Patent application title: ANCILLARY CRACKING OF PARAFFINIC NAPHTHA IN CONJUNCTION WITH FCC UNIT OPERATIONS
Inventors:
Christopher F. Dean (Dhahran, SA)
IPC8 Class: AC10G5106FI
USPC Class:
208 79
Class name: Chemical conversion of hydrocarbons plural parallel stages of chemical conversion at least one stage is reforming
Publication date: 2011-10-06
Patent application number: 20110240520
Abstract:
The production of light hydrocarbons consisting of ethylene, propylene,
butylenes, and of gasoline is enhanced by introducing a virgin paraffinic
naphtha feedstream derived from an external source into an ancillary
downflow reactor that utilizes the same catalyst composition as an
adjacent FCC unit for cracking the naphtha and withdrawing the desired
lighter hydrocarbon reaction product stream from the downflow reactor and
regenerating the catalyst in the same regeneration vessel that is used to
regenerate the spent catalyst from the FCC unit. The efficiency of the
recovery of the desired lighter olefinic hydrocarbons is maximized by
limiting the feedstream to the downflow reactor to paraffinic naphtha
that can be processed under relatively harsher conditions, while
minimizing production of undesired by-products and reducing the formation
of coke on the catalyst.Claims:
1. A method of enhancing the conversion of a feedstream consisting
essentially of paraffinic naphtha boiling up to 450.degree.
F./233.degree. C. derived from a crude distillation unit into a lighter
hydrocarbon product stream consisting of ethylene, propylene, butylenes
and gasoline, the feedstream having a low concentration of olefins, the
method comprising: a. directing a separate feedstream of the paraffinic
naphtha into the top of an ancillary downflow reactor that contains fresh
or regenerated hot catalyst of the same composition as the catalyst used
in a fluidized catalytic cracking (FCC) unit with which the downflow
reactor is associated, the regenerated catalyst being at a temperature
that is sufficient to provide the heat required to promote the
endothermic cracking of the paraffinic naphtha; b. introducing a heavy
oil or gas oil as the feedstream to the associated FCC c. introducing the
paraffinic naphtha through a plurality of injection nozzles into a mixing
zone and into contact with a controlled flow of the hot catalyst to
provide a uniform mixture; d. operating the downflow reactor with a
residence time of the feedstream in the reaction zone of from 0.1 seconds
to 5 seconds at an operating temperature in the range of 900.degree. F.
to 1200.degree. F. and with a catalyst-to-feedstream ratio in the range
from 25 to 50 by weight to produce a lighter hydrocarbon reaction product
stream by cracking the paraffinic naphtha feedstream; e. separating the
lighter hydrocarbon reaction product stream produced in the downflow
reactor cracking process from spent catalyst in a rapid separation
section that is downstream of the reaction zone; and f. recovering the
lighter hydrocarbon reaction product stream, wherein the lighter
hydrocarbon reaction product stream contains a greater combined
proportion of ethylene, propylene and butylenes as compared to a product
stream from the associated FCC unit.
2. The method of claim 1 which includes combining and commingling the spent catalyst from the downflow reactor with spent catalyst from the FCC unit and regenerating the combined spent catalysts for reuse in the FCC unit and the downflow reactor.
3. The method of claim 1, wherein the downflow reactor is operated with a feedstream residence time in the range of from 0.2 seconds to 2 seconds.
4. The method of claim 1, wherein the catalyst-to-feedstream ratio is in the range of from 25 to 40 by weight.
5. The method of claim 1, wherein the recovered lighter hydrocarbon reaction product stream from the downflow reactor is subjected to fractionation.
6. The method of claim 1, wherein the recovered lighter hydrocarbon reaction product stream from the downflow reactor is combined with an effluent stream from the FCC unit for fractionation.
7. The method of claim 2 which is operated continuously.
8. The method of claim 1 in which the hydrocarbon reaction product stream is separated from the spent catalyst by a cyclone separator process.
