Patent application title: FOULING REDUCTION IN SUPERCRITICAL EXTRACTION UNITS
Inventors:
Howard Edwin Spencer (Langhorne, PA, US)
Will G. Fisher, Jr. (Houston, TX, US)
Michael L. Fullen (Dayton, TX, US)
Brock T. Pearson (Houston, TX, US)
Gary Tak Cheng (Houston, TX, US)
Matthew Andrews (Houston, TX, US)
Assignees:
EXXONMOBIL RESEARCH AND ENGINEERING COMPANY
IPC8 Class: AC10G2100FI
USPC Class:
208309
Class name: Mineral oils: processes and products fractionation deasphalting
Publication date: 2015-05-07
Patent application number: 20150122703
Abstract:
A residual petroleum fraction feed is subjected to a deasphalting process
by solvent extraction using a light paraffinic solvent with recovery of
the solvent under supercritical process conditions. Fouling is reduced by
the injection of an aromatic stream into the DAO-solvent stream from the
extractor in order to provide a degree of solvency for residual
asphaltenes in the DAO-solvent stream which otherwise would tend to
precipitate in the heat exchanger used to create the supercritical
conditions for the solvent. The aromatic solvent stream which, by its
aromatic character, has solvency properties for the asphaltene components
remaining in the DAO-solvent stream, is selected to have a boiling point
above the boiling point of the solvent so that it does not contaminate
the process solvent when the solvent is recovered in the solvent recovery
section of the unit.Claims:
1. A residual oil deasphalting process which comprises: (i) contacting a
petroleum fraction containing asphaltenes with a light paraffinic solvent
for the non-asphaltene portion of the oil to produce a solution of
deasphalted oil in the solvent and an asphaltenes fraction, (ii) passing
the deasphalted oil solution through pressurization and heating steps to
bring the solvent to a supercritical condition to cause a phase
separation between a solvent-depleted solution of the deasphalted oil in
the solvent and a phase comprising substantially solvent, (iii)
separating the solvent-depleted solution of the deasphalted oil from the
substantially solvent phase, (iv) recovering the deasphalted oil from the
solvent-depleted solution, and (v) mixing an aromatic oil having a
boiling point above the boiling point of the solvent and solvency
properties for residual asphaltene components in the first solution into
the first solution prior to the heating step.
2. A process according to claim 1 in which the light paraffinic solvent comprises a C4 to C7 paraffin.
3. A process according to claim 1 in which the light paraffinic solvent comprises butane.
4. A process according to claim 1 in which the petroleum resid fraction comprises a fraction having an initial boiling point above 450.degree. C. (842.degree. F.).
5. A process according to claim 1 in which the petroleum fraction comprises a resid fraction having an initial boiling point above 550.degree. C. (1022.degree. F.).
6. A process according to claim 1 in which the aromatic oil has an initial boiling point of at least 345.degree. C. (650.degree. F.).
7. A process according to claim 1 which includes the step of separating the first deasphalted oil solution from the asphaltenes fraction.
8. A process according to claim 1 in which the aromatic oil comprises a lube extract.
9. A process according to claim 8 in which the aromatic oil comprises a lube extract having a boiling point of at least 345.degree. C. (about 650.degree. F.) with an aromatics content of at least 70 wt. pct.
10. A process according to claim 9 in which the aromatic oil comprises a lube extract having a boiling range from 345 to 595.degree. C. (about 650-1100.degree. F.) with an aromatics content of at least 85 wt. pct.
11. A process according to claim 1 in which the proportion of the aromatic oil relative to deasphalted oil is from 0.05 to 0.40 volume ratio (aromatic oil to deasphalted oil not including solvent).
12. A process according to claim 1 in which the proportion of the aromatic oil relative to the deasphalted oil is from 5 to 30 vol %.
13. A process according to claim 1 in which the proportion of the aromatic oil relative to the deasphalted oil is from 20 to 30 vol %.
14. A process according to claim 1 in which the aromatic oil is injected into the deasphalted oil-solvent solution upstream of the pressurization step.
