Patent application title: CONTINUOUSLY FED BIOMASS PRETREATMENT PROCESS FOR A PACKED BED REACTOR
Inventors:
Jeffrey David Cohen (Kennett Square, PA, US)
Assignees:
E. I. DU PONT DE NEMOURS AND COMPANY
IPC8 Class: AD21C326FI
USPC Class:
162 17
Class name: Paper making and fiber liberation processes of chemical liberation, recovery or purification of natural cellulose or fibrous material continuous chemical treatment or continuous charging or discharging
Publication date: 2012-05-24
Patent application number: 20120125548
Abstract:
Biomass pretreatment using anhydrous ammonia is effective in a static
reactor vessel when the ammonia can penetrate through the biomass
particles or pieces in vapor state, and when biomass is continuously fed
and moved through the reactor. To achieve this condition, total system
moisture content is kept below 40 weight % based on total mass in the
system. The pretreated biomass product is effectively saccharified to
produce fermentable sugars for biocatalyst production of a product.Claims:
1. A process for treating biomass to produce a pretreated biomass product
comprising: a) providing biomass with dry matter content of at least
about 60%; b) charging a static pretreatment vessel with the biomass of
(a) by continuous feeding whereby the charged biomass in the vessel moves
through the vessel; c) contacting the charged biomass of (b) as it moves
through the pretreatment vessel with at least about 4% anhydrous ammonia
measured as a function of dry weight of the biomass in the vessel, under
conditions whereby the total moisture content in the vessel remains below
40 weight % measured as a function of total mass in the vessel; whereby a
majority of the biomass is permeated by ammonia vapor; and d) exiting the
biomass from the pretreatment vessel; wherein the biomass exiting the
vessel is pretreated biomass product.
2. The process of claim 1 wherein after exiting of (d), vapors are separated from the pretreated biomass product.
3. The process of claim 2 wherein vapors comprise ammonia vapor which is recovered and recycled to the pretreatment vessel or to an ammonia vapor handling system.
4. The process of claim 1 wherein after step (d) the pretreated biomass product is recovered.
5. The process of claim 1 wherein at step (c) the charged biomass moves through the pretreatment vessel with a residence time of between about 10 minutes and about 5 hours.
6. The process of claim 1 wherein where the anhydrous ammonia is in contact with the biomass for less than about 5 hours.
7. The process of claim 1 wherein the temperature of the biomass in the vessel is at least about 70.degree. C.
8. The process of claim 1 wherein the temperature of the vessel is raised to at least about 70.degree. C. prior to step (b).
9. The process of claim 8 wherein the temperature prior to step (b) is between about 70.degree. C. and about 190.degree. C.
10. The process of claim 8 wherein the temperature is raised directly by injecting hot gas or indirectly by application of heat to the vessel.
11. The process of claim 1 wherein the concentration of anhydrous ammonia at step (c) is less than about 20% measured as a function of dry weight of the biomass in the vessel.
12. The process of claim 1 wherein pressure in the vessel is between about 0 and 20 atmosphere gauge over steps (b) through (d).
11. The process of claim 1 wherein the biomass of (a) is mechanically size-reduced biomass.
12. The process of claim 1 wherein the biomass is cellulosic biomass comprising cellulose, hemicellulose and lignin.
13. The process of claim 12 wherein the biomass is selected from the group consisting of corn cobs, corn husks, corn stover, grasses, wheat straw, barley straw, oat straw, canola straw, hay, rice straw, switchgrass, miscanthus, cord grass, reed canary grass, waste paper, sugar cane bagasse, sorghum bagasse or stover, soybean stover, components obtained from milling of grains, trees, branches, roots, leaves, wood chips, sawdust, shrubs and bushes, vegetables, fruits, flowers and animal manure.
Description:
[0001] This application claims the benefit of U.S. Provisional Application
61/416,484, filed Nov. 23, 2010 which is incorporated herein by reference
in its entirety.
FIELD OF THE INVENTION
[0002] The invention relates to processes for treating biomass to obtain fermentable sugars. Specifically, a continuously fed pretreatment process for biomass in a packed bed reactor using anhydrous ammonia for production of readily saccharifiable material is provided.
BACKGROUND OF THE INVENTION
[0003] Lignocellulosic feedstocks and wastes, such as agricultural residues, wood, forestry wastes, sludge from paper manufacture, and municipal and industrial solid wastes, provide a potentially large renewable feedstock for the production of chemicals, plastics, fuels and feeds. Lignocellulosic feedstocks and wastes containing the carbohydrate polymers cellulose and hemicellulose, as well as lignin, are generally treated by a variety of chemical, mechanical and enzymatic means to release primarily hexose and pentose sugars, which can then be fermented to useful products.
[0004] Pretreatment methods are used to make the carbohydrate polymers, or polysaccharides, of lignocellulosic biomass more readily accessible to cellulolytic enzymes used in saccharification. Various pretreatment methods are known, including ammonia pretreatment of biomass. Typically, ammonia has been used in aqueous state while treating biomass in preparation for saccharification.
[0005] For example, commonly owned U.S. Pat. No. 7,932,063 discloses methods for pretreating biomass under conditions of high solids and low aqueous ammonia concentration. The concentration of ammonia used is minimally a concentration that is sufficient to maintain the pH of the biomass-aqueous ammonia mixture alkaline and maximally less than about 12 weight percent relative to dry weight of biomass. The dry weight of biomass is at an initial concentration of at least about 15% up to about 80% of the weight of the biomass-aqueous ammonia mixture.
[0006] Disclosed in U.S. Pat. No. 4,064,276 is the use of anhydrous ammonia for treatment of straw and other plant materials to improve the nutritional value of the material. Straw having a dry matter content of at least 60% by weight is treated with 15-40 kg of anhydrous ammonia per ton of dry straw at ambient temperature and atmospheric pressure for at least 10 days.
[0007] Disclosed in U.S. Pat. No. 7,915,017 is a process for the pretreatment of biomass with anhydrous ammonia in liquid or vapor state, and/or concentrated ammonia:water mixtures in the liquid or vapor state, to obtain a mixture in which the ratio of ammonia to dry biomass is between about 0.2 to 1 and 1.2 to 1, and the water to dry biomass ratio is between about 0.2 to 1.0 and 1.5 to 1. Processes are used to increase the fraction of the total ammonia that is in the liquid phase. The temperature is maintained between about 50° C. and 140° C. and the pressure is rapidly released by releasing ammonia from the vessel to form a treated biomass.
