Patent application title: METHOD OF MAKING AND USING SHAPE MEMORY POLYMER COMPOSITE PATCHES
Inventors:
Patrick Joseph Hood (Bellbrook, OH, US)
Sean Patrick Garrigan (Beavercreek, OH, US)
Frank Auffinger, Iii (Hamilton, OH, US)
Tat Hung Tong (Bellbrook, OH, US)
Benjamin John Vining (Dayton, OH, US)
Richard Douglas Hreha (Beavercreek, OH, US)
Thomas Joseph Barnell (Dayton, OH, US)
Assignees:
CORNERSTONE RESEARCH GROUP, INC.
IPC8 Class: AB32B712FI
USPC Class:
428355EP
Class name: Adhesive outermost layer adhesive compositions including epoxy group or epoxy polymer
Publication date: 2010-08-05
Patent application number: 20100196705
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: METHOD OF MAKING AND USING SHAPE MEMORY POLYMER COMPOSITE PATCHES
Inventors:
Tat Hung Tong
Thomas Joseph Barnell
Patrick Joseph Hood
Sean Patrick Garrigan
Frank Auffinger, III
Benjamin John Vining
Richard Douglas Hreha
Agents:
CORNERSTONE RESEARCH GROUP, INC.
Assignees:
Origin: DAYTON, OH US
IPC8 Class: AB32B712FI
USPC Class:
Publication date: 08/05/2010
Patent application number: 20100196705
Abstract:
A method of repairing a composite component having a damaged area
including: laying a composite patch over the damaged area; activating the
shape memory polymer resin to easily and quickly mold said patch to said
damaged area; deactivating said shape memory polymer so that said
composite patch retains the molded shape; and bonding said composite
patch to said damaged part.Claims:
1. A product comprising: A multi-layer thermo-reversible dry adhesive
comprising: a first layer comprising a soft dry adhesive; a second layer
comprising a shape memory polymer; wherein the thermo-reversible dry
adhesive has a first shape at a first temperature and a second shape at a
second temperature with a load applied.
2. A product as set forth in claim 1 wherein the shape memory polymer comprises: at least one of a rigid epoxy or a flexible epoxy; and at least one of a crosslinking agent or a catalytic curing agent; wherein the rigid epoxy is an aromatic epoxy having at least two epoxide groups, the flexible epoxy is an aliphatic epoxy having at least two epoxide groups, and the crosslinking agent is one of a multi-amine, an organic multi-carboxylic acid, or an anhydride.
3. A product as set forth in claim 1, wherein the soft dry adhesive comprises: at least one of a rigid epoxy or a flexible epoxy; and at least one of a crosslinking agent or a catalytic curing agent;wherein the rigid epoxy is an aromatic epoxy having at least two epoxide groups, the flexible epoxy is an aliphatic epoxy having at least two epoxide groups, and the crosslinking agent is one of a multi-amine, an organic multi-carboxylic acid, or an anhydride.
4. A product as set forth in claim 1 further comprising a substrate wherein the multilayer thermo-reversible dry adhesive is positioned on top of the substrate with the first layer in contact with the at least one substrate.
5. A product as set forth in claim 4 wherein the pull-off force of the multilayer thermo-reversible dry adhesive with the curved structure is about 0 to 50 N/cm2 for one of the at least one substrate.
6. A product as set forth in claim 4 wherein the pull-off force of the multilayer thermo-reversible dry adhesive with the relatively flat structure is about 10 to about 200 N/cm2 for one of the at least one substrate.
7. A method comprising: forming a multilayer thermo-reversible dry adhesive comprising: forming a first layer by curing a first component, a second component and a third component; forming a second layer over the first layer comprising pouring a mixture of a fourth component and a fifth component over the first layer and curing the second layer; and post-curing the first and second layers to form a multi-layer thermo-reversible adhesive having a curved structure at a first temperature and having a relatively flat structure at a second temperature with a load applied.
8. A method as set forth in claim 7 wherein the first component, the second component and the third component comprises: at least one of a rigid epoxy or a flexible epoxy; and at least one of a crosslinking agent or a catalytic curing agent; wherein the rigid epoxy is an aromatic epoxy having at least two epoxide groups, the flexible epoxy is an aliphatic epoxy having at least two epoxide groups, and the crosslinking agent is one of a multi-amine, an organic multi-carboxylic acid, or an anhydride.
9. A method as set forth in claim 7 wherein the first component, the second component and the third component comprise an aromatic diepoxy, an aliphatic diepoxy, and a diamine.
10. A method as set forth in claim 9 wherein the aromatic epoxy is diglycidyl ether of bisphenol A epoxy monomer with an approximate epoxy equivalent weight of 180.
11. A method as set forth in claim 9 wherein the aliphatic epoxy is NGDE.
12. A method as set forth in claim 9 wherein the diamine is polypropylene glycol)bis (2-aminopropyl)ether with an average molecular weight of 230.
13. A method as set forth in claim 7 wherein the fourth component and the fifth component comprise an aliphatic diepoxy and a diamine, and wherein the components are present in an amount sufficient to provide, upon curing of the second layer, a soft epoxy dry adhesive layer having a glass transition temperature of -90.degree. C. to 200.degree. C. and having a pull-off strength of 1-200 N/cm.sup.2.
14. A method comprising: providing a multilayer thermo-reversible dry adhesive comprising at least one dry adhesive layer and at least one shape memory polymer layer; heating the multilayer thermo-reversible dry adhesive to a temperature higher than the glass transition temperature of the shape memory polymer; imposing a load on the multilayer thermo-reversible dry adhesive while cooling to a temperature below the glass transition temperature of the shape memory polymer, so that the multilayer thermo-reversible dry adhesive forms a strong adhesive bond to an underlying substrate and; releasing the multilayer thermo-reversible dry adhesive from the substrate by heating the multilayer thermo-reversible dry adhesive to a temperature above the glass transition temperature of the shape memory polymer.
15. A method as set forth in claim 14 wherein the load is about 1 N/cm2 to about 20 N/cm.sup.2.
16. A method as set forth in claim 14 wherein the glass transition temperature of the shape memory polymer is about 25 to about 200.degree. C.
17. A method as set forth in claim 14 wherein the glass transition temperature of the dry adhesive is about -90 to about 200.degree. C.
18. A method as set forth in claim 14 wherein the underlying substrate comprises one of stainless steel, glass, aluminum alloy 5657, polypropylene, or Teflon.
Description:
CROSS-REFERENCE TO RELATED APPLICATION
[0001]This is a continuation of U.S. Utility Application Ser. No. 11/611,184 filed Dec. 15, 2006 which is a continuation of U.S. Utility application Ser. No. 11/569,902 filed Dec. 1, 2006, which is a national stage entry from PCT application PCT/US2005/019842 filed Jun. 4, 2005, which all claim priority benefit of U.S. Provisional Patent Application Ser. No. 60/577,003 filed Jun. 4, 2004. Additionally this application is a continuation of U.S. Utility application Ser. No. 12/090,760 filed Apr. 18, 2008, which is a national stage entry from PCT/US2006/062179 filed Dec. 15, 2006 which further claims priority from a U.S. Provisional Patent Application Ser. No. 60/750,502 filed Dec. 15, 2005.
BACKGROUND OF THE INVENTION
[0003]Patches Background
[0004]The present invention generally relates to the repair of components made from material such as metals, composites, wood, plastics, glass and other materials. It is to be appreciated that the present invention has general and specific industrial application in the repair of various materials. The term "composite" is commonly used in industry to identify components produced by impregnating a fibrous material with a thermoplastic or thermosetting resin to form laminates or layers.
[0005]Generally, polymers and polymer composites have the advantages of weight saving, high specific mechanical properties, and good corrosion resistance which make them indispensable materials in all areas of manufacturing. Nevertheless, manufacturing costs are sometime detrimental, since they can represent a considerable part of the total costs and are made even more costly by the inability to quickly and easily repair these materials without requiring a complete, and expensive, total replacement. Furthermore, the production of complex shaped parts is still a challenge for the composite industry. The limited potential for complex shape forming offered by advanced composite materials leaves little scope for design freedom in order to improve mechanical performance and/or integrate supplementary functions. This has been one of the primary limitations for a wider use of advanced composites in cost-sensitive large volume applications. Additionally, the nature of composite materials does not lend itself to easy repair, especially on cheap, mass produced items and repair kits for more expensive, specialty items (such as in the aeronautic industry) are bulky, expensive, and require long time to complete the repair.
