Patent application title: CONTINUOUS FOOD PRODUCT COOLING SYSTEM
Inventors:
Darrell C. Horn (Santa Rosa, CA, US)
Assignees:
BLENTECH CORPORATION
IPC8 Class: AF25D3100FI
USPC Class:
62 1
Class name: Refrigeration consumable products produced by cooling
Publication date: 2010-03-04
Patent application number: 20100050656
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: CONTINUOUS FOOD PRODUCT COOLING SYSTEM
Inventors:
Darrell C. Horn
Agents:
STAINBROOK & STAINBROOK, LLP
Assignees:
BLENTECH CORPORATION
Origin: SANTA ROSA, CA US
IPC8 Class: AF25D3100FI
USPC Class:
62 1
Patent application number: 20100050656
Abstract:
A multi-stage continuous liquid chilling system for chilling particulate
food product with a chilling liquid. Particulate product is conveyed
through a rotating drum as vanes inside the drum control and move the
product from the inlet towards the outlet. As the product is conveyed it
is tumbled and mixed with the chilling liquid in a succession of
processing sections, each including a flood portion and a drain portion.
In both sections the food product is exposed to a spray of chilled
liquid, which Is drained off and used in an earlier stage in the
processing cycle. While product is moved from the inlet to the outlet of
the drum the chilling liquid is pumped in the opposite direction with a
series of transfer pumps each connected to the drain sections in each
chilling zone.Claims:
1. A rotary drum chilling system for cooling particulate food product,
comprising:a generally cylindrical drum having an inlet end, an outlet
end, and a plurality of processing zones interposed between said inlet
end and said outlet end, including at least an initial processing zone
and a final processing zone, each of said processing zones including a
flood section, a drain section, and a nozzle, wherein the downstream
direction in said drum is from said inlet end toward said outlet end and
the upstream direction is from outlet end toward said inlet end;at least
one motor for rotating said drum;a food conveyor disposed within said
rotary drum for moving food product in the downstream direction;a source
of chilling liquid in direct fluid communication with said nozzle in said
final processing zone;a final processing zone catch basin disposed under
said drain section of said final processing zone, said catch basin in
fluid communication with a processing zone in the upstream direction;an
initial processing zone catch basin disposed under said drain section of
said initial processing zone; anda discharge conduit for discharging
fluid from said initial processing zone catch basin;wherein said nozzles
discharge chilling liquid so as to submerge food product in chilling
liquid in each of said flood sections for a period of time such that the
product particulates are surrounded with the chilled liquid, exposes the
coldest food product to the coldest chilling liquid in said chilling
system, agitates the food product as it is conveyed through said
processing zones, and wherein the movements of the chilling liquid is
controlled by said food conveyor such that different temperatures of
chilled liquid are not mixed together during operation.
2. The system of claim 1, wherein said rotary drum is disposed horizontally and is generally cylindrical.
3. The system of claim 2, wherein said food conveyor is a spiral vane horizontally disposed within said rotary drum.
4. The system of claim 3, wherein said spiral vane is substantially continuous and has a substantially constant angle.
5. The system of claim 4, wherein said system includes at least three processing zones, including an initial processing zone, at least one medial processing zone, and a final processing zone.
6. The system of claim 2, wherein said food conveyor comprises a plurality of side-by-side vane elements, each of said vane elements including an annular straight vane segment generally normal to the longitudinal axis of said rotary drum and an angled vane segment which connects said vane element with the straight vane portion of the adjoining downstream vane element.
7. The system of claim 6, wherein said angled vane segment is angled at approximately 45 degrees to said straight vane segment.
8. The system of claim 1, wherein said system includes at least three processing zones, including an initial processing zone, at least one medial processing zone, and a final processing zone.
9. The system of claim 8, further including a catch basin disposed under each of said medial processing zones, and a pipe, and a pump for pumping chilling liquid to an upstream processing zone.
10. The system of claim 1, wherein said system includes at least three processing zones, including an initial processing zone, at least one medial processing zone, and a final processing zone.