9. The method of claim 1 which includes applying a quenching fluid to the reaction product and catalyst below the reaction zone.
10. The method of claim 1 which includes stripping the spent catalyst downstream of the reaction zone.
11. A method of producing a product stream consisting primarily of the light olefins ethylene, propylene and butylenes, and gasoline in conjunction with the processing of a petroleum feedstock in a fluidized catalytic cracking (FCC) unit containing a catalyst of specified composition, the catalyst used in the FCC unit being regenerated from spent catalyst, the method comprising: a. introducing a heavy oil or gas as the feedstream to the FCC unit; b. introducing a separate paraffinic naphtha feedstream into an upper portion of a downflow reactor that is proximate the FCC unit; c. introducing a controlled flow of hot regenerated catalyst that is the same catalyst used in the FCC unit into a mixing zone of the downflow reactor along with the paraffinic naphtha feedstream which is injected into the mixing zone through a plurality of nozzles for uniform mixing with the catalyst in a ratio of catalyst-to-paraffinic naphtha feedstream of from 25 to 50 by weight, the temperature of the catalyst being sufficient to provide the heat required to promote the catalytic cracking of the paraffinic naphtha feedstream; d. passing the catalyst and paraffinic naphtha mixture through a reaction zone in the downflow reactor that is maintained at a temperature in the range of from 900.degree. F. to 1200.degree. F. for a residence time of from 0.1 seconds to 5 seconds; e. separating the resulting reaction product stream of light olefins and gasoline from spent catalyst in a rapid separation section of the reactor that is downstream of the reaction zone; f. recovering the reaction product stream of the light olefins ethylene, propylene and butylenes, and gasoline, wherein the reaction product stream contains a greater combined proportion of ethylene, propylene and butylenes as compared to a product stream from the proximate FCC unit; and g. passing the spent catalyst from the downflow reactor to a separate regeneration vessel that also contains spent catalyst from the FCC unit for regeneration.
12. The method of claim 11, wherein the downflow reactor is operated with a feedstream residence time in the range of from 0.2 seconds to 2 seconds.
13. The method of claim 11, wherein the catalyst-to-feedstream ratio is in the range of from 25 to 40 by weight.
14. The method of claim 11, wherein the recovered reaction product stream from the downflow reactor is combined with an effluent stream from the FCC unit for fractionation.
15. The method of claim 1 wherein the recovered reaction product stream from the downflow reactor is subjected to fractionation.
16. The method of claim 1, wherein the flow rate of hot catalyst into the mixing zone of the downflow reactor is adjusted to control the temperature in the reaction zone.
17. The method of claim 11, wherein the flow rate of hot catalyst into the mixing zone of the downflow reactor is adjusted to control the temperature in the reaction zone.
18. The method of claim 1 which includes stabilizing the temperature of the hot catalyst prior to its controlled introduction into the reaction mixing zone.
19. The method of claim 11 which includes stabilizing the temperature of the hot catalyst prior to its controlled introduction into the reaction mixing zone.
20. The method of claim 1, wherein the spent catalyst is recovered from the separation section and is separately returned to a regenerator where it is mixed with the catalyst from the FCC unit.
21. (canceled)
22. (canceled)
Description:
FIELD OF THE INVENTION
[0001] This invention relates to increasing the production of lighter hydrocarbons, such as ethylene, propylene and the butylenes, and gasoline in conjunction with the operation of a fluidized catalytic cracking process.
BACKGROUND OF THE INVENTION
[0002] Propylene is second in importance only to ethylene as a petrochemical raw material building block. Propylene has traditionally been obtained as a by-product from steam cracking to produce ethylene and from refinery fluidized catalytic cracking processes to produce gasoline. The projected growth in demand for propylene has started to exceed that of ethylene so that existing processes cannot satisfy the future propylene demand. To meet the expected market demand for propylene, a catalytic paraffinic naphtha cracking process can be utilized.
