Patent application title: EMERGENCY MOLTEN METAL PUMP OUT
Inventors:
Richard S. Henderson (Solon, OH, US)
Richard S. Henderson (Solon, OH, US)
Jon Tipton (Aurora, OH, US)
Jon Tipton (Aurora, OH, US)
Andrew Horsfall (Solon, OH, US)
Peter Cornelis Jetten (Oud-Beijerland, NL)
Paul Bosworth (Derbyshire, GB)
Assignees:
PYROTEK INC.
IPC8 Class: AF04D700FI
USPC Class:
417 53
Class name: Pumps processes
Publication date: 2014-12-11
Patent application number: 20140363309
Abstract:
A molten metal pump comprised of a metal base defining a pumping chamber
is provided. The pump further includes a motor mount adapted to receive a
motor, at least one metal post extending between the base and the motor
mount, and a metal shaft disposed between the motor and an impeller
disposed in the pumping chamber. A bearing ring engages the impeller. The
pumping chamber will include an inlet and an outlet. A steel riser tube
in fluid communication the outlet is also provided.Claims:
1. A molten metal pump comprised of a metal base defining a pumping
chamber and a motor mount adapted to receive a motor, at least one metal
post extending between said base and said motor mount, a metal shaft
extending between said motor and an impeller located in said pumping
chamber, at least one bearing ring engaging the impeller, the pumping
chamber including an inlet and an outlet, and a metal riser tube in fluid
communication with the outlet.
2. The pump of claim 1 wherein said base is comprised of a plurality of mated steel plates.
3. The pump of claim 1 wherein said impeller is comprised of a refractory material.
4. The pump of claim 2 wherein the steel plates are comprised of at least two different thicknesses.
5. The pump of claim 4 comprising at least an inner most plate of a greatest thickness, two outermost plates of the thinnest thickness, and two intermediate plates of intermediate thickness.
6. The pump of claim 5 wherein the pumping chamber is defined by the inner most plate.
7. The pump of claim 2 wherein at least two plates include recesses receiving the bearing rings.
8. The pump of claim 4, wherein a thicker of said steel plates defines the outlet.
9. The pump of claim 8, wherein said thicker steel plate is disposed between at least two thinner steel plates.
10. The pump of claim 7, wherein an expansion gasket is disposed between a radial edge of each bearing ring and an associated plate.
11. The pump of claim 2 wherein a gasket is disposed between adjacent plates.
12. The pump of claim 10 further including a sealing gasket disposed on an inboard horizontal face of each bearing ring.
13. The pump of claim 1 further including a generally U-shaped connector providing fluid communication between said riser and an outlet conduit.
14. The pump of claim 1 further comprising a coupling joining the shaft and the impeller, said coupling comprising a metal cup having a chamber configured to receive a portion of the impeller and a projection configured to mate with said shaft, a passage extending through a wall defining the cup and through said projection, said passage receiving a bolt such that said bolt passes through an opening in said impeller and is received in said passage through the coupling, a nut being provided on the bolt to secure the coupling to the impeller.
15. The pump of claim 14 wherein said projection includes external threads configured to receive an internally threaded end of the shaft.
16. The pump of claim 1 further comprising a metal basket surrounding the inlet.
17. A method for emergency pump out of a molten metal from a vessel, said method comprises identifying a condition precedent which requires rapid removal of the molten metal from the vessel, and then introducing a pump including at least a metal base, a metal post and a metal riser tube into the molten metal, rotating a shaft and impeller combination with a motor, said impeller disposed within said base and configured to direct molten metal into said riser tube, and introducing metal from said riser tube into a second vessel.
18. The method of claim 17 wherein said pump is introduced into said molten metal at temperature below 100.degree..
19. The method of claim 17 wherein said shaft is comprised of metal and said impeller is comprised of a refractory material.
20. A molten metal pump comprised of a metal base having a plurality of mated plates, said base defining a pumping chamber, a motor mount adapted to receive a motor, at least one metal post extending between said base and said motor mount, a metal shaft extending between said motor and a refractory impeller located in said pumping chamber, a refractory bearing ring engaging the impeller, the pumping chamber including an inlet and an outlet, a metal riser tube in fluid communication with the outlet, a gasket material disposed between each pair of adjacent metal plates, a gasket material disposed between each bearing ring and a surface of the metal base adjacent to the bearing ring, and a metallic coupling joins said impeller to the metal shaft.
Description:
[0001] This application claims the benefit of U.S. Provisional Application
61/832,376, filed Jun. 7, 2013, the disclosure of which is herein
incorporated by reference.
BACKGROUND
[0002] The present exemplary embodiment relates to a molten metal pump. It finds particular application as a pump suitable for emergency pump out situations, and will be described with particular reference thereto. However, it is to be appreciated that the present exemplary embodiment is also amenable to other like applications.
