser and regenerator while cracking hydrocarbons.
[0003] A regenerator flue gas steam includes solid particulates that are discharged from the FCC unit. The particulates are primarily catalyst fines that escape a catalyst separator and exit the regenerator with the flue gas. Particulate emissions are limited by air permits, and a variety of pollution control devices are used to minimize the particulate emissions including flue gas scrubbers, third and fourth stage separators, dust collectors, and electrostatic precipitators. The pollution control devices require capital expenditure for installation, as well as ongoing operating costs. However, often low levels of particulates still escape the pollution control devices and are discharged into the atmosphere.
[0004] Accordingly, it is desirable to develop methods and apparatuses for reducing particulate emissions from FCC units. In addition, it is desirable to develop methods and apparatuses for reducing particulate emissions from FCC units without the installation of additional pollution control devices. Furthermore, other desirable features and characteristics of the present embodiment will become apparent from the subsequent detailed description and the appended claims, taken in conjunction with the accompanying drawing and this background.
BRIEF SUMMARY
[0005] Apparatuses and methods are provided for fluid catalytic cracking. In an exemplary embodiment, a method includes contacting a first hydrocarbon stream with a cracking catalyst in a riser. The cracking catalyst is regenerated in a regenerator to produce a flue gas stream having a particulate concentration, where the flue gas stream is vented. A second stream is contacted with the cracking catalyst in the riser while the first hydrocarbon stream is contacted with the catalyst, where the second stream includes a natural oil. The particulate concentration is a second particulate concentration while the second stream contacts the cracking catalyst, and a first particulate concentration prior to the second stream contacting the cracking catalyst. The first particulate concentration is greater than the second particulate concentration.
[0006] In another embodiment of fluid catalytic cracking, a feedstock is contacted with a cracking catalyst in a riser to produce a riser effluent in a gaseous state. The cracking catalyst includes cracking catalyst fines having a diameter of about 0.04 millimeters or less. The riser effluent is separated from the cracking catalyst in a riser catalyst separator, and about 25 weight percent or more of the cracking catalyst fines exit the riser catalyst separator with the riser effluent.
[0007] A fluid catalytic cracking unit is provided in yet another embodiment. The fluid catalytic cracking unit includes a riser and a regenerator coupled to the riser. A first inlet is coupled to the riser, and a second inlet is coupled to the riser about 0.5 to about 12 meters above the first inlet. The first and second inlets are configured to introduce a first hydrocarbon stream and a second stream to the riser, where the second stream includes a natural oil.
BRIEF DESCRIPTION OF THE DRAWINGS
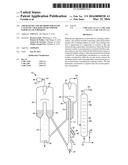
[0008] Various embodiments will hereinafter be described in conjunction with the FIGURE, which is a cross sectional view of an exemplary embodiment of an apparatus and method for cracking hydrocarbons, wherein like numerals denote like elements.
DETAILED DESCRIPTION
[0009] The following detailed description is merely exemplary in nature and is not intended to limit the application or uses of the embodiment described. Furthermore, there is no intention to be bound by any theory presented in the preceding technical field, background, brief summary, or the following detailed description.
[0010] Apparatuses and methods for cracking hydrocarbons with reduced particulate emissions are provided. In accordance with various embodiments, a feedstock is introduced into a riser of a fluid catalyst cracker (FCC) unit, and contacted with a cracking catalyst at cracking conditions. A natural oil is added to the riser as a co-feed or as the feedstock, where the natural oil is introduced to the riser prior to being hydrotreated. The natural oil includes some char or ash in various embodiments. During commercial scale testing it was discovered that the addition of pyrolysis oil at an introduction point above a vacuum gas oil introduction point reduced particulate emissions in the regenerator flue gas. The pyrolysis oil was introduced prior to any hydrotreating. The reason for the reduction in particulate emissions is not known with certainty, but, without wishing to be bound by theory, it is believed that the catalyst fines in the riser are bound to components within the natural oil. The catalyst fines and the natural oil components have combined density and aerodynamic characteristics such that the catalyst fines and natural oil components pass through a riser catalyst separator and flow to an FCC fractionation unit, where the catalyst fines collect in a slurry oil. Because the catalyst fines are not transferred to the regenerator, they are not discharged with the flue gas from the regenerator and, accordingly, the FCC unit particulate emissions are reduced.