[0006]Shape memory polymers (SMPs) and shape memory alloys (SMAs) were first developed about 20 years ago and have been the subject of commercial development in the last 10 years. SMPs are polymers that derive their name from their inherent ability to return to their original "memorized" shape after undergoing a shape deformation. SMPs that have been preformed can be deformed to any desired shape below or above its glass transition temperature (Tg). If it is below the Tg, this process is called cold deformation. When deformation of the SMP occurs above its Tg, the process is denoted as warm deformation. In either case the SMP must remain below, or be quenched to below, the Tg while maintained in the desired deformed shape to "lock" in the deformation. Once the deformation is locked in, the polymer network cannot return to a relaxed state due to thermal barriers. The SMP will hold its deformed shape indefinitely until it is heated above its Tg, whereat the SMP stored mechanical strain is released and the SMP returns to its performed state.
[0007]SMPs are not simply elastomers, nor simply plastics. They exhibit characteristics of both materials, depending on their temperature. While rigid, an SMP demonstrates the strength-to-weight ratio of a rigid polymer; however, normal rigid polymers under thermal stimulus simply flow or melt into a random new shape, and they have no "memorized" shape to which they can return. While heated and pliable, an SMP has the flexibility of a high-quality, dynamic elastomer, tolerating up to 400% elongation or more; however, unlike normal elastomers, an SMP can be reshaped or returned quickly to its memorized shape and subsequently cooled into a rigid plastic.
[0008]Several known polymer types exhibit shape memory properties. Probably the best known and best researched polymer types exhibiting shape memory polymer properties are polyurethane polymers. Gordon, Proc of First Intl. Conf. Shape Memory and Superelastic Tech., 115-120 (1994) and Tobushi et al., Proc of First Intl. Conf. Shape Memory and Superelastic Tech., 109-114 (1994) exemplify studies directed to properties and application of shape memory polyurethanes. Another polymeric system based on crosslinking polyethylene homopolymer was reported by S. Ota, Radiat. Phys. Chem. 18, 81 (1981). A styrene-butadiene thermoplastic copolymer system was also described by Japan Kokai, JP 63-179955 to exhibit shape memory properties. Polyisoprene was also claimed to exhibit shape memory properties in Japan Kokai JP 62-192440. Another known polymeric system, disclosed by Kagami et al., Macromol. Rapid Communication, 17, 539-543 (1996), is the class of copolymers of stearyl acrylate and acrylic acid or methyl acrylate. Other SMP polymers known in the art include articles formed of norbornene or dimethaneoctahydronapthalene homopolymers or copolymers, set forth in U.S. Pat. No. 4,831,094. Additionally, styrene copolymer based SMPs are disclosed in U.S. Pat. No. 6,759,481 which is incorporated herein by reference.
[0009]Modern aircraft are perhaps one of the largest users of composite materials. Composites are widely used in the aerospace industry to provide aircraft components such as fuselages, wings and tail fins, doors and so on. This is because composite components have the physical attribute of being relatively lightweight while at the same time having high structural strength in comparison to metals. Such composite components typically are of a sandwich construction. When damage occurs to such structures, for example by impacted damage from a flying stone or other debris or from a dropped tool, a damage crater, crack, or hole will be formed in the object concerned.
[0010]The general approach to repair damage is to remove the damaged part from the aircraft, and repair the damage by using an electric blanket with a vacuum bag. A "prepreg" formed of a layer of fibrous material impregnated with uncured resin is laid over the area to be repaired. The electric blanket applies heat to that area to cure the prepreg. The vacuum bag holds the electric blanket in position over the repair area while at the same time applying a compaction force to the prepreg.
[0011]Repairs using this approach are not however always satisfactory. This is because the inconsistency of the heat provided by the electric blanket leads to unreliability in the curing. Also, the use of vacuum bag compaction is not very effective in removing air from the prepreg so that the repaired area is not necessarily void free. Additionally, it normally takes a long amount of time to remove, repair, replace, and test the damaged component on an aircraft. Finally, the majority of time in using these methods typically involves waiting for the resin in the composite material and filler to cure. If this cure cycle was eliminated not only would there be a vast reduction in time but also in the emissions and use of chemicals, eliminating the cleanup and disposal of said chemicals.
[0012]A similar method of repair to such composite structures generally entails a lightweight composite filler material being inserted into the crater in a thixotropic state to protrude slightly from the outer surface. The filler is then allowed to harden and cure. It is then abraided flush with the surface of the structure. A patch of fiber reinforced composite material in either cured or more generally uncured state is then adhered to the surface of the structure over the filled crater using a separate adhesive and the patch is then bonded in position using both vacuum and heat. The vacuum is normally applied using an airtight sheet of material placed over the repair and temporarily sealed to the structure using a bead of adhesive around its periphery. A vacuum is then created under the sheet to try to ensure that any air bubbles are expelled from underneath the patch and to ensure good bonding. At the same time a heater blanket positioned inside or outside the vacuum bag will apply heat to the repair to effect hardening and curing of the adhesive which is normally a curable resin.
[0013]Multi-layered repair patches are also known in the art and these repair patches have been used both for repairing holes in drywall material as well as repairing holes in automobile bodies. U.S. Pat. Nos. 5,075,149 issued to Owens et al. ("Owens"), 4,707,391 issued to Hoffmann ("Hoffmann '391") and 4,135,017 issued to Hoffmann ("Hoffmann '017") are all directed to multi-layer repair patches.
[0014]Owens discloses a three-layered patch with a metal plate disclosed between two polyester sheets. The metal plate is held in place between the two polyester sheets with a semi-solid adhesive such as urethane. The semi-solid adhesive fixedly attaches the two polyester sheets together as well as fixedly attaching the reinforcing metal plate between the two sheets. Owens is not useful for repairs which require the application of bonding material or plaster to the repair patch because the bonding material or plaster cannot readily pass through the mesh due to the presence of the urethane adhesive. Additionally the patch cannot be molded quickly, on-site, without additional time and equipment.
[0015]Hoffmann '391 discloses a two-layer patch including a perforated metal plate with an outer fiberglass mesh attached to one side of the plate. A glue or adhesive coating is applied to the surface of the plate that is attached to the surface to be repaired and an additional adhesive coating is applied to the inward-facing surface of the fiberglass mesh to attach the mesh to the metal plate as well as to attach the mesh to the surface under repair.
[0016]Hoffmann '017 also discloses a two-layer patch. An inner metal plate is covered with adhesive that secures one surface of the plate to the surface under repair. An outer plate cover is laminated onto the exterior side of the metal plate by means of a layer of adhesive applied to the inward-facing side of the plate cover.
[0017]Both of these methods employ metal plates in the final patch with limits the ability of these patches to be easily and quickly molded to the damaged part on-site. Additionally, the use of metal eliminates some of the weight saving advantages of a pure composite repair patch.
[0018]Additionally, the repairs alone in these methods can take anywhere from approximately four hours or more to complete, mainly due to the time necessary to allow curing of the filler and adhesive. When taking into account the time to remove the damaged parts, mold the patch to the damaged area, and replace the part the time involved increases. In addition, despite the use of vacuum equipment to attempt to expel all air entrapped under the patch, the complete absence of such entrapment cannot be guaranteed and non-destructive testing may need to be carried out to ensure the structural integrity of the repair. With aircraft downtime often running at $US100,000.00 per hour it will be appreciated that enormous potential savings are possible when employing the method of the instant invention.
[0019]Additionally, if mass produced items, such as car hoods, bumpers, and other manufactured parts are damaged, it is oftentimes less expensive to replace the entire part than to repair it, although such parts are often expensive themselves. Thus there is a need for a cheap, quick, and effective method of repairing such mass produced parts and for quickly and reliably repairing aircraft and other high end parts. [0020]Epoxy Background
[0021]Shape memory materials are materials capable of distortion above their glass transition temperatures (Tgs), storing such distortion at temperatures below their Tg as potential mechanical energy in the material, and release this energy when heated again to above the Tg, returning to their original "memory" shape.
[0022]The first materials known to have these properties were shape memory metal alloys (SMAs), including TiNi (Nitinol), CuZnAl, and FeNiAl alloys. These materials have been proposed for various uses, including vascular stents, medical guide wires, orthodontic wires, vibration dampers, pipe couplings, electrical connectors, thermostats, actuators, eyeglass frames, and brassiere underwires. With a temperature change of as little as 10° C., these alloys can exert a stress as large as 415 MPa when applied against a resistance to changing its shape from its deformed shape. However, these materials have not yet been widely used, in part because they are relatively expensive.