[0008] A packed bed flowthrough reactor is used in an ammonia-recycled percolation process for pretreatment of biomass (Yoon et al. (1995) Applied Biochemistry and Biotechnology 51/52:5-19). In this process aqueous ammonia is continuously recycled through a bed of biomass.
[0009] There remains a need for a process that effectively pretreats biomass with ammonia, producing a readily saccharifiable material, that reduces reactor costs.
SUMMARY OF THE INVENTION
[0010] The invention provides processes for pretreating biomass in a continuous manner with anhydrous ammonia in a static vessel to produce a readily saccharifiable material.
[0011] Accordingly, the invention provides a process for treating biomass to produce a pretreated biomass product comprising: [0012] a) providing biomass with dry matter content of at least about 60%; [0013] b) charging a static pretreatment vessel with the biomass of (a) by continuous feeding whereby the charged biomass in the vessel moves through the vessel; [0014] c) contacting the charged biomass of (b) as it moves through the pretreatment vessel with at least about 4% anhydrous ammonia measured as a function of dry weight of the biomass in the vessel, under conditions whereby the total moisture content in the vessel remains below 40 weight % measured as a function of total mass in the vessel; whereby a majority of the biomass is permeated by ammonia vapor; and [0015] d) exiting the biomass from the pretreatment vessel; [0016] wherein the biomass exiting the vessel is pretreated biomass product.
BRIEF DESCRIPTION OF THE FIGURES
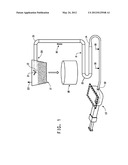
[0017] FIG. 1 illustrates a pretreatment system for the continuous feeding of biomass into a pretreatment vessel.
DETAILED DESCRIPTION
[0018] When treating biomass with ammonia, contact of the ammonia throughout the biomass is important for effective preparation of the biomass for saccharification. Typically mechanical stirring is used to mix ammonia and biomass to maximize contact. Under conditions described herein, pretreatment may be performed in a static reactor by continuous feeding of biomass to the reactor and moving the biomass through the reactor, with no mechanical mixing, thereby removing energy and maintenance costs associated with a mixing reactor where ammonia is a reactant.
[0019] The following definitions and abbreviations are to be use for the interpretation of the claims and the specification.
[0020] As used herein, the terms "comprises," "comprising," "includes," "including," "has," "having," "contains" or "containing," or any other variation thereof, are intended to cover a non-exclusive inclusion. For example, a composition, a mixture, process, method, article, or apparatus that comprises a list of elements is not necessarily limited to only those elements but may include other elements not expressly listed or inherent to such composition, mixture, process, method, article, or apparatus. Further, unless expressly stated to the contrary, "or" refers to an inclusive or and not to an exclusive or. For example, a condition A or B is satisfied by any one of the following: A is true (or present) and B is false (or not present), A is false (or not present) and B is true (or present), and both A and B are true (or present).
[0021] Also, the indefinite articles "a" and "an" preceding an element or component of the invention are intended to be nonrestrictive regarding the number of instances (i.e. occurrences) of the element or component. Therefore "a" or "an" should be read to include one or at least one, and the singular word form of the element or component also includes the plural unless the number is obviously meant to be singular.
[0022] The term "invention" or "present invention" as used herein is a non-limiting term and is not intended to refer to any single embodiment of the particular invention but encompasses all possible embodiments as described in the specification and the claims.
[0023] As used herein, the term "about" modifying the quantity of an ingredient or reactant of the invention employed refers to variation in the numerical quantity that can occur, for example, through typical measuring and liquid handling procedures used for making concentrates or use solutions in the real world; through inadvertent error in these procedures; through differences in the manufacture, source, or purity of the ingredients employed to make the compositions or carry out the methods; and the like. The term "about" also encompasses amounts that differ due to different equilibrium conditions for a composition resulting from a particular initial mixture. Whether or not modified by the term "about", the claims include equivalents to the quantities. In one embodiment, the term "about" means within 10% of the reported numerical value, preferably within 5% of the reported numerical value.
[0024] The term "fermentable sugar" refers to oligosaccharides and monosaccharides that can be used as a carbon source by a microorganism in a fermentation process.
[0025] The term "lignocellulosic" refers to a composition comprising both lignin and cellulose. Lignocellulosic material may also comprise hemicellulose.
[0026] The term "cellulosic" refers to a composition comprising cellulose and additional components, including hemicellulose.
[0027] The term "saccharification" refers to the production of fermentable sugars from polysaccharides.
[0028] The term "pretreated biomass" means biomass that has been subjected to pretreatment prior to saccharification.
[0029] The term "butanol" refers to isobutanol, 1-butanol, 2-butanol, or combinations thereof.
[0030] The term "lignocellulosic biomass" refers to any lignocellulosic material and includes materials comprising cellulose, hemicellulose, lignin, starch, oligosaccharides and/or monosaccharides. Biomass may also comprise additional components, such as protein and/or lipid. Biomass may be derived from a single source, or biomass can comprise a mixture derived from more than one source; for example, biomass could comprise a mixture of corn cobs and corn stover, or a mixture of grass and leaves. Lignocellulosic biomass includes, but is not limited to, bioenergy crops, agricultural residues, municipal solid waste, industrial solid waste, sludge from paper manufacture, yard waste, wood and forestry waste. Examples of biomass include, but are not limited to, corn cobs, crop residues such as corn husks, corn stover, grasses, wheat straw, barley straw, hay, rice straw, switchgrass, waste paper, sugar cane bagasse, sorghum plant material, soybean plant material, components obtained from milling of grains, trees, branches, roots, leaves, wood chips, sawdust, shrubs and bushes, vegetables, fruits, and flowers.
[0031] The term "dry matter content" refers to the amount by weight of the subject material that exists after liquid content of the material is removed.
[0032] The term "biomass hydrolysate" refers to the product resulting from saccharification of biomass. The biomass may also be pretreated or pre-processed prior to saccharification.
[0033] The term "biomass hydrolysate fermentation broth" is broth containing product resulting from biocatalyst growth and production in a medium comprising biomass hydrolysate. This broth includes components of biomass hydrolysate that are not consumed by the biocatalyst, as well as the biocatalyst itself and product made by the biocatalyst.