[0011] In accordance with an exemplary embodiment and referring to the FIGURE, an FCC unit 10 includes a riser 12 and a regenerator 40. A first hydrocarbon stream 14 is introduced to the riser 12 for cracking at a first inlet 16, where the first hydrocarbon stream 14 is a feedstock for the riser 12. The first hydrocarbon stream 14 is a petroleum oil in an exemplary embodiment, but the first hydrocarbon stream 14 may alternatively be a natural oil, a chemical by-product, other materials, or a combination of materials in alternate embodiments. Suitable hydrocarbon feedstocks for the first hydrocarbon stream 14 include, but are not limited to, petroleum oils such as vacuum gas oil (VGO), hydrotreated VGO, atmospheric distillation column bottoms, demetallized oil, deasphalted oil, hydrocracker main column bottoms, combinations of the above, or other petroleum oils. Other suitable components for the first hydrocarbon stream 14 include Fischer-Tropsch liquids derived from renewable or non-renewable feedstocks, triglycerides of vegetable or animal origin, natural oils, and the like. In some embodiments, the first hydrocarbon stream 14 has an initial boiling point of about 300 degrees centigrade (° C.) or higher (at atmospheric pressure), and is a material that can vaporize and flow. In many embodiments, the first hydrocarbon stream 14 will be a mixture of different compounds, so it will have a boiling range instead of a single boiling point, where the boiling range begins at the initial boiling point described above. In some embodiments, the hydrocarbons have an average molecular weight of about 200 to about 600 Daltons or higher.
[0012] The first hydrocarbon stream 14 is contacted with a cracking catalyst 18 in the riser 12. The cracking catalyst 18 can be a wide variety of cracking catalysts 18 as is known in the art. Suitable cracking catalysts 18 for use herein include high activity crystalline alumina silicate and/or zeolite, which may be dispersed in a porous inorganic carrier material such as silica, alumina, zirconia, or clay. An exemplary embodiment of a cracking catalyst 18 includes crystalline zeolite as the primary active component, a matrix, a binder, and a filler. The zeolite ranges from about 10 to about 50 mass percent of the catalyst, and is a silica and alumina tetrahedral with a lattice structure that limits the size range of hydrocarbon molecules that can enter the lattice. In an embodiment, the matrix component includes amorphous alumina, and the binder and filler provide physical strength and integrity. For example, silica sol or alumina sol are used as the binder and kaolin clay is used as the filler. Different cracking catalysts 18 may be used in alternate embodiments. The cracking catalyst 18 may include cracking catalyst fines, where the fines are particles of the cracking catalyst 18 with a diameter of about 0.04 millimeter (mm)(40 microns) or less, such as about 0.04 mm to about 0.000001 mm. The "diameter" of the fines is defined herein as the largest dimension of the particle.
[0013] The first inlet 16 is positioned at a low portion of the riser 12, so the first hydrocarbon stream 14 travels upward through most of the length of the riser 12. For example, the first inlet 16 may be from about 0.1 meters to about 3 meters from the bottom of the riser 12, where the riser 12 may be about 5 to about 20 meters tall, but other dimensions are also possible. The hydrocarbons in the first hydrocarbon stream 14 are vaporized, carried up through the riser 12 with the cracking catalyst 18, and react (crack) primarily within the riser 12. The cracking catalyst 18 is fluidized in the riser 12 by a riser gas distributor 20, where the riser gas distributor 20 may include one or more of steam, light hydrocarbons, nitrogen, or other gases. The first hydrocarbon stream 14 is typically introduced into the riser 12 as a liquid, and the hydrocarbons in the first hydrocarbon stream 14 are vaporized by heat from the hot cracking catalyst 18. As the vaporized hydrocarbons and cracking catalyst 18 rise up through the riser 12, the hydrocarbons are contacted with the cracking catalyst 18 and cracked into smaller hydrocarbons.
