Patent application title: DIRECT AIR MOTOR DRIVEN PUMP TO DISPENSE VALVE
Inventors:
Graco Minnesota Inc. (Minneapolis, MN, US)
Robert J. Lind (Robbinsdale, MN, US)
Paul R. Quam (Brooklyn Center, MN, US)
Daniel P. Ross (Maplewood, MN, US)
Daniel P. Ross (Maplewood, MN, US)
Assignees:
Graco Minnesota, Inc.
IPC8 Class:
USPC Class:
2221465
Class name: With heating or cooling means heating only by electrical energy
Publication date: 2013-05-09
Patent application number: 20130112711
Abstract:
A hot melt system includes a melt system, a feed system, and a dispensing
system. Unlike traditional hot melt systems, the melt system is directly
connected to a motor-driven pump of the dispensing system, without an
intervening accumulation device.Claims:
1. A hot melt system comprising: a melt system capable of heating hot
melt pellets into a liquid; a feed system for transporting hot melt
pellets to the melt system; and a dispensing system for administering
liquefied hot melt pellets from the melt system, the dispensing system
including: a motor; a pump driven by the motor; and a dispenser directly
connected to the pump.
2. The hot melt system of claim 1, further comprising a container for storing unmelted hot melt pellets, and from which the feed system receives hot melt pellets.
3. The hot melt system of claim 1, wherein the pump has a changeover time of less than 250 milliseconds.
4. The hot melt system of claim 1, wherein the motor is an air motor.
5. The hot melt system of claim 3, wherein the motor is a double acting piston pump.
6. The hot melt system of claim 1, wherein the dispenser comprises a manifold and a dispensing module, the dispensing module having an outlet.
7. The hot melt system of claim 6, wherein the pump has an outlet and the dispenser manifold has an inlet, and the outlet of the pump is directly connected to the inlet of the dispenser manifold.
8. The hot melt system of claim 6, wherein the manifold has an outlet and the dispensing module has an inlet, and the outlet of the manifold is directly connected to the inlet of the dispensing module.
9. The hot melt system of claim 6, further comprising a plurality of outlets from the dispenser manifold.
10. The hot melt system of claim 1, wherein the dispenser is coupled to the pump via a coupling that defines a fixed flow path volume.
11. A hot melt adhesive dispensing system, comprising: a motor; a pump having a changeover time of less than 250 milliseconds of operating time, wherein the pump is driven by the motor, for pumping a liquid hot melt adhesive; and a dispenser, directly connected to the pump, for dispensing the liquid hot melt adhesive.
12. The dispensing system of claim 11, wherein the motor is an air motor.
13. The dispensing system of claim 11, wherein there is no accumulation device between the pump and the dispense valve.
14. The dispensing system of claim 11, wherein the pump is a double-acting piston pump.
15. A method of dispensing hot melt adhesive, the method comprising: melting pellets of adhesive in a melt system to form a liquid adhesive; pumping the liquid adhesive to a dispenser manifold that is directly connected to a pump outlet; and dispensing the liquid adhesive from the dispenser manifold through a module.
16. The method of claim 15, further comprising supplying the pellets of unmelted adhesive from a container to the melt system.
17. The method of claim 15, wherein pumping the liquid adhesive to the dispenser manifold includes using a pump.
18. The method of claim 17, wherein the pump is a double-acting piston pump.
19. The method of claim 15, wherein dispensing the liquid adhesive further includes selectively dispensing liquid adhesive from any of a plurality of valves connected to the dispenser manifold.
20. The method of claim 15, further comprising passing the liquid adhesive from the pump outlet to the manifold through a fixed-volume flow path.
Description:
CROSS-REFERENCE TO RELATED APPLICATION
[0001] This application claims priority to U.S. Provisional Application No. 61/556,541, filed on Nov. 7, 2011, and entitled "Direct Air Motor Driven Pump to Dispense Valve," the disclosure of which is incorporated by reference in its entirety.