[0003] The catalytic cracking of olefinic naphthas is well known and currently practiced in all types of FCC units processing a variety of feedstocks. Recycled cracked naphtha, olefinic naphthas from the FCC, from visbreakers or cokers are easily converted to propylene in the FCC reactor riser with the base feedstock. The gasoline produced from recycling is high in octane and aromatics. None of the prior art FCC processes can be used to crack light straight run ("LSR") naphtha efficiently without significant modifications.
[0004] Fluidized catalytic cracking, or FCC, is a well-known and widely practiced process for converting heavy hydrocarbons, gasoils and residues into lighter hydrocarbon fractions. In general terms, the process for the cracking of hydrocarbon feedstocks relies on contact with heated fluidized catalytic particles in a reaction zone maintained at appropriate temperatures and pressures. When the heavier feed contacts the hot catalyst and is cracked to lighter products, carbonaceous deposits, commonly referred to as coke, form on the catalyst and deactivate it. The deactivated, or spent, catalyst is separated from the cracked products, stripped of removable hydrocarbons and passed to a regeneration vessel where the coke is burned from the catalyst in the presence of air to produce a substantially regenerated catalyst. The combustion products are removed from the vessel as flue gas. The heated regenerated catalyst is then recycled to the reaction zone in the FCC unit. A general description of the FCC process is provided in U.S. Pat. No. 5,372,704, the complete disclosure of which is incorporated herein by reference.
[0005] Various methods and apparatus have been proposed for increasing or enhancing the output of particular product streams from the FCC unit. In some cases, ancillary reactors and other treatment vessels have been provided to treat a particular fraction or reaction product stream. In some instances, multiple reactors are provided, each with a different feed, in order to derive a particularly desired product stream.
[0006] For example, U.S. Pat. No. 4,090,949 describes a method for upgrading poor quality olefinic gasoline using two reactor risers, one of which receives a typical gas feedstream, while the second is used to crack a feedstream consisting primarily of low quality olefinic gasoline. The reactor temperature is from 450° F. to 900° F. and the catalyst-to-olefinic gasoline ratio is in the range of from 1 to 40, with a residence time in the range of from 1 to 30 seconds.
[0007] A process employing multiple cracking zones in either a fluidized bed or in parallel riser reactors is disclosed in U.S. Pat. No. 3,856,659. In one aspect of this integrated process, paraffinic naphtha feed from the crude unit is mixed with recycled cracked naphtha (olefinic) and fed to one of the riser reactors. Typical operating temperatures range from 900° F. to 1,300° F. with a catalyst/oil ratio of from 3 to 20 and a residence time of from 1 to 10 seconds.
[0008] A process using separate multiple fluidized reactors with upward direction in elongated transfer lines, or risers, is disclosed in U.S. Pat. No. 4,297,203. Cracked naphtha feedstock from the first riser reactor is recovered and recycled to the second riser along with another hydrocarbon feedstream. Reactor temperatures are somewhat lower than in the prior example.
[0009] A method for upgrading or cracking virgin naphtha is disclosed in U.S. Pat. No. 4,830,728 using a single catalyst of the Y zeolite type, or a combination of Y zeolite ZSM-5. In this process, ethylene is mixed with the virgin naphtha in the riser reactor. This process mentions upgrading straight run naphtha, which is mixed with recycled cracked material and injected into a separate upflow riser reactor. It is apparently the objective of this process to upgrade naphtha in two riser reaction zones with gasoil and/or resid catalytically cracked in the first riser and ethylene and catalytically cracked naphtha recycle and/or other naphtha(s) catalytically cracked in the second riser and in a dense fluidized reactor.
[0010] A method is described in U.S. Pat. No. 5,372,704 that employs spent catalyst in a re-cracking reactor for limited conversion of FCC naphtha or other thermally produced olefinic naphtha to light products with an increase in the product naphtha octane rating. The operating conditions for this process are relatively mild with temperatures in the 800° F. to 1,100° F. range and a residence time of from 1 to 100 seconds.
