Patent application title: Multi-Zone Single Trip Well Completion System
Inventors:
Dewayne Turner (Tomball, TX, US)
Jed Landry (Breaux Bridge, LA, US)
Anthony Thomas (Houston, TX, US)
David Walker (Lafayette, LA, US)
IPC8 Class: AE21B4700FI
USPC Class:
1662542
Class name: With indicating, testing, measuring or locating determining position of earth zone or marker well logging
Publication date: 2015-02-19
Patent application number: 20150047837
Abstract:
A well completion system having (i) a completion assembly; (ii) a service
tool positioned within the completion assembly, wherein the service tool
includes a substantially straight bore central passage from an upper end
of the service tool to a lower end of the service tool; and (iii) a
one-way valve positioned in an assembly annulus formed between the
service tool and an inner surface of the completion assembly.Claims:
1. A well completion system comprising: a. a completion assembly; b. a
service tool positioned within the completion assembly, wherein the
service tool includes a substantially straight bore central passage from
an upper end of the service tool to a lower end of the service tool; and
c. a one-way valve positioned in an assembly annulus formed between the
service tool and an inner surface of the completion assembly.
2. The well completion system of claim 1, further comprising a work string having an inner diameter being connected to the completion system and the service tool's central passage having approximately the same diameter as the work string's inner diameter.
3. The well completion system of claim 1, wherein the one-way valve is a reverse bypass valve allowing fluid flow in an uphole to downhole direction, but substantially blocks flow in a downhole to uphole direction.
4. The well completion system of claim 3, wherein the reverse bypass valve comprises: (i) a series of apertures in a valve body; and (ii) a flexible material movable away from the apertures in response to downhole fluid flow in the assembly annulus and movable against the apertures in response to uphole fluid flow in the assembly annulus.
5. The well completion system of claim 4, wherein the valve body is substantially tubular and the apertures positioned circumferentially around the valve body.
6. The well completion system of claim 5, wherein a flow path through the tubular body transitions from an outer surface of the body, to an inner surface of the body, and back to the outer surface of the tubular body.
7. The well completion system of claim 5, wherein the tubular body has one or more seals on an outer surface sized to engage a seal bore formed on an inner surface of the completion assembly.
8. The well completion system of claim 7, wherein the inner surface of the completion assembly has at least one section comprising a seal bore and at least one section not having a seal bore, wherein fluid in the assembly annulus may flow in an uphole or downhole direction past the reverse bypass valve when the valve is in the section not having a seal bore.
9. The well completion system of claim 1, wherein the one-way valve allows fluid flow in an annulus between the completion assembly and the service tool without substantial narrowing of the central passage of the service tool.
10. The well completion system of claim 1, wherein the completion assembly includes a tubing wall and a treating aperture is formed in the tubing wall such that the treating aperture is openingly closed by a treating sleeve internal to the tubing wall.
11-19. (canceled)
20. A well completion system comprising: a. a tubular completion assembly including multiple production zones, each production zone further comprising: (i) a zonal isolation packer; (ii) a screen wrapped, closeable monitoring port; (iii) a closeable treating port below the monitoring port; and (iv) a screen wrapped, pressure activated valve below the treating port.
21. The well completion system of claim 20, wherein sliding sleeves are used to selectively close the treating port and the monitoring port.
22. The well completion system of claim 20, wherein each zone includes an isolation packer above the monitoring port and an isolation packer below the pressure activated valve.
23. The well completion system of claim 20, wherein each zone includes a reduced diameter seal bore.
24. The well completion system of claim 20, wherein the completion assembly further comprises (i) a shifting tool activation mechanism below a lowermost zone and (ii) a shifting tool de-activation mechanism above an uppermost zone.
25-29. (canceled)
30. A method of logging a wellbore having a completion system therein, comprising the steps of: a. positioning a completion assembly in the wellbore, including a service tool within the completion assembly, wherein the service tool includes a substantially straight bore central passage; b. inserting a logging tool through the straight bore central passage and logging the wellbore at selected positions along the length of the straight bore central passage of the service and/or below the service tool.
31. The method of logging a wellbore of claim 30, wherein a bottom of the service tool is raised at least as high as an approximate top of a zone being logged prior to logging the zone.
32. The method of logging a wellbore of claim 30, wherein the completion system further comprises a one-way valve positioned in an assembly annulus formed between the service tool and an inner surface of the completion assembly and the logging tool passes the one-way valve while traveling through the service tools central passage.
33. The method of logging a wellbore of claim 31, wherein the zone is logged after treating of the zone without moving the service tool below the zone.
34. The method of logging a wellbore of claim 32, wherein the one-way valve further comprises: (i) a series of apertures in a valve body; and (ii) a flexible material movable away from the apertures in response to downhole fluid flow in the assembly annulus and movable against the apertures in response to uphole fluid flow in the assembly annulus.
35-67. (canceled)
Description:
[0001] This application claims the benefit under 35 U.S.C. §119(e) of
U.S. Provisional Application Ser. No. 61/865,206, filed Aug. 13, 2013,
which is incorporated by reference herein in its entirety.
I. BACKGROUND
[0002] The present invention relates to the field of completion assemblies for use in hydrocarbon producing wells. In particular embodiments, the invention provides a method and apparatus for completing and producing from multiple production zones, independently or in any combination. It is becoming increasingly desirable to economically complete and produce wells from different production zones at different stages in the process (and in differing combinations), while at the same time reducing the number of "trips" down the wellbore which are needed to carry out these operations. Thus, there is a continued need for improved multi-zone completion assemblies which combine simplicity, reliability, safety and economy, while also affording flexibility in use.
II. SUMMARY OF SELECTED EMBODIMENTS OF THE INVENTION
[0003] One embodiment disclosed herein is well completion system having (i) a completion assembly; (ii) a service tool positioned within the completion assembly, wherein the service tool includes a substantially straight bore central passage from an upper end of the service tool to a lower end of the service tool; and (iii) a one-way valve positioned in an assembly annulus formed between the service tool and an inner surface of the completion assembly.
[0004] Another embodiment is a well completion system having a tubular completion assembly, including multiple production zones, where each production zone further comprising (i) a zonal isolation packer; (ii) a screen wrapped, closeable monitoring port; (iii) a closeable treating port below the monitoring port; and (iv) a screen wrapped, pressure activated valve below the treating port.
[0005] A further embodiment is a method of logging a wellbore having a completion system therein. The method includes the steps of (a) positioning a completion assembly in the wellbore, including a service tool within the completion assembly, wherein the service tool includes a substantially straight bore central passage; and (b) inserting a logging tool through the straight bore central passage and logging the wellbore at selected positions along the length of the straight bore central passage within and/or below the service tool.
[0006] Many additional embodiments will be apparent in the following description and claims and their omission from the above summary of selected embodiments should not be considered a limitation on the scope of the present invention.
