Patent application title: System and Method for Leaching a Metal from a Base Mineral Rock
Inventors:
Franklin S. Gallegos (Quito, EC)
IPC8 Class: AC22B1100FI
USPC Class:
75744
Class name: Using nonmetallic material which is liquid under standard conditions (e.g., hydrometallurgy, etc.) with leaching or dissolving noble metal recovered as free metal
Publication date: 2010-05-13
Patent application number: 20100116091
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: System and Method for Leaching a Metal from a Base Mineral Rock
Inventors:
Franklin S. Gallegos
Agents:
GABLE & GOTWALS
Assignees:
Origin: TULSA, OK US
IPC8 Class: AC22B1100FI
USPC Class:
75744
Publication date: 05/13/2010
Patent application number: 20100116091
Abstract:
A system and method for leaching a metal from a base mineral rock includes
a closed reactor vessel into which a slurry containing the ground base
mineral rock is fed. The interior space of the vessel is then pressurized
via an oxygen supply to a pressure P. The slurry is then agitated under
pressure P and within the closed reactor vessel for a time "t". A blower
or compressor re-circulates the oxygen through the slurry. The required
pressure P and time "t" are effective for obtaining a metal recovery of
up to 98% of the total metal available in the base mineral rock. Tests
demonstrate that a time "t" in a range of 8 to 14 minutes and a pressure
P of 10 to 50 psi is effective for obtaining the desired recovery amount,
depending on the concentration of attacking agent used.Claims:
1. A system for leaching gold, silver or other metals from a base mineral
rock, the system comprising:a closed reactor vessel;a slurry including a
ground base mineral rock, a reagent and an attacking agent;an oxygen
supply in communication with an interior space of the closed reactor
vessel; andan agitator in communication with the slurry;wherein the
interior space of the closed reactor vessel is pressurized to a pressure
"P" and the slurry is agitated under the pressure "P" and within the
closed reactor vessel for a time "t", pressure "P" and time "t" being
effective for obtaining a metal recovery of up to 98% of the total metal
available in the base mineral rock.
2. A system according to claim 1 further comprising the time "t" being in a range of 8 to 14 minutes.
3. A system according to claim 1 further comprising the pressure P being in a range of 10 to 50 psi.
4. A system according to claim 1 further comprising at least 90% of the base mineral rock being ground to a size under 80 mesh.
5. A system according to claim 1 further comprising the slurry being in a range of 20% to 50% solids by weight.
6. A system according to claim 1 further comprising a pH of the slurry being in a range of 10.5 to 11.5.
7. A system according to claim 1 further comprising a temperature of the slurry being in a range of 20.degree. to 30.degree. C.
8. A system according to claim 1 further comprising a concentration of the attacking agent in the slurry being in a range of 3 to 10 kg/m3 of attacking solution.
9. A system according to claim 8 further comprising the attacking agent being a cyanide solution.
10. A system according to claim 1 further comprising the agitator including at least one of a blower and a compressor.
11. A system according to claim 10 further comprising the agitator including at least one of a recirculating piping and a jet.
12. A method for leaching gold, silver or other metals from a base mineral rock, the method comprising the steps of:feeding a slurry into a closed reactor vessel, the slurry having a ground base mineral rock, a reagent and an attacking agent;pressurizing, an interior space of the closed reactor vessel with oxygen to a pressure "P";maintaining the pressure "P"; andagitating the slurry under pressure "P" and within the closed reactor vessel for a time "t", pressure "P" and time "t" being effective for obtaining a metal recovery of up to 98% of the total metal available in the base mineral rock.
13. A method according to claim 12 further comprising the time "t" being in a range of 8 to 14 minutes.
14. A method according to claim 12 further comprising the pressure "P" being in a range of 10 to 50 psi.
15. A method according to claim 12 further comprising at least 90% of the base mineral rock being ground to a size under 80 mesh.
16. A method according to claim 12 further comprising the slurry being in range of 20% to 50% solids by weight.
17. A method according to claim 12 further comprising a pH of the slurry being in a range of 10.5 to 11.5.
18. A method according to claim 12 further comprising a temperature of the slurry being in a range of 20.degree. to 30.degree. C.
19. A method according to claim 12 further comprising a concentration of the attacking agent in the slurry being in a range of 3 to 10 kg/m3 of attacking solution.
Description:
BACKGROUND OF THE INVENTION
[0001]This invention relates generally to systems and methods employed in the mining industry to extract certain metals from their original natural mineral state and, more specifically, to systems and methods that employ a leaching process.
