Patent application title: DEVICE AND PROCESS FOR CONTROLLING THE EFFICIENCY OF A METAL ELECTRODEPOSITION BATH
Inventors:
Frederic Lagrange (Avanton, FR)
Herve Molet (La Celle Saint Avant, FR)
Assignees:
SNECMA
IPC8 Class: AC25D2112FI
USPC Class:
205 84
Class name: Involving measuring, analyzing, or testing controlling coating process in response to measured or detected parameter parameter is thickness, weight, or composition of coating
Publication date: 2013-01-10
Patent application number: 20130008797
Abstract:
Arranged in a bath contained in a tank are respectively an anodic
electrode and a cathodic electrode, which are connected to an electric
current generator. The cathodic electrode can be composed of a plurality
of individual test specimens suitable for being immersed in the metal
bath, and the device additionally includes a controllable electric power
supply unit for the individual cathodic test specimens, which is
connected to the current generator and includes a mechanism for
controlling the current passing through the cathodic test specimens so
that a given current flows in each of them.Claims:
1-10. (canceled)
11: A device for testing efficiency of a metal electroplating bath contained in a tank, or for testing efficiency under conditions for producing plated workpieces, the device comprising: electrodes, respectively anodes and cathodes, connected to an electrical-current generator, the cathode including a number of individual samples configured to be submerged in the metal electroplating bath and supplied with power by an electrical power supply that is controllable and connected to the current generator and that comprises means for adjusting the current flowing through the cathode samples so that in each of the samples a given current flows, wherein the individual cathode samples are suspended from a sample holder placed above the metal bath in the tank so that practically only the samples are submerged in the bath.
12: The device as claimed in claim 11, in which the sample holder can move vertically, so as to lower and raise the samples relative to the tank, and horizontally in the bath of the tank.
13: The device as claimed in claim 11, in which the current-adjusting means of the electrical-power-supply unit are defined, for each cathode sample, by a variable resistor connected on one side to the current generator and on the other side to the corresponding cathode sample.
14: The device as claimed in claim 13 in which, between each variable resistor and its corresponding cathode sample, an instrument is provided for measuring current flowing into the sample.
15: The device as claimed in claim 11, in which the individual cathode samples are a same size and disk shaped.
16: The device as claimed in claim 11, further comprising means for stirring the metal bath associated with the tank.
17: The device as claimed in claim 11, in which, for the bath in the tank, two anodes taking the form of parallel grids or plates are provided, between which the cathode samples are arranged.
18: The device as claimed in claim 11, in which the individual cathode samples are arbitrarily arranged in the bath or are aligned and regularly spaced apart from one another in one and a same horizontal plane.
19: A method for testing efficiency of a metal electroplating bath contained in a tank, or under conditions for producing plated workpieces, using the testing device as defined in claim 11, and comprising: weighing the individual cathode samples before they are placed on the moveable sample holder of the device; suspending the samples from the sample holder; submerging the suspended samples in the electroplating bath; individually subjecting the samples to a chosen, adjustable current; removing the samples from the bath using the moveable sample holder once a metal coating has been deposited on the samples; and weighing the coated samples so as to determine the weight of the coating deposited on each sample.
20: The method as claimed in claim 19, in which, after the coated samples have been weighed, efficiency graphs are produced for each tested bath, the graphs showing a deposition rate as a function of current density in each sample and, if required, the efficiency graphs obtained during testing of the bath are used to modify at least one of the bath parameters, so as to deposit coatings on workpieces under optimal production conditions.
Description:
[0001] The present invention relates to a device and a method for testing
the efficiency of a metal electroplating bath (especially containing
metal elements and additives) and more particularly, although not
exclusively, the thickness of the metal coating deposited on the
workpieces treated and its external appearance, e.g. its sheen.
[0002] Before workpieces are electroplated (coated) with such coatings, it is necessary to test the liquid-metal electroplating bath in question, especially so as to determine the bath temperature and composition that will, under the action of a given current, provide the coating obtained on the treated workpiece with a certain thickness and/or sheen or with another desired property such as, for example, a high corrosion resistance, for mechanical workpieces, or a particular sheen or brilliance for jewelry pieces, etc.