[0023]Shape memory polymers (SMPs) are being developed to replace or augment the use of SMAs, in part because the polymers are light weight, high in shape recovery ability, easy to manipulate, and economical as compared with SMAs. SMPs are materials capable of distortion above their glass transition temperature (Tg), storing such distortion at temperatures below their T as potential mechanical energy in the polymer, and release this energy when heated to temperatures above their Tg, returning to their original memory shape. When the polymer is heated to near its transition state it becomes soft and malleable and can be deformed under resistances of approximately 1 MPa modulus. When the temperature is decreased below its Tg, the deformed shape is fixed by the higher rigidity of the material at a lower temperature while, at the same time, the mechanical energy expended on the material during deformation will be stored. Thus, favorable properties for SMPs will closely link to the network architecture and to the sharpness of the transition separating the rigid and rubbery states.
[0024]Heretofore, numerous polymers have been found to have particularly attractive shape memory effects, most notably the polyurethanes, polynorbornene, styrene-butadiene copolymers, and cross-linked polyethylene.
[0025]In literature, SMPs are generally characterized as phase segregated linear block co-polymers having a hard segment and a soft segment, see for example, U.S. Pat. No. 6,720,402 issued to Langer and Lendlein on Apr. 13, 2004. As described in Langer, the hard segment is typically crystalline, with a defined melting point, and the soft segment is typically amorphous, with a defined glass transition temperature. In some embodiments, however, the hard segment is amorphous and has a glass transition temperature rather than a melting point. In other embodiments, the soft segment is crystalline and has a melting point rather than a glass transition temperature. The melting point or glass transition temperature of the soft segment is substantially less than the melting point or glass transition temperature of the hard segment. Examples of polymers used to prepare hard and soft segments of known SMPs include various polyacrylates, polyamides, polysiloxanes, polyurethanes, polyethers, polyether amides, polyurethane/ureas, polyether esters, and urethane/butadiene copolymers.
[0026]The limitations with these are other existing shape memory polymers lie in the thermal characteristics and tolerances of the material. The Tg of a material may be too low for the conditions in which the system will reside, leading to the material being incapable of activation. An example of such a situation is an environment with an ambient temperature exceeding the transition temperature of the SMP; such a climate would not allow the polymer to efficiently make use of its rigid phase. Additionally, current organic systems from which SMPs are synthesized are not capable of operating in adverse environments that degrade polymeric materials. An example of such an environment is low earth orbit, where intense radiation and highly reactive atomic oxygen destroy most organic materials.
[0027]Applications for a shape memory material capable of withstanding these harsh conditions as well as higher thermal loads include, but are not limited to; morphing aerospace structures and space compatible polymers capable of self-actuation and dampening.
[0028]As discussed in Langer, SMP can be reshaped and reformed multiple times without losing its mechanical or chemical properties. When the SMP described by Langer is heated above the melting point or glass transition temperature of the hard segment, the material can be shaped. This (original) shape can be memorized by cooling the SMP below the melting point or glass transition temperature of the hard segment. When the shaped SMP is cooled below the melting point or glass transition temperature of the soft segment while the shape is deformed, a new (temporary) shape is fixed. The original shape is recovered by heating the material above the melting point or glass transition temperature of the soft segment but below the melting point or glass transition temperature of the hard segment. The recovery of the original shape, which is induced by an increase in temperature, is called the thermal shape memory effect. Properties that describe the shape memory capabilities of a material are the shape recovery of the original shape and the shape fixity of the temporary shape.
[0029]Conventional shape memory polymers generally are segmented polyurethanes and have hard segments that include aromatic moieties. U.S. Pat. No. 5,145,935 to Hayashi, for example, discloses a shape memory polyurethane elastomer molded article formed from a polyurethane elastomer polymerized from of a difunctional diisocyanate, a difunctional polyol, and a difunctional chain extender.
[0030]Examples of additional polymers used to prepare hard and soft segments of known SMPs include various polyethers, polyacrylates, polyamides, polysiloxanes, polyurethanes, polyether amides, polyurethane/ureas, polyether esters, and urethane/butadiene copolymers. See, for example, U.S. Pat. No. 5,506,300 to Ward et al.; U.S. Pat. No. 5,145,935 to Hayashi; and U.S. Pat. No. 5,665,822 to Bitler et al.
[0031]Several physical properties of SMPs other than the ability to memorize shape are significantly altered in response to external changes in temperature and stress, particularly at the melting point or glass transition temperature of the soft segment. These properties include the elastic modulus, hardness, flexibility, vapor permeability, damping, index of refraction, and dielectric constant. The elastic modulus (the ratio of the stress in a body to the corresponding strain) of an SMP can change by a factor of up to 200 when heated above the melting point or glass transition temperature of the soft segment. Also, the hardness of the material changes dramatically when the soft segment is at or above its melting point or glass transition temperature. When the material is heated to a temperature above the melting point or glass transition temperature of the soft segment, the damping ability can be up to five times higher than a conventional rubber product. The material can readily recover to its original molded shape following numerous thermal cycles, and can be heated above the melting point of the hard segment and reshaped and cooled to fix a new original shape.
[0032]Recently, SMPs have been created using reactions of different polymers to eliminate the need for a hard and soft segment, creating instead, a single piece of SMP. The advantages of a polymer consisting of a single crosslinked network, instead of multiple networks are obvious to those of skill in the art. The presently disclosed invention uses this new method of creating SMPs. U.S. Pat. No. 6,759,481 discloses such a SMP using a reaction of styrene, a vinyl compound, a multifunctional crosslinking agent and an initiator to create a styrene based SMP.
[0033]The industrial use of SMPs has been limited because of their low transition temperatures. Epoxy resins are a unique class of material which possesses attractive thermal and mechanical properties. Epoxy resins polymerize thermally producing a highly dense crosslinked network. Typically these thermoset epoxy networks are rigid and have low strain capability. By altering this network system, it is possible to produce a lightly crosslinked network still possessing many of the original materials properties but with the functionality of a shape memory polymer. Currently there is no epoxy based SMP available.
[0034]High temperature, high toughness thermoset resins with shape memory characteristics are not currently available. Other high temperature, high toughness, thermoset resins do not have shape memory. Typically, epoxy resins do not exhibit the shape memory effect mentioned above. In order to exhibit this shape memory effect epoxy resins must be crosslinked in a manner different from normal epoxy resins. It is this new method of crosslinking epoxy resins that is highly sought after.
[0035]It is the object of the present invention to provide a preformed and cured patch and a method to quickly and cheaply permanently repair any number of items with composite materials which retain similar or greater mechanical properties of the parts repaired. Another object is to provide a method for quickly and cheaply joining two parts together in order to form a larger part which retains similar mechanical properties of the original parts. These and other objects of the present invention will become apparent from the following specification.
SUMMARY OF THE INVENTION
[0036]According to a first aspect of the invention there is provided a patch of fiber reinforced shape memory polymer resin composite material for attachment to a surface of a fiber reinforced plastics composite, metal, wood, or plastic structure over an area of damage to the structure, the patch defining an outer surface, a bonding surface opposed thereto and a peripheral edge, the patch including fiber reinforcement and shape memory polymer resin as the matrix material with said matrix material being in a substantially final state of hardness. The patch may conveniently include a final protective coating applied to the outer surface thereof. The process according to the first aspect is primarily to be used for temporary or cosmetic repair of manufactured parts.
[0037]This patch and process reduces the time to repair composite parts and other material and eliminates the creation of volatile components that must not be released into the environment as per EPA requirements during the repair process. The combination of both of these factors makes this process highly transferable into mass production of patches for high-performance composites at an affordable price and for the mass production of patches for use in lower performance items as well. Additionally the patch can be molded on site by hand, without the use of significant amounts of equipment or special orders to pre-mold the composite patch to match the specific damaged area. Another benefit is that by using shape memory polymer as the resin the damaged part does not need to be removed from the larger component, for example removing the wing from the airplane, in order to mold the patch and repair the damage.
[0038]The patch, according to the first aspect of the invention, will typically be in some predetermined memorized geometric shape, typically a flat square or rectangle, but can be in any desired preformed shape. In order to mold the patch to the desired shape, the shape memory polymer resin is activated, typically using heat to raise the temperature of the shape memory polymer resin above its activation temperature or light to activate the shape memory polymer, at which point the shape memory polymer resin, and the entire composite part, become soft and can be mechanically deformed, typically by hand, to the desired shape. Once the composite part has cooled below the activation temperature of the shape memory polymer resin or has been deactivated by light, the composite part will retain the new, deformed shape, and can be bonded to the damaged part with adhesives.