11. The system of claim 10, further including a medial catch basin disposed under each of said medial processing zones, and a pipe, and a pump for pumping chilling liquid to a nozzle in an upstream processing zone.
12. The system of claim 1, wherein said system is operatively connected to a food cooker such that hot particulate food product is received in said inlet end of said rotary drum, and wherein said discharge conduit for discharging fluid from said initial processing zone catch basin is in fluid communication with the food cooker so as to provide makeup water for use in cooking food product.
13. A method of chilling particulate food product, comprising the steps of:(a) providing a multi-stage food chilling system as in claim 1;(b) turning on the one or more motors driving the rotary drum;(c) turning on the chilling system such that chilling liquid is sprayed through nozzles in each of the processing zones;(d) introducing cooked food product into the multi-stage chilling system and continuing rotation of the rotary drum such that the particulate food is flooded in the flood section of each processing zone, drains completely in the drain section of each processing zone.
14. The method of claim 13, further including the step of discharging chilling liquid from the initial processing zone catch basin for use as makeup water for a food cooker.
Description:
BACKGROUND OF THE INVENTION
[0001]1. Technical Field
[0002]The present invention relates generally to commercial food processing apparatus, and more particularly to food chilling systems, and still more particularly to a multi-stage rotating drum continuous liquid chilling system for particulate food products.
[0003]2. Background Art
[0004]At present the commercial market place includes numerous continuous chilled liquid machines for chilling particulated food products or diced products. All of the known systems utilize a means of conveying food product and a means of causing heat transfer by dousing the moving food product with a cold liquid. The two predominant methods of conveying food product in chilling systems included the perforated belt conveyor and the rotary screened drum.
[0005]The perforated belt system allows the chilling liquid to contact the food product on the belt as the product is conveyed from an inlet end to an outlet end and then drains the chilling liquid through perforations in the belt down into a catch pan under the conveyor belt. The chilling liquid drained from the product picks up some of the heat energy from the product thus cooling the product to a lower temperature.
[0006]The disadvantage of a belt chiller is that the product is static on the perforated belt and is not mixed with the chilling liquid for efficient and optimal heat transfer. A second disadvantage is that the layer of product on the belt is generally not of uniform thickness so the chilling liquid that is sprayed onto the product does not always penetrate through the thick layers of product. A third disadvantage is that the chilled liquid is in contact with the hot product for a very short time as it drains through the hot product. This short contact time does not allow the heat from the hot product to be transferred to the liquid efficiently especially if the product comprises chunks of product that require time for the heat in the center of the chunks to work it way out to the surface of the chunks.
[0007]The final result of the perforated belt system is inefficient utilization of the chilling liquid and warm areas left in the layer of food product being chilled. This type of system typically requires more chilled liquid to chill products.
[0008]Other chilling systems utilize a rotating drum screen with spray nozzles spraying the chilling liquid down onto the hot product as the product is conveyed through the inside of the screened drum. Internal vanes convey the product as the screened drum rotates. The chilling liquid mixes with hot product as the screened drum rotates picking up heat energy from the product and then drains through the screen into a catch pan under the drum.
[0009]The advantage of this system is that the hot product is tumbled as the drum rotates and therefore all the pieces of product are exposed to the spray of chilled liquid evenly transferring heat from the product into the chilled liquid. The disadvantage is that the contact time between the chilled liquid and the product as the chilled liquid drains down through the hot product and through the screened drum is also very short, and therefore there is little time for the heat from the hot product to transfer to the chilled liquid.
[0010]A second variation of the rotating drum system is to have the drum solid so the chilling liquid does not drain through the product but rather pools up and moves through the drum with the product. This substantially increases the contact time between the chilled liquid and the product allowing the maximum heat from the product to be transferred into the liquid. The disadvantage is that the chilled liquid moves with the product and warms up as it picks up heat from the product. To efficiently chill a product and minimize the amount of chilling liquid required, the coldest liquid must be in contact with the coldest product. In other words, the warmest chilling liquid should contact the warmest food product, and the coolest chilling liquid should contact the coolest food product. However, in this variation of the rotary drum the coldest liquid is not in contact with the coldest product since the chilled liquid moves through the rotary drum with the product.