[0003] Currently, testing devices of this type are generally Hull cells (see U.S. Pat. No. 2,149,344, for example). These devices comprise a tank that contains a bath of the liquid-metal to be deposited by electroplating; electrodes, anodes and cathodes respectively, submerged in the bath; and a current generator connecting the electrodes. The cathode, on which the metal coating is deposited, takes the form of a metal plate that is rectangular or of another shape and that is inclined relative to the anode so that the distance separating them gradually varies from one end of the plate to the other.
[0004] Thus, under the electric current (amperage) delivered by the generator and flowing through the metal electroplating bath between the electrodes, and due to the gradual increase in the distance separating the electrodes, the current density (ratio of the current to the area of the cathode) varies and the thickness of the metal coating deposited will gradually change over the length of the inclined cathode plate, the sheen of the latter also changing. Thus it is possible to study the influence of current density on the amount of metal deposited (thickness of the coating, sheen, etc.) under preset electrolysis conditions.
[0005] Although the above Hull-cell testing device gives reliable results, it nevertheless has many drawbacks, the most important of which are listed below.
[0006] 1. Firstly, it does not allow a selected given range of current densities to be scanned with precision since, for a given current applied to the anode, the range of current densities received by the inclined cathode plate depends on the latter.
[0007] 2. It does not allow the real current density at each point on the cathode to be measured, thus a software package is used to calculate the theoretical current density at a considered point, or tables or charts supplied by the manufacturer are used.
[0008] 3. It also does not allow the efficiency (proportional to the metal weight deposited as a function of the current density) of the coating deposited on the inclined cathode to be measured because the device uses an inclined metal plate as a cathode making it impossible to measure the weight deposited as a function of the current density. For a coating of a given thickness deposited on the inclined plate, the exact current density applied is not known.
[0009] 4. It does not account for the real hydrodynamic conditions in industrial tanks, which use stirred baths. Conventional Hull-cell devices are intended for laboratory use, in small tanks with unstirred baths.
[0010] 5. Hardware is required to guarantee the temperature of the electrolyte (bath) tested.
[0011] Admittedly, to obviate drawback 4, the inclined cathode plate may be replaced with a rotating metal cylinder, the rotation of which results in a nonzero velocity between the cathode and the liquid of the bath.
[0012] Furthermore, in document US 2004/0262152, a device is described for testing the properties of a metal bath, which device comprises, in a base and a cover of the device, an insulating substrate coated with separate electrode segments or sections in which currents are made to flow in order to determine the thickness or weight of the coating deposited thereon depending on the current made to flow therein. However, such a device has an irregular shape and a sizeable volume and is completely arranged in the bath and, as a result, could only be applied to industrial tanks with difficultly. It is more suited to laboratory tanks.
[0013] The aim of the present invention is to alleviate these various drawbacks, and it relates to a device and a method for testing the efficiency of a metal electroplating bath, the design of which device allows, inter alia: a selected range of current densities to be scanned with precision; the real current density to be measured for each point; the coating deposited to be measured, and its weight, thickness, and sheen to be deduced from said measurements for a given current density; and real hydrodynamic conditions to be accounted for.
[0014] For this purpose, the device for testing the efficiency of a metal electroplating bath contained in a tank, especially under the conditions for producing workpieces, comprises electrodes, respectively anodes and cathodes, connected to an electrical-current generator, said cathode consisting of a number of individual samples able to be submerged in said metal electroplating bath and supplied with power by an electrical power supply that is controllable. The latter is connected to the current generator and comprises means for adjusting the current flowing through said cathode samples so that in each of said samples a given current flows.
[0015] The above device is noteworthy in that the individual cathode samples are suspended from a sample holder placed above the metal bath in the tank so that practically only the samples are submerged in said bath.