15. A residual oil deasphalting process which comprises: (i) extracting asphaltenes from a petroleum resid fraction by contacting the fraction with a light paraffinic solvent to produce a solution comprising deasphalted oil and residual amounts of asphaltenes in the solvent and an asphaltenes fraction, (ii) mixing an aromatic oil having a boiling point above the boiling point of the solvent and solvency properties for residual asphaltene components in the solution into the solution, (iii) passing the solution through pressurization and heating steps to bring the solvent to a supercritical condition to cause a phase separation between a solvent-depleted solution of the deasphalted oil and a phase comprising substantially solvent, (iv) separating the solvent-depleted solution of the deasphalted oil from the substantially solvent phase, (v) recovering the deasphalted oil from the solvent-depleted solution, (vi) recovering solvent from the substantial solvent phase and from the solvent-depleted solution, (vii) recycling the recovered solvent to the extraction step.
16. A process according to claim 15 which includes the step of separating the solution of deasphalted oil in the solvent from the asphaltenes fraction.
17. A process according to claim 15 in which the light paraffinic solvent comprises a butane.
18. A process according to claim 15 in which the petroleum resid fraction comprises a fraction having an initial boiling point above 450.degree. C. (842.degree. F.).
19. A process according to claim 15 in which the petroleum resid fraction comprises a fraction having an initial boiling point above 550.degree. C. (1022.degree. F.).
20. A process according to claim 15 in which the aromatic oil comprises a lube extract.
21. A process according to claim 15 in which the aromatic oil comprises a lube extract having a boiling point of at least 345.degree. C. (about 650.degree. F.) with an aromatics content of at least 70 wt. pct.
22. A process according to claim 15 in which the aromatic oil comprises a lube extract having a boiling range from 345 to 595.degree. C. (about 650-1100.degree. F.) with an aromatics content of at least 85 wt. pct.
23. A process according to claim 15 in which the proportion of the aromatic oil relative to deasphalted oil is from 0.05 to 0.40 volume ratio (aromatic oil to deasphalted oil not including solvent).
24. A process according to claim 15 in which the proportion of the aromatic oil relative to the deasphalted oil is from 5 to 30 vol %.
25. A process according to claim 15 in which the proportion of the aromatic oil relative to the deasphalted oil is from 20 to 30 vol %.
Description:
CROSS REFERENCE TO RELATED APPLICATIONS
[0001] This application relates and claims priority to U.S. Provisional Patent Application No. 61/899,450, filed on Nov. 4, 2013.
FIELD OF THE INVENTION
[0002] This invention relates to a technique for reducing the fouling which takes place in residual oil supercritical extraction units.
BACKGROUND OF THE INVENTION
[0003] The solvent deasphalting process is well-established in the petroleum refining industry. In 1936 Wilson et al devised a propane deasphalting process for refining lubricating oils, described in the article, Liquid Propane Use in Dewaxing, Deasphalting, and Refining Heavy Oils, Industrial & Engineering Chemistry Research, Washington, v. 28, n. 9, p. 1065-1078, 1936. This process exploited the changes in solvency power of a liquid around its critical point in order to facilitate the separation of the oil into the desired products, paraffinic oils and aspahaltenes. Selective separation of lube oil feedstock into paraffin wax, asphalt, heavy ends, naphthenes, and purified light oil was achieved. The process was not, strictly speaking, a supercritical fluid extraction since the initial step was not carried out at supercritical fluid conditions
[0004] As noted by Gearhart et al1, solvent recovery in conventional solvent extraction processes consists of evaporating all of the solvent in a series of progressively lower pressure flashes, followed by steam stripping to produce a virtually solvent-free product. After the solvent has been vaporized it must be condensed and pumped from the condensing pressure back to the pressure required for extraction. The quality of the oil extracted from the petroleum residues can be improved by increasing the solvent-to-charge ratio. This requires an increased energy demand in the solvent recovery system proportional to the increase in the solvent-to-oil ratio. The recent increases in the cost of both raw material and energy has encouraged the refining and chemical process industries to develop techniques for reducing raw material requirements and conserving energy during the processing. 1 ROSE® Process Offers Energy Savings for Solvent Extraction, Proceedings from the Fifth Industrial Energy Technology Conference Volume II, Houston, Tex., Apr. 17-20, 1983, ESL-IE-83-04-128
[0005] In the 1970s the effort to improve petroleum refining technology led to the development of the Kerr McGee Corp. residual oil supercritical extraction (ROSE®) process, which was designed for the removal of lower boiling products from the residue of crude oil distillation. In the process, a light paraffin (C3-C7) was used under subcritical conditions to isolate the lighter components from the heavier asphaltenes. The lighter components and a majority of the solvent are then separated in the ROSE process by heating the solvent-oil solution above the critical temperature and pressure of the solvent. The supercritical solvent forms its own phase with near zero solubility of the oil. The heavier oil phase with some soluble solvent is removed as a separate liquid phase. The ROSE Process recovers a significant proportion of the extraction solvent as a supercritical fluid and is so doing, reduces the thermal energy required for evaporative recovery; energy savings of 40 to 50% compared to conventional solvent recovery techniques are reported by Gearhart at al.