III. BRIEF DESCRIPTION OF THE DRAWINGS
[0007] FIGS. 1A to 1C illustrate one embodiment of a completion assembly of the present invention.
[0008] FIGS. 2A to 2D illustrate one embodiment of a service tool positioned within the completion assembly of FIGS. 1A to 1C to form a completion system.
[0009] FIGS. 3A to 3D illustrate the completion system of FIGS. 2A to 2D at the stage of being set in a cased well bore.
[0010] FIGS. 4A and 4B illustrate the completion assembly and service tool during a treating operation.
[0011] FIG. 5 illustrates the completion assembly and service tool during a reversing operation.
[0012] FIG. 6 illustrates the completion assembly and service tool during collet de-activation.
[0013] FIGS. 7A and 7B schematically illustrate fluid flow in one embodiment of a reverse bypass valve.
[0014] FIG. 7C illustrates a modified embodiment of the reverse bypass valve.
[0015] FIGS. 8A and 8B illustrate one embodiment of a treating sleeve.
[0016] FIG. 9 illustrates one embodiment of a screen wrapped monitoring sleeve.
[0017] FIGS. 10A and 10B illustrate one embodiment of a hydraulically set packer.
[0018] FIG. 11 illustrates a partial cross-section of one embodiment of a mechanically locked PAC valve.
[0019] FIGS. 12A to 12D illustrate the operating sequence of the valve of FIG. 1.
[0020] FIGS. 13A to 13D illustrate the operation sequence of one embodiment of a re-crippling device.
IV. DETAILED DESCRIPTION OF SELECTED EMBODIMENTS
[0021] One aspect of the present invention contemplates a well completion system having a completion assembly and a service tool positioned within the completion assembly. The service tool includes a substantially straight bore central passage from an upper end of the service tool to a lower end of the service tool. Additionally, a one-way valve is positioned in an assembly annulus formed between the service tool and an inner surface of the completion assembly.
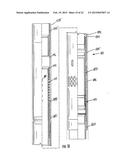
[0022] FIGS. 1A to 1C illustrate one embodiment of the completion assembly 2. The completion assembly is a "multi-zone assembly" in that it designed to isolate different sections of the wellbore between packers, which normally will correspond to different production zones identified in the oil/gas formation being produced. For example, FIG. 1A illustrates an upper zone ("Zone A") between sealbore packer 4 and isolation packer 46A and a lower zone ("Zone B") between isolation packers 46A and hydraulically set packer 46B shown in FIG. 1B. Naturally, the number of zones can be many more than two depending on the particular formation being produced.
[0023] As used in this disclosure, "up" means the direction along the wellbore toward the surface and "down" means in the direction toward the toe of the wellbore. Because the wellbore may often be deviated or horizontal, "up" or "down" should not be assumed to be in the vertical direction or to even have a vertical component. Likewise, describing a first tool component as "above" or "below" a second tool component means the first tool component is closer to or further from the surface, respectively, along the wellbore path (when the tool assembly is positioned in the wellbore) than the second tool component.
[0024] Viewing FIG. 1A, the upper end of the completion assembly 2 generally includes a retrievable sealbore packer 4, packer extension 8, cross-over sub 9, collet de-activator 11 (sometimes referred to as a collet "re-crippler"), auto-locator 15, and non-rotational connector 19. Sealbore packer 4 may be any number of different conventional or future developed packers, but in the illustrated embodiment, it is a hydraulically set polished bore packer with a single high pressure sealing element that serves as the uppermost packer on the multi-zone completion system. This packer includes bi-directional slips for tensile and compressive loading and for simple external release and retrieval (although it may also be provided with an optional internal release). This packer may alternatively be used as a production sealbore packer after sand control operations are completed. One specific example of a suitable retrievable sealbore packer is the CompSet® Packer available from Superior Energy Services, LLC, Completion Services division located in Houston, Tex. Of course, the sealbore packer 4 need not be a retrievable packer in all embodiments, but could be permanent packer or possibly any other class of packer that can function as required. Packer extension 8 is generally a section of pipe that is made up to the bottom of the retrievable sealbore packer and provides the necessary spacing distance for isolation seals to be run during production. Crossover sub 9 is a conventional device which connects the packer to lower components, including ultimately a sealbore associated with the packer's operation. Collet de-activator 11 will function as a device to "de-activate" a sleeve opening (or closing) tool or profile in order that the opening tool will not open any further sleeves or valves while moving through the completion assembly in the deactivated state. Preferably, the collet de-activator is constructed to leave a fully open ID after it has deactivated the opening tool.
[0025] The auto-locator 15 may be any conventional auto-location assembly which interacts with profiles on a service tool to positively identify the position of the service tool in the completion assembly 2. A preferred embodiment of the auto-locator serves to locate the service tool positions by using an inward facing indicating collet tied into an auto J indexing mechanism. This embodiment will include three basic positions: 1) the pick-up position which occurs when the collet is pulled to the top of its travel, 2) the set down position, which occurs when the J is at the bottom of its travel, and 3) the run through position which occurs when the J is in an intermediate position. The auto-locator is actuated by up and down movement of an auto-locater profile (on the service tool) through the auto-locater collet. The auto-locater collet moves to the pick-up position with upward movement through the collet, to the run through position. The "run through position" allows the auto-locator profile on the service tool to pass the through the auto-locator collet. The next upward movement shifts the collet back to the pick-up position, with the following downward movement placing the collet in the set down position. Repeated up and down movements of the profile through the collet will continue to cycle the collet from the set down to the run through positions. In the set down position, the profile is latched into the collet and supported to take set down loads to offset work string movement during treatments. The run through position allows the profile on the service tool to pass through the auto-locator collet with a snap indication. Normally, after performing the intended well treatment, a lockout sleeve locks out the indicating collet leaving a large ID. One example of an acceptable auto-locator is disclosed in U.S. Pat. No. 7,490,669 which is incorporated by reference herein in its entirety.
[0026] While the embodiment illustrated in the Figures has a single auto-locator collet near the top of the completion assembly and multiple auto-locator profiles on the service tool, this is merely one alternative. Other embodiments of the invention could have a single auto-locator profile on the service tool and multiple auto-locator collets in the completion assembly (e.g., an auto-locator in each zone of the completion assembly). Still further embodiments might position the auto-locator collet on the service tool and auto-locator profiles in different zones of the completion assembly. All such variations are within the scope of the present invention.
[0027] Non-rotational connector 19 is a conventional assembly that allows connection of tubular components without threads and relative rotation of the components. Non-rotational connectors enable more efficient makeup of the retrievable sealbore packer (and other components) and reduces failure risks associated with a long heavy assembly make-up in the rotary table. The completion assembly make up may be accomplished without assembly rotation and may be secured by rotating a retainer nut. Connector 19 incorporates a spline to ensure engagement and to allow locked rotation across the connector assembly after make-up.