[0016] Thus, by virtue of the device of the invention, a metal coating is deposited simultaneously, and during one and the same test, on each of the individual cathode samples, each of the latter being subjected to separate current densities. Thus, for a plurality of samples subjected to a selected and precise range of variable and separate current densities, different coatings, corresponding to the current densities used, are obtained on said samples. Therefore, the weight of the coating deposited on each sample, each sample being directly subjected to a specific current density, allows the efficiency of the tested bath in question to be precisely determined (especially by weighing before and after the test) and the thickness, sheen and other properties obtained for a given current density may thus be determined.
[0017] In addition, since practically only the samples make contact with the bath in the industrial tank, the rest of the device being located on the outside, the measurements taken are reliable and repeatable and there is no risk of the device interfering with these measurements. Furthermore, the sample holder can advantageously not only move vertically, to submerge the samples, but can also move horizontally, the horizontal movement of the suspended samples providing a relative velocity between the surface to be coated and the liquid-metal bath, when the latter is being tested.
[0018] Next, after the efficiency of the metal-electrolyte bath in question has been measured by the device (as a function of its composition, Ph, temperature and other parameters), workpieces to be treated (plated) will next be subjected to the current chosen in order to obtain, on the latter, the desired coating with a thickness corresponding to a given corrosion resistance or a particular sheen.
[0019] The device of the invention overcomes the drawbacks of the prior art by covering, using individual cathode samples, a preset and precise range of current densities; measurements on the coatings deposited on each individual sample, proportional to the metal weight deposited from the bath and depending on the current density applied, allowing the efficiency of the tested bath to be determined.
[0020] Once the bath has been tested, the one or more workpieces to be treated are submerged in the bath and subjected to a given current corresponding to the thickness of the metal coating to be deposited. The testing device may thus be used periodically to monitor the bath.
[0021] In one preferred embodiment, the current-adjusting means of the electrical-power-supply unit are defined, for each cathode sample, by a variable resistor connected on one side to the current generator, and on the other side to the corresponding cathode sample. The simplicity of the adjusting means will be noted, this simplicity ensuring the unit operates reliably.
[0022] Furthermore, between each variable resistor and its corresponding cathode sample, an instrument is advantageously provided for measuring the current flowing into the sample, the instrument being an ammeter or similar. Thus, the device reads the current directly and the real current density at each point on the cathode samples is calculated, or else the ammeter is graduated in a particular way in order to display the density.
[0023] Preferably, when the tank is an industrial tank in which workpieces to be treated will subsequently be submerged, the individual cathode samples are arbitrarily arranged in said bath, because the substantial size of said industrial tank means that there is little or no "interference" between the cathode samples.
[0024] However, the individual cathode samples could be arranged in one and the same horizontal plane in the metal bath, the cathode samples aligned in said horizontal plane possibly being regularly spaced apart relative to one another.
[0025] In particular the individual cathode samples are the same size and disk shaped.
[0026] Moreover, means for stirring the metal bath are associated with the tank, especially when the latter is an industrial tank. The bath in the tank is furthermore provided with two anodes taking the form of preferably parallel grids or plates, between which the cathode samples are arranged.
[0027] The invention also relates to a method for testing the properties of a metal electroplating bath contained in a tank, under the conditions for producing plated workpieces. This method is noteworthy in that it uses the testing device such as defined above, and in that it comprises steps consisting in: [0028] weighing the individual cathode samples before they are placed on the moveable sample holder of the device; [0029] suspending the samples from the sample holder; [0030] submerging the suspended samples in the electroplating bath; [0031] individually subjecting the samples to a chosen, adjustable current; [0032] removing the samples from the bath using the moveable sample holder once a metal coating has been deposited on said samples; and [0033] weighing the coated samples so as to determine the weight of the coating deposited on each sample.
[0034] Advantageously, after the coated samples have been weighed, efficiency graphs are produced for each tested bath, these graphs showing the deposition rate as a function of the current density in each sample, and the efficiency graphs obtained during testing of the bath are used to modify at least one of the bath parameters, if required, so as to deposit coatings on workpieces under optimal production conditions.