[0006] The ROSE processing scheme involves pumping the Deasphalted Oil (DAO)-solvent mixture from the overhead of the extraction tower of the unit to a pressure above the supercritical pressure of the solvent, followed by heating the solvent above its supercritical temperature. The heating is conventionally carried out in a heat exchanger with heat provided from recycled solvent. At these conditions, two phases are formed in the supercritical fluid phase separator: a pure supercritical solvent phase and a liquid DAO-solvent phase with a greatly reduced percentage of solvent. The two phases are then separated (decanted) in a separation vessel often referred to as the ROSE Separator or DAO Separator. The recovered solvent phase is returned via the heat exchanger for the DAO-solvent solution to the extraction step of the process while the remaining DAO-solvent phase is routed to a distillation based solvent recovery section. The heat exchangers in the solvent recycle loop recover a major portion of the energy necessary to achieve supercritical conditions which, in any event, is substantially lower than that required by distillation.
[0007] As the DAO-solvent solubility decreases with increasing temperature and the separate DAO-rich phase starts to form, the heaviest asphaltenes which remain in the DAO-solvent stream are the least soluble materials drop out of solution first; these are the "stickiest" hydrocarbons. During the course of normal operation, the surfaces of the heat exchanger(s) used for heating the DAO-oil mixture become coated with these heavy hydrocarbons, decreasing heat transfer and increasing pressure drop. Eventually, this fouling makes it impossible to maintain supercritical temperature and pressure in the separator without reducing feed rate. The effects on unit profitability may be perceived in the following ways:
[0008] Increased fouling causes increased pressure drop, which directly results in a reduction in the unit feed rate in order to maintain the minimum supercritical pressure
[0009] Treater tower temperatures are increased to compensate for heat exchanger fouling losses by increasing DAO quality. The effect of the increased temperature also reduces unit yield.
[0010] Solvent treat ratio is increased to reduce fouling by increasing DAO quality. The effect of the increased treat ratio is reduces feed rate.
[0011] When the foulant becomes a large enough constraint, the unit is shut down for cleaning. Production is lost at a significant economic penalty during these periods which may typically occur several times per year.
SUMMARY OF THE INVENTION
[0012] We have now found that it is possible to reduce the fouling which takes place in the heat exchanger of the supercritical solvent deasphalting process used for the production of deasphalted heavy oil by injecting an aromatic oil into the stream of the oil-solvent solution from the extractor. The aromatic oil acts as a solvent for the residual quantities of asphaltenes which remain in the deasphalted oil and in so doing, inhibits their precipitation during the heating step. The conditions in the extractor are not affected so that the actual extraction process remains constant. The aromatic oil chosen for this purpose should have a high enough initial boiling point to avoid contamination of the solvent recovered from the ROSE supercritical separator and from the downstream distillation based solvent recovery section of the unit. This improvement can be carried out with only relatively minor modifications to the unit and its operation while achieving significant savings from the increased time on-stream made possible by the reduced fouling.