[0011]A third variation of the rotating drum system is to position the screened drum in a vessel filled with chilled water so that the hot product is bathed in the chilled liquid. In this system the product stays in contact with the chilled liquid for a longer period so that the heat in the product can be efficiently transferred to the chilled liquid. The hot product is tumbled inside the rotating screened drum, thus mixing with the chilled liquid evenly cooling the product.
[0012]The disadvantage of this system is that the movement of the chilled liquid is not efficiently controlled, and therefore the product being cooled is not always in contact with the coldest chilled liquid as it progresses through the drum. As a result this system takes more chilled liquid to cool the product and the energy transfer from the product to the chilled liquid is not as efficient as desired. Chilling the product to the desired temperature requires a large amount of chilled liquid.
[0013]The foregoing prior art systems reflect the current state of the art of which the present inventor is aware. Reference to, and discussion of, these systems in such general terms is intended to aid in discharging Applicant's acknowledged duty of candor in disclosing information that may be relevant to the examination of claims to the present invention. However, it is respectfully submitted that none of the above-described prior art systems and apparatus disclose, teach, suggest, show, or otherwise render obvious, either singly or when considered in combination, the invention described and claimed herein.
DISCLOSURE OF INVENTION
[0014]The present invention is a continuous liquid chilling system for chilling diced or particulated food products such as diced meat, vegetables or grains by contact with a cold liquid such as cold water. As the particulated product is conveyed through the rotating drum of the continuous rotary chiller the vanes inside the drum control and move the product from the inlet towards the outlet. As the product is conveyed it is tumbled and mixed with the chilling liquid to transfer the heat from the product to the chilled liquid. During the tumbling/conveying movement of the product it is bathed in the chilled liquid in a first section and then drained of the chilled liquid in the second section. In both sections the product is exposed to a spray of chilled liquid. This process of bathing the product in the chilled liquid and draining off the chilled liquid is repeated multiple times in the length of the drum to chill the product to the desired temperature. While the product is moving from the inlet to the outlet of the drum the chilling liquid is pumped or otherwise conveyed in the opposite direction using a series of transfer pumps, gravity feed structures, or the like, each connected to the drain sections in each chilling zone. By moving the chilled liquid in the opposite direction of the movement of the product, the coldest product is exposed to the coldest chilling liquid to increase the efficiency of heat transfer and reduce the amount of chilled liquid required to reach the desired temperature of the product.
[0015]It is therefore an object of the present invention to provide an improved commercial grade particulate food product chilling system that allows time for heat transfer. The inventive system mixes the product with the chilled liquid for sufficient period of time to allow the heat energy to be drawn out of the particulates that makeup the product. This heat energy must efficiently transfer out of the product into the chilled liquid.
[0016]It is another object of the present invention to provide a multistage rotating drum chilling system that submerges the food product in chilling liquid. The product is submerged in the chilled liquid for a period of time such that the product particulates are surrounded with the chilled liquid.
[0017]It is yet another object of the present invention to provide a food chilling system apparatus that exposes the coldest product to the coldest liquid. As the product is conveyed from inlet to outlet of the machine the product must come in contact with colder and colder chilled liquid, preferably in a succession of processing zones. In other words the coldest chilled liquid must be introduced into the system just before the product is discharged, and the chilled liquid must be moved in the direction opposite the direction of movement of the food product. Stated yet another way, chilling liquid is moved upstream as the food product is moved downstream through the processing zones.
[0018]Still another object of the present invention is to provide an improved particulate food product chilling system that agitates the food product as it moves through the chilling machine to make sure that no hot spots are allowed to exist as the product is chilled.
[0019]Yet another object of the present invention is to provide a particulate food product chilling system that controls the product and the chilled liquid movement. The movement of the chilled liquid is controlled so that different temperatures of chilled liquid are not mixed together in the process.