[0011] A review of the disclosures of the patents discussed above, as well as other prior art sources, has failed to identify a process in which a virgin paraffinic naphtha feedstream is cracked in conjunction with an FCC unit to produce primarily light olefins consisting of ethylene, propylene and butylenes, and gasoline.
[0012] It is therefore an object of the present invention to provide a process in which a virgin paraffinic naphtha feedstream withdrawn as a fraction from an external source, such as a crude atmospheric distillation column, toppers, as a by-product stream from a hydrotreater or hydrocracker units, or other high paraffinic naphtha stream from an extraction process, is further cracked to provide a light reaction product stream.
[0013] It is a further object of the invention to provide such a process that can be run efficiently utilizing the same catalyst employed in the FCC unit.
[0014] Yet another object of the invention is to provide a novel process for efficiently cracking a paraffinic naphtha feedstock to produce a lighter hydrocarbon product stream consisting of ethylene, propylene, butylenes and gasoline, which reaction product stream can either be recovered separately and further fractionated to recover the individual components or combined with an effluent stream from the FCC unit for further fractionation.
[0015] The term "paraffinic naphtha feed" shall be understood to include any hydrocarbon charge stock boiling in the range of pentane (C5) hydrocarbons up to about 450° F. that contains 40% to 80% by weight of paraffinic components with very little olefin components. The remaining components will be naphthenes, aromatics and olefins in descending order of composition. This paraffinic naphtha feed usually comes from crude or other atmospheric fractionation columns, but can also be derived from other processes which produce paraffinic-containing hydrocarbons. For example, hydrotreater processes known in the refining and petrochemical art will produce paraffinic hydrocarbons from olefinic and aromatic type feed streams that can be used in the practice of the invention. The term "paraffinic naphtha" will also be understood to include light straight run (LSR) naphtha, or virgin naphtha, such as that obtained from a crude distillation unit, and will also include high paraffinic naphtha feedstreams resulting from extraction processes, all of which are known in the art.
SUMMARY OF THE INVENTION
[0016] The above objects and further advantages are achieved by the improved process and apparatus of the invention in which a downward flow fluidized catalyst reactor is added as an ancillary reactor to the existing FCC process unit operation. The ancillary downflow reactor system utilizes the same hot regenerated catalyst as is used in the FCC unit. The regenerated catalyst and a virgin paraffinic naphtha feedstream derived from a source that is independent of the FCC unit are introduced and thoroughly mixed in an upper portion of the downflow reactor that is above the reaction zone.
[0017] The mixture passes through the reaction zone with a residence time of 0.1 seconds to 5 seconds, and preferably in a range of 0.2 seconds to 2 seconds, where the reaction zone operating temperature is from 900° F. to 1,200° F. The ratio of catalyst-to-naphtha, also referred to as the catalyst-to-oil ratio, in the reaction zone is in the range of from 10 percent to 80 percent by weight, with a preferred operating range of from 20 percent to 50 percent by weight. The determination of the catalyst-to-oil ratio is an indication of operating severity and its determination is well known to the art.
[0018] The efficient operation of this process is dependent upon the introduction of a single feedstream consisting of a virgin paraffinic naphtha feed. The relatively low residence times and higher catalyst-to-oil ratios of 20 to 50 percent by weight are specific to the paraffinic naphtha feedstream. The introduction of other hydrocarbons into the feedstream of the secondary downflow reactor will adversely affect the yields of the desired lighter hydrocarbon reaction products.
[0019] The downflow reactor provides several advantages including the relative ease of separating the desired end products from other components.
[0020] The improved process of the invention can be utilized with prior art FCC units, whether they employ riser cracking in an upward or downward flow reaction scheme, or bed cracking to catalytically convert naphthas to the desired lighter hydrocarbons.
[0021] Any existing FCC catalyst can be employed in the practice of the improved process of the invention. Typical FCC catalysts with or without catalyst additives are suitable for use in this process improvement.