[0013] A feed comprising a high boiling petroleum fraction is subjected, according to the present invention, to a deasphalting process by solvent extraction using a light paraffinic solvent with recovery of the solvent under supercritical process conditions. Fouling is reduced by the injection of an aromatic stream into the DAO-solvent stream from the extractor in order to provide a degree of solvency for residual asphaltenes in the DAO-solvent stream from the extractor which otherwise would tend to precipitate in the heat exchanger used to create the supercritical conditions for the solvent. The aromatic solvent stream which, by its aromatic character, has solvency properties for the asphaltene components remaining in the DAO-solvent stream, is selected to have a boiling point above the boiling point of the solvent so that it does not contaminate the process solvent when the solvent is recovered in the solvent recovery section of the unit; with the unit producing a heavy oil stream useful for product blending or downstream processing, the aromatic oil which is typically suitable in quality for downstream processing with the DAO stream is suitably recovered as part of the deasphalted oil stream.
[0014] According to the present invention the deasphalting process comprises: (i) contacting a high boiling petroleum fraction, typically a resid, containing asphaltenes with a light paraffinic solvent for the non-asphaltene portion of the oil to produce a solution comprising solvent and a deasphalted oil of reduced asphaltene content and an asphaltene fraction with some solvent, (ii) passing the first solution through pressurization and heating steps to bring the solvent to a supercritical condition to cause a phase separation between a solvent-depleted solution of the deasphalted oil in the solvent and a phase comprising substantially solvent, (iii) separating the solvent-depleted solution of the deasphalted oil from the substantially solvent phase, (iv) recovering the deasphalted oil from the solvent-depleted solution, and (v) mixing an aromatic oil having a boiling point above the boiling point of the solvent and solvency properties for residual asphaltene components in the first solution into the first solution prior to the heating step.
[0015] The process may be used to produce deasphalted fractions for use in various downstream upgrading processes, including hydrocracking and fluidized catalytic cracking and FCC hydrotreating. The light paraffinic solvents which are used in the solvent extraction process are typically C4 to C7 paraffins; the solvent actually selected will be chosen according to the properties required in the final products- and the capabilities of the downstream processing units.
[0016] The solvent is, of course, recycled to the initial extraction step so that the entire residual oil deasphalting process comprises: (i) extracting asphaltenes from a feed by contacting the fraction with a light paraffinic solvent to produce a solution comprising deasphalted oil and residual amounts of asphaltenes in the solvent and an asphaltenes fraction, (ii) mixing an aromatic oil having a boiling point above the boiling point of the solvent and solvency properties for residual asphaltene components in the first solution into the first solution, (iii) passing the first solution through pressurization and heating steps to bring the solvent to a supercritical condition to cause a phase separation between a solvent-depleted solution of the deasphalted oil and a phase comprising substantially solvent, (iv) separating the solvent-depleted solution of the deasphalted oil from the substantially solvent phase, (v) recovering the deasphalted oil from the solvent-depleted solution, (vi) recovering solvent from the substantial solvent phase and from the solvent-depleted solution, (vii) recycling the recovered solvent to the extraction step.
DRAWINGS
[0017] In the accompanying drawings:
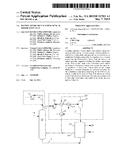
[0018] FIG. 1 is a simplified schematic of a residual oil supercritical extraction unit using aromatic injection for fouling reduction;
[0019] FIG. 2 is a graph showing the effect of aromatic oil injection into the DAO-solvent stream in a residual oil supercritical extraction unit.
DETAILED DESCRIPTION
[0020] Solvent extraction processes for removing undesirable components from petroleum refinery streams are, as noted, well established in the industry. One such process is the Residual Oil Supercritical Extraction Process or ROSE® Process in which the oil which is to be treated is mixed with a selected light paraffinic solvent which forms two liquid phases. The light phase is the lighter, deasphalted oil which now has a reduced content of asphaltenes and, depending on the selected solvent and conditions, the resins along with the bulk of the solvent. Although the proportion of asphaltenes is reduced relative to the feed, residual quantities of asphaltenes may remain, depending on the feed composition, the selected solvent and the processing conditions in the extractor.
[0021] The heavy phase which contains the asphaltenes and, depending on the selected solvent and conditions, resins, can be separated from the light phase via traditional gravity settling in the extractor. After the separation of the two solution phases, the solvent is separated from the deasphalted oil (DAO)/solvent mixture in a supercritical phase separation step in which the DAO-solvent solution is pressurized and heated to bring the solvent to a supercritical condition, i.e. above the critical pressure and above the critical temperature. It is at this point that the residual asphaltenes which remain dissolved in the DAO-solvent mixture would normally fall out of solution as a consequence of the increased temperatures at which their solubility in the solvent decreases. The injection of the aromatic oil into the DAO-solvent stream, however, reduces this tendency as a result of its solvency for the asphaltenes.