BACKGROUND
[0002] The present disclosure relates generally to systems for dispensing hot melt adhesive. More particularly, the present disclosure relates to a hot melt pump with sufficiently uniform dispensing rates and fewer components.
[0003] Hot melt dispensing systems are typically used in manufacturing assembly lines to automatically dispense an adhesive used in the construction of packaging materials such as boxes, cartons and the like. Hot melt dispensing systems conventionally comprise a material tank, heating elements, a pump and a dispenser. Solid polymer pellets are melted in the tank using a heating element before being supplied to the dispenser by the pump. Because the melted pellets will re-solidify into solid form if permitted to cool, the melted pellets must be maintained at temperature from the tank to the dispenser. This typically requires placement of heating elements in the tank, the pump and the dispenser, as well as heating any tubing or hoses that connect those components. Furthermore, conventional hot melt dispensing systems typically utilize tanks having large volumes so that extended periods of dispensing can occur after the pellets contained therein are melted. However, the large volume of pellets within the tank requires a lengthy period of time to completely melt, which increases start-up times for the system. For example, a typical tank includes a plurality of heating elements lining the walls of a rectangular, gravity-fed tank such that melted pellets along the walls prevents the heating elements from efficiently melting pellets in the center of the container. The extended time required to melt the pellets in these tanks increases the likelihood of "charring" or darkening of the adhesive due to prolonged heat exposure.
SUMMARY
[0004] A hot melt system includes a melt system, a feed system, and a dispensing system. The feed system transports hot melt pellets to the melt system. The melt system heats hot melt pellets into a liquid, which is then dispensed. The dispensing system includes a motor, a pump, and a dispenser. The pump is driven by the motor, and the dispenser is directly connected to the outlet of the pump.
BRIEF DESCRIPTION OF THE DRAWINGS
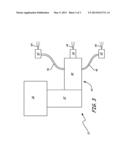
[0005] FIG. 1 is a schematic view of a system for dispensing hot melt adhesive.
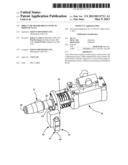
[0006] FIG. 2 is a partial perspective view of a system for dispensing hot melt adhesive with a pump directly connected to a manifold.
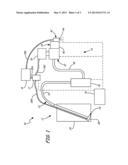
[0007] FIG. 3 is a schematic view of a system for dispensing hot melt adhesive, the system having three dispense points.
DETAILED DESCRIPTION
[0008] FIG. 1 is a schematic view of system 10, which is a system for dispensing hot melt adhesive. System 10 includes cold section 12, hot section 14, air source 16, air control valve 17, and controller 18. In the embodiment shown in FIG. 1, cold section 12 includes container 20 and feed assembly 22, which includes vacuum assembly 24, feed hose 26, and inlet 28. In the embodiment shown in FIG. 1, hot section 14 includes melt system 30, pump 32, and dispenser 34. Air source 16 is a source of compressed air supplied to components of system 10 in both cold section 12 and hot section 14. Air control valve 17 is connected to air source 16 via air hose 35A, and selectively controls air flow from air source 16 through air hose 35B to vacuum assembly 24 and through air hose 35C to motor 36 of pump 32. Air hose 35D connects air source 16 to dispenser 34, bypassing air control valve 17. Controller 18 is connected in communication with various components of system 10, such as air control valve 17, melt system 30, pump 32, and/or dispenser 34, for controlling operation of system 10.
[0009] Components of cold section 12 can be operated at room temperature, without being heated. Container 20 can be a hopper for containing a quantity of solid adhesive pellets for use by system 10. Suitable adhesives can include, for example, a thermoplastic polymer glue such as ethylene vinyl acetate (EVA) or metallocene. Feed assembly 22 connects container 20 to hot section 14 for delivering the solid adhesive pellets from container 20 to hot section 14. Feed assembly 22 includes vacuum assembly 24 and feed hose 26. Vacuum assembly 24 is positioned in container 20. Compressed air from air source 16 and air control valve 17 is delivered to vacuum assembly 24 to create a vacuum, inducing flow of solid adhesive pellets into inlet 28 of vacuum assembly 24 and then through feed hose 26 to hot section 14. Feed hose 26 is a tube or other passage sized with a diameter substantially larger than that of the solid adhesive pellets to allow the solid adhesive pellets to flow freely through feed hose 26. Feed hose 26 connects vacuum assembly 24 to hot section 14.