BRIEF DESCRIPTION OF THE DRAWINGS
[0022] The apparatus and method of the invention will be described in further detail below and with reference to the attached drawings in which:
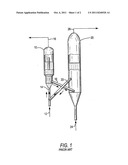
[0023] FIG. 1 is a simplified schematic illustration of a typical FCC apparatus and process of the prior art; and
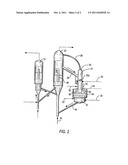
[0024] FIG. 2 is a simplified schematic illustration of an embodiment of the apparatus and process of the present invention.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENTS
[0025] As indicated above, the method and apparatus of the present invention can be employed with any number of FCC process units known to the prior art. With reference to FIG. 1, a typical prior art FCC process is schematically illustrated. The reactor vessel (10) receives the hydrocarbon, or oil, feedstock (12) that is admitted into the lower end of reactor riser (14) where it is mixed with fresh and/or regenerated catalyst that is transferred by a conduit (22). For the purpose of this simplified schematic illustration and description, the numerous valves, temperature sensors, electronic controllers and the like that are customarily employed and well known to those of ordinary skill in the art are not included.
[0026] In this continuous process, the mixture of catalyst and FCC reactor feedstream proceed upward through the riser into a reaction zone in which the temperature, pressure and residence time are controlled again within ranges that are conventional and related to the operating characteristics of the one or more catalysts used in the process, the configuration of the apparatus, the type and characteristics of the feedstock and a variety of other parameters that are well known to those of ordinary skill in the art and which form no part of the present invention. The reaction product is withdrawn through conduit (16) for recovery and/or further processing in the refinery.
[0027] The spent catalyst from the FCC unit is withdrawn via transfer line (18) for delivery to the lower portion of regeneration vessel (20), most conveniently located in relatively close proximity to FCC unit (10). The spent catalyst entering through transfer line (18) is contacted by at least a stream of air admitted through conduit (24) for controlled combustion of any accumulated coke. The flue gases are removed from the regenerator via conduit (26), and the temperature of the regenerated catalyst is raised to provide heat for the endothermic cracking reaction in the reactor vessel (10).
[0028] The method of the present invention will now be described with reference to FIG. 2. It will be understood that the reactor (10) and regeneration vessel (20) include components common to those described in connection with FIG. 1 and their description and functioning will not be repeated. The novel apparatus component and method of operation depicted in FIG. 2 relates to the downflow reactor (30) which hot receives regenerated catalyst via transfer line (28) that is introduced into an upper portion of the vessel (30). Feedline (32) introduces a paraffinic naphtha feedstream from a source other than the FCC unit for mixing with the incoming regenerated catalyst from regenerator (20). The mixture of naphtha and catalyst passes into a reaction zone (34) that is maintained at a temperature that ranges from 900° F. to 1,200° F. The ratio of the catalyst-to-naphtha is in the range from 20 percent to 50 percent by weight. The residence time of the mixture in the reaction zone is from about 0.2 seconds to about 2 seconds.
[0029] Although a variety of catalysts can be utilized in the process, it will be understood that the same catalyst used in the main FCC unit is also employed in the catalytic cracking of the paraffinic naphtha feedstream in downflow reactor (30). In the practice of the invention it is preferred that zeolite catalysts of the Y type be used alone or in combination with ZSM-5 catalysts. As will be understood by those of ordinary skill in this art, catalysts additives can also be used with either of these systems. The choice of the catalyst(s) system does not form a part of the present invention.
[0030] With continuing reference to FIG. 2, the light reaction product stream is recovered via line (34). In accordance with the method of the invention, the light hydrocarbon reaction product stream containing ethylene, propylene, butylenes, gasoline, and any other by-products from the cracking reactions, is withdrawn and can be either recovered separately in a segregated recovery section (not shown) or combined with the reaction product stream from the FCC unit for further fractionation and eventual recovery.