[0002]In nature, the leaching of metals from a mineral state occurs over time through the action of water, air, temperature and other environmental forces. In the mining industry, this natural process is accelerated to reduce the time required to obtain the metal and increase the amount of metal recovered. Leaching operations, therefore, involve the use of chemicals to extract the metal from the mineral. Depending on such factors as the type of mineral, the metal to be extracted, the concentration of the metal in the mineral, the presence of other metals, and the chemicals used, the leaching process might take as little as a few hours or might take days and even months.
[0003]Leaching operations in the gold mining industry take place in large open tanks into which a slurry is pumped that contains the mineral along with a cyanide solution and reagents. The slurry is then agitated by propeller blades for the amount of time required for 90 to 95% of the gold contained within the mineral to leach into the slurry. The amount of time that the slurry is retained and agitated in the tank varies depending on such factors as the type of mineral, the granularity of the ground mineral, the chemicals used and the type of agitation employed. On average, however, the amount of time required using the current technology takes an average of 12 hours and the extraction of gold in the best of cases only reaches 90 to 95% of that available in the mineral. A need exists, therefore, for a system and method that reduces the processing time yet increases the yield.
SUMMARY OF THE INVENTION
[0004]A system and method for leaching gold, silver or other metals from a base mineral rock includes a closed reactor vessel into which a slurry containing the ground base mineral rock, a reagent, and an attacking agent is fed. The rock is preferably ground so that at least 90% of the rock is under 80 mesh in size. The attacking agent may have a concentration in the range of 3 to 10 kg/m3 of attacking solution and may be a cyanide solution.
[0005]The interior space of the vessel is then pressurized via an oxygen supply to a pressure P. The slurry--which may be in a range of 20% to 50% solids by weight and have a pH in the range of 10.5 to 11.5--is then agitated under pressure P and within the closed reactor vessel for a time "t". The temperature of the slurry may be in the range of 20° to 30° C.
[0006]Agitation preferably occurs by way of re-circulating the oxygen within the vessel and through the slurry. The agitator preferably includes at least one blower or compressor and re-circulating piping in communication with the slurry. Jets may also be employed to enhance the aeration effects within the slurry.
[0007]The required pressure P and time "t" are effective for obtaining a metal recovery of up to 98% of the total metal available in the base mineral rock. Tests demonstrate that a time "t" in a range of 8 to 14 minutes and a pressure P of 10 to 50 psi is effective for obtaining the desired recovery amount (depending on the concentration of attacking agent).
BRIEF DESCRIPTION OF THE DRAWINGS
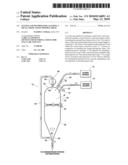
[0008]FIG. 1 is a view of a pressure leaching reactor configured for use in a batch processing operation. A slurry containing a ground base mineral rock, an attacking agent and a reagent is fed into a closed pressure vessel. The vessel is then closed and oxygen is introduced to pressurize the vessel. While under pressure, the slurry is constantly agitated by a blower or compressor that re-circulates the oxygen and passes the oxygen through the slurry.
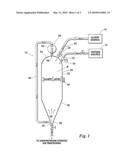
[0009]FIG. 2 is a view of the pressure leaching reactor configured for use in a continuous processing operation. The slurry is agitated under pressure by blowers or compressors that re-circulate the oxygen through the slurry via jets.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENTS
[0010]Preferred embodiments will now be described in reference to the drawings and the following element numbers:
TABLE-US-00001 10 System for leaching metal 12 Slurry source/tank 14 Oxygen source 20 Reactor 22 Upper portion 24 Top end 26 Lower portion 27 Baffles 28 Bottom end 30 Slurry inlet 32 Oxygen inlet 34 Pressure gauge 36 Outlet 38 Discharge nozzle 40 Sight glass 42 Level float 50 Piping arrangement 52 Slurry pump 60 Agitator 62 Blower or compressor 64 Re-circulating piping 66 Inlet end 68 Outlet end 70 Jet
[0011]A system and method for leaching a metal from a base mineral rock employs an attacking agent mixed with the ground base mineral rock and oxygen that re-circulates through and agitates this slurry mix while the slurry is under a pressure above ambient pressure. Referring now to FIG. 1, a system 10 adapted for batch processing includes a reactor 20, a piping arrangement 50 and an agitator 60. Reactor 20 is preferably a vertical pressure vessel having a tubular upper portion 22 with top end 24 and a conical-shaped lower portion 26 with bottom end 28. A slurry inlet 30 with valve and an oxygen inlet 32 with valve and optional pressure gauge 34 are located on upper portion 32. Each valve on inlet 30 and 32 may be manually or automatically controlled. Oxygen inlet 32 is in communication with an oxygen source 14 that provides pure or substantially pure oxygen to reactor 20. An outlet 36 with valve is located at bottom end 28.