[0039]Bonding the patch to the damaged part is typically accomplished with some form of adhesive. While some adhesives may require heat curing, choosing the correct shape memory polymer to use as the resin matrix will prevent this curing from causing the composite material to become soft again, and lose its molded shape, especially if using a light activated shape memory polymer resin. This presents little difficulty as curing the adhesive may include raising the temperature thereof to a temperature less than substantially 100° C. where there is a large availability of shape memory polymers whose activation temperatures are above 100° C. It will be appreciated that adhesive cure temperatures could be as high as 180° C., but repairs in the field are likely to be more sound if a lower curing temperature resin is used to avoid the possibility damage to the composite patch or further damage to the part being repaired. Additionally, certain formulations and types of shape memory polymer can be made with a transition temperature well in excess of 180° C. such that high cure temperatures for most adhesives are of little concern. Where the adhesive is a curable resin the method may include the step of curing the adhesive for a period less than substantially one hour. Such a short curing time can dramatically shorten the overall repair time according to the method of the invention, especially when only the adhesive and not the resin in the patch require curing. Furthermore, some adhesives, such as pressure sensitive adhesives, require no curing, thus eliminating this concern.
[0040]Manufacture of the patch according to the invention includes creating a cured composite patch within a shape memory polymer resin matrix. The patch is preformed to a predetermined, memorized shape. The composite patch may be of any required thickness and any suitable number of layers of fibrous material within a shape memory polymer resin matrix, one or more, in order to give the required structural strength in particular circumstances.
[0041]It will be appreciated that when carrying out the repair method of the invention all the normal preparatory work may be done to the damaged area in the usual way, for example thorough drying thereof, abrasion and cleaning of the surface to be repaired and debris and sharp edge removal. Best results for the repair are likely to be obtained when the liquid adhesive is painted onto all contact areas with a brush or the like to ensure good adhesion.
[0042]The method of the invention thus enables the use of the patch according to the first aspect of the invention in a manner which avoids the use of a separate filler material which must be separately hardened and abraded flush with the surface to be repaired prior to the application of the patch thereto with, again, a separate adhesive. Additionally the method of the inventions enables use of a patch without any curing of the resin employed in the composite patch. Overall time savings for repairs according to the method of the invention are expected to be at least three hours over prior art methods.
[0043]A second aspect of the invention allows for the permanent repair of manufactured parts including high strength applications of airplane parts and boat hulls. According to the second aspect of the invention there is provided a patch of fiber reinforced shape memory polymer resin composite material for attachment to a surface of a fiber reinforced plastics composite, metal, wood, or plastic structure over an area of damage to the structure, the patch defining an outer surface, a bonding surface opposed thereto and a peripheral edge, the patch including fiber reinforcement and shape memory polymer resin as the matrix material with said matrix material being in a substantially final state of hardness. The patch may conveniently include a final protective coating applied to the outer surface thereof.
[0044]A second aspect of the invention allows for the quick and easy permanent repair of composite parts or other material. According to the second aspect a part has been damaged and requires permanent repair. Typically the damaged section will have damage to the composite part and potentially damage to the underlying layers. Since the majority of time in repairing composite parts and other manufactured components with composite patches involves the curing of the composite eliminating this step will significantly reduce the amount of time and effort spent in repair. It is to be appreciated that the initial steps of creating a seamless transition phase between the damaged and undamaged sections of the part can be accomplished by normal means. Additionally, repair to the underlying filler, foam, or other material can be accomplished in a normal means.
[0045]Once the damaged area has been removed and a transition area has been created, smoothed, machined, cleaned, and otherwise prepared for repair, a preformed composite patch within a shape memory polymer resin matrix can be used. After activating the patch's shape memory polymer with either heat or light (or other electromagnetic radiation), the patch is then formed and molded into the damaged area either manually or with other means of assistance. Once the composite patch has been molded to the damaged area deactivate the shape memory polymer by letting it cool below its transition temperature or exposing it to light or other electromagnetic radiation. When the patch is hard, simply bond the composite material to the damaged part, clean and machine the patch to remove any excess patch material to ensure it is flush and level with the damaged part, and sand, finish, and coat if necessary with standard methods.
[0046]This patch and process reduces the time of composite repair and eliminates the creation of VOC (volatile components that must be not be released into the environment as per EPA requirements) during the repair process. The combination of both of these factors makes this process highly transferable into mass production of high-performance composites at an affordable price. Additionally, it is to be appreciated that this method of repair requires no curing time for the composite patch and eliminates the need to wait for any layer to cure before proceeding with the repair, thus significantly reducing the time to permanently repair a damaged part.
[0047]Another aspect of the invention allows the joining of two parts to create a single, larger part without the use of expensive welding, molding, or other methods that use expensive chemicals or require other controls to prevent discharge of chemicals and vapors. By placing two or more parts of similar or dissimilar shape or size in juxtaposition and using the patch to connect the parts, a larger part can be created. Once the patch is soft from activation of the shape memory polymer resin is can be molded to ensure a tight connection between two parts, even if the parts are of significant geometries. Once bonded to the individual parts, the larger part can be used.
[0048]Another embodiment is the repairing of material with a piece of shape memory polymer. This method is best used in processes where high strength is less preferable to other desires. This is accomplished in a manner similar to the composite patch.
[0049]Additional embodiments of the present invention include the use of other means of molding the composite patch and bonding said patch to the damaged part.
[0050]The epoxy based shape memory polymers (SMPs) that are described in this application are well adapted for industrial use in making SMP Molds, as set forth in U.S. Pat. No. 6,986,855 issued to Hood and Havens on Jan. 17, 2006, or for use in other industrial and manufacturing processes.
[0051]As previously stated, SMPs are a unique class of polymers that can harden and soften quickly and repetitively on demand. This feature provides the ability to soften temporarily, change shape, and harden to a solid structural shape in various new highly detailed shapes and forms.
[0052]SMPs have a very narrow temperature span in which they transition from hard to soft and back again. Additionally it is possible to manufacture the SMP such that the activation of the SMP occurs over a very narrow temperature range, typically less than 5 degrees Celsius. This narrow glass transition temperature (Tg) range is a key property that allows a SMP to maintain full structural rigidity up to the specifically designed activation temperature. SMPs possessing these properties, such as described here, are particularly useful in applications that will change shape at some stage but need the structure to stay rigid at higher operating temperatures, typically greater than 0° C., such as morphing aerospace structures and SMP molding processes.
[0053]In accordance with the present invention, the SMPs disclosed are a reaction product of at least one reagent containing two active amino-hydrogen or two active phenolic-hydrogen with at least one multifunctional cross linking reagent which contains at least three or more active amino- or phenolic-hydrogen or is a reagent containing at least three glycidyl ether moieties which is then further mixed with at least one diglycidyl ether reagent whereupon the resulting mixture is cured and has a glass transition temperature higher than 0° C. This reaction creates crosslinking between the monomers and polymers such that during polymerization they form a crosslinked thermoset network.
[0054]Therefore it is an object of the present disclosure to provide an epoxy-based polymer containing a crosslinked thermoset network which exhibits the shape memory effect described above which is useful in making the shape memory polymer patches.
[0055]Other objects, features and advantages of the invention will be apparent from the following detailed description taken in connection with the examples and accompanying drawings and are within the scope of the present invention.
BRIEF DESCRIPTION OF THE DRAWINGS
[0056]FIG. 1 is a perspective view of a typical pipe with a damaged area.
[0057]FIG. 2 is a perspective view of a shape memory polymer composite patch.
[0058]FIG. 3 is a perspective view of a typical pipe with damage repaired by the shape memory polymer composite patch.
[0059]FIG. 4 is a perspective view of a typical pipe with damage at or near a wall, floor, or ceiling.
[0060]FIG. 5 is a perspective view of a typical pipe with damage at or near a wall, floor, or ceiling repaired by the shape memory polymer composite patch.
[0061]FIG. 6 is a perspective view of two short pieces of pipes that are to be joined together.
[0062]FIG. 7 is a perspective view of the single long pipe created from the two shorter pipes joined by the shape memory polymer composite patch.
[0063]FIG. 8 is a perspective view of two flat pieces that are to be joined together.
[0064]FIG. 9 is a perspective view of a single piece created from the two smaller pieces joined by two sheets of shape memory polymer composite patch.
[0065]FIG. 10 is a perspective view of a section of a boat that has a damaged area.