[0014] In an exemplary embodiment, the riser 12 operates at cracking temperature of from about 450° C. to about 600° C. (about 840 degrees Fahrenheit (° F.) to about 1,100° F.). The cracking temperature is measured in the vaporous stream at or near an outlet 28 of the riser 12, where "near the outlet" is defined to mean within about 1 meter of the outlet 28. Operating pressures in the riser 12 may be from about 100 kilo Pascals gauge (kPa) to about 250 kPa (about 15 pounds per square inch gauge (PSIG) to about 35 PSIG). The operating conditions may vary depending on several factors, including but not limited to, the feedstock in the first hydrocarbon stream 14, the cracking catalyst 18, residence time in the riser 12, catalyst loading in the riser 12, the desired product, etc. The riser 12 is generally designed for a given feedstock and production rate, so the size, flow rate, and proportions can vary widely. In an exemplary embodiment, the riser 12 is designed for a first hydrocarbon stream 14 residence time of from about 0.5 to about 10 seconds, but other residence times are also possible. The first hydrocarbon stream 14 may be heated to a temperature of from about 150° C. to about 450° C. (300° F. to 850° F.) before entry into the riser 12.
[0015] In an exemplary embodiment, the first hydrocarbon stream 14 and cracking catalyst 18 travel up the riser 12 to a riser catalyst separator 22 fluidly coupled to the riser 12. The vaporous hydrocarbons exit the riser catalyst separator 22 in a riser effluent 24 and the cracking catalyst 18 exits the riser catalyst separator 22 and collects in a riser catalyst collector 26. Coke is deposited on the cracking catalyst 18 in the riser 12 such that the cracking catalyst 18 is at least partially coated with coke when falling into the riser catalyst collector 26. The riser catalyst separator 22 may be one or more cyclones, impingement separators, other gas/solid separators, or combinations thereof. The cracking catalyst 18 is transferred to a regenerator 40 fluidly coupled to the riser catalyst collector 26, and the riser effluent 24 flows to a fractionation zone 60, as discussed below.
[0016] In an exemplary embodiment, a second stream 30 is introduced to the riser 12 at a second inlet 32, where the second stream 30 is another feedstock for the riser 12. The second inlet 32 is above the first inlet 16, and may be about 0.5 to about 12 meters above the first inlet 16 on the riser 12. In alternate embodiments, the second inlet 32 is about 1 to about 8 meters above the first inlet 16, or about 4 to about 6 meters above the first inlet 16. The second stream 30 is largely vaporized when it contacts the hot cracking catalyst 18 in the riser 12, and it is carried up the riser 12 with the vaporous first hydrocarbon stream 14. The second stream 30 may be atomized with an atomizing gas (not illustrated) when introduced to the riser 12. However, in this description, the composition of the second stream 30 as described below refers to the composition of the second stream 30 prior to being atomized, so the atomizing gas is not included in the composition of the second stream 30. Oxygenated hydrocarbons present in the second stream 30 may be cracked and deoxygenated to produce hydrocarbons. In an exemplary embodiment, the second stream 30 is about 0.1 weight percent to about 100 weight percent of the total feedstock introduced to the riser 12. In other embodiments, the second stream 30 is about 0.1 weight percent to about 10 weight percent, or about 0.5 weight percent to about 10 weight percent, or about 1 weight percent to about 10 weight percent of the total feedstock introduced to the riser 12. The remaining feedstock is introduced by the first hydrocarbon stream 14 and possibly by optional additional hydrocarbon streams (not illustrated) introduced to the riser 12 in alternate embodiments.
[0017] In an exemplary embodiment, the second stream 30 includes a natural oil, such as pyrolysis oil, vegetable oil, or other oils. One particular example of a natural oil in the second stream 30 is pyrolysis oil. The second stream 30 may include about 20 weight percent to about 100 weight percent natural oil in an exemplary embodiment, or about 50 to about 100 weight percent natural oil, or about 80 to about 100 weight percent natural oil in alternate embodiments. The natural oil in the second stream 30 may be about 90 to about 100 weight percent pyrolysis oil in an exemplary embodiment, but other types of natural oil may be used in alternate embodiments. Pyrolysis oil is produced by thermally decomposing organic matter in the absence of oxygen. In some embodiments, the pyrolysis oil is produced by rapid thermal pyrolysis, where the organic matter is rapidly heated to a reaction temperature of about 400° C. to about 900° C., maintained at the reaction temperature for about 0.5 to 2 seconds, and the vapors formed are then rapidly cooled to quench the pyrolysis reaction. In an exemplary embodiment, the pyrolysis oil in the second stream 30 may include about 0.1 to about 10 weight percent char, based on the total weight of the second stream 30, or about 0.1 weight percent or greater, but other concentrations are also possible. The char may not vaporize in the riser 12, so the char may remain in the solid state and pass through the riser 12 as a solid without significant cracking.