[0035] Thus, such a method and such a device may be used to characterize the efficiency of a bath directly, whether it is new or in use, the parameters established possibly being used in the plating of workpieces, avoiding scrappage of the latter, and may also be easily tailored to any type of tank and/or bath in a workshop or the like.
[0036] The appended drawings will make it possible to understand how to produce the invention. In these figures, identical references denote similar elements.
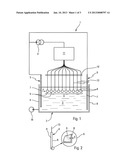
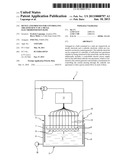
[0037] FIG. 1 is a schematic cross-sectional view of a device for testing a metal electroplating bath, according to the invention.
[0038] FIG. 2 is an enlarged view of one of said individual cathode samples, as viewed along the direction of the arrow F in FIG. 1.
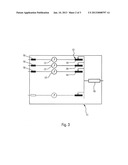
[0039] FIG. 3 shows the controllable electrical power supply unit of each of the cathode samples of the device.
[0040] FIGS. 4 and 5 show exemplary efficiency curves for various baths, obtained using the device for testing and implementing the method according to the invention.
[0041] The testing device 1 shown schematically in FIG. 1 is associated, in this example, with an industrial tank 2 containing the liquid-metal electroplating bath 3, it being desired to test the efficiency of the composition of this bath with respect to certain operating criteria. Specifically, the latter will then be used to adjust production parameters in order to obtain the desired result on the workpieces to be treated, especially regarding mechanical properties, external appearance, etc., which depend on the thickness of the deposited coating, and therefore on the current used.
[0042] In a preferred application of the invention, the metal bath is a platinum bath (Pt2+ and Pt4+ ions) to which additives are added with a view to depositing, by making an electrical current, supplied by a current generator 4, flow between anodes 5 and cathodes 6 submerged in the bath 3, a platinum coating on the vanes of a turbojet or analogous device forming the cathode, and thus improving their ability to resist oxidation and corrosion.
[0043] The testing device could of course be associated with another type of tank, such as a laboratory tank.
[0044] In this substantially parallelepiped-shaped industrial tank 2, the anode 5 is defined by two anodes in the form of metal grids or plates 7, shown lying parallel here, though they are not necessarily parallel, the plates or grids 7 being arranged vertically along two opposite lateral sides 8 of the tank. The cathode 6, which will subsequently be defined by the one or more workpieces to be treated, consists, in the testing device 1 of the invention, of a plurality of individual cathode samples 9. Each of these samples will be subjected, as will be seen below, to a specific electrical current that is different to the currents flowing in the other samples, in order for coatings to be plated on said samples with separate currents and for the resultant weight and, therefore, thickness to be measured (it would also be possible to attempt to obtain the same weight using a given range of currents).
[0045] More particularly, the individual cathode samples 9 are the same size and, in this example, there are ten of them, all of which have a solid disk shape, as FIGS. 1 and 2 show. Furthermore, the cathode samples 9 are submerged in the metal bath 3 and the disks thereof are arranged perpendicular to the anodes and are horizontally aligned. This arrangement is not the only possible arrangement, as will be seen below. All of these samples are suspended from a sample holder, reference number 10 in FIG. 1, by respective lines 13, which holder can advantageously be controlled so as, on the one hand, to move the samples 9 horizontally so as to provide a relative velocity between the samples and the bath, and to mix the bath 3 to a small extent, and on the other hand, vertically so as to raise and lower the samples 9 relative to the liquid-metal electroplating bath 3. Of course, the number and the shape of the samples could be different. The sample holder is moved horizontally, in this exemplary industrial tank, by a system (not shown) for holding production workpieces.