[0034] The term "slurry" refers to a mixture of insoluble material and a liquid. A slurry may also contain a high level of dissolved solids. Examples of slurries include a saccharification broth, a fermentation broth, and a stillage.
[0035] The term "target product" refers to any product that is produced by a microbial production host cell in a fermentation. Target products may be the result of genetically engineered enzymatic pathways in host cells or may be produced by endogenous pathways. Typical target products include but are not limited to acids, alcohols, alkanes, alkenes, aromatics, aldehydes, ketones, biopolymers, proteins, peptides, amino acids, vitamins, antibiotics, and pharmaceuticals.
[0036] The term "static vessel" refers to a vessel that includes no means for mixing of charged materials. A packed bed reactor employs a static vessel.
[0037] The term "static pretreatment vessel" refers to a static vessel that may be used for pretreatment. The vessel is built to withstand the charged materials, such as ammonia, which is used in the present process.
[0038] The term "venting" refers to allowing enclosed gases to escape without an explosive effect.
[0039] The term "gas" refers to both gas and vapor, including a condensable, low-density phase below its critical temperature, for example, steam.
[0040] The term "total mass in the vessel" refers to the combined masses of all of the components added to the vessel.
[0041] The term "a majority" refers to greater than 50%. Majority may refer to any integer above 50%.
Continuous Pretreatment of Biomass in a Static Vessel
[0042] In the present method, biomass is fed continuously into a static vessel for pretreatment to produce pretreated biomass product. One embodiment of a continuously fed static vessel pretreatment process is shown in FIG. 1. Aspects of the process described below are exemplified in FIG. 1, with numbering below as represented in FIG. 1.
[0043] Biomass is fed into a first end, or inlet (10), of the vessel and moves through the vessel (11) to a second, opposite end, or outlet (12), of the vessel. The biomass is fed to the vessel using continuous feeding equipment (13) such as an extruder, industrial baler, or concrete pump. Biomass may move into a feed bin for charging the continuous feeding equipment by gravity flow, or by an energy input method such as with an auger that drives the feed into the continuous feeding equipment.
[0044] Biomass that is fed continuously into the static pretreatment vessel moves from the inlet of the vessel to the outlet of the vessel as a result of the force applied by the feeding equipment. The vessel has greater dimension of the inlet-outlet axis than of the width; for example the vessel may be a cylinder or pipeline (as in FIG. 1). Downstream of the biomass feed entrance point, a vapor seal may be used to prevent pretreatment agents, including ammonia and steam, from escaping upstream out of the inlet. This can be accomplished, for example, by achieving sufficient swelling of the biomass between the biomass entry point and the ammonia/and steam injection points to block vapor escape from the inlet. In one embodiment, two different biomass feeds are added in series, i.e. primarily switchgrass or cob, with alternating zones of milled corn grain or starch that swell and seal upon receiving hot moisture.
[0045] A pipeline vessel may contain one or more flared, expansion sections (14) to allow for increased pipe diameter, beyond that of the inlet end diameter, to reduce the overall vessel length while providing adequate residence time for pretreatment. The increased diameters will decrease the total frictional force versus a longer, constant diameter pipeline. The increased diameters will also limit the reverse movement of fed biomass toward the feed inlet.
[0046] One or more turns (15) may be included in the vessel to reduce the overall dimension of the process. The vessel may have increasing elevation (16) over all or a portion of its length to elevate the biomass, such that the pretreated biomass product exits at or near the entry point of a downstream receiving vessel (17) which may be a saccharifier (18). This obviates the need for buckets, augers, elevators or other equipment to load the pretreated biomass product into the saccharifier or other receiving vessel.
[0047] At one or more locations along the vessel length, inlets (19) are used to feed pretreatment agents, including anhydrous ammonia and steam. As indicated above, these inlets are downstream of the biomass feeding inlet at a distance which reduces escape of agents through the biomass feeding inlet. The pretreatment agents are fed into the vessel, in communication with the biomass undergoing pretreatment, in proportions sufficient to pretreat the charged biomass as described below. In addition, heating is provided to the biomass by direct injection of steam into the vessel, or by heating the vessel using a jacket surrounding the vessel containing a heating medium, such as steam or heated oil.
[0048] The end section of the vessel (20) may be non-insulated, or actively cooled such as by using a reactor jacket, to enable a temperature decrease prior to biomass exiting the vessel. Sterile water may be injected directly into the process to hasten cooling.
[0049] The pretreated biomass product exits the vessel at the outlet. The outlet may be an exit valve such as a hinged plate (21), as is used in a swing-type, check valve. A controlled, applied force opposing the flow may be used to control discharge pressure.
[0050] Excess reagent, such as ammonia, may be captured and recycled in the pretreatment process. Ammonia and steam vapors may be vented from the pretreatment vessel, although typically these vapors exit together with the pretreated biomass into a receiving vessel (17) or hopper. In the receiving vessel the vapors may expand and evaporate to become separated from the pretreated biomass, and are typically vented (22) and channeled for recycling into the pretreatment process.
[0051] Alternatively, the ammonia added may be limited to the requisite stoichiometric ammonia, plus allowable ammonia residual, to avoid the need to capture and recycle excess reagent.
Pretreatment Process Using Ammonia Vapor
[0052] In the present process continuously fed biomass charged to a static vessel is treated with anhydrous ammonia in a relatively dry system as it moves through the vessel. When the system is relatively dry, ammonia may spread throughout the biomass in the vapor state such that no mechanical mixing is required. Open interstitial spaces between biomass particles, or pieces, for the vaporous ammonia to pass through are maintained by keeping the moisture content in the reactor low so that moisture present in the reactor is associated with biomass, and does not fill interstitial spaces. Thus the moisture content in the vessel is not constant, since moisture is higher at the interface of biomass particles or pieces, and lower in interstitial spaces between biomass particles or pieces.
[0053] The overall total moisture content in the vessel remains below 40 weight % measured as a function of total mass in the vessel, which includes biomass, anhydrous ammonia, and any other components added to the vessel such as steam. It is shown herein that in the present process, with no mechanical mixing, ammonia vapors are able to penetrate the biomass for effective pretreatment to produce a readily saccharifiable biomass product, as determined by sugar yields produced in subsequent saccharification. Samples taken at different distances from an ammonia charge point were able to produce high levels of sugars during saccharification. Sugars produced in examples herein were in the range of 57-68% of theoretical yield of monomer xylose and 80-90% of theoretical yield of monomer glucose.