[0066]FIG. 11 is a sectional view of the same damaged area showing the fiberglass coating and damaged area.
[0067]FIG. 12 is a perspective view of the shape memory polymer composite patch with slightly angled sides for a better fit of the patch.
[0068]FIG. 13 is a sectional view of the damaged area after the damage area has been removed and a transition area from undamaged to damaged area has been created.
[0069]FIG. 14 is a sectional view of the of the damaged area ready for repair and the soft composite patch that is ready for molding into the damaged area.
[0070]FIG. 15 is a sectional view of the of the boat hull with the composite patch essentially repairing the damaged area with some excess patch material extending beyond the original hull.
[0071]FIG. 16 is a sectional view of the machined and sanded patch so that the patch and the original hull are flush.
[0072]FIG. 17 is a perspective view of the hull fully repaired by the shape memory polymer composite patch.
DETAILED DESCRIPTION OF THE INVENTION
[0073]SMP Patch
[0074]Referring to the drawings in greater detail, the method of the invention herein is directed to fabricating and using a composite patch with a Shape Memory Polymer (SMP) resin matrix or other shape memory material in the manufacture of castable composite parts.
[0075]Examples 1 and 2 below describe the exemplary methods of creating pre-form shape memory polymer (SMP) composite parts. In general, the preferred SMP is a styrene copolymer based SMP as disclosed in U.S. Pat. No. 6,759,481, however, other types of SMPs such as cyanate ester, polyurethane, polyethylene homopolymer, styrene-butadiene, polyisoprene, copolymers of stearyl acrylate and acrylic acid or methyl acrylate, norbornene or dimethaneoctahydronapthalene homopolymers or copolymers, malemide and other materials are within the scope of the present invention.
Example 1
[0076]A polymeric reaction mixture was formulated by mixing vinyl neodecanoate (10%), divinyl benzene (0.8%), and styrene (85.2%) in random order to yield a clear solution. Benzoyl peroxide paste (4%) which is 50% benzoyl peroxide, was then added to the resulting solution (all composition % are by weight). The resulting solution was kept cold in a refrigerator before use. To prepare the shape memory polymer resin matrix composite sheet, a piece of 3D weave carbon fiber is placed on a glass sheet, ensuring that there are no stray fibers and the carbon fiber piece is smooth. Next, pour some of the polymeric reaction mixture onto the carbon fiber. Use a plastic squeegee or plastic spreader to spread the resin evenly over the entire surface of the fabric. Thoroughly remove air bubbles and straighten the fabric. Place bleeder and breather fabric on top of the resin soaked carbon fiber. Then place the entire system in a high temperature vacuum bag with a vacuum valve stem and apply vacuum thoroughly, ensuring that there are no leaks. Cure the composite part with the following cycle: 1) A one-hour linear ramp to 75° C. in an oven, autoclave, or other form of controlled heating device; 2) A three-hour hold at 75° C.; 3) A three-hour linear ramp to 90° C.; 4) A two-hour linear ramp to 110° C.; 5) A one-hour linear ramp to 20° C. After curing, remove from oven and allow to cool. Remove vacuum bag, bleeder fabric, breather fabric, and glass plates from composite.
Example 2
[0077]A polymeric reaction mixture was formulated by mixing vinyl neodecanoate (10%), divinyl benzene (0.8%), and styrene (55.2%) in random order to form a colorless solution. Polystyrene granules (30%) were then added to the resulting solution. The resulting mixture was then allowed to sit at room temperature with occasional stirring until all the polystyrene granules were dissolved to give a clear, viscous solution. Benzoyl peroxide (4%) which is 50% benzoyl peroxide was then added to the resulting solution (all composition % are by weight). The resulting polymeric reaction mixture is continually stirred at or near 25° C., not to exceed 30° C. until a clear solution is achieved which can take 2 hours or more. The resulting solution is kept cold in a refrigerator before use. To prepare the shape memory polymer resin matrix composite sheet, a piece of 3D weave carbon fiber is placed on a glass sheet, ensuring that there are no stray fibers and the carbon fiber piece is smooth. Next, pour some of the polymeric reaction mixture onto the carbon fiber. Use a plastic squeegee or plastic spreader to spread the resin evenly over the entire surface of the fabric. Thoroughly remove air bubbles and straighten the fabric. Place bleeder and breather fabric on top of the resin soaked carbon fiber. Then place the entire system in a high temperature vacuum bag with a vacuum valve stem and apply vacuum thoroughly, ensuring that there are no leaks. Cure the composite part with the following cycle: 1) A one-hour linear ramp to 75° C. in an oven, autoclave, or other form of controlled heating device; 2) A three-hour hold at 75° C.; 3) A three-hour linear ramp to 90° C.; 4) A two-hour linear ramp to 110° C.; 5) A one hour linear ramp to 20° C. After curing, remove from oven and allow to cool. Remove vacuum bag, bleeder fabric, breather fabric, and glass plates from composite.
[0078]To achieve more than one fabric layer simply soak two or more layers of fabric in the shape memory polymer and stack on top of each other. The use of other fabrics such as carbon nano-fibers, spandex, chopped fiber, random fiber mat, fabric of any material, continuous fiber, fiberglass, or other type of textile fabric can be used to replace carbon fiber in the above examples. In Example 2 it is essential that while mixing after the addition of benzyl peroxide that the temperature of the resin be maintained below 30° C. as the mixture may become hot and explosive. Mixing in a cold water or ice bath ensures the temperature will not exceed 30° C. It can take two hours or more to fully mix.
[0079]Additionally, once cured, the shape memory polymer composite can be deformed for easy storage, shipping, or immediate use. If deformed for storage or shipping, simply activating the shape memory polymer resin will restore the composite part to its original, memorized shape.
[0080]The method of repairing all types of components and the composite patch joining system all utilize the same common features. The following description therefore relates to all of these features.
[0081]FIG. 1 shows a typical pipe, 2, with a crack, 4. FIG. 2 shows a flat, essentially square piece of shape memory polymer resin composite, 6. After activation, the shape memory polymer resin in 6 will become soft and can be easily molded to a variety of shapes. In the present example, a technician, wearing gloves, can easily mechanically deform 6 to cover the crack 4 and follow the curvature of the pipe 2 as seen in FIG. 3 where the deformed patch, 8, covers the crack and essentially replicates the shape of the pipe. After bonding the patch to the pipe with an adhesive the pipe is repaired and can continue with normal operations.
[0082]This process of patching various holes, cracks, leaks, and other damages is not limited to simple shapes. FIG. 4 shows a larger hole, 12, at the joint between a pipe, 10, and the ground, wall, or ceiling. Again, after activation, the shape memory polymer resin in 6 will become soft and can be easily molded to cover the hole 12. In the present example, a technician, wearing gloves, can easily mechanically deform 6 to cover the hole 12 as seen in FIG. 5 where the deformed patch, 14, covers not only the hole in pipe 10, but also ensures a good seal between the pipe 10 and the wall, ceiling, or floor. After bonding the patch to the pipe and wall, ceiling, or floor with an adhesive the pipe is repaired and can continue with normal operations.
[0083]Additionally these repairs can be conducted not only by composite material but also by pure shape memory polymer resins which undergo the same activation, deformation, and bonding as seen in the above description.
[0084]Another embodiment of the invention is the ability to join two or more parts together easily in order to form larger parts. FIG. 6 shows two short pipes, 16 and 18. If it is desired to create a larger pipe from these two it may be very difficult or time consuming to weld or otherwise join these pipes. Using a composite patch or patch of shape memory material a single pipe can easily be made out of 16 and 18 as shown in FIG. 7. After placing 16 and 18 end to end in order to form a single pipe, the shape memory polymer resin composite or pure shape memory polymer patch is activated and deformed around the pipe in order to effect a joining of the pipes with the deformed patch, 20. After bonding the patch to the pipes a new long pipe, 22, is created. This entire process can be quick and reduces the emission and use of typically bonding or welding tools that create fire and chemical hazards upon use.
[0085]This embodiment is not limited to pipes and can be used to join other geometric shapes together. FIG. 8 shows flat panels, 24 and 26, that may joined. FIG. 9 shows that with the use of two patches, 28 and 30, the flat panels can quickly be joined without deforming the patches or deforming the panels so that patches can match the minor changes in the shape of the boards. After bonding the patches to the panels, a new larger panel, 32, is created.