[0020]Other novel features which are characteristic of the invention, as to organization and method of operation, together with further objects and advantages thereof will be better understood from the following description considered in connection with the accompanying drawings, in which preferred embodiments of the invention are illustrated by way of example. It is to be expressly understood, however, that the drawings are for illustration and description only and are not intended as a definition of the limits of the invention. The various features of novelty that characterize the invention are pointed out with particularity in the claims annexed to and forming part of this disclosure. The invention does not reside in any one of these features taken alone, but rather in the particular combination of all of its structures for the functions specified.
[0021]There has thus been broadly outlined the more important features of the invention in order that the detailed description thereof that follows may be better understood, and in order that the present contribution to the art may be better appreciated. There are, of course, additional features of the invention that will be described hereinafter and which will form additional subject matter of the claims appended hereto. Those skilled in the art will appreciate that the conception upon which this disclosure is based readily may be utilized as a basis for the designing of other structures, methods and systems for carrying out the several purposes of the present invention. It is important, therefore, that the claims be regarded as including such equivalent constructions insofar as they do not depart from the spirit and scope of the present invention.
BRIEF DESCRIPTION OF THE DRAWINGS
[0022]The invention will be better understood and objects other than those set forth above will become apparent when consideration is given to the following detailed description thereof. Such description makes reference to the annexed drawings wherein:
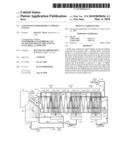
[0023]FIG. 1 is a schematic cross-sectional side view in elevation of the continuous food product chilling system of the present invention;
[0024]FIG. 2 is an end view thereof, showing some apparatus in phantom;
[0025]FIG. 3 is a cross-sectional side view in elevation showing an alternative, discontinuous vane configuration for use in segregating flood and drain sections and for conveying food product through the rotary drum taken along section line 3-3 of FIG. 4; and
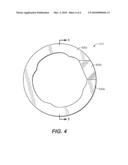
[0026]FIG. 4 is an end view of a single element of the vane elements of FIG. 3.
BEST MODE FOR CARRYING OUT THE INVENTION
[0027]Referring to FIGS. 1 through 4, wherein like reference numerals refer to like components in the various views, there is illustrated therein a new and improved continuous particulate food product chilling system, generally denominated 100 herein. These views, collectively, show that the inventive system first includes a generally cylindrical multi-stage rotating drum 110 with three or more processing zones, including an initial processing zone 120, one or more medial processing zones, 130, and a final processing zone 140, each including an impermeable solid stainless steel flood section 120a, 130a, 140a, and a perforated drain section 120b, 130b, 140b. The drum in each of the perforated drain sections is provided with a band of holes circumferentially disposed around the entirety of the drum. One or more motors 115 for rotating the drum are disposed on mounts 117 attached to the support frame 119 for the chilling system.
[0028]The drum further includes an inlet end 150, where cooked food product is received after conveyance from a cooker 160, and an outlet (discharge) end 170, where chilled food product is discharged. In a cooker ideally adapted for use with the chilling system of the present invention, cooked food product is conveyed from the cooker through a conduit 180 having perforations 190 or a channel for draining hot cook water 200 into a tank or catch basin 210. That water may then be reclaimed and recycled by pumping or conveying it directly to the cooker for use in the current cooking cycle or first processed and cleaned for use in a subsequent cooking cycle.
[0029]The solid stainless steel flood sections 120a, 130a, 140a are where food product is flooded or submerged in the chilled liquid so that the product particulates are surrounded with the chilled liquid. This provides for thorough heat transfer because all of the surfaces of the product particulates have contact with the chilled liquid. In addition, the particulates remain submerged in the liquid for a sufficiently long period of time such that the heat inside of the particulates is drawn out to the surface and transferred into the chilled liquid. In this section, heat transfer time and submersion of the food product is accomplished.
[0030]The perforated drain sections 120b, 130b, 140b are where chilled liquid is drained out and away from the product so that colder chilled liquid will be in contact with the product without being diluted with the upstream cooling liquid that has absorbed heat energy from the product in the solid steel submerged section.