[0054] No mixing mechanism is needed in the vessel used for the present pretreatment process; it is a static vessel. The vessel may be any shape such as cylindrical, and oriented either horizontally or vertically, or include horizontal and vertical portions. The vessel has one or more ports for charging of biomass, ammonia, and steam. The vessel may be built for running at pressures between atmospheric (0 gauge) and 20 atmospheres gauge. The vessel may have means to raise its temperature directly such as a heating jacket. The vessel is of material designed to withstand ammonia vapor and may be a packed bed type of reactor.
[0055] Biomass charged to the vessel is typically lignocellulosic biomass, and has a dry matter content of at least about 60%. The percent dry weight of the biomass may be about 60%, 65%, 70%, 75%, 80%, 85%, 90% or higher. For example, freshly harvested corn stover is typically about 70% dry weight, whereas biomass may be dried, such as air drying, to a higher percent dry matter. In addition, biomass may be reduced in size prior to being charged in the vessel. Typically prior to charging the biomass in the vessel, it is size-reduced mechanically such as by chopping, cutting, or grinding.
[0056] The biomass in the vessel is contacted with anhydrous ammonia by charging anhydrous ammonia to the vessel containing biomass and allowing it to penetrate the biomass. A majority of the biomass in the vessel is contacted with anhydrous ammonia in the present method. Typically greater than 50% of the biomass is contacted with anhydrous ammonia. At least about 50%, 55%, 60%, 65%, 70%, 75%, 80%, 85%, 90%, or 95% of the biomass is contacted with anhydrous ammonia.
[0057] Anhydrous ammonia is added in an amount that is at least about 4% based on dry weight of the biomass in the vessel. The range of concentration of anhydrous ammonia used is between about 4% and about 20%. Using 6% ammonia increased yield of xylose from saccharification of the resulting anhydrous ammonia pretreated biomass, as shown in Example 3 herein, comparing to effects of 3% anhydrous ammonia. Introduction of anhydrous ammonia raises the temperature of the biomass in the contained vessel.
[0058] The temperature of the reactor and/or the biomass may be increased prior to addition of anhydrous ammonia. Temperature may be raised either indirectly or directly by any method, including by application of heat to the vessel, such as using a heating jacket or heating coils, or by introducing hot gas or vapor, such as steam, into the reactor vessel. Steam may be injected as superheated steam or dry steam to avoid introduction of moisture, for maintaining the total moisture content in the vessel below 40 weight % of the total mass in the vessel. Moisture in the vessel may come primarily from the biomass and added gases. When very dry biomass is treated, such as biomass having a moisture content of less than about 15%, then the steam does not need to be dry to maintain the low 40% total moisture content. However, if biomass has a higher moisture content such as about 35%, then dry steam is used. The desired temperature is generally in the range of between about 70° C. and 190° C. Typically the temperature is between about 90° C. and 150° C.
[0059] Also, the pressure inside the vessel may be increased. Injection of steam may be used to increase pressure. During pretreatment, the pressure is maintained between 0 atmosphere gauge and less than 20 atmospheres gauge. The residence time as the biomass passes through the pretreatment vessel is between about 10 minutes and five hours. The residence time may include a first segment after biomass charging where the biomass moves into the vessel prior to encountering inlets for injection of pretreatment agents such as steam and ammonia. Typically in a second segment of residence time steam and ammonia are injected to contact the biomass and pretreatment occurs. This second segment may be between about 5 minutes and several hours. During this time pressure and temperature are maintained within the vessel providing conditions where ammonia continues to penetrate through interstitial spaces among the biomass particles or pieces in a vapor state. There may be a third segment of residence time as the biomass nears the outlet where temperature is reduced as described above.
[0060] At the end of the desired residence time, the pretreated biomass product exits the vessel through an outlet as it is pushed out by force applied by the feeding equipment as described above. The pretreated biomass product is in a dry state. It may be charged to the next vessel by a mechanical process or by gravity.
[0061] Associated pretreatment agent vapors may be recycled as noted above. It is preferred to recycle the ammonia for a commercially viable process. Ammonia vapor may be recycled by methods known to one skilled in the art, using an ammonia vapor handling system. For example, ammonia vapor may be condensed and recycled as aqueous ammonia. Alternatively ammonia vapor may be recycled primarily in an anhydrous state.
Lignocellulosic Biomass
[0062] Biomass used in the present process is lignocellulosic, which contains polysaccharides such as cellulose and hemicellulose, and lignin. Polysaccharides of biomass may also be called glucans and xylans. Types of biomass that may be used include, but are not limited to, bioenergy crops, agricultural residues, municipal solid waste, industrial solid waste, sludge from paper manufacture, yard waste, wood and forestry waste. Examples of biomass include, but are not limited to corn cobs, corn husks, corn stover, grasses, wheat straw, barley straw, oat straw, canola straw, hay, rice straw, switchgrass, miscanthus, cord grass, reed canary grass, waste paper, sugar cane bagasse, sorghum bagasse or stover, soybean stover, components obtained from milling of grains, trees, branches, roots, leaves, wood chips, sawdust, shrubs and bushes, vegetables, fruits, flowers and animal manure. Biomass may include other crop residues, forestry wastes such as aspen wood, other hardwoods, softwood and sawdust; and post-consumer waste paper products; and fiber process residues such as corn fiber, beet pulp, pulp mill fines and rejects; as well as other sufficiently abundant lignocellulosic material.
[0063] Biomass that is particularly useful for the invention includes biomass that has a relatively high carbohydrate content, is relatively dense, and/or is relatively easy to collect, transport, store and/or handle.
[0064] The lignocellulosic biomass may be derived from a single source, or biomass can comprise a mixture derived from more than one source; for example, biomass could comprise a mixture of corn cobs and corn stover, or a mixture of stems or stalks and leaves.