[0028] The additional components of the completion assembly 2 seen in FIG. 1A include screen wrapped monitoring sleeve 20, sealbore sub 26, treating (or frac) sleeve 30, hydraulically activated shear sub 36, screen wrapped pressure activated control (PAC) valve 40, and testable isolation packer 46A. In the embodiment of FIG. 1A, the components between retrievable sealbore packer 4 and isolation packer 46A form "Zone A" or the upper most zone of the completion assembly 2. It will be understood that not all the above identified components will be repeated in each zone. For example, the next lower zone, "Zone B" in FIG. 1B, includes the monitoring sleeve 20, sealbore sub 26, treating sleeve 30, hydraulically activated shear sub 36, and screen wrapped PAC valve 40, but Zone B does not include collect de-activator 11 or auto-locator 15.
[0029] The screen wrapped monitoring sleeves 20 are shown in more detail in FIG. 9. This embodiment of monitoring sleeve 20 comprises a sleeve member 21 with a sleeve ports 22 formed therethrough and an opening/closing profile 24 formed on sleeve member 21. Exterior monitoring ports 23 are formed through the main body of monitoring sleeve 20. It can be seen that when sleeve member 21 is in the raised position, it covers exterior monitoring ports 23 and blocks the flow of fluid through ports 23. When a suitable opening profile (e.g., on a service tool) engages sleeve member 23 and moves it to the downward position, the sleeve ports 22 and the monitoring ports 23 are aligned to allow fluid flow from the exterior of the completion assembly to the interior. In certain embodiments, a screen 25 is formed around the outside monitoring ports 23. Although not shown in the drawings, in other embodiments, a second screen material may be positioned internally to monitoring ports 23 (e.g., in addition to the exterior screen 25).
[0030] In one preferred embodiment, the monitoring sleeve 20 is a Type O sliding sleeve designed (i.e., downward movement to open the sleeve and upward movement to close the sleeve), which in a multi-zone completion system allows monitoring of a dead string while treating the zone by reading annulus pressure. Also, closing the sleeve prior to treating allows treatments to be performed in the squeeze position. This embodiment of the sleeve valve may include a high performance equalizing seal, which allows communication control between the tubing and annulus. An internal screen filtering section may be incorporated to prevent treating proppant from entering into the sleeve sealing areas and allows the valve to be opened and closed multiple times without loss of seal integrity. This preferred embodiment further includes an inside shifting profile which is approximately equal to the treating sleeve internal diameter in order to allow optimal ID clearances for service tool operations.
[0031] As used herein, the term "sleeve" may be used to indicate a sleeve assembly such as described above which includes a sleeve member which can selectively cover and uncover a port to allow fluid flow through the port. This sleeve assembly may also be referred to as a valve (e.g., a sliding sleeve valve) since the sleeve assembly functions to open and close a fluid flow passage.
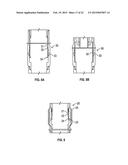
[0032] The illustrated embodiment of treating sleeve 30 seen in FIGS. 8A and 8B is similar in operation to monitoring sleeve 20. Treating sleeve 30 includes sleeve member 31, sleeve port 32, and opening/closing profile 34 which will provide a positive latching shifting profile for full open and full closed shifting engagement. Downward movement of sleeve member 31 aligns sleeve port 32 with the exterior treating port 33 to move the sleeve assembly into the "open" position as suggested in FIG. 8B. Treating sleeve 30 differs from monitoring sleeve 20 in that the former lacks a screen which would prevent the transfer of granular materials used in many treating fluids (e.g., gravel being transported through treating port 33 to the exterior of the completion assembly during gravel packing operations). Typically, the treating ports 33 will be larger than monitoring ports 23 and the other components of treating sleeve 30 are constructed more robustly due to the severe abrasive forces normally encountered at and around treating sleeve 30.
[0033] In general, the treating sleeve assembly provides an isolation sleeve which can be opened to provide treating ports for high pump rates and large volumes of proppant while minimizing erosion on the treating sleeve assembly, service tool, and casing. The length of the treating sleeve should permit it to be opened and remain opened while manipulating the service tool (e.g., upwards/downwards movement to establish the auto-locator set-down position). Too short of a sleeve length increases the possibility of a tool profile unintentionally engaging and moving the sleeve from its fully open position.
[0034] From the above description, it will be recognized that monitoring sleeve 20 and treating sleeve 30 operate on the "down-to-open", "up-to-close" convention. While this is often preferred, other embodiments could operate under the opposite convention.
[0035] Although not specifically shown in the drawings, the completion assembly 2 may also contain one or more sections of centralizer blank pipe. These are essentially sections of pipe that are made up above the screen joint and provide annular clearance and volume space for proppant pumping operations. Centralizer blank pipe may also be used to adjust the spacing distance of the isolation packers that are positioned between sand control intervals.
[0036] The hydraulically activated shear subs 36 will operate to provide a release point for all components in the string below shear sub 36 when certain conditions occur. In a preferred embodiment, this shear sub contains a hydraulic release mechanism which is utilized to carry the full load of the assembly into the wellbore. This prevents the load from being carried by the shear joint shear screws, thereby allowing long, heavy assemblies to be run without fear of premature release. The hydraulic actuation feature is initiated by applying a sufficient tubing-to-annulus differential pressure. Once actuated, the load is relieved from the hydraulic locking mechanism and transferred to the shear screws. A preferred embodiment of the shear joint allows up to 24'' of travel prior to seal release. One example of such a hydraulically activated shear sub is seen in U.S. Pat. No. 7,490,669. The hydraulically activated shear subs 36 also allow for staged removal of packers and screen assemblies if needed.
[0037] The screen wrapped PAC valves 40 may be any number of conventional or future develop valves, whether sliding sleeve valves or other valve types. In a preferred embodiment, valves 40 comprise a screen joint incorporating a PAC valve with a lock out mechanism. The screen joints may be wire wrap (or mesh type) sand exclusion screens designed to be used in high-rate water packs (HRWP), fracturing and open-hole environments. These joints allow easy spacing for either short or long intervals within a multi-zone completions system. The screen joints may also be incorporated with a special high rib design to provide strength and optimize flow area under the screen wrap. The base pipe is preferably non-perforated with the PAC valve(s) positioned as needed. In this embodiment of the valves 40, actuation is initiated by first running a mechanical unlocking tool through the valve to unlock the sleeve, and then applying differential pressure from valve ID to OD. The mechanical unlocking tool may be a separate profile (i.e., a profile that will not shift the monitoring and treating sleeves) which is positioned on the service tool. Alternatively this separate profile may be positioned on a different production tool employed in later stages of production. Initial actuation pressure further activates the valves for opening while maintaining pressure integrity. Reducing the actuation pressure to equal the annular pressure then allows the valve to cycle to the full open position.