[0031]Referring now to FIG. 1, the two sections in each zone are separated by a horizontally disposed and substantially continuous spiral barrier or spiral vane 220 depending from the sides of the rotary drum and running substantially the entire length of the cylindrical drum, i.e., from the food product inlet end 150 to the food product outlet end 170. The continuous flights of the spiral vane rotate with the drum, such that as the cylindrical drum rotates, the food product is tumbled and urged against the flights of the spiral vane and is thus constantly pushed from the inlet of the rotary chiller toward the outlet. In the configuration shown, four full rotations of the drum conveys the food product through one of the processing zones. Further rotations conveys the food product sequentially through each of the solid stainless steel submersion sections and the perforated drain sections of the entire system. The spiral vane thus provides the necessary control over the ultimate chilling system.
[0032]The rotation of the drum also causes the product to be tumbled and agitated. The tumbling action mixes the product with the chilled liquid in the submersion sections and then equilibrates the product in the drain sections.
[0033]Next, the inventive apparatus includes a multi-stage chilled liquid circulation system which includes a source of refrigerated fluid (not shown) for providing a chilling fluid which is pumped by a first chilling system pump 230 through a pipe 240 having a first nozzle 250 disposed at its end in the upper portion of the final processing zone 140. It will be understood that the discussion of pumps as the means for conveying chilling liquid from the downstream zones to the upstream processing zones is for illustrative purposes only, as such a process may be effected by other fluid conveyance means, including the use of gravity feed apparatus, water screws or vanes, ram pumps, high lifter pumps, and so on. After conveyance upstream, the chilled liquid is sprayed or otherwise discharged or poured into the flood section to cover the particulate food product immediately before it is discharged.
[0034]A final processing zone catch basin 260 disposed immediately below the final perforated section 140b captures chilling liquid drained from the final processing zone 140. The fluid captured by the final processing zone catch basin is then pumped by a second chilling system pump 270 through pipes 280 to a second nozzle 290 disposed in the second processing zone 130, where it is sprayed over food product in that zone. Pipe 280 enters into the drum through either the discharge end or the inlet end, and in the case of the former it runs in a generally side-by-side relationship to pipe 240 for the length of that latter pipe. In the event there are more than one medial processing zones, catch basins, pumps and pipes, and nozzles are also provided for each such additional processing zone.
[0035]A medial catch basin 300 disposed immediately below the perforated section 130b of the second (medial) processing zone 130 captures chilling liquid drained from that processing zone. The captured fluid is then pumped by a third pump 310 through a pipe 320 to a third (final) nozzle 330 disposed in the initial processing zone 120, where it is sprayed over or otherwise poured or discharged into the flood portion to cover the food product in that zone. Pipe 320 also enters into the drum either through the discharge end or the inlet end, and when the latter it runs in a generally side-by-side relationship to pipes 240 and 280 for the respective lengths of those two pipes. It will be appreciated by those with skill in the art that one or more of pipes 240, 280, and 320, and in any combination, may enter the drum through one or the other or both the inlet and outlet ends without any effect on system function.
[0036]Chilling liquid drained from the first processing zone is captured by third catch basin 340, and is fed through a discharge conduit of some kind, preferably a pipe 350, and is transported either by gravity or by a pump (not shown) to a predetermined discharge destination. The warmed chilling liquid may simply be discarded, though because of the waste involved in such a treatment, it would be preferable to use the liquid, and when water is the coolant liquid, the final disposition is preferably transport to the cooker tank 210 for recycling drained cook water by using it in the cooking process in the cooker 160.
[0037]FIG. 3 is a cross-sectional side view in elevation showing an alternative, discontinuous vane configuration 400 for use in segregating flood and drain sections and for conveying food product through the rotary drum, while FIG. 4 is an end view of a single vane element 410 of the vane system shown in FIG. 3. In this configuration, the vane system, rather than comprising a continuous helical spiral vane having a substantially constant angle, comprises a plurality of vane elements 410, each including an annular first straight vane segment 420a, which is substantially normal to the longitudinal axis 430 of the rotary drum 440. This first segment extends approximately 270 to 320 degrees of arc, though dimensions of more or less arc would be acceptable. A second angled vane segment 420b angles downstream at an approximate 45 degree angle, though angles from 20 degrees to 60 degrees may be suitable, depending on the length of time called for in chilling food product in the flood portions of the processing zones. This will be affected by the spacing of the vanes, the volume of the drum space between vanes, the rapidity of rotation of the drum, and so on. The final vane segment 420c is contiguous with the first straight vane segment of the neighboring downstream vane element.