[0065] The biomass may be used directly as obtained from the source, or may be subjected to some preprocessing, for example, energy may be applied to the biomass to reduce size or moisture. Size reduction may be performed using methods that produce coarse size reduced material, where the obtained size is greater than 0.1 mm. Methods that may be used include mechanical methods such as knife milling, crushing, shredding, chopping, disc refining, and coarse hammer milling. This type of size reduction may be performed before or after treatment with anhydrous ammonia, but is typically before. Drying may be by any conventional means such as by using a drying oven, rotary dryer, flash dryer, or superheated steam dryer. In addition, air drying may be sufficient for reaching a desired biomass moisture content that is less than about 40%. For use in the present method it is desirable that the biomass has a dry matter content of at least about 60, 65, 70, 75, 80, 85, 90, or 93 weight percent.
Pretreated Biomass Product
[0066] The pretreated biomass product resulting from the present process is used in saccharification to produce sugars for fermentation by a biocatalyst to produce a desired product.
Saccharification
[0067] Enzymatic saccharification typically makes use of at least one saccharification enzyme and often an enzyme consortium for breaking down cellulose and hemicellulose to produce a hydrolysate containing sugars including glucose, xylose, and arabinose. Saccharification enzymes are reviewed in Lynd, L. R., et al. (Microbiol. Mol. Biol. Rev., 66:506-577, 2002).
[0068] The enzyme(s) generally include one or more glycosidases. Glycosidases hydrolyze the ether linkages of di-, oligo-, and polysaccharides and are found in the enzyme classification EC 3.2.1.x (Enzyme Nomenclature 1992, Academic Press, San Diego, Calif. with Supplement 1 (1993), Supplement 2 (1994), Supplement 3 (1995, Supplement 4 (1997) and Supplement 5 [in Eur. J. Biochem., 223:1-5, 1994; Eur. J. Biochem., 232:1-6, 1995; Eur. J. Biochem., 237:1-5, 1996; Eur. J. Biochem., 250:1-6, 1997; and Eur. J. Biochem., 264:610-650 1999, respectively]) of the general group "hydrolases" (EC 3.). Glycosidases useful in the present method can be categorized by the biomass component that they hydrolyze. Glycosidases useful for the present method include cellulose-hydrolyzing glycosidases (for example, cellulases, endoglucanases, exoglucanases, cellobiohydrolases, β-glucosidases), hemicellulose-hydrolyzing glycosidases (for example, xylanases, endoxylanases, exoxylanases, β-xylosidases, arabino-xylanases, mannases, galactases, pectinases, glucuronidases), and starch-hydrolyzing glycosidases (for example, amylases, α-amylases, β-amylases, glucoamylases, α-glucosidases, isoamylases). In addition, it may be useful to add other activities to the saccharification enzyme consortium such as peptidases (EC 3.4.x.y), lipases (EC 3.1.1.x and 3.1.4.x), ligninases (EC 1.11.1.x), and feruloyl esterases (EC 3.1.1.73) to help release polysaccharides from other components of the biomass. It is well known in the art that microorganisms that produce polysaccharide-hydrolyzing enzymes often exhibit an activity, such as cellulose degradation, that is catalyzed by several enzymes or a group of enzymes having different substrate specificities. Thus, a "cellulase" from a microorganism may comprise a group of enzymes, all of which may contribute to the cellulose-degrading activity. Commercial or non-commercial enzyme preparations, such as cellulase, may comprise numerous enzymes depending on the purification scheme utilized to obtain the enzyme.
[0069] Saccharification enzymes may be obtained commercially, such as Spezyme® CP cellulase, Multifect® xylanase, Accelerase® 1500, and Accellerase® DUET (Danisco U.S. Inc., Genencor International, Rochester, N.Y.). In addition, saccharification enzymes may be unpurified and provided as a type of cell extract or whole cell preparation. The enzymes may be produced using recombinant microorganisms that have been engineered to express multiple saccharifying enzymes.
[0070] Of particular value in the present invention are classes of glycoside hydrolases (GH), such as the families GH3, GH39, GH43, GH55, GH10, and GH11. GHs are a group of enzymes that hydrolyze the glycosidic bond between two or more carbohydrates, or between a carbohydrate and a noncarbohydrate moiety. Families of GHs have been classified based on sequence similarity and are available in the Carbohydrate-Active enzyme (CAZy) database (Cantarel et al. (2009) Nucleic Acids Res. 37 (Database issue):D233-238). These enzymes are able to act on a number of substrates and are effective in the saccharification process. Glycoside hydrolase family 3 ("GH3") enzymes have a number of known activities: -glucosidase (EC:3.2.1.21); β-xylosidase (EC:3.2.1.37); N-acetyl-glucosaminidase (EC:3.2.1.52); glucan β-1,3-glucosidase (EC:3.2.1.58); cellodextrinase (EC:3.2.1.74); exo-1,3-1,4-glucanase (EC:3.2.1); and β-galactosidase (EC 3.2.1.23). Glycoside hydrolase family 39 ("GH39") enzymes have α-L-iduronidase (EC:3.2.1.76) or β-xylosidase (EC:3.2.1.37) activity. Glycoside hydrolase family 43 ("GH43") enzymes have the following activities: L-α-arabinofuranosidase (EC 3.2.1.55); -xylosidase (EC 3.2.1.37); endoarabinanase (EC 3.2.1.99); and galactan 1,3-1-galactosidase (EC 3.2.1.145). Glycoside hydrolase family 51 ("GH51") enzymes have L-α-arabinofuranosidase (EC 3.2.1.55) or endoglucanase (EC 3.2.1.4) activity. Glycoside hydrolase family 10 ("GH10") enzymes are more fully described in Schmidt et al. (1999, Biochemistry 38:2403-2412) and Lo Leggio et al. (2001, FEBS Lett 509: 303-308). The glycoside hydrolase family 11 ("GH11") enzymes are more fully described in Hakouvainen et al. (1996, Biochemistry 35:9617-24).
[0071] These enzymes may be isolated from their natural host organism, or expressed in an engineered host organism for production. For example, a chimeric gene containing a promoter active in a target expression host cell, a sequence encoding a GH given above, and a termination signal is expressed from a plasmid vector or is integrated in the genome of a target expression host cell using standard methods known to one skilled in the art. A coding sequence used may be codon optimized for the specific host used for expression. Expression host cells typically used include bacteria such as Escherichia, Bacillus, Lactobacillus, Pseudomonas and Streptomyces, yeasts such as Saccharomyces, Schizosaccharomyces, Candida, Hansenula, Pichia, Kluyveromyces, and Phaffia, and filamentous fungi such as Acremonium, Aspergillus, Aureobasidium, Bjerkandera, Ceriporiopsis, Chrysoporium, Coprinus, Coriolus, Corynascus, Chaertomium, Cryptococcus, Filobasidium, Fusarium, Gibberella, Humicola, Magnaporthe, Mucor, Myceliophthora, Mucor, Neocallimastix, Neurospora, Paecilomyces, Penicillium, Phanerochaete, Phlebia, Piromyces, Pleurotus,Scytaldium, Schizophyllum, Sporotrichum, Talaromyces, Thermoascus, Thielavia, Tolypocladium, Trametes, and Trichoderma.