[0038] This PAC valve actuation method allows multiple valves to be used and opened in the same interval. These preferred valves provide complete isolation of the productive interval during all phases of completion operations; require no well intervention to be actuated for production operations; and provide a full open-flow path through the screen-base pipe assembly. As a contingency, the valves can be opened mechanically with wireline or colleted type shifting tools. In preferred embodiments, the valves 40 are of the type which unlocked mechanically and then may be hydraulically activated. Nevertheless, it is not necessary for all embodiments of valves 40 to be mechanically unlocked and then pressure activated. For example, the valves 40 could alternatively be purely mechanically activated (i.e., both unlocked and opened mechanically) or purely pressure activated, Although generally preferred, it may not be necessary in all embodiments for the valves to be "lockable."
[0039] FIGS. 11 and 12 illustrate one embodiment of a mechanically unlocked and hydraulically activated PAC valve. FIG. 11 illustrates the main body of PAC valve 40 which has female and male end-connectors allowing the PAC valve 40 to be made up as part of completion assembly 2. The main body or housing of this embodiment of PAC valve 40 generally comprises the top sub 175, spring housing 176, spring retainer 180, ported outer housing 185, and bottom sub 187. Positioned within this main housing is spring sleeve 178 which is able to move up and down relative to spring retainer 180 along the main longitudinal axis of the tool. The spring sleeve retainer 177 is positioned on top of spring sleeve 178 with a biasing device, e.g., spring 179, positioned between the spring sleeve retainer 177 and spring retainer 180. It can be seen from FIG. 11 that spring 179 will tend to bias sleeve 178 in an upward direction, which as explained below, will tend to bias the valve in an open position. The lower end of spring sleeve 178 will connect to lower piston (also sometimes referred to as "lower sleeve") 183. In FIG. 11, lower piston 183 is shown blocking flow ports 186, i.e., the valve is in the closed position. However, it should be readily apparent that when spring sleeve 178 and lower piston 183 move upward, flow ports 186 become unblocked and the valve will then be in the open position. FIG. 11 also shows how lower piston 183 has the piston shoulder or surface 184 and the lower part of spring sleeve 178 includes the fluid aperture 182. It may be envisioned how fluid pressure applied in the central passage of valve 40 translates through fluid aperture 182 and acts on piston surface 184, tending to move lower piston 183 in a downward direction. Finally, FIG. 11 shows a lock/release mechanism 190 which initially locks lower piston 183 in the valve closed position and upon a series of operations, releases lower piston 183 into the valve open position.
[0040] The structure and operation of lock/release mechanism 190 is shown in more detail in FIGS. 12A to 12D. FIG. 12A illustrates the lock/release mechanism 190 generally comprising lock ring (split ring) 191, locking piston 194, locking sleeve 195, and lock collet 199 (see FIG. 12B). Locking piston 194 is shown with an equalization aperture 206 to prevent differential fluid pressure from developing between its inner and outer surfaces. In FIG. 12A, lock ring 191 is shown disposed in the ring groove 192 (more clearly seen in FIG. 12D) formed on the end of lower piston 183. It can be seen that while lock ring 191 is disposed in ring groove 192, lower piston 183 cannot move upward (leftward in FIGS. 2A-2D) since lock ring 191 will encounter and be restrained by the upper ledge 210 (again more clearly seen in FIG. 2D). Likewise, lower piston 183 cannot move downward (rightward in FIGS. 2A-2D) because it abuts against locking piston 194 which is in turn held in place by locking sleeve 195. The locking collet 199 is attached to a guide pin 200 which rides in guide slot 201 (see FIG. 2B) formed on an outer surface of locking sleeve 195. Locking collet 199 may shift between two positions where it engages either collet groove 202A or 202B which are formed on an inner surface of the bottom sub extension 188. In FIG. 12A, it can be seen that locking collet 199 engages collet groove 202A. Additionally, the locking shoulder 198 on sleeve extension 197 of locking sleeve 195 acts to hold locking collet 199 in collet groove 202A. Additionally, FIG. 12A shows a shear pin 205A positioned between locking piston 194 and sleeve extension 188 and shear pin 205B position between locking sleeve 195 and sleeve extension 188. Immediately above FIGS. 2A-2D is a schematic representation of guide slot 201 and guide pin 200's relative position therein. It will be understood that in FIG. 12A, the lock/release mechanism 190 is in the mechanically locked position.
[0041] To begin the process of unlocking lock/release mechanism 190, a conventional tool with opening collet (not shown) may be conveyed downhole to PAC valve 40 via coil tubing or another conventional means for mechanically manipulating tools within a wellbore. The opening tool will engage the profile 196 on locking sleeve 195 and apply sufficient downward force to fail shear pin 205B and move locking sleeve 195 downward (i.e., toward the right in the figures) until locking sleeve threads 208 engage the bottom sub threads 209 as suggested in FIG. 12B. As is well known in the art, the locking sleeve threads 208 and bottom sub threads 209 may have inclined surfaces in one direction which facilitate engagement of the threads, but resists disengagement. Because guide slot 201 allows initial rightward movement of locking sleeve 195 without immediately engaging guide pin 200, the locking shoulder 198 is removed from its supporting position under locking collet 199 prior to locking collet 199 being force rightward. However, continued rightward movement of locking sleeve 195 eventually pulls locking collet out of its position in collet groove 201A and moves it to collet groove 201B as suggested in FIG. 12B.
[0042] Next in the opening sequence, fluid pressure is applied to the central passage of valve 40. As suggested in FIG. 11, this fluid pressure is communicated through aperture 182 and acts on piston surface 184 and causes lower piston 183 to move to the right in FIG. 2C. With sufficient fluid pressure, the force which lower piston 183 places against locking piston 194 fails shear pin 205A and locking piston 194 moves rightward until its front lip encounters the end of bottom sub extension 188. Importantly, as lower piston 183 moves rightward, it pushes locking ring 191 rightward. Because locking ring 191 is a spring steel split ring configuration, as locking ring 191 encounters the wider outer shoulder area 193 (see FIG. 12B), the locking ring 191 expands out of ring groove 192 and completely removes itself from the path of lower piston 183 as seen in FIG. 12C.
[0043] Now, when the pressure in the valve central passage is relieved and downward force from piston surface 184 is removed, spring 179 will tend to force lower piston 183 upward (leftward in FIG. 12D). Since locking ring 191 no longer obstructs movement of lower piston 183, the lower piston will move upward to a point where it uncovers flow ports 186. The valve 40 is now in the open position.