[0018] The second stream 30 may be introduced to the riser 12 at a temperature of about 90 degrees centigrade (° C.) or less, such as about 90° C. to about 0° C., in some embodiments. A second inlet heat exchanger 34 may be used to control the temperature of the second stream 30. In an exemplary embodiment, the pyrolysis oil may include large organic molecules, including heavy rosins and heavy oxygenated hydrocarbons that may remain as a solid or liquid in the riser 12, and these large organic molecules may "stick" to the cracking catalyst fines. Organic molecules are generally less dense and have higher length to diameter ratios than the cracking catalyst 18, so the bound organic molecules and cracking catalyst fines are more prone to not being collected in cyclone separators than the cracking catalyst fines without the organic molecules. This may allow the cracking catalyst fines to escape the riser catalyst separator 22 in the riser effluent 24. There may be other reasons why the pyrolysis oil reduces the particulate emissions in addition to, or in place of, the theories discussed herein.
[0019] In any event, the cracking catalyst fines are entrained in the riser effluent 24 and exit the riser catalyst separator 22 with the riser effluent 24. In an exemplary embodiment, about 25 weight percent of the catalyst fines exit the riser catalyst separator 22 with the riser effluent 24, and about 50 weight percent of the catalyst fines exit the riser catalyst separator 22 with the riser effluent 24 in another embodiment. The riser effluent 24 and the cracking catalyst fines are introduced to the fractionation zone 60. The fractionation zone 60 includes one or more distillation columns that separate the riser effluent 24 into various fractions, such as a fractionation zone lights stream 62, a fractionation zone first stream 64, a fractionation zone second stream 66, a heavy cycle oil 68, and a slurry oil 70. A wide variety of operating conditions can be used in the fractionation zone 60 in different embodiments, such as a pressure from about 100 kPa to about 200 kPa (14 PSIG to 30 PSIG) and a temperature of about 80° C. to about 140° C. (180° F. to 280° F.) at the overhead. The lightest compounds with the highest vapor pressures and lowest boiling points are discharged in the fractionation zone lights stream 62. The heavy cycle oil 68 is discharged from near the bottom of a distillation column in the fractionation zone 60, and the slurry oil 70 is discharged from the bottom. The heavy cycle oil 68 may optionally be combined with the slurry oil 70 in an exemplary embodiment, as illustrated. The slurry oil 70 includes the cracking catalyst fines that entered the fractionation zone 60 with the riser effluent 24, because the cracking catalyst fines flow downward with high-boiling liquids in the fractionation zone 60.
[0020] The heavy cycle oil 68 and the slurry oil 70 include the heaviest compounds with the highest boiling points. The fractionation zone first and second streams 64, 66 may have various compositions in different embodiments, such as a naphtha, a diesel boiling range material, a kerosene boiling range material, a gasoline boiling range material, etc. The operating conditions in the riser 12, the feedstock in the first hydrocarbon stream 14, and the second stream 30, and the operating conditions within the fractionation zone 60 determine the number of streams and the composition of the streams exiting the fractionation zone 60. The slurry oil 70 may have a higher cracking catalyst load in embodiments where the particulates are reduced, but the higher cracking catalyst loading may not interfere with many uses of the slurry oil 70. For example, the slurry oil 70 may be used for asphalt, marine (bunker) fuel, fuel oil, carbon black, needle coke, or other purposes. Certain uses for the slurry oil 70 may limit the amount of suspended cracking catalyst 18, such as with an alumina specification, so increased cracking catalyst 18 concentrations may or may not limit the potential uses for the slurry oil 70.