[0031] Stripping steam is admitted through line (36) to drive off any removable hydrocarbons from the spent catalyst. These gases are discharged from the downflow reactor (30) and introduced into the upper portion of the stripper vessel (37) where these combined gases, or vapors, pass through cyclone separators (39) and out of the stripper vessel via line (34) for product recovery in accordance with methods known to the art.
[0032] The spent catalyst from the downflow reactor (30) is discharged through transfer line (40) and admitted to the lower end of the diptube, or lift riser, (29) which extends from the lower portion of the modified catalyst regenerator (20). In this embodiment, air is introduced below the spent catalyst transfer line (40) at the end of diptube or lift riser (29) via pressurized air line (25). A more detailed description of the functioning of the secondary downflow reactor (30) is provided below.
[0033] The configuration and selection of materials for the downflow reactor (30), as well as the specific operating characteristics and parameters will be dependent upon the specific qualities and flow rate of the paraffinic naphtha feed introduced at feedline (32), which in turn will be dependent upon the source of the feedstock. More detailed operating conditions are also set forth below.
[0034] It is to be understood that the present invention broadly comprehends a method of producing a product stream consisting primarily of the light olefins ethylene, propylene and butylenes, and of gasoline in conjunction with the processing of a petroleum feedstock in a fluidized catalytic cracking (FCC) unit containing a catalyst of specified composition, the FCC and associated downflow reactor catalyst feed being regenerated from spent catalyst, and the method including the steps of: [0035] a. providing a separate paraffinic naphtha feedstream and directing it into an upper portion of a downflow reactor that is proximate the FCC unit; [0036] b. introducing regenerated catalyst of the same type used in the FCC unit into the downflow reactor for mixing with the to paraffinic naphtha feedstream in a ratio of catalyst-to-feedstream in the range from 10 percent to 80 percent by weight; [0037] c. passing the catalyst and paraffinic naphtha mixture through a reaction zone in the downstream reactor that is maintained at a temperature that ranges from 900° F. to 1,200° F. for a residence time of from 0.1 seconds to 5 seconds to crack the naphtha; [0038] d. separating the reaction products stream containing light olefins and gasoline from spent catalyst; [0039] e. recovering the reaction product stream; and [0040] f. passing the spent catalyst from the downflow reactor to a separate regeneration vessel that also contains spent catalyst from the FCC unit for regeneration and recycling to the FCC unit and the downflow reactor.
[0041] With continuing reference to FIG. 2, the hot regenerated catalyst at approximately 1250° F. to 1500° F. is transferred from the regenerator vessel (20) of the FCC process by conventional means, e.g., through a downwardly directed conduit or pipe (28), commonly referred to as a transfer line or standpipe, to a withdrawal well or hopper (31) at the top of the downflow reactor above the reaction zone (33) where the hot catalyst flow is allowed to stabilize in order to be uniformly directed into the mix zone or feed injection portion of the reaction zone (33). A pressure stabilization line (38) connects the top of the withdrawal well (31) to the existing regenerator (20).
[0042] The naphtha feedstock is injected into the mixing zone through feed injection nozzles (32a) placed in the immediate vicinity of the point of introduction of the regenerated catalyst into the downflow reactor (30). These multiple injection nozzles (32a) result in the catalyst and oil mixing thoroughly and uniformly. Once the paraffinic naphtha feedstock contacts the hot catalyst the cracking reactions occur. The reaction vapor of hydrocarbon cracked products and unreacted naphtha feed and catalyst mixture quickly flows through the remainder of the downflow reactor and into a rapid separation section (35) at the bottom portion of the reactor. The residence time of the mixture in the reaction zone is controlled in accordance with apparatus and procedures known to the art.
[0043] If necessary for temperature control, a quench injection (50) is provided for the naphtha feed, recycle cracked naphtha or other light olefinic hydrocarbon near the bottom of the reaction zone (33) immediately before the separator. This quench injection quickly reduces or stops the cracking reactions and can be utilized for controlling cracking severity and allows for added process flexibility.