[0044] In the illustrated embodiment, testable isolation packer 46A is dual element packer with a self-contained setting tool having bi-directional slips. The setting tool is integrated between the two elements and is actuated with tubing pressure through the ID of the packer mandrel. The isolation packer contains a rupture disc which is actuated by applying pressure greater than the required packer setting pressure. Once the disc is ruptured, pressure is applied between the two elements of the packer and the casing ID giving a positive indication of packer setting. This packer may be retrieved by a straight upward pull by a conventional retrieval tool. While many other conventional or future developed packer systems could be utilized, one acceptable isolation packer is the ComPlete® MST System Isolation Packer available from the Completion Services division of Superior Energy Services, LLC located in Houston, Tex. While the above described embodiment employs a "testable" isolation packer, it will be obvious that alternative embodiments could employ a non-testable type of packer. Likewise, many conventional in-string packers with bidirectional slips could also be employed.
[0045] FIG. 1B illustrates the lower production zone ("Zone B" in FIG. 1B) which below the upper isolation packer 46A, includes several of the components described in reference to Zone A, i.e., screen wrapped monitoring sleeve 20, sealbore sub 26, treating sleeve 30, hydraulically activated shear sub 36, and screen wrapped PAC valve 40. Zone B terminates with the lower hydraulic set packer 46B. This packer is a single element packer with a self-contained setting tool that has bi-directional slips. The hydraulic set packer will typically be used as the lowermost or sump packer for the multi-zone system but can alternately be used as an isolation packer between zones. Running the hydraulic set packer as the sump packer on the system has the advantage of eliminating a wireline trip and a subsequent debris cleanout trip. This packer's setting tool chamber is integrated into the packer and is actuated with tubing pressure through the ID of the packer mandrel. This packer is also retrievable by straight upward pull.
[0046] Although FIGS. 1A-1C show only two zones, it will be readily understood that any number of zones could be added to the completion assembly 2 by repeating a similar series of components for each additional zone.
[0047] Below the lowest zone, completion assembly 2 comprises several further components. These include a sealbore sub 26, a hydraulic tubing release 50, a scrapper 54, a collet activator 58, a test assembly 64, and a fixed ball seat 70. Generally, the sealbore subs are internally honed, reduced inner diameter, sections of pipe that provide a seal with the reverse bypass tool (explained below) when the latter is positioned within the sealbore subs. However, the sealbore subs can also be utilized to isolate a treating sleeve in the event that concentrically run production seals are traversed across the section. The lower sealbore sub 26 seen in FIG. 1C does not necessarily interact with the service tool, but is present to seal with a production string inserted into the wellbore in later stages. The hydraulic tubing release 50 will release the tubing below it and allow the lower components to fall away when no longer needed. In particular, activating tubing release 50 is one manner of opening the end of completion assembly 2 after a ball seat 70 has been effectively sealed by the setting of the ball. Scrapper 54 may be any conventional or future developed scrapper device, including those using blades, brushes, and/or others means for scrapping sand, perforation/gun debris or other debris from the interior of the casing as the completion assembly is run in. One example of an acceptable scrapper is an M&M Casing Scraper available from M&M Oil Tools, Inc., of New Iberia, La.
[0048] Collet activator 58 is one example of an activating mechanism employed to activate a de-activated opening tool and is described in more detail below in reference to the opening tool on service tool 100. The test assembly 64 is a tubular sub on the end of completion assembly 2 which includes the breakable plate 68 positioned across the inner diameter to form a seal and allow fluid to be pressurized (for leak integrity testing purposes) above breakable plate 68. Test assembly 64 also includes a one-way valve 64 which allows fluid from the wellbore into the test assembly, but prevents the exiting of fluid and thereby allows pressurization to occur. In the illustrated embodiment, one-way valve 67 is a rubber bladder covering a series of apertures in the test assembly body. Higher pressure outside the test assembly tends to push the bladder aside and allow fluid inflow. Higher pressure inside the test assembly tends to press the bladder against the apertures and block fluid outflow. One example of such a valve is seen in FIG. 14 of U.S. Pat. No. 7,490,669. The terminal end of the completion assembly 2 includes a conventional ball seat 70 which will create a seal when a ball of suitable size is dropped from the surface and migrates through the completion assembly onto seat 70.
[0049] A second main component of the completion system is a service tool which will be inserted into completion assembly 2 to perform various tasks. FIGS. 2A-2D illustrate one embodiment of a service tool 100 positioned in completion assembly 2. FIGS. 2A-2D suggest how service tool 100 is positioned in the completion system when it is being deployed into the wellbore and ultimately the formation of interest. FIGS. 2A-2D also illustrate completion system 1 within the well casing 150 which forms a casing annulus 152 between the inner wall of the casing 150 and the outer surface of the completion assembly 2. FIG. 2A illustrates how the uppermost section of service tool 100 includes the sealbore packer setting tool 102 which is connected to the main tubular body portion 101 of the service tool. One function of setting tool 102 is to set retrievable sealbore packer 4. Setting tool 102 will also engage and releasably lock into the completion assembly 2, thereby supporting the completion assembly 2 both as it is assembled near the surface (described below) and as it is lowered downhole to the formation of interest. A seal on the bottom of the setting tool seals against the packer sealbore to allow testing of the packer once it is set. The setting tool chamber is actuated with tubing pressure. Once the packer is fully set, applying additional tubing pressure releases the retrievable sealbore packer setting tool from the packer (i.e., releases the service tool from the completion assembly).
[0050] FIG. 2A further illustrates how setting tool 102 is also connected to work string 160, which in turn forms the connection of the completion system to the surface. As used herein, "work string" is a generic term describing a tubular member string used to convey fluids or for well service activities. Both coiled and jointed tubular strings may be referred to as work strings. In additional to the casing annulus 152, two other spaces extending along the length of the completion system are seen in FIG. 2A; i.e., the service tool's central passage 114 and the completion annulus 75 formed between the outer surface of service tool 100 and the inner surface of completion assembly 2.
[0051] Viewing FIGS. 2A to 2D, it can be seen how in this embodiment the tubular body 101 of service tool 100 extends downward through however many completion zones have been created along the length of completion assembly 2. Various tools or functional elements may be positioned along the length of service tool 110. For example, FIGS. 2B and 2C show auto-locator profiles 105 at predetermined positions along service tool 100. As described in U.S. Pat. No. 7,490,669, when different auto-locator profiles 105 engage auto-locator 15 on the completion assembly 2, this positively identifies the position of the service tool relative to various positions within completion assembly 2 and insures the proper alignment of the respective components of service tool 100 and completion assembly 2 in order to carry out many of the functions described below. In particular, auto-locator profiles may be used to locate the position of the reverse bypass valve and to keep the reverse bypass valve aligned while at the same time applying set down weight during treating operations.