[0072] One skilled in the art would know how to determine the effective amount of enzymes to use in a consortium and adjust conditions for optimal enzyme activity. One skilled in the art would also know how to optimize the classes of enzyme activities required within a consortium to obtain optimal saccharification of a given pretreatment product under the selected conditions. An example of saccharification is described in U.S. Pat. No. 7,932,063.
[0073] The saccharifying can be performed for a time of about several minutes to about 200 hours, typically from about 24 hours to about 72 hours. The time for the reaction will depend on the enzyme concentration and the specific activity, as well as the substrate used and the environmental conditions, such as temperature and pH. One skilled in the art can readily determine optimal conditions of temperature, pH and time to be used with a particular substrate and saccharification enzyme consortium.
[0074] The saccharification can be performed in a single batch, fed-batch or as a continuous process. The saccharification can also be performed in one step, or in a number of steps. For example, different enzymes required for saccharification may exhibit different pH or temperature optima. A primary treatment can be performed with enzyme(s) at one temperature and pH, followed by secondary or tertiary (or more) treatments with different enzyme(s) at different temperatures and/or pH. In addition, treatment with different enzymes in sequential steps may be at the same pH and/or temperature, or different pHs and temperatures, such as using hemicellulases stable and more active at higher pHs and temperatures followed by cellulases that are active at lower pHs and temperatures.
[0075] Prior to fermentation the saccharification mixture may be concentrated by evaporation, for example, to increase the concentration of fermentable sugars. Optionally, liquid in the saccharification product may be separated from solids in a batch or continuous method. Optionally, the liquid or the entire saccharification product may be sterilized prior to fermentation. Depending on the biocatalyst(s) used during fermentation and the pH used during saccharification, the pH may be adjusted to that suitable for fermentation.
[0076] Biomass hydrolysate containing fermentable sugars is included in fermentation medium typically as a percent of the medium, providing all or a portion of the carbon source for biocatalyst growth and product production. The hydrolysate in a fermentation medium is typically about 40% to 90% of the fermentation medium. Examples of hydrolysate used as 40% or 80% of fermentation medium are given in Example 9 of U.S. Pat. No. 7,932,063. Depending on the fermentable sugars concentration in the hydrolysate, additional sugars may be added to the medium. For example, when a hydrolysate containing about 80 g/L glucose and about 50 g/L xylose is included at 40% of the fermentation medium, additional glucose and xylose may be added to the desired final sugars concentrations. In addition to hydrolysate, fermentation medium may contain other nutrients, salts and factors required for growth and production by the specific biocatalyst to be used for product production, as well known to one skilled in the art. Supplements may include, for example, yeast extract, specific amino acids, phosphate, nitrogen sources, salts, and trace elements. Components required for production of a specific product made by a specific biocatalyst may also be included, such as an antibiotic to maintain a plasmid or a cofactor required in an enzyme catalyzed reaction.
[0077] Alternatively to preparing hydrolysate, adding it to fermentation medium, then carrying out the fermentation, a simultaneous saccharification and fermentation (SSF) process may be used to produce a biomass hydrolysate fermentation broth. In this process sugars are produced from biomass as they are metabolized by the production biocatalyst.
Biocatalyst Fermentation And Target Products
[0078] Fermentable sugars in the fermentation medium are metabolized by suitable biocatalysts to produce target products. The sugars are contacted with a biocatalyst in a fermentation process where the biocatalyst is grown under conditions where a target product made by the biocatalyst is produced. Temperature and/or headspace gas may be adjusted for fermentation, depending on conditions useful for the particular biocatalyst(s) in use. Fermentation may be aerobic or anaerobic. These and other conditions including temperature and pH are adjusted for the particular biocatalyst used.
[0079] Examples of target products produced by biocatalysts include 1,3-propanediol, butanol (isobutanol, 2-butanol, and 1-butanol), and ethanol. Disclosed in U.S. Pat. No. 7,504,250 are recombinant microorganisms that produce 1,3-propanediol. Production of butanol by genetically modified yeast is disclosed for example in U.S. Pat. No. 7,851,188. Genetically modified strains of E. coli have also been used as biocatalysts for ethanol production (Underwood et al., (2002) Appl. Environ. Microbiol. 68:6263-6272). Ethanol has been produced by genetically modified Zymomonas in lignocellulosic biomass hydrolysate fermentation media (U.S. Pat. No. 7,932,063). Genetically modified strains of Zymomonas mobilis with improved production of ethanol that may be used are described in U.S. Pat. No. 7,223,575 and U.S. Pat. No. 7,998,722.
EXAMPLES
[0080] The present invention is further defined in the following Examples. It should be understood that these Examples, while indicating preferred embodiments of the invention, are given by way of illustration only. From the above discussion and these Examples, one skilled in the art can ascertain the essential characteristics of this invention, and without departing from the spirit and scope thereof, can make various changes and modifications of the invention to adapt it to various uses and conditions.
[0081] The meaning of abbreviations used is as follows: "s" is second, "min" means minute(s), "h" or "hr" means hour(s), "μL" means microliter(s), "mL" means milliliter(s), "L" means liter(s), "m" is meter, "nm" means nanometer(s), "mm" means millimeter(s), "cm" means centimeter(s), "μm" means micrometer(s), "mM" means millimolar, "M" means molar, "mmol" means millimole(s), "μmole" means micromole(s), "g" means gram(s), "μg" means microgram(s), "mg" means milligram(s), "kg" is kilogram, "rpm" means revolutions per minute, "C" is Centigrade, "ppm" means parts per million, "psi" is pounds per square inch.
GENERAL METHODS
Saccharification Enzymes
[0082] Accellerase® 1500 (A1500) was obtained from Danisco U.S. Inc., Genencor, International (Rochester, N.Y.).