[0044] The reaction temperature, i.e., the outlet temperature of the downflow reactor, is controlled by opening and closing a catalyst slide valve (not shown) that controls the flow of regenerated catalyst from the withdrawal well (31) and into the mix zone. The heat required for the endothermic cracking reaction is supplied by the regenerated catalyst. By changing the flow rate of the hot regenerated catalyst, the operating severity or cracking conditions can be controlled to produce the desired yields of light olefinic hydrocarbons and gasoline.
[0045] The rapid separator (35) along with the end portion of the downflow reactor (30) is housed in the upper section of a large vessel referred to as the catalyst stripper (37). The rapid separator directs the reaction vapor and catalyst directly into the top part the stripper vessel (37).
[0046] The reactor vapor stream moves upward from the rapid separator outlet into the stripper, combines with stripped hydrocarbon product vapors and stripping gas from the catalyst stripping section of this vessel and passes through conventional separating means such as cyclones (39), which further separate any entrained catalyst particles from the vapors. The catalyst from the separator that is captured in the cyclones is directed to the bottom of the stripper vessel (37) through a cyclone dipleg for discharge into the bed of catalyst that was recovered from the rapid separator in the stripping section.
[0047] After the combined vapor passes through the cyclones and out of the stripper vessel, it is directed through a conduit or pipe commonly referred to as a reactor vapor line (34) to a conventional product recovery section known in the FCC art.
[0048] The catalyst from the rapid separator and cyclone diplegs flows to the lower section of the stripper reactor vessel (37) that includes a catalyst stripping section into which a suitable stripping gas, such as steam, is introduced through streamline (36). The stripping section is provided with several baffles or structured packing (not shown) over which the downwardly flowing catalyst passes counter-currently to the flowing stripping gas. The upwardly flowing stripping gas, which is typically steam, is used to "strip" or remove any additional hydrocarbons that remain in the catalyst pores or between catalyst particles.
[0049] The stripped catalyst is transported by the combustion air stream (25) through a lift riser (29) that terminates in the existing regenerator (20) in a typical FCC process to burn off any coke that is a by-product of the naphtha cracking process. In the regenerator, the heat produced from the combustion of the by-product coke produced in the first reaction zone (10 and 14) of a typical FCC process from cracking heavy hydrocarbons and from the naphtha cracking in zone (33) of the downflow reactor (30) is transferred to the catalyst.
[0050] The regenerator vessel (20) can be of any conventional previously known design and can be used with the enhanced process and downflow reaction zone of this invention. The placement of the regenerator-to-reactor conduit (28) or regenerated catalyst transfer line for the regenerator will be such that it insures a steady and continuous flow of a substantial quantity of regenerated catalyst that is needed to meet the maximum design requirements of the downflow reactor.
[0051] The catalyst requirements for the process of the invention can be determined in conjunction with any catalyst conventionally used in FCC processes, e.g., zeolites, silica-alumina, carbon monoxide burning promoter additives, bottoms cracking additives, light olefin-producing additives and any other catalyst additives routinely used in the FCC process. The preferred cracking zeolites in the FCC process are zeolites Y, REY, USY, and RE-USY. For enhanced naphtha cracking potential, a preferred shaped selective catalyst additive typically used in the FCC process to produce light olefins and increase FCC gasoline octane is ZSM-5 zeolite crystal or other pentasil type catalyst structure. This ZSM-5 additive is mixed with the cracking catalyst zeolites and matrix structures in conventional FCC catalyst and is preferably used in the method of the invention to maximize and optimize the paraffinic naphtha cracking in the downflow reactor.