[0052] Additional components positioned toward the lower end of service tool 100 are seen in FIG. 2D. For example, in the embodiment of FIG. 2D, the terminal end of service tool 100 includes the conventional mule shoe 131, which among other functions, provides a means of breaking a sand bridge while washing. Positioned above mule shoe 131 is the opening shifting tool (or collet) 124, which when activated, will open the above described treating and monitoring sleeves on completion assembly 2. In one particular embodiment, a multi-acting shifting tool ("MST") 125 may be employed. This MST tool 125 has a first sleeve opening profile, and then positioned above this opening profile, MST tool 125 has a second closing profile. The distance between these profiles is not critical so long as the opening and closing profiles are not so closely spaced that up and down service tool movement in operating the auto-locator causes profiles to unintentionally engage sleeves. One example of the MST may consist of an internal integrity member known as the inner mandrel. Outer components consist of 1) a collet and 2) end caps that make up to the collet and control its travel. The MST is collapsed during deployment and activated upon contacting the collet activator. The MST is constructed to engage on the two service sleeves; i.e., the treating and annular monitoring sleeves. Engagement in the down direction opens either sleeve as engagement in the up direction closes either sleeve. The shifting tool is deactivated once all zonal treatments are completed by engaging into the de-activator or re-crippler mechanism.
[0053] Also shown in the embodiment of FIG. 2D is a closing only profile 109 positioned still further above opening profile 124 (or MST tool 125). The closing only profile 109 may be advantageous in particular situations, for example an opening tool unintentionally becoming activated (e.g., on the services tool's initial run-in) and opening sleeves when not desired. One example of an acceptable activatable opening profile is suggested in FIG. 11c of U.S. Pat. No. 7,490,669 while an example of a closing profile is seen in FIG. 10b of U.S. Pat. No. 7,490,669.
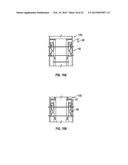
[0054] FIG. 2D further illustrates schematically a reverse bypass valve 115 positioned between opening profile 124 and the closing profile 109. This embodiment of reverse bypass valve 115 is essentially a one-way valve placed on the outer surface of service tool 100 and within the completion annulus 75. When positioned within a sealbore sub 26, reverse bypass valve 115 allows fluid in completion annulus 75 to flow in a downhole direction through bypass valve 115, but prevents flow in the uphole direction through the valve 115.
[0055] One example of reverse bypass valve 115 is seen in FIGS. 7A and 7B. A substantially tubular valve body 116 will have a series of circumferentially positioned apertures 118 formed therein. Valve body 116 will also have an outer circumferential seal 120 (e.g., molded Viton) which is intended to engage the inner surface 27 of a sealbore sub 26 (illustrated in FIG. 2D) to form a seal against sealbore inner surface 27. Additionally, the flexible seal material 119 will be positioned interiorly of apertures 118. As suggested by flow arrows in FIG. 7A, fluid flowing in the downhole direction in the completion annulus 75 will flow through apertures 118, move flexible seal 119 away from apertures 118, flow into the valve body's interior space 121, and then exit the valve along the valve's downstream path 122 and continue along the completion annulus below bypass valve 115. In essence, the concentric flow path through the tubular body transitions from an outer surface of the valve body (upstream path 117) to an inner surface of the body (space 121), and back to the outer surface of the tubular body (downstream path 122). However, when fluid attempts to flow in the uphole direction as suggested in FIG. 7B, the fluid pushes the flexible seal 119 against apertures 118 and thereby blocks the flow path through valve body 116. It will be understood that reverse bypass valve 115 forms a one-way valve only when it is engaging a sealbore sub 26. When valve 115 is positioned above or below a sealbore sub 26, fluid can flow in either direction around the outside of the entire valve, i.e., between inner wall of the completion assembly 2 and the outside of outer circumferential seal 120.
[0056] There may be circumstances where very high pressures occur below the particular sealbore sub 26 being engaged by the circumferential seal 120 and such high pressures may be sufficient to force reverse bypass valve 115 to move upward. The embodiment of FIG. 7C illustrates a hold down assembly 165 to resist such unintentional upward movement of valve 115. Hold down assembly 165 generally comprises a body or mandrel 166, and a collet 167 (in this example, a basket collet). Collet 167 includes a collet finger 168 sized to engage a collet groove 169 formed on the inside wall of the sealbore sub 26. Positioned within mandrel 166 directly below collet finger 168 is a piston member 170. When fluid pressure increases sufficiently in cavity 171, piston member 170 will press against collet finger 168 and move collet finger 168 into engagement with collet groove 169, thus locking or "holding down" reverse bypass valve 115 against upward movement. When pressure decreases sufficiently, collet finger 168 flexes back to its original position, out of engagement with collet groove 169, and valve 115 is free to be moved out of engagement with sealbore sub 26. Those skilled in the art will recognize many variations of hold down assembly 165 could be constructed to perform the function described above. While FIG. 7C illustrates one collet groove 169, other embodiments may have multiple collet grooves spaced together in order that collet finger 168 has multiple points of potential engagement.
[0057] The completion system will typically be initially assembled by making up the individual components forming a separate completion zone and as each successive zonal assembly is made up, the completion assembly is hung off the rig floor and pressure tested for integrity. The first or lowest zone will include the components seen in FIG. 1C forming the lower end of the completion assembly; e.g., hydraulic tubing release 50, scrapper 54, collet activator 58, test assembly 64, and fixed ball seat 70. The lowest zone will also include components typically found in all successive zones; e.g., a lower packer 46B, production (or PAC) valves/sleeves 40, shear sub 36, one or more sealbore subs 26, treating sleeve(s) 30, monitoring sleeve(s) 20, and an upper packer 46A. Of course, successive production zones may comprise components different that than the first production zone, as required by the particulars of the well and different production zones.
[0058] Typically, as each zone of components is made up, the completion assembly thus far connected is filled with fluid and the assembly is tested for leaks with a low volume test pump; e.g., by pressuring up to 500 psi for 5 minutes. The final or uppermost completion zone assembly may include certain components located at the upper end of completion assembly 2; e.g., in the embodiment of FIG. 1A, the non-rotational 19, auto-locator 15, collet deactivator 11, and retrievable sealbore packer 4. As suggested above, many variations could be made from the assembly shown in the figures, for example, an auto-locator could be position in each zone rather than a single auto-locator in the uppermost zone.
[0059] Next, service tool 100 will be made up, with components positioned on the lower end of service tool 100 first being connected as suggested by the embodiment of FIG. 2D; e.g., mule shoe 131, opening tool profile 124 (or MST 125), reverse bypass valve 115, closing tool profile 109, and various auto-locator profiles 105. The service tool 100 is gradually inserted further into completion assembly 2 as further segments of service tool 100 are made up. Similar to testing the completion assembly, service tool 100 may be tested for pressure integrity as it is made up (if the reverse bypass valve is engaging a sealbore). Once service tool 100 has been extended into completion assembly 2 to its full operating length, the entire completion system may be pressure tested. Although the opening tool profile 124 on service tool 100 should be de-activated at this point, pressure testing confirms no valves/sleeves were inadvertently opened while running in service tool 100.