[0022] Under the supercritical conditions, a phase separation takes place between a solvent-depleted DAO-solvent solution and a separate phase of substantially pure supercritical solvent which can be separated (decanted) from the DAO-solvent phase and recycled to the extraction step. The solvent can then be recovered from the solvent-depleted DAO-solvent phase in a conventional distillation step and recycled to the extraction.
[0023] The unit may be configured as a two- or three stage unit and may separate the feed into two or three products: a two-product unit makes deasphalted oil and a heavy asphaltenes/resin product while a three-product unit separates the feed oil into deasphalted oil, asphaltenes and resins. A three-product unit is shown in the Gearhart article referenced above.
[0024] The oils which are treated for removal of the asphaltenes are high boiling fractions from the crude distillation process and may be either gas oils which are distillable and typically boil above about 345° C. (about 650° F.) or residual (non-distillable) fractions boiling above about 540° C. (about 1000° F.) or even higher, e.g. 595° C. (about 1110° F.). The distillation may be carried out at atmospheric pressure in the atmospheric tower or under vacuum in the vacuum tower with the high boiling fractions coming from either distillation source. Depending on the type of crude and the processing conditions as well as the processing equipment available in the refinery, the products from the deasphalting process are typically used in downstream refining processes, especially as a feed stream for hydrocracking, FCC, FCC hydrotreating or as a blend component after any necessary further processing e.g. by hydrocracking, for, fuel oils such as heavy fuel oil or, in the case of heavier streams, as a blendstock for asphalt paving oil. The extraction conditions, especially the type of solvent, the solvent:oil feed ratio, the extraction temperature will determine the efficiency of the extraction process and accordingly, the selected process conditions will be selected on an empirical basis for the refinery, the oil feed, the solvent and the process unit itself.
[0025] When used for production of heavy fuel oil products, the light paraffinic solvents which are typically used in the solvent extraction process are typically C4 to C7 paraffins selected according to the properties required in the final products and the capabilities of the downstream processing units; butane (C4) is more selective than the higher paraffins although these can be used when more severe downstream processing e.g. in hydrocracking, is to follow. Although referred to as a solvent, the fact is that the "solvent" is, in fact, an anti-solvent for the asphaltenes and possibly resins, although it is a solvent for the more paraffinic components of the oil. The solvent is therefore selected according to the nature of the product: propane is the most selective solvent which tends to reject the resins which act as peptizing agents for the high molecular weight asphaltenes which then fall out of the oil phase; it is normally used for lubricating oils, as these products require the most severe extraction techniques to ensure maximal removal of asphaltenes, resins and other aromatics. Other oils with less demanding service characteristics, such as fuel oils and fractions used in subsequent refinery processes may be treated with higher paraffins including butane, pentane, hexane or heptane. Fuel oils typically include significant proportions of high molecular weight aromatics although they often need to meet viscosity and other requirements necessitating removal of the worst asphaltenes. The specifications for road diesel oil (ASTM D-975), for example impose limits on carbon residue, ash, distillation and viscosity so that the fractions treated for road diesel manufacture are often subjected to a solvent treatment to remove the worst actors, typically using pentane as the solvent although butane, hexane, or heptane are also potentially useful. The higher paraffin solvents are less selective than the lower paraffins and therefore allow more asphaltenes to remain in the DAO-solvent mixture which is permissible with these products although giving rise to the fouling issues in the heat exchangers.
[0026] Units using butane and higher paraffin solvents tend to encounter problems of fouling in the heat exchanger ahead of the separation unit because the butane extracts enough resins and asphaltenes into the DAO-solvent solution to cause any precipitated foulant to be viscous and sticky under the temperatures typically encountered in the heat exchanger so that fouling of the exchanger surface is likely to be the most severe. For this reason, the injection of the aromatic oil upstream of the heat exchanger is of particular benefit with butane as the solvent.