[0086]Another exemplary embodiment provides a means of permanent repair for manufactured parts that can significantly reduce the time required for repair. In FIG. 10 there is shown a section of a boat hull that has suffered damage, 38. The boat hull is made of a fiberglass outer layer, 36, and a filler or foam inner layer, 34. FIG. 11 shows a sectional view of the damaged hull, 38, with the outer fiberglass layer, 36, damaged from a piece of debris. While no damage is shown to the filler or foam inner layer, 34, if such damage was present, this damage could be repaired with normal methods. FIG. 12 shows a composite patch material, 40, made by the process of Example 1 above except that fiberglass, instead of carbon fiber, is used as the fibrous material. In order to repair the damaged area, 38, shown in FIGS. 10 and 11, the damaged area must be removed, as shown at 42 in FIG. 13, and a clean, smooth transition area is created, shown as 43. As shown in FIG. 13 the boat hull has been machined to create transition regions, 43, on all sides of the damaged area from undamaged fiberglass composite structure to the area to be repaired, 42.
[0087]Once the surface has been prepared for repair using normal methods, the shape memory polymer composite patch, 40, is activated by raising its temperature above its Tg. As shown in FIG. 14 the composite patch is then initially deformed, 44, into a shape that will make it easier to mold into the damaged area, 42, and the transition area, 43. While the temperature of the composite patch is above its T, the composite patch is formed and molded into the damaged area, 42, and surrounded by the transition area, 43, so that the entire damaged area and transition area are essentially covered by the patch. As shown in FIG. 15 the now molded composite patch, 46, has been placed so as to essentially cover the entire damaged area. Additionally, the molded patch, because of its soft and pliable state while heated, is able to fill in most gaps and crevices and completely replicate the entire damaged area and machined transition area. As previously noted, this process requires no cure time as the composite patch is already in an essentially cured state. Once the patch has been molded to the desired area, simply allow the patch to cool below its T to return the patch to a hard, rigid state. This process should only take a few minutes.
[0088]The composite patch can be bonded to the original part with a variety of systems discussed below. Once cooled and bonded to the original part it is possible that there will be some excess material that will rise above and/or not be flush with the original, undamaged surface, as shown at 47 in FIG. 15. This excess material can be removed through sanding or other machine processes as shown in FIG. 16 where the final surface, 48, of the composite patch, 46, is now flush with the original part. FIG. 17 shows a final view of the patch, 50, used to fully repair the damaged area, 38, in FIG. 10. The composite patch is now flush with the surface and may be coated or painted as desired. It is to be appreciated that these repairs can be conducted not only by composite material but also by pure shape memory polymer resins which undergo the same activation, deformation, and bonding as seen in the above descriptions. It is also to be appreciated that this method of permanent repair can also be used for airplane parts, car parts, and any other manufactured part that can be repaired using composite material.
[0089]In order to bond the composite patch to a variety of systems, the adhesive must be chosen very carefully. There are a variety of commercially-available adhesive systems for use in bonding shape memory polymer composite patches to different substrates. The wide range of adhesives will aid in developing different patch systems for different applications. Some adhesives are aerospace compatible, while others can only be used for ground applications or mass produced items. Cryogenic compatible adhesives are also available for use in repairing cryogenic pipes and tanks. These adhesives can be divided into two categories: thermally cured adhesives and pressure sensitive adhesives. The thermally cured adhesives chosen can be cured at or above the transition temperature of the shape memory polymer composite as pressure and heat are applied to cure the adhesive, and the patch is soft and easily formed around the area to be patched. The pressure sensitive adhesives are effective for quick repairs in sealing spaces that contain different environments such as the inside of pressure vessels and gas or liquid conduits. These adhesives allow for a quick "bandage-type" approach until a more permanent solution could be achieved. The following adhesives could be used for various applications, but is not intended to limit adhesives within the scope of the present invention to only those listed below:
Thermally Cured Adhesives
[0090]LORD Corporation Products [0091]310 A/B Epoxy Adhesive [0092]7542 A/E Urethane Adhesive
[0093]3M Products [0094]Scotch-Weld AF 563K Film Adhesive [0095]Scotch-Weld AF 163-2 Film Adhesive [0096]Scotch-Weld EC 3333 B/A 2-Part Paste Adhesive [0097]Scotch-Weld EC 3448 Paste Adhesive (1-Part)
[0098]Loctite Products [0099]Hysol® EA 9309.3 NA Epoxy Paste Adhesive [0100]Hysol® 615 [0101]Hysol® U-05FL [0102]Hysol® EA 9361 Epoxy Paste Adhesive [0103]Hysol® EA 9628 Epoxy Film Adhesive [0104]Hysol® EA 9695 Epoxy Film Adhesive [0105]Hysol® EA 9696 Epoxy Film Adhesive
Pressure Sensitive
[0106]3M Products [0107]9244 Structural Bonding Tape [0108]468 MPR Structural Bonding Tape [0109]9485 PC High-Performance Adhesive Transfer Tape
[0110]Budnick Converting, Inc. Products [0111]P02--Multi-purpose Double-Coated Splicing & Mounting [0112]1198--UHA Adhesive Transfer [0113]P50--Multi-purpose Double-Coated Cloth Tape
[0114]The thermally cured adhesives can be applied by: 1) forming the shape memory polymer composite patch around the area to be bonded (without adhesive); 2) applying adhesive to the patch; and then 3) bonding the preformed patch to the damaged area through thermal cure. This approach is the easiest and cleanest method for using paste-type adhesives. This method may be enhanced by using vacuum pressure during thermal cure and choosing an adhesive that has a cure temperature above the transition temperature of the shape memory polymer composite used for the patch. This would allow for a more intimate interface between the patch and the substrate during cure. This helps promote distributed load transfer through the adhesive.
[0115]Pressure adhesives are applied to the shape memory polymer composite patch manually with the backing paper left intact. When repair is desired, 1) the patch/adhesive combination is heated above the transition temperature of the composite patch, 2) the backing paper is removed and 3) the patch is formed manually or with assistance and adhered simultaneously to the substrate. This method of adhesive application prior to use enables very fast repair scenarios. Additionally for light or electromagnetic radiation activated shape memory polymer composites, the patch adhesive combination is activated by application of said electromagnetic radiation, the patch is formed manually or with other mechanical assistance to the substrate and deactivated with electromagnetic radiation.
[0116]The following are examples of the process of bonding shape memory polymer composites to substrates according to all aspects of the invention:
Example 3
[0117]In order to bond a shape memory polymer composite patch to fiberglass, the area around the damaged portion of a part or the area near the portion of the part to be joined to another, the applicable area is scuff sanded and solvent wiped to ensure a clean, smooth bonding surface. Additionally, scuff sand and solvent wipe the side of the patch to be bonded to the substrate. Using 3M's 9485 PC High-Performance Adhesive Transfer Tape, apply the tape to the patch manually leaving the backing on the adhesive. Using the patch from Example 1 heat the patch above its transition temperature in an oven which is at or near 90° C. Remove the patch/adhesive from the oven, peel away the adhesive backing and form patch to fiberglass surface manually or with assistance of a vacuum pad or bagging.
Example 4
[0118]In order to bond a shape memory polymer composite patch to stainless steel the area around the damaged portion of a part or the area near the portion of the part to be joined to another is scuff sanded and solvent wiped to ensure a clean, smooth bonding surface. Additionally scuff sand and solvent wipe the side of the patch to be bonded to the substrate to ensure a smooth bonding surface. Apply a thin, even layer of Loctite HYSOL U05-FL paste adhesive to repair area on stainless steel. Using the patch from Example 1 heat the patch above its transition temperature. Form patch to repair surface manually or with a heating blanket using vacuum pressure. Cure adhesive according to manufacturers recommendations using temperature controller connected to the heating blanket or other method. Remove vacuum blanket after cure.
[0119]The bonding of the shape memory polymer composite patch can be done to various other substrates, metal cans, car fenders, other composite parts, using the method of Example 3 above. The methods described above are useful and one method should be chosen over the other method depending on the application. Thermally cured adhesives should generally be used for higher strength applications where time-to-repair is less critical such as airplane parts, load-bearing structural parts, and other parts with high strength or other mechanical properties as described in Example 4 above. Pressure sensitive adhesives should generally be used for lower strength applications where time-to-repair is more critical or the cost or strength is not as important such as leaking pipes or simple cosmetic repairs. After bonding with the correct adhesive and composite patch, the repaired part may be used normally. This includes flowing liquids or gasses through pipes at normal operating temperatures and pressures.
[0120]Because of the properties inherent in shape memory polymers, composites utilizing shape memory polymer as the resin matrix can be temporarily softened, reshaped, and rapidly hardened in real-time to function in a variety of structural configurations. They can be fabricated with nearly any type of fabric, and creative reinforcements can result in dramatic shape changes in functional structures and they are machinable.