Packed-Bed Reactor
[0083] A packed-bed pretreatment reactor was used composed of a vertically-oriented, stainless-steel, filter-housing pressure vessel with a removable lid. The pressure vessel housed a stainless-steel, removable, cylindrical basket with an open-top, solid walls, and a perforated base. The basket allowed for the static-containment of a packed-bed of biomass and the passage of top-entering, or bottom-entering liquid, vapor, and/or gas throughout the interstitial volume between biomass particles.
[0084] The filter-housing had an inner-diameter of 8 inches (20.3 cm) and an interior length of 29 inches (73.7 cm). The cylindrical basket had a diameter of 6.5 inches (16.5 cm) a depth of 29 inches (73.7 cm), and a volume of approximately 15.8 liters.
[0085] Flexible copper tubing surrounded approximately 30% of the filter housing, external surface area. The copper tubing, used for heating the outside of the vessel, was connected to a 164.7 psia (1135.6 kpascal) steam supply.
[0086] Tubing connections were made to the packed-bed reactor allowing for the: [0087] Evacuation of air to create a full, or partial, vacuum [0088] Addition of saturated steam from a steam generator operating at 84.7 psia (584 Kpascal) [0089] Addition of anhydrous ammonia [0090] Evacuation of post-reaction, process vapors [0091] Addition of air, post-reaction, to break the vacuum
Example 1
Packed-Bed Pretreatment of Biomass in Preparation for Saccharification
[0092] 4.07 kilograms of corn cob were and classified to obtain a cob fraction with particle diameter greater than 1/4'' (0.64 cm) and less than 3/8'' (0.375 cm). The cob was placed into a basket which was then placed into the pretreatment reactor described in General Methods. The corn cob had a moisture content of 8.6% and a bulk density of 227.5 g/L. The pre-reaction, packed bed depth measured approximately 29 inches (73.7 cm).
[0093] Air was evacuated from the reactor and a partial vacuum of 0.1 bar (10 kpascal) was achieved. 8 wt % of anhydrous ammonia, based on mass of bone-dry biomass,was added by charging 297.6 grams of ammonia over an approximate 60 minute period. Saturated steam at a pressure of 84.7 psia (584 kpascal) was then added to bring the reactor temperature to approximately 70° C. At this time, the temperature of the reactor was allowed to increase from 70° C. to 90° C. over a hold time of 40 minutes. The pressure in the reactor was approximately 85 psia (584 kpascal) during the hold time. After the hold time the pressurized gas and vapors were released and captured in a cooled, external-containment vessel. When the reactor reached atmospheric pressure, the reactor was then evacuated to approximately 0.1 bar (10 kpascal) using a vacuum pump, and held at that pressure for five minutes. The reactor was then vented to relieve the vacuum to atmospheric pressure. The pretreatment reactor was opened after the process reached atmospheric pressure.
[0094] The pretreated biomass was removed in quartile fractions from the top to the bottom of the packed-bed, i.e. first (top) quarter, second quarter, third quarter, fourth (bottom) quarter as in Table 1. These fractions were analyzed for moisture content and residual ammonia and results are in Table 2. Residual ammonia was determined by extracting a known amount of pretreated solids in water for one hour, then using titration with 0.1N HCl to determine the equivalents of acid to reach pH 5.3. The equivalents were then normalized to the amount of dry matter in the extraction system. In addition, equal masses of each fraction were subsequently combined, then analyzed, to determine a mixing-cup composition of the pretreated biomass.
TABLE-US-00001 TABLE 1 Samples collected from four separate layers in the 29-inch (73.7 cm) deep reactor bed. 168-1 Top of packed bed 168-2 Approximately 10 inches (25.4 cm) down from top 168-3 Approximately 20 inches (50.8 cm) down from top 168-4 Bottom of packed bed 168-C Composite: packed bed thoroughly mixed
TABLE-US-00002 TABLE 2 Pretreated material analysis 168-1 168-2 168-3 168-4 168-C Moisture content wt % 21.42 5.82 6.07 28.78 9.54 Conc. of NH3 pH = 5.3 0.275 0.122 0.133 0.331 0.163 (g/100 g DM*) *DM is dry matter
[0095] A sample of each pretreated biomass fraction was enzymatically saccharified to determine monosaccharide and oligosaccharide yields of glucan and xylan.
Saccharification Procedure
[0096] 0.56 grams of each fraction was weighed into individual 20 ml scintillation vials. Appropriate amounts of 50 mM pH 5 acetate buffer were added to achieve 18.6% solids per vial. pH was adjusted to 5 by addition of 1N H2SO4. The acetate buffer solution contained 0.005% Sodium Azide to inhibit bacterial growth within the feedstock during incubation.
[0097] Enzymatic saccharifications were performed using Accelerase® 1500 combined with a cocktail of hemicellulases (Xyn3, Fv3A, Fv51A, and Fv43D) at either 7.2 mg/g glucan+xylan, or 21.7 mg/g glucan+xylan. The enzymes were added to each vial, followed by the addition of 1, 1/2'' (1.3 cm) steel ball to provide adequate grinding of the feedstock during incubation.
[0098] Vials were tightly capped and allowed to saccharify at about 48° C. for 72 hours on a rotary shaker at 180 rpm in a rotary shaker.
[0099] After incubation, samples were diluted with water before filtration and analysis by HPLC. Samples were subjected to HPLC analysis using an HPX-87H column (BioRad) run at 60° C. with 0.01N H2SO4 as the mobile phase at a flow rate of 0.6 mL/min.
[0100] Total sugar values were obtained by acid hydrolysis, by addition of sulfuric acid, autoclaving, filtration and analysis by HPLC. Oligomer values were determined by subtracting the monomer from the total sugar concentrations for each sample. Results are given in Table 3.