[0003] Molten metals such as aluminum, brass, bronze and zinc are commonly used. Of course, to be placed in a molten state, the metal must be exposed to elevated temperatures. A variety of types of furnaces and other devices are used for this purpose, including smelting furnaces for aluminum production, induction furnaces for metal processing, and refractory furnaces for metal recycling. The following paragraphs describe several varied systems in which a molten metal exists.
[0004] For example, Hall-Heroult manufactures aluminum smelting pots consisting of a rectangular steel box insulated with fire bricks along the bottom and the sides. Carbon blocks containing conductor rods are attached to the bottom brick lining, with the rods protruding from the cell structure. The sides of the cell are lined with carbon on top of the firebricks. Square anode blocks constructed form compressed petroleum, coke and coal tar are fixed to rods and suspended from two beam-like bus-bars attached to the cell structure, which as well as supplying electric current can lower or raise the anode blocks. Alumina is provided to the cell through an ore bin located above the cell and a portable fume extraction hood covers the cell. Aluminum is derived from the added aluminum within the melting pots via an electrolytic process.
[0005] As another example, induction furnaces employ electromagnetic energy to induce electrical currents within a charge of metal or metal alloy. The electrical resistance of the metal produces heat as a natural consequence of the induced currents flowing in the metal. The combination of applied electrical power and frequency can be chosen to induce sufficient heat within the metal to cause it to melt, providing a molten liquid which can be poured into molds or otherwise used to produce a wide variety of metal products. The basic elements of an induction furnace include an electromagnetic induction coil, a vessel having a lining of refractory material, and a support structure for the coil and vessel.
[0006] As a further example, metals may be melted in reverberatory furnaces. In a reverberatory furnace direct flame and radiation from hot refractory linings heat the metal. At its simplest, such a furnace is a steel box lined with alumina or other refractory brick having a flue at one end and a generally vertically lifting door at the other end closing a main entrance for the furnace through which a metal is directly charged into the furnace. The charge of molten metal may be introduced through the main entrance and lies in a shallow hearth having a relatively low roof so that flame passes across the surface of the charge. Conventional oil or gas burners are usually placed on either side of the furnace to heat the refractory lining and to melt the metal. The resulting molten metal is then transferred to a casting machine to produce metal ingot.
[0007] In the hot-dip galvanizing of an object, for example of iron, steel etc., the object is immersed in a bath of molten zinc, the iron and zinc forming alloys with one another. The molten zinc is typically housed in a refractory container during this process.
[0008] Each of these systems--and equipment not mentioned herein--is capable of failure. For example, within each of these systems a refractory lined vessel designed to withstand the extreme temperatures associated with molten metals may be employed. In operation, the interior surface of the refractory lining that contacts the molten metal can become sintered and brittle because of the extreme temperatures to which it is exposed. As the device is used repeatedly, the refractory expands and contracts in response to the heating and cooling cycles. Cracks form in the refractory, permitting small amounts of molten metal to migrate into the granular material. Failure can result in a dangerous situation where molten metal could escape containment.
[0009] Furthermore, each system requires the introduction of energy (e.g. heat or electricity) to keep the metal in a molten state. If the heating system were to fail (or for example power to the system is lost), the molten metal could solidify and ruin the system.
[0010] Accordingly, a means for rapid pump-out of molten metal would be advantageous should one of the failure situations described above, or a similar situation, be encountered (condition precedent to emergency pump out).
[0011] As those skilled in the art understand, molten metal pumps already exist that can remove molten metal from vessels. However, because of the high temperature environment in which these pumps operate, the pumps are constructed of a refractory material. Unfortunately, because of thermal expansion problems, a refractory pump cannot be immersed in molten metal without a relatively lengthy pre-heating process. Accordingly, a traditional refractory pump is unsuitable for emergency pump-out situations.
BRIEF DESCRIPTION
[0012] Various details of the present disclosure are hereinafter summarized to provide a basic understanding. This summary is not an extensive overview of the disclosure and is neither intended to identify certain elements of the disclosure, nor to delineate scope thereof. Rather, the primary purpose of this summary is to present some concepts of the disclosure in a simplified form prior to the more detailed description that is presented hereinafter.
[0013] In accordance with one aspect of the present exemplary embodiment, a molten metal pump comprised of a metal base defining a pumping chamber is provided. The pump further includes a motor mount adapted to receive a motor, at least one metal post extending between the base and the motor mount, and a metal shaft disposed between the motor and an impeller disposed in the pumping chamber. A bearing ring engages the impeller. The pumping chamber will include an inlet and an outlet and a metal riser tube in fluid communication with the outlet is also provided.