[0060] After all pressure integrity testing has been completed, the completion system is made ready running into the formation area of the wellbore. This combine completion assembly and service tool being running to the wellbore may sometimes be referred to as the integrated completion assembly. The service tool is temporarily extended further into completion assembly 2 (i.e., by adding addition lengths of tubing) such that mule shoe 131 ruptures breakable seal plate 68 and opening tool profile 124 is brought into engagement with the activating mechanism (e.g., collet activator 58) in order to activate the opening tool profile such that it will now engage sleeves as it moves past. Service tool 100 is then positioned at its lowermost run in position within completion assembly 2 and sealbore packer setting tool 102 engages and locks into the top of completion assembly 2 as seen in FIG. 2A. With sealbore packer setting tool 102 supporting completion assembly 2, the entire completion system may be run in to its final depth on work string 160.
[0061] Typically, the straight central passage of the service tool 100 is open and unobstructed at the time the completion assembly is run into the wellbore. However, there may be specialized embodiments where the central passage of the service tool initially has some mechanism for closing or blocking the service tool's central passage during run-in and that mechanism is opened or removed before the start of operations with the completion assembly.
[0062] One aspect of the present invention is a method of washing out a the wellbore while running in the completion system 1. The well may contain debris from various earlier activities, including perforating the casing with perforating guns. The scrapper 54 on completion assembly 2 will tend to push such debris below the completion system as it is run downhole. However, it may often be advantageous to wash such debris completely out of the wellbore as the completion system is run in. This operation also acts to remove gas or liquid hydrocarbons from the wellbore prior to setting the packers. As seen in FIGS. 2A-2D, the packers are not set at this stage. Therefore, fluid pumped down the casing annulus 152 will circulate down the annulus, around completion assembly 2 (the sealbore packer setting tool seen in FIG. 2A prevents fluid from entering the completion annulus 75), and back into the completion assembly 2 via unblocked ball seat 70, and ultimately back into the central passage 114 of service tool 100 (as suggested by the flow arrows in FIG. 2D) for eventual return to the surface through work string 160. If the service tool 100 is positioned with reverse bypass valve 115 within a sealbore sub 26, the uni-directional flow character of bypass valve 115 will block return fluid from travelling by up the completion annulus 75. However, even if bypass valve 115 is not positioned in a sealbore sub 26, typically the completion annulus 75 will already be filled with completion fluid which will prevent circulating fluid from entering completion annulus 75.
[0063] This "reverse washing" process being performed as the completion system 1 is lowered to its final position in the wellbore allows a debris removing washing operation to be carried out with no addition use of other tools (i.e., additional trips down hole) or by any special positioning/repositioning of the completion system 1. Rather, this useful washing operation can be carried out simultaneously with positioning the completion system at its final depth. Nonlimiting examples of debris which may be removed using this technique include pill remnants, gun debris, and formation solids.
[0064] Another embodiment of the present invention is a method of logging a wellbore which has the completion system 1 positioned in the wellbore. This method employed before or after treatment. For example, logging might be performed prior to setting the packers in order to confirming the packer location. More typically, logging is performed after treating a zone. With the completion system 1 positioned at depth, a logging tool on an e-line may be run down the work string, through the service tool's straight bore central passage and to the desired depth in the formation. In certain circumstances, service tool 100 may be raised out of the zone which is being logged, but this re-positioning of service tool 100 is not always the case. It will be understood that the straight bore nature of service tool 100 allows logging without the necessity of removing service tool 100 from the wellbore. This may be distinguished from prior art completion system where obstructions in the service tool (e.g., cross-over valves) prevent the running of logging tools directly through the service tool.
[0065] After the completion of any desired logging operations and removal of the logging tool, the steps necessary to set the completion system 1 in place within the formation may be undertaken. As suggested in FIG. 3D, a ball will be dropped and allowed to gravitate to fixed ball seat 70. Once the ball is in place, pressure is applied through service tool 100 to increase the pressure within the completion annulus 75. If the reverse bypass tool is not engaging the sealbore at this time, pressure will be increased along the entire length of the completion assembly. With sufficient pressure, several pressure activated components will change state. For example, the hydraulically set packers 46 will be activated and set against the casing wall. The sealbore packer setting tool 102 is likewise activated and releases service tool 100 from completion assembly 2.
[0066] The shear subs 36 are activated such that loads are now supported by their shear pins. Once all other pressure activated components change to their active state and desired pressure testing performed (for example, pressure testing of uppermost and lowermost packers), additional pressure may be applied to activate hydraulic tubing release 50 and have all components below it fall to the wellbore rathole. It will be understood that one immediate effect of this release is to remove the closed end of the completion assembly that had been formed by the ball lodged within ball seat 70. Successful release of hydraulic tubing release 50 may be confirmed at the surface by noting a pressure drop in circulating fluid.
[0067] Once the completion system is in place with the packers set and pressure tested, any number of completion (or other) operations may be carried out. Various conventional and/or future developed treating methods may be employed with completion system 1, including stimulating (e.g., acidizing), high rate water packing, frac packing, or gravel packing
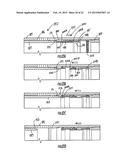
[0068] While the above embodiments describe the use of the auto-locator to determine the position of the service string within the completion assembly, there may be instances where the auto-locator malfunctions, or the completion system is an alternative embodiment which does not incorporate an auto-locator. In these examples, the treating position of the service string may be determined "hydraulically" by first positioning the end of the service string below the anticipated zone treating depth and establishing forward circulation at a comparatively slow rate and low pressure (e.g., <400 psi). The service tool is then slowly raised at one foot intervals until returns stop and work string pressure increases. At this point, it may be presumed that the reverse bypass valve 115 has entered the first sealbore sub 26 in that zone, e.g., the sealbore sub 26 below the treating sleeve 30 in FIG. 4B. This process may be repeated to locate the upper sealbore sub 26 in that zone (not specifically shown in figures). Likewise, when circulation is re-established and pressure drops while raising the service tool, it may be presumed that the reverse bypass valve 115 has cleared the upper sealbore sub 26. The opening tool profile 124 is then run downward to engage and open monitoring sleeve 20 and treating sleeve 30. Thereafter, service tool 100 is raise such that its open end is positioned above the open treating sleeve/port and the reverse bypass valve engages the upper sealbore sub 26. It can be understood from FIG. 4B how the pressure in casing annulus 152 (which is substantially the pressure against the formation) is approximately the same as at the open monitoring sleeve/port 20. The pressure in casing annulus 152 is transmitted through monitoring sleeve 20, through the completion annulus, and to the casing annulus above the uppermost completion packer where the annulus pressure can be monitored on the surface. It can be understood that without this pressure monitoring path, the packers would prevent the direct translation of formation pressure to the annulus area above the completion assembly.