[0010] Solid adhesive pellets are delivered from feed hose 26 to melt system 30. Melt system 30 can include a container (not shown) and resistive heating elements (not shown) for melting the solid adhesive pellets to form a hot melt adhesive in liquid form. Melt system 30 can be sized to have a relatively small adhesive volume, for example about 0.5 liters, and configured to melt solid adhesive pellets in a relatively short period of time. Pump 32 is driven by motor 36 to pump hot melt adhesive from melt system 30, through supply hose 38, and deliver it to dispenser 34. Motor 36 can be an air motor driven by compressed air from air source 16 and air control valve 17. Pump 32 can be a linear displacement pump driven by motor 36. In the illustrated embodiment, dispenser 34 includes manifold 40 and dispensing module 42. Hot melt adhesive from pump 32 is received in manifold 40 and dispensed via dispensing module 42. Dispenser 34 can selectively discharge hot melt adhesive whereby the hot melt adhesive is sprayed out outlet 44 of dispensing module 42 onto an object, such as a package, a case, or another object benefiting from hot melt adhesive dispensed by system 10. Dispensing module 42 can be one of multiple dispensing modules that are part of dispenser 34. In an alternative embodiment, dispenser 34 can have a different configuration, such as a handheld gun-type dispenser. Some or all of the components in hot section 14, including melt system 30, supply hose 38, pump 32, and dispenser 34, can be heated to keep the hot melt adhesive in a liquid state throughout hot section 14 during the dispensing process.
[0011] System 10 can be part of an industrial process, for example, for packaging and sealing cardboard packages and/or cases of packages. In alternative embodiments, system 10 can be modified as necessary for a particular industrial process application. For example, in one embodiment (not shown), pump 32 can be separated from dispenser 34 and instead attached to melt system 30. Supply hose 38 can then connect pump 32 to dispenser 34.
[0012] FIG. 2 is a partial perspective view of system 10, showing pump 32 (with pump inlet 48 and pump outlet 50), dispenser 34, and motor 36. Dispenser 34 includes manifold 40 and dispensing module 42. In the embodiment shown in FIG. 2, motor 36 is an air motor, which drives shaft 52 in a reciprocating motion to drive a linear piston pump comprising pump 32. For example, NXT® air motors and MERKUR® pumps that are commercially available from Graco Inc. may be used as motor 36 and pump 32, respectively. Pump 32 has a changeover time, which is the amount of time that the pump takes to reverse direction.
[0013] As shaft 52 is changing directions, pump 32 has a slower speed as compared to when shaft 52 is moving between its extreme positions. The amount of time pump 32 takes to change directions is preferably less than 250 milliseconds, more preferably less than 150 milliseconds, and even more preferably less than 100 milliseconds.
[0014] Shaft 52 connects air motor 36 to pump 32. Pump inlet 48 is connected to melt system 30 (FIG. 1). Dispenser 34 is directly connected to pump 32 at pump outlet 50 via pipe 54, without an intervening accumulation hose or other device or structure that provides accumulation. Directly coupled indicates that a fluid passage of fixed or constant volume (e.g. non-expandable) is positioned between pump outlet 50 and dispenser 34. Pipe 54 is rigid, such as from being fabricated from steel or aluminum, so as to resist flexing. In other embodiments, a housing for pump 32 and a housing for manifold 40 can be fabricated from the same material, as an integral or monolithic component. In those embodiments, pipe 54 may be a hole cut through the integral or monolithic component. Thus, as motor 36 runs, pump 32 will take in liquefied adhesive at pump inlet 48. The liquefied adhesive is pumped directly to dispenser 34 via pipe 48 and pump outlet 50, and through manifold 40 to dispensing module 42, where it is dispensed through outlet 44. The embodiment shown in FIG. 2 does not include an accumulation hose between pump 32 and dispenser 34. By utilizing a pump with low changeover time, the accumulation hose is no longer necessary to provide suitable uniformity of dispensing rates for many applications.