[0012]Piping arrangement 50 interconnects reactor 20 to a slurry source 12 and provides a means for transporting the processed slurry to downstream storage or processes (not shown) for further processing or analysis. The slurry entering reactor 20 contains a ground base mineral rock, water, an attacking agent and a reagent in the quantities and proportions required to obtain a slurry of pumping consistency. In the case of gold leaching, the slurry contains the ground base mineral, water, sodium cyanide, and calcium hydroxide. The proportion of the ingredients will vary accordingly to the type of mineral or the requirements of the operation. In a preferred embodiment, the slurry is about 40% solids by weight. In other preferred embodiments, the concentration of the slurry is in a range of 20% to 50% solids by weight.
[0013]The slurry is fed into reactor 20 through slurry inlet 30 until a desired volume of slurry is contained within the reactor 20. The volume and level of slurry fed into reactor 20 may be controlled manually and monitored by a sight glass 40 or controlled and monitored automatically via control means such as a level control float valve 42 (see FIG. 2). Slurry inlet 34 is then closed and oxygen inlet 36 is opened. Pure oxygen or substantially pure oxygen is introduced into reactor 20 until a predetermined pressure P is obtained. In a preferred embodiment, the pressure P is about 40 psi. In other preferred embodiments, pressure P is in a range of 20 to 50 psi.
[0014]Agitator 60 is preferably a forced air system that includes a blower or compressor 62 located at top end 24 and a re-circulating piping 64 having an inlet end 66 in communication with the blower or compressor 62 and an outlet end 68 in communication with a bottom portion of the slurry. Agitator 60 re-circulates the oxygen, taking the oxygen residing above the slurry level and forcing it up through the slurry. By continuously re-circulating the oxygen, agitator 60 continuously agitates the slurry for a required amount of residence time. The oxygen supply 14 is preferably maintained at the required pressure P to replenish any oxygen consumed.
[0015]When the required amount of time is accomplished, blower or compressor 62 is stopped and any oxygen remaining in the reactor 20 may be removed to storage (not shown) or discarded to atmosphere. When the pressure P in reactor 20 is substantially equal to atmospheric pressure, outlet 36 may be opened to empty reactor 20. The processed slurry may be transported via piping arrangement 60 for storage, further treatment or analysis.
[0016]Referring now to FIG. 2, an alternate embodiment of system 10 includes a reactor 20 adapted for continuous processing. Reactor 20 is preferably a horizontal pressure vessel and may include baffles 27 to isolate portions of the slurry and ensure proper agitation of each portion. Piping arrangement 50 includes a slurry feed pump 52 in communication with slurry inlet 30. Jets 70 may be located at the outlet end 68 of the re-circulating piping 64.
[0017]Similar to the batch operation (see FIG. 1), the ground base rock mineral, the reagents and the cyanide solution are prepared in the required proportions to obtain a slurry of pumping consistency. The slurry is pumped to reactor 20 at the required rate and at the required pressure while pure or substantially pure oxygen is inserted into reactor 20 until the pressure P reaches the required pressure. Blower or compressor 62 re-circulates the oxygen to maintain the slurry in agitation during the required time. The oxygen supply should be kept at the required pressure to replenish any oxygen consumed. The required residence time of the slurry in reactor 20 may be controlled by a discharge nozzle 38 at outlet 36.
[0018]A person of ordinary skill in the art would recognize that reactor 20 may be of different types and sizes to accommodate a batch operation, like in a pilot plant or laboratory, or for a continuous operation, like in a commercial treatment plant. Regardless of type or size, reactor 20 must have the capability to keep the slurry mixture under pressure and in an agitated state for the required time to allow for the grade of dilution of the metal required by the process.
[0019]Tests using system 10 and carried out by the inventor on ores from or near Zaruma, Ecuador, achieved recoveries of over 98% with leaching times ranging from 8 to 14 minutes, depending on the cyanide concentration and oxygen pressure. These results were consistent over the 100 tests carried out by the inventor under the conditions described below. Tests carried out by the inventor on this same type of ore using open air tanks and conventional extraction technology demonstrated that, on average, it took 16 hours to obtain at 90% extraction result.