[0069] It can also be understood from FIG. 4B that the completely, downwardly open end of service tool 100 (i.e., no passage deviations for directing treating fluids in a particular direction) allows for the maximum volume of treating fluid to be pumped out of the completion assembly while minimizing abrasion conditions that occur when the fluid abruptly forced to change path directions (as is typically the case in prior art treatment systems). In essence, the treating fluid flow is directed substantially straight downhole from the open end of service tool 100. This allows the treating fluid to enter the all circumferentially positioned treating sleeve ports at substantially equal flow rates and pressure.
[0070] When the treating operation has been completed in that zone, the service tool 100 is lowered sufficiently to place a closing tool profile beneath treating sleeve 30. Upon raising the closing tool profile, first treating sleeve 30 and ultimately monitoring sleeve 20 will be closed as the closing tool profile engages and closes those sleeves. While the service tool 100 is being raised during this closing movement, a reversing operation may take place to remove the treating fluid as suggested in FIG. 5. The reversing operation consists of pumping fluid down the completion annulus 75 such that such that it passes around the end of service tool 100 and flows back up the central passage of the service tool. It will be understood that this reverse flow may continue regardless of whether reverse bypass valve 115 is passing through a sealbore sub 26. When bypass valve 115 is not in a sealbore sub, fluid may freely flow around bypass valve 115. When bypass valve 115 is in a sealbore sub, the one-way nature of bypass valve 115 continues to allow fluid flow downward through the valve body.
[0071] Each zone in the completion assembly 2 may be successively treated and reversed out as just described. When treatment of the uppermost zone is complete, it is often desirable to make a final wash all the way down to the lowermost zone. However, it would not be desirable to reopen all the closed sleeves as the opening profile on the service tool moves downward. One method for avoiding this undesirable effect is suggested in FIG. 6. Service tool 100 is raised until its opening profile engages the deactivation mechanism (e.g., collet de-activator 11) positioned near the upper end of completion assembly 2. This action de-activates or re-cripples the opening profile so it cannot engage and open sleeves (i.e., returns the opening profile to its de-activated condition when initially run into the completion assembly 2). With the opening profile deactivated, service tool 100 may be run past the lowest zone while continuously performing reverse washing operations.
[0072] The half cross-section views in FIGS. 13A to 13D illustrate one embodiment of an opening tool de-activator or "re-crippler" device 11. First viewing FIG. 13A, re-crippler 11 is shown having an outer housing assembly 220 which, while not specifically illustrated, will be understood to connect into the main body of the completion assembly 2 at the position generally suggested in FIG. 1A. The opening tool (carrying the opening tool profile 124 described above) will have a structure adapted to function with this version of re-crippler 11. This opening tool includes an outer sleeve 221 and inner sleeve 222. The outer sleeve 221 is initially fixed to inner sleeve 222 by shear pin 223. Outer sleeve 221 includes the shoulder 243 on its inner surface, shoulder 239 on its outer surface, and terminates with the hood section 225. Inner sleeve 222 will be directly connected to service tool 100 (not shown in FIG. 13A), thereby also indirectly connecting outer sleeve 221 to service tool 100 so long as shear pin 223 remains unsheared. Inner sleeve 222 includes the collet collar 242 which is ultimately attached to the opening profile collet 227. It will be understood that opening profile collet 227 is a conventional collet assembly which flexes outward (as shown in FIG. 13A) in its activated state and may flex inward (as shown in FIG. 13C) to obtain its de-activated state.
[0073] Positioned between outer sleeve 221 and housing assembly 220 is the re-crippling collet assembly 230. Re-crippling collet assembly 230 includes upper collet section 232 and lower collect section 231 which are joined by collet shear pin 233. Upper collet section 232 include the collet fingers 236 and 237, while lower collet section 231 includes outwardly facing profile 238 and inwardly facing profile 234. The shear pin 235 initially connects lower collet section 231 to housing assembly 220.
[0074] FIG. 13A illustrates the situation where the opening profile collet 227 is flexed outward in the active state and service tool 100 has been raised to the point where the operator has detected the load indication suggesting that opening profile member 227 has engaged the lower collet profile 234. Next in FIG. 13B, the operator has set down on service tool 100 with sufficient force to fail shear pin 235 and drive collet profile 234 downward into engagement with outer sleeve shoulder 240. It will be understood that shear pins 223 and 233 have a greater load rating and have not failed at this point. The lower collet profile 238 will shift downward into the recess in outer housing assembly 220 adjacent to outer body internal shoulder 241 and the upper collet finger 237 will shift downward to engage shoulder 239 on outer sleeve 221.
[0075] Next in FIG. 13C, upward force is pulled on service tool 100 sufficient to shear pin 233 (but still not sufficient to shear collet release shear pin 235. The upward force is also sufficient to disengage opening profile 227 from the lower collet profile 234. Because collect profile 238 is retained against outer body internal shoulder 241 and collet finger 237 engages outer sleeve shoulder 239, inner sleeve 222 continues to move upward with respect to the now stationary outer sleeve 221. This will ultimately force opening profile collet 227 against hood 225 and cause the opening profile collet 227 to collapse under hood 225 into its de-activated (crippled) state. Inner sleeve 221 will continue to move upward until the collet collar 242 meets the outer sleeve shoulder 243. It will be understood that shear pin 223 is designed to withstand sufficient load that opening profile collet 227 can be forced under hood 225 and forced into its de-activated position.
[0076] In the final operation suggested in FIG. 13D, further upward force has been applied to inner sleeve 222 which is transferred to outer sleeve 221 because of the abutment of collet collar 242 and sleeve shoulder 243. Force sufficient to shear shear pin 225 is now applied and upper collect section 232 is separated from lower collet section 231 (which is still held in place by profile 238 engaging shoulder 241 on outer housing assembly 220). As upper collet section 232 moves upward, its collet finger 237 transitions back into recess 245. At this stage, opening collet profile 227 has been re-crippled and all components of re-crippling collet 230 have been moved out of the way to provide the same full inner diameter for completion assembly 2 as existed prior to the start of the re-crippling procedure. Service tool 100 will likewise now be able to move up and down completion assembly 2 without the risk of opening collet profile 227 inadvertently opening treatment sleeves or activating other tools in the completion assembly.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2015-03-12 | Multilateral junction system and method thereof |
| 2015-03-26 | Inline non-targeted component removal |
| 2015-01-22 | Zone select stage tool system |
| 2014-06-26 | Liner hanger system |
| 2014-09-18 | Control choke system |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2015-11-05 | Over-coupling screen communication system |
| 2014-01-16 | Hydraulic screen table apparatus |
| 2013-09-12 | Actuation lockout system |
| 2013-01-03 | Apparatus to remotely actuate valves and method thereof |
| 2011-03-24 | Method and apparatus for injecting fluid in a wellbore |
| Top Inventors for class "Wells" | |
| Rank | Inventor's name |
|---|---|
| 1 | Michael L. Fripp |
| 2 | Jean Marc Lopez |
| 3 | Michael H. Johnson |
| 4 | Jørgen Hallundbaek |
| 5 | Dennis P. Nguyen |