[0027] The extraction process may also be varied by changes in the temperature of the solvent, by the solvent:oil feed ratio and other process parameters as well as by the equipment used in the process, notably, the internals of the equipment especially the vessels in which the extraction and settling are carried out. In solvent extraction higher extraction temperatures yield progressively greater amounts of insoluble (precipitated) material and correspondingly less deasphalted oil of different composition. The yield of product can be controlled by adjusting the operating temperatures of the extractors allocated to separation of the asphaltenes and/or the resins. The final oil separator which operates under supercritical temperature and pressure conditions, effects the supercritical separation of oil and solvent after the asphaltenes/resins have been removed and therefore acts only as a solvent recovery stage. The DAO yield and the properties of the DAO are set by the temperatures of the earlier separator(s) in the train. Typically, over 75%, e.g. 85% or even as much as 90% of the extraction solvent may be recovered in the supercritical separator.
[0028] FIG. 1 is a simplified schematic of a supercritical extraction unit suitable for deasphalting fuel oil products. The heavy, high boiling oil feed is introduced into the extraction tower 10 through line 11 entering at an intermediate level in the tower where it is mixed with the upflowing solvent at the desired solvent:oil ratio (typically anywhere from 5:1 to 8:1) and at the desired temperature for the feed being processed and the product quality being produced. The extraction of the asphaltenes and optionally, resins depending on the selected extraction conditions, takes place in this tower to form a DAO-solvent mixture which is removed as overhead through line 12 while an asphalt/resin plus solvent fraction is removed as bottoms through line 13. The extraction process and its extent are determined by the conditions prevailing in this tower rather than the conditions used in the subsequent supercritical processing which is essentially a solvent recovery technique. The DAO-solvent mix passes from extraction tower 10 through line 12 to pump 15 which pressurizes the mixture to a value above the critical value of the solvent. The pressurized mixture than passes to recycle solvent heat exchanger 16 in which it picks up heat from separated solvent. The mix then passes to preheater 17 which suitably uses a heat source such as steam or a hot process stream which brings the mix to a supercritical temperature. The DAO-solvent mixture then enters the supercritical fluid phase separator 20 where the separation of the mix into a denser solvent-depleted DAO/solvent phase and a supematant essentially pure supercritical solvent phase takes place under the prevailing supercritical conditions. The supercritical solvent flows overhead and the DAO solvent/liquid phase is drawn off the bottom of the vessel by way of line 21. The pure solvent phase is sent to recycle through line 22, and the solvent-depleted DAO-solvent mix is sent to a conventional distillation-based solvent recovery step 25 and then to further processing. The product/recovery section 25 delivers the deasphalted oil as product through line 26 while asphalt/resin is recovered as a separate product as indicated at 27. The solvent from the asphalt/solvent mix leaving the extraction tower is also separated from the asphaltenes in section 25 and recycled to extraction tower 10 by way of line 30, joining the recycled solvent from the DAO-solvent mix leaving the supercritical separator 20 from line 32 after it has passed through cooler 31. For a two-stage unit there will be two separate recovery systems. One handles removal of solvent from DAO with one or two flash drums plus a steam stripper. The other handles the removal of solvent from the asphalt with one or two flash drums plus a steam stripper.
[0029] Fouling in the heat exchangers is reduced by injecting an aromatic oil into the overhead from the extraction tower 10 in line 12. The aromatic oil is injected using pump 40 and enters the overhead stream by way of line 41. By introducing the aromatic stream with its solvency power for the precipitates which form during the heating of the DAO-solvent mixture, the degree of fouling is reduced without affecting the operation of the extraction step. In this application with its heavy oil feed, the aromatic oil is removed with the DAO and is processed downstream or passed to product blending with the DAO.