[0014] According to a further exemplary embodiment, a method for emergency pump out of a molten metal from a vessel is provided. The method comprises identifying a condition precedent which requires rapid removal of the molten metal from the vessel, and then introducing a pump including at least a metal base, a metal post and a metal riser tube into the molten metal. By rotating a shaft and impeller combination with a motor, the impeller being disposed within the base and configured to direct molten metal into the riser tube, molten metal is transferred through the riser tube into a second vessel. The present pump, constructed primarily from metal, does not require preheating and can be introduced into a molten metal even when the pump components are at a temperature below about 100° C.
BRIEF DESCRIPTION OF THE DRAWINGS
[0015] The invention consists in the novel parts, construction, arrangements, combinations and improvements, shown and described. The accompanying drawings, which are incorporated in and constitute a part of the specification illustrate one embodiment of the invention and together with the description, serve to explain the principles of the invention.
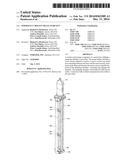
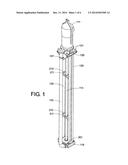
[0016] FIG. 1 is a perspective view of a molten metal pump;
[0017] FIG. 2 is a rear elevation view of the pump of FIG. 1;
[0018] FIG. 3 is a side elevation view of the pump of FIG. 1;
[0019] FIG. 4 is a top plan view of the pump of FIG. 1;
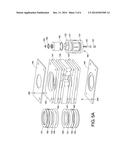
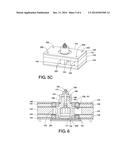
[0020] FIGS. 5A, 5B and 5C are representative of the pump base of FIG. 1 in various phases of assembly (FIG. 5A is fully exploded, FIG. 5B is partially exploded by part grouping, and FIG. 5C is assembled);
[0021] FIG. 6 is a cross-sectional view of a pump base; and
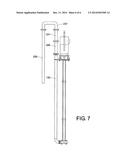
[0022] FIG. 7 is the molten metal pump of FIG. 1 including an outlet conduit adapter attached to the riser.
DETAILED DESCRIPTION
[0023] The exemplary embodiment has been described with reference to the preferred embodiments. Obviously, modifications and alterations will occur to others upon reading and understanding this description. It is intended that the exemplary embodiment be construed as including all such modifications and alterations insofar as they come within the scope of the appended claims or the equivalents thereof.
[0024] Turning now to the molten metal pump as shown in the figures, a motor 111 is attached to a rotatable shaft 113 by a coupling assembly (not visible). The shaft 113 is attached at its lower end to a rotatable impeller 117 which rotates within a pumping chamber 118 defined by base 119. A birdcage impeller of the type disclosed herein is suitable but alternative impeller embodiments are envisioned to work equally well. The impeller 117 and pumping chamber 118 are in fluid communication with an inlet 134 and an outlet 133 of the base 119. The use of a graphite or ceramic (refractory materials) impeller can advantageously minimize thermal expansion issues.
[0025] A first bearing ring pair 121 and a second bearing ring pair 122 are provided to allow proper rotation of the impeller 117. The bearing rings advantageously prevent erosion so that flow can be maintained. The motor 111 is supported and connected to the base assembly 119 by a pair of posts 125 which are attached to a motor mount platform 129 via bolt assemblies 131.
[0026] A riser tube 132 has a first end disposed in fluid communication with the outlet 133 in the base 119 and is secured at a second end to the motor mount platform 129 via a coupling adaptor 137. The shaft, posts and riser tube can be constructed of any high temperature resistant metal, such as stainless steel.
[0027] The base assembly is comprised of steel plates 140, 141, 142, 143 and 144. Of course, it is envisioned that more or fewer than five plates can be used to assemble the base. Three plates is considered to be the most likely minimum number. Interposed between each of the plates is sealing gasket 145, 146, 147 and 148 which can be constructed of Graphoil. The plates can be constructed, for example, from 304, 316 and/or 330 stainless steel. Silicon carbide bearing rings, particularly outer bearings 121 and 122 are seated within recesses in the base and are similarly surrounded by expansion gaskets (which can be constructed of FryeWrap XFP expanding paper from Unifrax Corporation) 150, 151, 152 and 153, forming an interface between the silicon nitride bonded silicon carbide bearing ring and the adjacent metal surfaces on the outside edge and outer wall. The expanding gaskets keep bearing rings aligned notwithstanding dissimilar thermal expansion. Additionally, sealing gaskets 154 and 155 seal the inside edge of the bearing rings.