[0015] By using a pump with short changeover time, variability in the output rate of a hotmelt adhesive dispensing system is minimized. Pumps with longer changeover times create pressure profiles that are not constant with respect to time, which results in shot sizes from dispensing module 42 having different volumes. To alleviate this drawback, conventional hot melt systems often incorporate a tube of an elastic material to provide an "accumulation" effect, storing energy during pressure peaks and releasing it during periods of low pressure. However, not all applications require precise shot sizes. Furthermore, elastic hoses need to be heated and maintained, which adds to cost to the operation of the system. In one embodiment of the invention, a dispenser has no accumulator, and the manifold is directly connected to the pump.
[0016] FIG. 3 is a schematic diagram of a portion of system 10. FIG. 3 shows pump 32, dispenser 34, and motor 36. As described in FIG. 2, pump 32 is connected to both dispenser 34 and motor 36. There is no accumulation hose between pump 32 and manifold 40 of dispenser 34. Dispenser 34 includes manifold 40, dispensing modules 42, and outlets 44. In the embodiment shown in FIG. 3, there are three dispensing modules 42. One dispensing module 42 is attached directly to manifold 40, as shown in FIG. 2. Additionally, two dispensing modules 42 are connected to manifold 40 by hoses 46.
[0017] Most hoses will have some accumulation effect due to elasticity of the material that makes up the hose. For example, hoses 46 may be made of an elastomer such as vulcanized rubber, or a metal, each of which has some elasticity. The invention includes those embodiments of system 10 which have hoses capable of accumulation effect downstream of manifold 40. In FIG. 3, there is no accumulation hose between pump 32 and manifold 40, and none between manifold 40 and one of dispensing modules 42. FIG. 3 shows that multiple dispensers 34 may be included within system 10. Dispensers 34 may be connected to manifold 40 either directly or through an intermediate structure, such as hoses 46.
[0018] While the invention has been described with reference to an exemplary embodiment(s), it will be understood by those skilled in the art that various changes may be made and equivalents may be substituted for elements thereof without departing from the scope of the invention. In addition, many modifications may be made to adapt a particular situation or material to the teachings of the invention without departing from the essential scope thereof. Therefore, it is intended that the invention not be limited to the particular embodiment(s) disclosed, but that the invention will include all embodiments falling within the scope of the appended claims.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2013-12-19 | Injection molded diaphragm pump for liquid color with quick release |
| 2013-12-19 | Precision measurement dispenser |
| 2013-12-26 | Trigger pump dispenser |
| 2011-07-21 | Under counter drinking fountain |
| 2013-12-19 | Handheld applicator suitable for gun valve containers |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2018-01-25 | Valve device for an ice cube dispensing conduit in a refrigerator |
| 2016-02-04 | Viscous material warming device |
| 2016-01-28 | Induction heating device for shaving and cosmetic applications |
| 2016-01-07 | Water dispenser |
| 2015-12-17 | Portable transportable storage unit for dispensing a fuel additive |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2015-11-05 | Thermal break for hot melt system fluid line |
| 2014-09-18 | Removable module service seat |
| 2014-09-18 | Melting system |
| Top Inventors for class "Dispensing" | |
| Rank | Inventor's name |
|---|---|
| 1 | Nick E. Ciavarella |
| 2 | John J. Mcnulty |
| 3 | Robert L. Quinlan |
| 4 | Heiner Ophardt |
| 5 | Andrew Jones |