[0030] The injected aromatic oil used as the solvent for the asphaltenes precipitates is selected to have a minimum boiling point higher than that of the selected solvent in order to avoid contamination of the recovered solvent in the supercritical separator and downstream distillation equipment. The aromatic oil should have a minimum boiling point at least 345° C. (about 650° F.) to avoid any potential contamination of the solvent in the solvent recovery systems. There are two ways in which the added aromatic oil could potentially contaminate the solvent: in the supercritical separator or in the distillation area of solvent recovery. For the distillation area the boiling point of the aromatic oil is important. For the supercritical separator the potential for contamination is determined by the gravity of the oil and size/intemals in the separator. The aromatic oil should therefore selected according to a combination of properties including its initial boiling point, its aromaticity and gravity. The solvency of the aromatic oil for the asphaltenes which remain in the DAO-solvent stream should also be factored into selection of the oil since this affects the degree of precipitation of foulants within the ROSE heat exchangers and this, itself, is a factor determined by the composition of the feed. Add to this, the reactor intemals may play a role in the separation taking place in the supercritical extractor indicating that selection of an appropriate aromatic oil stream should be determined on an empirical basis although, in general terms, a high boiling, highly aromatic stream such as a lube oil extract will normally be found to be the most satisfactory.
[0031] Preferred aromatic oils useful for reducing the heat exchanger fouling include lube oil extracts from the lube oil solvent extraction unit (e.g. the unit used for extraction of aromatics from lube oil streams using solvents such as NMP or furfural). Preferred aromatic oils have an aromatic content of at least 65 wt. pct. and more preferably at least 75 wt. pct. Lube extract typically has a boiling range of 345-595° C. (about 650-1100° F.) with an aromatics content of 70-85 wt %. Aromatic cycle oils from the FCCU, especially heavy cycle oil (HCO) with a typical boiling range of 340-455° C. (650-850° F.) and aromatic contents of at least 65 wt. pct. or higher, preferably at least 75 wt. pct., may be found suitable depending on the unit. Lube extracts are normally preferred as low value streams and their acceptability for coprocessing with DAO in downstream processes.
[0032] The proportion of the injected aromatic oil relative to the DAO is typically from 0.05 to 0.40 volume ratio (aromatic oil to DAO not including solvent) v/v (or about 5-30, for example, 10 to 20 or 25, vol % aromatic in DAO/aromatic mixture). The optimum ratio is dependent on the molecular composition as determined by the crude source and the degree of extraction done in the deasphalting step. Higher ratios of aromatic oil to DAO are required for deeper extraction in deasphalting as well as for more paraffinic crude sources and in such cases the proportion of aromatic oil to the DAO (excluding solvent) may be in the 20-30 vol. % range, e.g. 25-30 vol. %.
[0033] Besides reducing unit down time, the use of the aromatic oil offers other operational advantages for the deasphalting unit. First, the feed rate is increased over an extended period, making for improved unit profitability. Second, with the reduced heat loss incurred by fouling, the feed treatment temperature can be reduced with a concomitant improvement in unit yield besides a decrease in energy requirement. A further advantage is that the solvent treat ratio can be held at a lower value (when fouling occurs, the solvent: feed ratio needs to be increased to maintain DAO product quality so control of fouling reduces the solvent treat ratio and accompanying losses). The injection of the aromatic oil can have a favorable influence on the exchanger operation with a consequent improvement in product quality and yield.
Example
[0034] A lube extract from an NMP lube extraction unit, approximately 80 wt. pct. aromatics, was injected into the extraction tower overhead of a butane deasphalting unit when processing a fuel oil fraction. At that time, the average blended aromatic level was 1113.9 mmol/kg. There was also a decrease in fouling from 13:00 to 23:00 on one day when the average blended factor was 1112.252 mmol/kg. The extract flow was then reduced due to availability so that, the blended aromatic levels rapidly declined (˜1101.566 mmol/kg average), and the pressure drop along the heat exchangers spiked at the same time. The results over an approximate five day period in FIG. 2 show that the injection of the lube extract reduced the pressure drop across the heat exchanger, demonstrating a reduction in fouling.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2019-05-16 | Methods to deconstruct asphaltene in petroleum products |
| 2016-05-19 | Separation of asphaltenes |
| 2015-01-08 | Separation of selected asphaltenes from a hydrocarbon-containing feedstock |
| 2014-09-18 | Hydrocarbons recovery with sonic treatment |
| 2014-09-18 | Solvent selection process |
| Top Inventors for class "Mineral oils: processes and products" | |
| Rank | Inventor's name |
|---|---|
| 1 | Omer Refa Koseoglu |
| 2 | Scott Lee Wellington |
| 3 | Abdennour Bourane |
| 4 | Alakananda Bhattacharyya |
| 5 | Beckay J. Mezza |