[0052] A particular advantage of this invention as an enhancement to an existing FCC process for typical FCC heavy hydrocarbon feedstocks is the amount on coke produced from these cracking reactions. In naphtha cracking, the overall unit operational efficiency is adversely effected by the limited amount of coke produced during the cracking reactions. The amount of coke produced is not sufficient to produce enough heat during catalyst regeneration to allow for the paraffinic naphtha cracking reactions to occur in the downflow reactor. By comparison, the coke produced during the heavy oil or gasoil cracking in the typical FCC process is more than adequate to provide the required heat to the downflow reactor. In the method of the invention, this heat is transferred from the regenerator to the downflow reactor by the regenerated catalyst by mixing the spent catalysts from the two sources during the regeneration processing in vessel (20).
[0053] A further advantage of the present invention as an enhancement to existing FCC processes for co-processing paraffinic naphtha is that the products can be recovered in the existing recovery section of the unit. The unconverted paraffinic naphtha can be recycled with the olefinic naphtha in the FCC process to produce additional light olefins from cracking the olefinic naphtha or for use as a blending stock in finished gasoline. The process has the advantage of providing for the separate recovery of the naphthas from each reactor for further separate downstream processing, with the alternative of combining the two streams for partial recycling to the FCC unit or for gasoline blending.
EXAMPLES
[0054] A bench scale pilot plant was used to determine the operating conditions for obtaining desired product yields from cracking a typical paraffinic naphtha feedstock. A pilot plant unit was used to represent the cracking conditions in the downflow reactor.
[0055] In the following examples, two catalyst systems are utilized to demonstrate the potential for cracking paraffinic naphtha to produce light olefin yields. One catalyst was a typical low rare earth, low hydrogen transfer USY zeolite catalyst that is commercially available. The second catalyst system was the same commercially available USY zeolite cracking catalyst blended with a shape selective ZSM-5 zeolite type cracking catalyst additive.
[0056] The following Table summarizes the effects of varying the cracking severity by changing the reactor temperatures in the pilot unit for both catalyst systems.
TABLE-US-00001 Catalyst USY USY + ZSM-5 Temperature ° C. 510 550 625 510 550 625 ° F. 950 1022 1157 950 1022 1157 Conversion wt. % 29 39 44 31 43 52 Product Yields wt. % Total Gas 28 39 44 30 42 51 Liquid 71 60 56 69 57 48 Coke 0.5 0.5 0.5 0.5 0.5 0.5 Gas Composition Wt. % Ethylene 0.8 2.0 2.9 2.2 4.2 7.1 Propylene 4.3 7.5 13 6.4 10.5 16.8 Butylenes 2.7 4.2 8.7 4.0 5.9 8.6 H2, C1, C2 0.4 1.8 3.4 3.8 1.3 3.3 Paraffins C3-C4 Paraffins 20 23 16 17.2 20.1 15.2 Selectivity Propylene 15 19 29 21 25 33 C3-C4 Paraffin 71 59 36 56 48 30
[0057] As used in the Table, the term "Selectivity" is defined as the ratio of the amount of a particular Component to the Total Gas, e.g., Propylene/Total Gas.
[0058] It will be understood that the embodiments described above are illustrative of the invention and that various modifications can be made by those of ordinary skill in the art that will be within the scope of the invention, which is to be determined by the claims that follow.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-06-16 | Method and system for gtl production in fpso |
| 2016-06-16 | Integrated processes and systems for reforming and isomerizing hydrocarbons |
| 2013-03-28 | Methods for increasing catalyst concentration in heavy oil and/or coal resid hydrocracker |
| 2013-01-03 | Dual riser catalytic cracking process for making middle distillate and lower olefins |
| 2013-01-03 | Dual riser catalytic cracking process for making middle distillate and lower olefins |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2011-05-26 | Metallic clay based fcc gasoline sulfur reduction additive compositions |
| 2010-02-11 | Metallic clay based fcc gasoline sulfur reduction additive compositions |
| Top Inventors for class "Mineral oils: processes and products" | |
| Rank | Inventor's name |
|---|---|
| 1 | Omer Refa Koseoglu |
| 2 | Scott Lee Wellington |
| 3 | Abdennour Bourane |
| 4 | Alakananda Bhattacharyya |
| 5 | Beckay J. Mezza |