[0046] In order to adjust the current flowing through the individual samples to a value that is specific to each of them, the testing device 1 comprises a controllable electrical power supply unit 11 that is, on one side, connected to the current generator 4, and on the other side, connected to the individual cathode samples 9. In particular, as will be better seen in FIG. 3, the unit 11 includes means 12 for adjusting the current flowing through the samples to the desired value, which means 12 consist of as many electrically or electronically variable resistors 14 as there are individual cathode samples 9. All of these individual variable resistors 14 are connected, on one side, to a common connector 15 for connection to the current generator 4, while each of said resistors 14 is connected, on the other side, to the line 13 of the relevant cathode, by a connector 16.
[0047] It will thus be understood that adjustment of the variable resistors 14 allows the magnitude of the current flowing through each of the samples 9, and therefore the current density (current magnitude/area of the sample) studied, to be chosen for each sample submerged in the metal bath.
[0048] Moreover, an instrument 17 is provided for measuring the current flowing through each resistor, such as an ammeter connected in series between each variable resistor 14 and its cathode sample 9, in the unit 11.
[0049] With such a design, the testing device 1 allows a precise and wide range of current densities to be selected and covered so as to determine, from the properties of the metal electroplating bath 3, the efficiency of the latter. In the nonlimiting example, the ten cathode samples 9 may be subjected to separate currents for example currents of 1 to 10 amps, respectively, so as to observe, in real time, the metal deposition at each of the current densities, shown by the coating R in the enlarged portion A of FIG. 2.
[0050] To do this, the method of the invention is implemented in a tank under real production conditions, the bath being made to flow by stirring. Furthermore, the method involves weighing the individual cathode samples 9 before they are put in place on the sample holder 10. Next, after the samples have been suspended from the sample holder, only the samples 9 (with a portion of their connecting wire 13) of the device are submerged in the bath 3 in the tank by lowering the sample holder, the samples then being subjected to the corresponding current desired for each sample, each current being read by the ammeter 17. It will be noted that the fact that only the samples are submerged in the bath, combined with the regular geometric shape of the samples (thin disk), contributes to the accuracy and precision of the measurements. Next, after the metal coating R has been deposited on each of the samples, the latter are extracted from the bath by raising the moveable sample holder 10, removed from the latter and weighed again. The difference between the two measured weights allows the weight of deposited metal, corresponding to the coating R (FIG. 2) to be measured and known and, the thickness "e" of the coating R to be deduced therefrom. Likewise, the color and the appearance of the deposited metal (mat, shiny, dull, bright, etc.) can be observed.
[0051] The method thus makes it possible to define and draw the efficiency graph of the electroplating bath in question, i.e. the deposition rate (deposited weight) as a function of the current density applied to each sample. Examples of such graphs are shown in FIGS. 4 and 5, the X-axis representing the amperage (current density) expressed in A/dm2, and the Y-axis representing the deposition rate expressed in g/dm2h.
[0052] Efficiency curves A and B, in FIG. 4, demonstrate the aging of a given metal bath in time and the reduction in deposition rate that results therefrom. The bath, for example, has the following properties: pH=6.5±0.3 and T°=65° C.±2° C. with standard industrial stirring.
[0053] Implementing the method makes it possible, using the device 1, to measure, with the samples 9 submerged in the bath, the deposition rate for various current flows through said samples, and this over a defined and desired current range in one and the same bath test. Thus, when the bath is "virgin", the device obtains, with the samples (symbolized by the squares on the curve) and the subsequent measurements, the curve A from which the amperage will be chosen in order to achieve, on the workpieces to be treated, the desired coating thickness. It will be observed that sample 9A, subjected to the associated current, achieved the highest deposition rate and thus this current could be selected for the workpieces to be treated.
[0054] After the bath has been used for a certain time the efficiency of the latter will once more be tested by submerging, according to the method, the individual samples 9 of the device into the bath, these samples being subjected to the same currents as initially employed for the virgin bath. The curve B is then obtained by the device, which curve shows that, for the same test current flows through the samples (represented by circles), the deposition rates have dropped, meaning that the bath composition has lost its properties over time, following workpiece treatment.