[0121]Therefore, it can readily be seen that the present invention provides a quick and easy way to utilize composite and shape memory polymer technology to create a patch that has the flexibility of duct tape with the performance of composites and similar metal substances.
[0122]It is therefore apparent that one exemplary embodiment of the invention provides a method for repairing manufactured parts of the type having a damaged area thereof. A repair material is preformed into a desired shape. The repair material may comprise, for example, a shape memory polymer. The shape memory polymer is activated so that the preformed repair material becomes soft, and it is then deformed into a shape adapted for the repair function. The shape memory polymer is then deactivated while maintaining the polymer in its deformed state. Thereafter, the deformed shape memory polymer is bonded to the damaged area of the manufactured part.
[0123]The repair material may comprise a composite material formed from at least one layer of fibrous material in combination with a shape memory polymer. In one form, the fibrous material may be embedded within the shape memory polymer or, the fibrous material can be impregnated with the shape memory polymer.
[0124]The fibrous material may be chosen from carbon nanofibers, carbon fiber, spandex, chopped fiber, random fiber mat, fabric of any material, continuous fiber, fiberglass, or other types of textile fibers, yarns, and fabrics. For example, the fibrous material may be present in the form of a flat woven article, a two-dimensional weave, or a three-dimensional weave.
[0125]The shape memory polymer may be selected from a host of polymer types including styrene, cyanate esters, maleamide polymers, epoxy polymers, or vinyl ester polymers. In some cases, the shape memory polymer will be a thermoset resin.
[0126]The repair material may include a thermal energy generation means embedded therein. Such thermal energy generation means may comprise, for example, thermally conductive fibers or electrical conductors.
[0127]In another exemplary embodiment of the invention, activation of the shape memory polymer is achieved by heating the polymer above its transition temperature. The heating may, for example, be effected by inductive heating, hot air, or by heat lamps. Additionally, when the repair material comprises a thermal energy generation means embedded therein, it may be activated by applying electrical current to the thermal energy generation means.
[0128]In yet another exemplary embodiment of the invention, activation of the shape memory polymer may be achieved by application of electromagnetic radiation such as in the form of visible light or ultraviolet light.
[0129]The deformation step may be achieved via mechanical means such as by pressing in a press mold or by extruding the material through a rolling die mold.
[0130]In one exemplary embodiment of the invention, the shape memory polymer is deactivated by reducing the temperature thereof to below its activation temperature. This can be accomplished while the polymer is being press molded so that during the press molding, the polymer is maintained at a temperature below its activation temperature. Further, the deactivation of the shape memory polymer may be achieved by application of electromagnetic radiation such as visible light or ultraviolet light thereto.
[0131]The manufactured part may be composed of any material, such as metal, wood, plastic, glass, or in itself may be a composite part or similar material. The bonding step in accordance with the invention may be achieved via a host of conventional means such as via thermally cured adhesives or pressure sensitive adhesives.
[0132]In addition to shape memory polymers, other shape memory materials such as shape memory alloys may be mentioned as being effective.
[0133]Another aspect of the invention comprises joining a plurality of parts together via use of the shape memory materials. Here, the parts are juxtaposed so that at least one joint or joinder area is formed. A preformed shape memory material such as a shape memory polymer is provided and activated. The shape memory material is then applied to the joint or joinder area and deformed into a desired shape. The shape memory material is deactivated while maintaining it in its deformed shape. The deformed shape is then bonded to the joint area to effect joinder of the parts together.
[0134]Epoxy SMP
[0135]Generally, shape memory polymers (SMPs) are comprised of two essential components; the back bone polymer, which is comprised of monomeric constituents that undergo polymerization to produce polymers possessing specific glass transition temperatures (Tgs), and a crosslinking agent. The mixture of monomers can be formulated so that the glass transition temperatures can be tuned to meet different operational needs for specific applications.
[0136]In general, shape memory polymer (SMP) can be made with any polymer system by introduction of a small, but specific amount of crosslinking agent into the material. However, the exact chemistry to introduce this crosslinking into the material varies with different polymers. In the case of epoxy SMP, this can be achieved by using amine and phenol reagents that form linear polymer chain with the diepoxide (e.g. Bisphenol A diglycidyl ether, which is the most commonly available epoxy resin) and cured with small amount of crosslinking multifunctional amine, phenol or glycidyl ether reagents. In contrast, common epoxy resins are normally cured with stochiometric amount of diamine crosslinking reagents. The use of these amine reagents ensures there is enough flexibility between the crosslinking points within the polymer materials, and this flexibility or mobility is what imparts the materials with shape memory properties.
[0137]The crosslink density is crucial in controlling the elongation and transition temperature ("Tg") of epoxy SMP. For most applications, the highest crosslink density possible is desired in order to maximize the Tg and thereby the use of the material. A relatively low crosslink density is required in SMP materials to allow movement of epoxy chains, increasing elongation and shape memory properties. However, if too few crosslinkers are present, the material behaves as a thermoplastic, irreversibly deforming at elevated temperatures. Therefore one must be careful to find the optimum crosslink density that allows for maximum elongation with full retention of original form.
[0138]Crosslink density is defined as the number of moles of crosslinker divided by the total moles of the resin system. In formulation, balanced stoichiometry must be used, meaning that all reactive epoxide groups must have one active amino-hydrogen or phenolic-hydrogen to react with. Therefore, the monomers containing two active amino-hydrogen or phenolic-hydrogen serve as chain extenders while the multifunctional-amines, phenols, or glycidyl ethers serve as crosslinkers. In formulation, two equations must be solved simultaneously: one balancing all reactive groups and the other defining the crosslink density. Depending on the curing agents and epoxies used, crosslink densities ranging from 0.2 mol % to 10 mol % based on total number of moles.
[0139]Dissolving thermoplastics in epoxy resins is often performed to increase toughness. Often, solvents or kneading machines are used to adequately blend thermoplastics and epoxy resins. One approach that can be taken with epoxy SMP is in situ polymerization, where a thermoplastic modifier is polymerized during the cure of the epoxy resin. The thermoplastic polymerizes via a free-radical addition mechanism, while the epoxy polymerizes in an epoxide ring-opening reaction. This allows simple mixing of the two low viscosity resins: the thermoplastic monomers and the epoxy resin system. The Tg of the original epoxy formulation is affected depending on the thermoplastic used and degree of polymerization. Styrene and acrylate monomers can used together and independently to tailor the Tg of the material. The loading of initiator can also be modified to control the chain length of the thermoplastic molecules. The presence of the thermoplastic phase does not hinder the elongation of the epoxy matrix. Any loading is possible, although visible phase separation occurs above 10 weight percent for polystyrene systems.
[0140]All reagents that used to produce the epoxy-based SMP are commercially available; some are available in bulk scale. Some examples of reagents are as follows.
[0141]Amine reagents can be 2-amino-3-picoline, 2-amino-6-picoline, 2-aminopyridine, 3-aminopyridine, 4-aminophenol, 2-aminothiazole, 8-aminoquinoline, 8-naphthylamine, ethanolamine, o-anisidine, 2'-(2-aminoethoxy)ethanol, benzylamine, or propylamine, piperazine and substituted piperazines, e.g., 2-(methylamido)piperazine, 2-methylpiperazine, 2,5-dimethylpiperazine, 2,6-dimethylpiperazine, aniline and substituted anilines, e.g., 4-(methylamido)aniline, 4-methoxyaniline (p-anisidine), 3-methoxyaniline (m-anisidine), 2-methoxyaniline (o-anisidine), 4-butylaniline, 2-sec-butylaniline, 2-tert-butylaniline, 4-sec-butylaniline, 4-tert-butylaniline, 5-tert-butyl-2-methoxyaniline, 3,4-dimethoxyaniline, 3,4-dimethylaniline; alkyl amines and substituted alkyl amines, e.g., propylamine, butylamine, tert-butylamine, sec-butylamine, benzylamine; alkanol amines, e.g., 2-aminoethanol and 1-aminopropan-2-ol; and aromatic and aliphatic secondary diamines, e.g., 1,4-bis (methylamino)benzene, 1,2-bis (methylamino) ethane and N,N'-bis (2-hydroxyethyDethylenediamine, N,N'-dibenzylethylenedimaine; and other aromatic amines, e.g., 2-aminobenothiazole, 3-amino-5-methylpyrazole, 2-amino-6-methylpyridine, 3-aminophenol, 2-amino-3-picoline, 4-aminopyridine, 3-aminopyridine, 2-aminpyridine, 3-aminoquinoline, 5-aminoquinoline, 2-aminothiophenol.