[0038]Using this alternative vane configuration, food product migrates downstream through a processing zone every six full revolutions. While in the flood portion of the processing zones, food product does not migrate laterally and downstream until engaged by angled segment 420b. This facilitates full immersion and a thorough transfer of heat from the food product to the chilling liquid.
[0039]From the foregoing it will be apparent that chilled liquid coming directly from the refrigeration machine enters the rotary chiller through spray nozzles in the final processing zone and picks up some of the heat energy from the product being tumbled through that zone. When water drained from the final processing zone is pumped upstream and through the spray nozzles in the medial processing zone(s), it picks up more heat energy from the warmer product being tumbled through those processing zones. Finally, the chilled liquid is pumped upstream yet again and sprayed through a nozzle in the initial processing zone, where it is warmed by absorbing heat energy from the product being tumbled through the initial processing zone; it is then drained into the catch basin under the initial processing zone and is already preheated for use as makeup water in the cooking machine upstream.
[0040]The movement of the chilled liquid upstream results in the coldest liquid always coming in contact with the coldest product as the product is conveyed through the rotary chilling system. This water recycling method minimizes the use of chilled water in the process, thereby chilling the product faster and ultimately to a colder temperature. At the same time the heated water is reused as makeup water in the cooker if the process has a cooker upstream of the rotary chiller.
[0041]In a four processing zone chilling system using the inventive multi-stage cooling system, chilled liquid is sprayed on the food product in a fourth processing zone, captured under the rotating drum, then pumped through nozzles in the third processing zone, captured again the rotating drum in the third zone, then pumped through nozzles in the upstream second processing zone and finally captured under the second processing zone and pumped through nozzles in the first processing zone. In a four processing zone system, by spraying 2-3 degree C. chilled water on the fourth processing zone, the product can be chilled from 95 degrees C. down to 5 degrees C. while the chilled water absorbs the heat from the product and is heated up to about 60 degrees C. by the time it has been recycled through the hot product entering the inlet end into the first processing zone of the chilling conveyor drum.
[0042]The above disclosure is sufficient to enable one of ordinary skill in the art to practice the invention, and provides the best mode of practicing the invention presently contemplated by the inventor. While there is provided herein a full and complete disclosure of the preferred embodiments of this invention, it is not desired to limit the invention to the exact construction, dimensional relationships, and operation shown and described. Various modifications, alternative constructions, changes and equivalents will readily occur to those skilled in the art and may be employed, as suitable, without departing from the true spirit and scope of the invention. Such changes might involve alternative materials, components, structural arrangements, sizes, shapes, forms, functions, operational features or the like.
[0043]Therefore, the above description and illustrations should not be construed as limiting the scope of the invention, which is defined by the appended claims.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2014-05-29 | Charging device for cooling system |
| 2014-06-19 | Use of unidirectional flow modes of magnetic cooling systems |
| 2011-06-02 | Liquid supercooling system |
| 2013-05-02 | Cryogenic cooling system |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2015-11-26 | Method and apparatus for flash frozen drink mixes |
| 2013-09-12 | Novel ice and methods of manufacturing ice |
| 2012-01-26 | Home and professional ice cream product making machine |
| 2012-01-05 | Method and system for the continuous or semi-continuous production of flavored ice |
| 2011-11-10 | Machine for producing and dispensing liquid or semiliquid foodstuffs |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2012-09-06 | Low pressure, low velocity steam injector |
| Top Inventors for class "Refrigeration" | |
| Rank | Inventor's name |
|---|---|
| 1 | Michael F. Taras |
| 2 | Alexander Lifson |
| 3 | Koji Yamashita |
| 4 | Hiroyuki Morimoto |
| 5 | Patrick J. Boarman |