[0055] Thus, testing the efficiency of the bath makes it possible to determine whether the bath properties have changed and to intervene and modify the relevant parameters so that optimal coatings are maintained on the workpieces throughout the lifetime of the bath. It may thus be seen, from curve B, that the deposition rate is higher for sample 9B, which is subjected to a different current to sample 9A when the bath is virgin, this higher current possibly being selected to treat the workpieces.
[0056] A bath may thus be tested very easily and at any moment during use of the latter. It will, in addition, be recalled that practically only the disk-shaped samples are submerged in the bath, so that they do not influence the results of the measurements.
[0057] Efficiency curves C and D, in FIG. 5, show, by way of example, the results that can be obtained with two baths of different compositions having, respectively, a pH of 4.2±0.3 and 6.5±0.3 and a temperature of 55° C.±2° C. and 65° C.±2° C. with standard industrial stirring.
[0058] For curve C (moreover approximately a straight line), for a relatively narrow range of currents between the samples (represented by the diamonds), the deposition rates obtained extend over a particularly wide range, whereas, for curve D, for a relatively wide range of currents between the samples (represented by the squares), the deposition rates are relatively similar to one another, except for the first samples subjected to lower currents. The relevant sample will be chosen to obtain the optimal deposition rate.
[0059] This shows how important the efficiency curves obtained by the device of the invention are for evaluating each bath and for treating workpieces in the most appropriate way. Thus, since the chemical composition of the bath, its temperature, its pH and other parameters (stirring, position of the workpieces, etc.) are known, the efficiency curves, obtained by the device 1 for the bath and for different currents, ensure the quality of the coating deposited on one or more workpieces to be treated by allowing, depending on the initial parameters of the tank or on those during production, the best current for depositing and obtaining the appropriate coating to be selected. For example, since the thickness of the coating obtained is a function of such a current, it is then possible, after the testing device 1 has been dismantled (in this example of an industrial tank, the sample holder 10 and the controllable unit 11) to adjust the parameters of the tank to obtain, on the workpiece or workpieces to be treated, then submerged in the bath, the selected coating thickness, corresponding to a given current.
[0060] The testing device 1 may not only be used to determine the efficiency of a virgin bath, but also that of a bath during use, so as to periodically monitor its properties and, depending on the results of the efficiency test, modify the parameters of the bath in order to maintain the conditions of deposition on the workpieces and finally to obtain the same coatings, i.e. reproducibly identical workpieces. Thus, the method and the device make it possible to monitor any variation in the bath in time until its properties no longer meet the desired requirements. Moreover, a substantial amount of time is saved carrying out these tests, compared to prior-art devices, and the actual production time saved is also substantial.
[0061] Since the tank in the example is a relatively large industrial tank, means 18 for stirring the bath, such as a pump or similar, are provided so that the uniformity of the bath is ensured. Thus, the samples could be arbitrarily placed in the bath, instead of being horizontally aligned, and they would still receive identical coatings.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2014-01-16 | Sample dependent selection of parameters for use in electrokinetic treatment of the sample |
| 2014-01-16 | Method for mounting oxygen-consuming electrodes in electrochemical cells and electrochemical cells |
| 2009-11-12 | Photoresist-free metal deposition |
| 2014-01-16 | Photoresist-free metal deposition |
| 2012-11-01 | Gas sensor apparatus and method for controlling the same |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2015-03-19 | Method of fabricating a bath of electrolyte for plating a platinum-based metallic underlayer on a metallic substrate |
| 2013-07-11 | Method for aluminizing a surface by means of the advance deposition of a platinum and nickel layer |
| 2013-02-21 | Removable mask for a turbomachine blade or distributor sector platform |
| Top Inventors for class "Electrolysis: processes, compositions used therein, and methods of preparing the compositions" | |
| Rank | Inventor's name |
|---|---|
| 1 | Benjamin J. Feldman |
| 2 | Adam Heller |
| 3 | Michael S. Lockard |
| 4 | Fei Mao |
| 5 | Joseph A. Vivolo |