[0020]The conditions under which the tests using system 10 were conducted are as follows: [0021]Test quantity: . . . 14 kg of solids per sample [0022]Material grind size: . . . 90% under 80 mesh [0023]Cyanide concentration . . . Varied from 3 kg/m3 to 10 kg/m3 of attacking solution [0024]pH of the slurry . . . 10.5 to 11.5 [0025]Pressure in the reactor: . . . Varied from 10 psi to 50 psi [0026]Slurry consistency: . . . Varied from 20% to 50% solids by weight [0027]Oxygen used . . . Industrial type [0028]Duration of tests: . . . From 5 minutes to 120 minutes of pressure agitation [0029]Temperature of slurry . . . Ambient, ranging from 20° to 30° C.Leaching time was found to be proportional to cyanide concentration and oxygen pressure. Lab analysis of the clear liquid from the slurry was made using an atomic absorption spectrometer, with lab analysis of the solids being made by fire assay.
[0030]Due to the prototype construction of reactor 20 for use in the above tests, any remaining oxygen was discarded to atmosphere. The consumption of oxygen, therefore, will need to be tested at future. The inventor plans to carry out further tests to find the more efficient parameters of operation for various ore characteristics. A person of ordinary skill in the art would recognize that different types of ores may require, for example, a different attacking agent or reagent, different concentrations of the various ingredients, and different reside times and pressures.
[0031]The tests using system 10 suggest that system 10 significantly reduces the leaching time and significantly increases the yield (and extraction rate) in comparison to current leaching technologies. System 10 permits a smaller footprint and reduced power consumption of a leaching section in an extraction plant, allows for a coarser grind than the 200 mesh commonly used in milling operations, and reduces the flow time through and stocks of gold in the extraction plant at any given time. For example, because of the reduced residence time and increased extraction rate, gold could be at the foundry within hours rather than days of leaving the mill. Furthermore, the reduced time to leach the gold does not permit leaching of the copper typically present in the ore. Copper tends to cause problems, such as fouling activated carbon, further downstream in the gold recovery process. Last, the density of the processed slurry does not affect the recuperation of the gold.
[0032]While a system and method for leaching metal has been described with a certain degree of particularity, many changes may be made in the details of construction and the arrangement of components without departing from the spirit and scope of this disclosure. It is understood that the system and method is not limited to the embodiments set forth herein for purposes of exemplification, but is to be limited only by the scope of the attached claims, including the full range of equivalency to which each element thereof is entitled.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20220038027 | ELECTRIC POWER CONVERTER |
| 20220038026 | POWER CONVERSION DEVICE |
| 20220038025 | CONVERTER AND POWER SUPPLY SYSTEM |
| 20220038024 | POWER SUPPLY APPARATUS FOR IMPROVING QUALITY AND PRECISION OF OUTPUT CHARACTERISTICS |
| 20220038023 | POWER REGULATING UNIT AND TRANSPORT REFRIGERATION DEVICE USING THE POWER REGULATING UNIT |
Images included with this patent application:
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2013-07-11 | Method for recycling noble metal from electronic waste material and apparatus thereof |
| 2012-06-07 | Method and apparatus for leaching metal from mining ore |
| 2012-11-08 | Method for recycling metals from waste molybdic catalysts |
| 2012-11-08 | Method for recycling metals from waste tungsten catalysts |
| 2013-06-27 | Method for recovering platinum from aviation engine components |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-07-07 | A process for copper and/or precious metal recovery |
| 2016-06-02 | Process for efficiently enriching and recovering noble metals of platinum and palladium by solvent extraction |
| 2016-05-05 | Sustainable process for reclaiming precious metals and base metals from e-waste |
| 2016-04-28 | Method of recovering copper and precious metals |
| 2016-04-14 | Method of recovering acid and platinum group metal from leaching solution of spent catalyst |
| Top Inventors for class "Specialized metallurgical processes, compositions for use therein, consolidated metal powder compositions, and loose metal particulate mixtures" | |
| Rank | Inventor's name |
|---|---|
| 1 | Robert Millner |
| 2 | Lutz Rose |
| 3 | Johannes Leopold Schenk |
| 4 | Franklin Leroy Stebbing |
| 5 | Takao Harada |