[0142]Multifunctional cross-linking reagents can be Bis-(4-glycidyloxyphenyl)methane (Bisphenol F), diglycidyl-1,2-cyclohexanedicarboxylate, resorcinol diglycidyl ether, or N,N-diglycidylaniline, tris(2,3-epoxypropyl) isocyanurate, glycerol propoxylate triglycidyl ether, 3,5-diethyltoluene-2,4-diamine and 3,5-diethyltoluene-2,6-diamine, methylenedianiline, diethylenetriamine, and tris(2-aminoethyl)amine.
[0143]In addition to using reagents containing active amino groups, it is also possible to use diphenol reagents containing active phenolic groups to produce epoxy-based SMP, some examples of these diphenol reagents are as follows: Hydroquinone, methylhydroquinone, resorcinol, catechol, 4,4'-(9-fluorenylidene)diphenol, 2,7-dihydroxynaphthalene and bisphenol A.
[0144]In addition it is possible to tune the mechanical properties such as toughness and Tg of the epoxy SMP using thermopolastic. Thermoplastics are dissolved in epoxy resin systems to increase toughness, enhance self-healing properties, and modify other material properties. By incorporation the following commercial thermoplastics in epoxy SMP resin the mechanical and chemical properties of the final SMP can be tailored to specific design and environmental requirements: polystyrene, polysulfone, and polymethyl methacrylate. The following thermoplastics, and their copolymers, also have potential use in epoxy SMP: Polyacrylonitrile, Polybutylacrylate, Polymethylmethacrylate, Polybutadiene, Polyoxymethylene (acetal), High impact polystyrene, Polyamide, Polybutylene terephthalate, Polycarbonate, Polyethylene, Polyethylene terephthalate, Polyetheretherketone, Polyetherimide, Polyethersulfone, Polyphthalamide, Polyphenylene ether, Polyphenylene sulfide, Polystyrene, Polysulfone, Polyurethane, Polyester, and Poly(styrene-acrylonitrile).
[0145]The current material system shows a great degree of strain (i.e. elongation) above Tg as compared to those epoxy system that were published. The materials also show good stability significantly at least 60° C. above Tg, unlike the published material system which continues to cure above Tg which leads to change of material properties each time the material is heated.
[0146]Several samples of the epoxy-based SMP were prepared, using either aniline, aminoethanol, p-anisidine, m-anisidine, 3-aminopyridine, 4-tert-butylcatechol, resorcinol, hydroquinone, bisphenol A as the reagents to react with methylenedianiline and bisphenol A diglycidyl ether. For aniline-based epoxy SMP, crosslinker content from about 0.5 mol % to 10 mol was formulated.
[0147]The invention will now be further described with reference to a number of specific examples which are to be regarded solely as illustrative and not as restricting the scope of the invention.
Example 1
[0148]As an example, 1.08 g aniline (amine reagent) was mixed with 0.066 g of methylenedianline (crosslinking diamine). The resulting solution was mixed with 4.17 g of bisphenol A diglycidyl ether to form an homogeneous solution. This solution was then injected into a glass mold, made with two, 2''×2'' glass with a Viton O-ring sandwiched in between, by syringe. The resulting material was cured in an oven pre-heated to 125C for 18 hours. This resulted in a clear solid shape memory polymer at room temperature that has a glass transition temperature (Tg) of about 104 C. The resulting material was also tough, as revealed by its resistance to cutting by razor blade hitting with a hammer, and with large elongation above its Tg, and excellent shape recovery. The rubbery modulus of this material was also significantly higher than the styrene-based SMP.
Example 2
[0149]For a resin system with a Tg of 103° C., Bisphenol A diglycidyl ether at 78.94% weight is mixed with aniline at 19.88% weight and DETDA (major isomers: 3,5-diethyltoluene-2,4-diamine and 3,5-diethyltoluene-2,6-diamine) at 1.19% weight. All components are miscible liquids and are easily combined through mechanical mixing.
Example 3
[0150]For a resin system with a Tg of 60° C., diglycidyl ether of Bisphenol A at 45.32% weight and 1,4-butanediol diglycidyl ether at 31.38% weight are mixed with aniline at 21.99% weight and DETDA (major isomers: 3,5-diethyltoluene-2,4-diamine and 3,5-diethyltoluene-2,6-diamine) at 1.31% weight. All components are miscible liquids and are easily combined through mechanical mixing.
[0151]While the amount of crosslinking reagents used can vary from 0.01 mol % to 10 mol % or more, it is particularly preferred to keep the amount between 0.2 mol % to 7.0 mol %. The amount of phenol or amine reagents will vary stoichiometrically with the epoxide reagents and each can vary from 35 mol % to 65 mol %. It is particularly preferred that both are in the range of 45 mol % to 55 mol %.
[0152]The glass transition temperature of the shape memory polymer can be also be tailored by altering the mixture of mono- and mutli-functional amine reagents and the multifunctional epoxy resins. The transition temperature can also be tailored by the combination of different reagents and resins such that more than one reagent or resin is added to a single mixture. The resulting formulations all showed the ability to withstand strains from at least from 0-60% of their original size before critical deformation occurred. Additionally some formulations showed the ability to expand 0-700% of their original size before critical deformation occurred.
[0153]Finally, additional catalytic elements may be used to assist the reaction and lower the final cure temperature of the epoxy-based SMP. Some catalysts that could be used are: bis(triphenylphosphoranylidene) ammonium chloride, bis(triphenylphosphoranylidene) ammonium bromide, and bis(triphenuylphosphoranylidene) ammonium acetate.
[0154]The shape memory phenomenon in the vicinity of Tg and the ability to set the value of Tg, by varying the composition, over a very broad range of temperatures allows contemplation of numerous applications in varied uses including, but not limited to, molds for contact lenses manufacturing, molds for composite manufacturing, structural deployment devices for remote systems, games and toys, domestic articles, arts and ornamentation units, medical and paramedical instruments and devices, thermosensitive instruments and security devices, office equipment, garden equipment, educative articles, tricks, jokes and novelty items, building accessories, hygiene accessories, automotive accessories, films and sheets for retractable housings and packaging, coupling material for pipes of different diameters, building games accessories, folding games, scale model accessories, bath toys, boots and shoes inserts, skiing accessories, suction-devices for vacuum cleaners, pastry-making accessories, camping articles, adaptable coat hangers, retractable films and nets, sensitive window blinds, isolation and blocking joints, fuses, alarm devices, sculpture accessories, adaptable hairdressing accessories, plates for braille that can be erased, medical prosthesis, orthopedic devices, furniture, deformable rulers, recoverable printing matrix, formable casts/braces, shoes, form-fitting spandex, form-fitting clothes, self-ironing clothes, self-fluffing pillow, deployable structures, space deployable structures, satellites, and pipe replacement for underground applications.
[0155]Although this invention has been described with respect to certain preferred embodiments, it will be appreciated that a wide variety of equivalents may be substituted for those specific elements shown and described herein, all without departing from the spirit and scope of the invention as defined in the appended claims.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
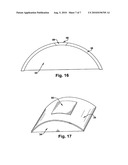 | 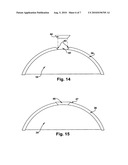 |
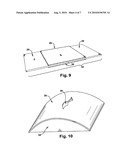 | 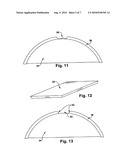 |
 |  |
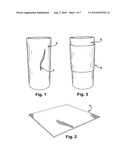 | 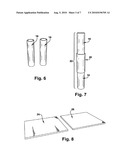 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2013-05-23 | Method of preparing a substrate with a composition including an organoborane initiator |
| 2013-05-23 | Low-density web and method of applying an additive composition thereto |
| 2013-05-23 | Smudge-resistant glass articles and methods for making and using same |
| 2013-05-16 | Thermoplastic polymer composition and molded article |
| 2012-09-13 | Method for reducing adhesion between polymer bodies |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2014-01-23 | Method of making and using shape memory polymer composite patches |
| Top Inventors for class "Stock material or miscellaneous articles" | |
| Rank | Inventor's name |
|---|---|
| 1 | Cheng-Shi Chen |
| 2 | Hsin-Pei Chang |
| 3 | Wen-Rong Chen |
| 4 | Huann-Wu Chiang |
| 5 | Shou-Shan Fan |