[0021] In an exemplary embodiment, the cracking catalyst 18 from the riser catalyst collector 26 is transferred to the regenerator 40 to oxidize the coke deposits formed on the cracking catalyst 18 in the riser 12, which is often referred to as burning off the coke. Coke is burnt off the mixed spent cracking catalyst 18 in a combustion zone 42 to produce a flue gas stream 44 and regenerated cracking catalyst 18. The cracking catalyst 18 is separated from the flue gas stream 44 in a regenerator catalyst separator 46, such as one or more cyclones, impingement separators, other gas/solid separators, or combinations thereof, and the cracking catalyst 18 is collected in a regenerator catalyst collector 48. An oxygen supply gas 50 is coupled to the combustion zone 42 and carries the fluidized cracking catalyst 18 through the combustion zone 42. The coke is burned off the cracking catalyst 18 by contact with the oxygen supply gas 50 at regeneration conditions. In an exemplary embodiment, air is used as the oxygen supply gas 50, because air is readily available and provides sufficient O2 for combustion, but other gases with a sufficient concentration of O2 could also be used, such as purified O2. If air is used as the oxygen supply gas 50, about 10 to about 15 kilograms (kg) of air is required per kg of coke burned off of the cracking catalyst 18. Exemplary regeneration conditions include a temperature from about 500° C. to about 900° C. (900° F. to 1,700° F.) and a pressure of about 150 kPa to about 450 kPa (20 PSIG to 70 PSIG). The superficial velocity of the oxygen supply gas 50 is typically less than about 2 meters per second (6 feet per second), and the density within the combustion zone 42 is typically about 80 to about 400 kilograms per cubic meter (about 5-25 lbs. per cubic foot). However, the regenerator 40 may be designed and sized based on the expected duty, so the regenerator 40 may be larger or smaller than as described above.
[0022] The hydrocarbon cracking reaction is endothermic, and heat is required to vaporize the hydrocarbons from the first hydrocarbon stream 14 and the second stream 30. In some embodiments, the heat is primarily supplied by the cracking catalyst 18 transferred from the regenerator 40 to the riser 12. As such, the FCC unit 10 may be about energy neutral, in that the energy used to vaporize and crack the hydrocarbons is primarily provided by the energy released from regenerating the cracking catalyst 18. In an exemplary embodiment, about 70 percent of the heat used in the riser 12 is used to vaporize the first hydrocarbon stream 14 and the second stream 30 with about 30 percent used to drive the endothermic cracking reaction, depending on the operating conditions and the composition of the first hydrocarbon stream 14 and the second stream 30.
[0023] The flue gas stream 44 includes combustion gases, such as carbon dioxide, carbon monoxide, and water, and may also include nitrogen or other gases. The combustion gases and other excess gases may be vented from the regenerator 40 in the flue gas stream 44, and the flue gas stream 44 may pass through one or more pollution control devices 52 before being vented to the atmosphere. The flue gas stream 44 also includes particulates at a particulate concentration. The particulate concentration in the flue gas stream 44 can be characterized as a first particulate concentration when the second stream 30 is not contacting the cracking catalyst 18, such as either before or after the second stream 30 contacts the cracking catalyst 18. The particulate concentration is a second particulate concentration when the second stream 30 is contacting the cracking catalyst 18, and the second particulate concentration is less than the first particulate concentration. In this description, all particulate concentrations in the flue gas stream 44 are from before the pollution control device 52. In an exemplary embodiment, the second particulate concentration is about 90 weight percent or less of the first particulate concentration (a 10 percent or greater reduction), or about 50 weight percent or less (a 50 percent or greater reduction), or about 30 weight percent or less (a 70 percent or greater reduction) in alternate embodiments. In an exemplary embodiment, an opacity of the flue gas stream 44 before the pollution control device 52 decreases by about 50% or more when the second stream 30 is contacted with the cracking catalyst 18, or by about 80% or more or about 90% or more in alternate embodiments. The decrease in opacity is based on the opacity prior to the second stream 30 contacting with the cracking catalyst 18 relative to the opacity while the second stream 30 contacts the cracking catalyst 18. Opacity indicates the particulate concentration in the flue gas stream 44, but opacity can be influenced by other factors as well. Higher particulate concentrations in the flue gas stream 44 before the pollution control device 52 generally produce higher particulate concentrations in the flue gas stream 44 after the pollution control device 52, because the pollution control device 52 is not perfectly efficient. The combustion of coke is an exothermic reaction, so the cracking catalyst 18 is heated as it is regenerated. In an exemplary embodiment, the cracking catalyst 18 has a temperature of about 600° C. to about 760° C. (about 1,100° F. to about 1,400° F.) when transferred from the regenerator 40 to the riser 12.
[0024] The cracking catalyst fines pass to the fractionation zone 60 with the riser effluent 24, so the cracking catalyst fines do not pass to the regenerator 40. Much of the particulates typically discharged to the atmosphere with the flue gas stream 44 are cracking catalyst fines, so the removal of the cracking catalyst fines before the cracking catalyst 18 is transferred to the regenerator 40 reduces the quantity of cracking catalyst fines discharged with the flue gas stream 44. Some cracking catalyst fines may be produced in the regenerator 40, but the total quantity of cracking catalyst fines in the flue gas stream 44 are reduced by the addition of the second stream 30 to the riser 12.