[0028] Shaft 113 is secured to the impeller 117. Particularly, graphite impeller 117 can be machined with a quadralobal extension 160. Extension 160 can be shaped in the same manner as the shaft which is described in U.S. Pat. No. 5,634,770, herein incorporated by reference. Moreover, the quadralobal mating allows for dissimilar thermal expansions and high torque transfer. A cap member 170 having a cooperatively formed internal surface for receiving the extension 160 is positioned there over. Metal cap 170 includes a threaded head end 171 suitable for receiving a cooperatively threaded end of shaft 113. The male thread connection allows for field modification to the shaft. A bore 180 through impeller 117 is designed to receive a bolt 181 having a threaded end to receive nut 183. Tightening of nut 183 draws impeller 117 and cap 170 into a mated relationship.
[0029] A gasket material 190 (eg. Grafoil) can be positioned between the interface with shaft 113 and cap 170. Furthermore, a gasket 193 can be provided at the interface between cap 170 and a surface of impeller 117. A graphite plug 191 can be inserted into the bore 180 of the impeller 117 to seal the bolt 181 from exposure to molten metal.
[0030] Plates 140-144 are equipped with aligned passages 200 designed to receive bolt and nut assemblies 201 suitable for simultaneously mating the plates 140-144 together to form base 119 and attaching posts 125 to the base 119. Posts 125 can include cross members 210 which include alignment passages 211 (optionally with, bearing rings) serving as a guide for shaft 113. The pump can generally be approximately at least 3 meters long and maintain its functional stability because of the steel superstructure.
[0031] Plate 142 can include a plurality of tap holes 220 designed to receive screws 221 suitable for joining riser tube 132 to the base 119 adjacent outlet 133. Hook elements 230 are secured to the motor mount 129 to facilitate the lifting of the pump assembly into the desired location.
[0032] The present pump provides a suitable emergency pump out apparatus. More particularly, because thermal expansion mismatches are minimized via the pump design, no preheating is required. Accordingly, the pump can be immediately disposed within a body of molten metal when required. The pump is particularly advantageous because of its steel construction it can be readily disposed within molten aluminum and molten zinc (and other molten metals) whereas a traditional graphite pump requires a super structure above the furnace to keep the pump in place because of its comparatively high buoyancy.
[0033] As articulated above, it may be desirable for the pump to be at least 3 meters in length, in which case each of the shaft 113, posts 125 and riser tube 132 will be at least 3 meters in length. Moreover, this length is anticipated to be sufficient to allow the base to be deployed adjacent a lower portion of the molten metal containment vessel, wherein molten metal is lifted via riser tube 132 above the height of a sidewall of the containment vessel. Of course, in certain situations, a taller system may be desired.
[0034] Furthermore, in certain environments, it may be desirable for the riser tube to have a length greater than the post/shaft elements. For example, with reference to FIG. 7, it may be desirable to provide the riser tube 132 with height extending conduits 229 and 231 and generally u-shaped elbow 233 in fluid communication with an outlet conduit 235. This allows safe discharge into a holding unit.
[0035] As noted previously, since base 119 may be disposed on a bottom floor of the vessel being evaluated, it may be exposed to dross and other occlusions. Accordingly, in selected embodiments, it may be advantageous to provide a steel basket 249 (or screen) surrounding the inlet 134. Moreover, the basket 249 can define a plurality of relatively smaller openings 251 that can discourage large dross pieces or inclusions from entering and damaging the pump (see FIG. 6).
[0036] The exemplary embodiment has been described with reference to the preferred embodiments. Obviously, modifications and alterations will occur to others upon reading and understanding the preceding detailed description. It is intended that the exemplary embodiment be construed as including all such modifications and alterations insofar as they come within the scope of the appended claims or the equivalents thereof.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2014-12-25 | Reciprocating compressors having timing valves and related methods |
| 2014-12-25 | Sensorless magnetic levitation vacuum pump and sensorless magnetic levitation device |
| 2014-12-25 | Compressor system for natural gas, method of compressing natural gas and plant using them |
| 2014-12-25 | Variable displacement swash plate type compressor |
| 2014-12-25 | Capacity modulation system for compressor and method |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2019-05-16 | Method for remanufacturing fluid end block |
| 2019-05-16 | Microelectromechanical systems fabricated with roll to roll processing |
| 2018-01-25 | Pump assembly having integrated controller and motor with internal active cooling |
| 2018-01-25 | Pump for operation in radioactive environment |
| 2017-08-17 | Transmission for pump such as hydraulic fracturing pump |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2022-08-25 | Dosing pump trigger system |
| 2021-10-07 | Repositionable molten metal pump |
| 2016-04-28 | Overflow molten metal transfer pump with gas and flux injection |
| 2015-03-12 | Molten metal scrap submergence apparatus |
| 2014-08-21 | Scrap submergence system |
| Top Inventors for class "Pumps" | |
| Rank | Inventor's name |
|---|---|
| 1 | Masaki Ota |
| 2 | Ken Suitou |
| 3 | Alex Horng |
| 4 | Yusuke Yamazaki |
| 5 | Lars Hoffmann Berthelsen |