TABLE-US-00003 TABLE 3 Sugars produced fron hydrolysis of treated biomass quartile fractions Enzyme loading mg enzyme/gm % Yield % Yield % Yield % Yield Sample glucose + Monomer Monomer Oligomer Oligomer # xylose Xylose Glucose Xylose Glucose JV-168- 21.67 mg/gm 57.6 83.5 42.0 22.3 1 7.22 mg/gm 44.5 47.0 47.1 17.9 JV-168- 21.67 mg/gm 58.6 82.1 44.7 19.8 2 7.22 mg/gm 40.7 46.2 44.0 14.8 JV-168- 21.67 mg/gm 59.0 79.7 45.3 18.1 3 7.22 mg/gm 41.3 44.9 45.9 13.8 JV-168- 21.67 mg/gm 60.7 87.2 45.9 22.6 4 7.22 mg/gm 43.8 45.6 50.0 17.1 JV-168- 21.67 mg/gm 61.4 85.5 37.7 17.0 C 7.22 mg/gm 41.3 47.3 47.0 16.7
Example 2
Packed-Bed Pretreatment of Biomass with Short Time at Higher Temperature in Preparation for Saccharification
[0101] 3.74 kilograms of milled corn cob, as in Example 1, were placed into the basket of the reactor described in General Methods. The basket was placed into the pretreatment reactor. The corn cob had a moisture content of 8.6%, and a bulk density of 227.5 g/L. The pre-reaction, packed bed depth measured approximately 29 inches (73.7 cm).
[0102] Steam at 150 psig (1034.2 kpascal) was applied to the pretreater copper coil. When the pretreater lid reached 145° C. air was evacuated until a partial vacuum of 0.6 psia was achieved. Steam was directly injected into the process reaching a pressure of 17 psia (4.14 kpascal). The pretreater was then vented by opening the bottom valve to release any condensate formed in the system. Steam was injected into the pretreater top until dry steam was observed exiting the opened bottom valve to ensure that all condensate was purged from the system. At this point the temperature in the reactor was approximately 100° C. The steam flow was stopped and the drain valve was then closed. Due to heat absorption into the biomass, the temperature of the reactor dropped to 80° C., which caused a partial vacuum of 8 psia. At this point, 190.3 grams of anhydrous ammonia was added to the process to achieve an ammonia loading of 6 wt % based on the dry matter charged into the reactor. After the addition of ammonia, steam was added to the process sufficient to reach a reaction temperature of 150° C. and a pressure of 70 psia (482.6 kpascal). After 30 minutes the pressurized gas and vapors were released and captured in a cooled, external-containment vessel. When the reactor reached atmospheric pressure, the reactor was then evacuated to approximately 0.1 bar (10 kpascal) using a vacuum pump to further reduce residual ammonia from the biomass, and held at that pressure for five minutes. The reactor was then vented to relieve the vacuum to atmospheric pressure. The pretreatment reactor was opened after the process reached atmospheric pressure.
[0103] The pretreated biomass was removed in quartile fractions from the top to the bottom of the packed-bed as in Table 4. These fractions were analyzed for moisture content, and residual ammonia, with results in Table 5. In addition, equal masses of each fraction were subsequently combined, then analyzed, to determine a mixing-cup composition of the pretreated biomass.
TABLE-US-00004 TABLE 4 Samples collected from four separate layers in the 30-inch deep reactor bed. 170-1 Top of packed bed 170-2 Approximately 10 inches down from top 170-3 Approximately 20 inches down from top 170-4 Bottom of packed bed 170-C Composite: packed bed thoroughly mixed
TABLE-US-00005 TABLE 5 Pretreated material analysis 170-1 170-2 170-3 170-4 170-C % dry matter % 54.96 83.68 93.68 92.30 71.29 of PT sample Conc. of NH3 pH = 0.239 0.150 0.121 0.132 0.192 (g/100 g DM*) 5.3 *DM is dry matter
[0104] A sample of each pretreated biomass fraction was enzymatically saccharified to determine the monosaccharide and oligosaccharide yields of glucan and xylan, as described in Example 1.
TABLE-US-00006 TABLE 6 Sugars produced fron hydrolysis of treated biomass quartile fractions Enzyme loading mg enzyme/gm % Yield % Yield % Yield % Yield Sample glucose + Monomer Monomer Oligomer Oligomer # xylose Xylose Glucose Xylose Glucose JV-170- 21.67 mg/gm 67.6 88.8 42.9 22.0 1 7.22 mg/gm 41.8 60.6 53.0 17.2 JV-170- 21.67 mg/gm 62.6 89.6 35.0 12.1 2 7.22 mg/gm 42.1 67.2 43.7 8.8 JV-170- 21.67 mg/gm 59.1 86.3 39.3 10.4 3 7.22 mg/gm 39.4 58.7 49.6 13.2 JV-170- 21.67 mg/gm 61.5 88.8 42.3 15.4 4 7.22 mg/gm 38.5 62.9 41.2 6.8 JV-170- 21.67 mg/gm 70.7 100.6 49.7 18.7 C 7.22 mg/gm 48.4 67.1 54.2 16.5
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20210395100 | Phosphorus-containing high-silica molecular sieve, its preparation and application thereof |
| 20210395099 | CMAS RESISTANT THERMAL BARRIER COATING SYSTEM |
| 20210395098 | Methods and Compositions for Treating Thief Zones in Carbonate Formations Using Crosslinked Polymeric Systems with Silicon Dioxide Janus Nanosheets Crosslinker |
| 20210395097 | POLYSILICON ROD AND METHOD FOR MANUFACTURING POLYSILICON ROD |
| 20210395096 | Coal Based Silicon Carbide Foam |
Images included with this patent application:
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2014-06-19 | Method to produce high-resistance cellulose and hemicellulose fibers from lignocellulosic biomass of sugarcane leaves and buds |
| 2014-06-19 | Blends of polymers as wet strengthening agents for paper |
| 2011-08-04 | Continuous tube reactor |
| 2012-08-02 | Biomass pretreatment |
| 2010-03-04 | Continuous digester system |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2014-02-27 | System and method for reclaiming rejects in sulfite pulping |
| 2013-09-19 | Method, system and withdrawal screen section for impregnating chips |
| 2012-10-18 | System and method for the pumped feed of chips to a continuous digester |
| 2012-08-30 | Method and arrangement for adding treatment liquors to cellulose raw material in a continuous process using down flow vessels |
| 2011-08-04 | Continuous digestion of chip blends containing a western red cedar chip furnish |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2012-05-24 | Biomass pretreatment process for a packed bed reactor |
| Top Inventors for class "Paper making and fiber liberation" | |
| Rank | Inventor's name |
|---|---|
| 1 | Stephen J. Mccullough |
| 2 | Guy H. Super |
| 3 | Steven L. Edwards |
| 4 | Daniel W. Sumnicht |
| 5 | Joseph H. Miller |