Example
[0025] A commercial scale test was conducted where natural oil was added as a co-feed with vacuum gas oil. The natural oil was a pyrolysis oil without filtration or hydrogenation, where the pyrolysis oil was produced by a fast pyrolysis process. The vacuum gas oil was introduced to the riser at a first inlet, and the natural oil was introduced to the riser at a second inlet that was 5.01 meters (16 feet 0 inches) above the first inlet. The natural oil was added at a temperature from 46° C. to 74° C. (115 degrees Fahrenheit (° F.) to 165° F.) at flow rates up to 8.5 liters per minute (2.25 gallons per minute). The natural oil was atomized with nitrogen gas supplied at 800 kPa (116 pounds per square inch gauge). A total of about 6,435 liters (1,700 gallons) of natural oil was added over a period of 16 hours. The vacuum gas oil feed rate was 1,240,000 liters per day (7,800 barrels per day) during the test.
[0026] The initial natural oil feed rate was about 0.5% of the vacuum gas oil feed rate, and the opacity of the emissions from the flue gas on the regenerator went from a range of about 1.25 to 1.5 percent to a non-detectable reading within about 1 hour, where the opacity steadily dropped from the time the test began to the point where the opacity was non-detectable (less than about 0.1 percent). The opacity is one method of measuring the particulate levels in the flue gas vented from the regenerator, where opacity is typically measured using a light scattering or absorption technique. Opacity does not provide an exact quantity of the particulate emissions, but quantification of the particulate emissions described above is a conservative estimate based on the opacity readings observed, where opacity dropped to a non-detectable level. The opacity remained at a level of less than 0.1 percent for the duration of the test, and the opacity returned to a value ranging from about 1.25 to about 1.75 percent within 12 hours of the termination of the test, with a steady increase in the opacity from the time the test was terminated until the opacity was within the range of 1.25 to 1.75 percent. The flue gas sulfur oxide emissions (SOx) remained stable and unchanged from before the test, through the period of the test, and after the test. Analysis of the slurry oil showed increased levels of solids, aluminum, magnesium, and vanadium after the test began, indicating a higher catalyst concentration in the slurry oil. The catalyst that was used included aluminum, magnesium, and vanadium, so the increased concentrations in the slurry oil indicate an increased catalyst concentration in the slurry oil. The slurry oil also became darker as the test proceeded.
[0027] While at least one exemplary embodiment has been presented in the foregoing detailed description, it should be appreciated that a vast number of variations exist. It should also be appreciated that the exemplary embodiment or exemplary embodiments are only examples, and are not intended to limit the scope, applicability, or configuration of the application in any way. Rather, the foregoing detailed description will provide those skilled in the art with a convenient road map for implementing one or more embodiments, it being understood that various changes may be made in the function and arrangement of elements described in an exemplary embodiment without departing from the scope, as set forth in the appended claims.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-02-18 | Hydrocarbon upgrading |
| 2016-01-07 | Hydrotreatment catalyst with a high density of molybdenum, and process for its preparation |
| 2014-12-04 | Process for the oxidative regeneration of a deactivated catalyst and an apparatus therefor |
| 2014-11-20 | Catalyst return apparatus and process for reacting a feedstock |
| 2014-08-28 | Process and rotary machine type reactor |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2021-01-14 | Power recovery from quench and dilution vapor streams |
| 2020-12-31 | Process for transalkylating benzene |
| 2016-05-26 | Methods and apparatuses for deoxygenating pyrolysis oil |
| 2016-04-07 | Methods and apparatuses for processing bio-derived normal nonane |
| 2016-03-31 | Fcc units, apparatuses and methods for processing pyrolysis oil and hydrocarbon streams |
| Top Inventors for class "Chemistry of hydrocarbon compounds" | |
| Rank | Inventor's name |
|---|---|
| 1 | Christopher P. Nicholas |
| 2 | Jeroen Van Westrenen |
| 3 | Deng-Yang Jan |
| 4 | Leslie Andrew Chewter |
| 5 | Nikolai Nesterenko |