Patent application title: METHOD OF CONSTRUCTION FOR SOLAR ENERGY SYSTEMS
Inventors:
Jason Charles Jones (Berkeley, CA, US)
Steven Michael Kraft (Albany, CA, US)
Assignees:
TILT SOLAR LLC
IPC8 Class: AF24J242FI
USPC Class:
5274521
Class name: Static structures (e.g., buildings) processes anchor, bond, etc.
Publication date: 2009-10-22
Patent application number: 20090260316
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: METHOD OF CONSTRUCTION FOR SOLAR ENERGY SYSTEMS
Inventors:
Jason Charles Jones
Steven Michael Kraft
Agents:
SCHWEGMAN, LUNDBERG & WOESSNER, P.A.
Assignees:
TILT SOLAR LLC
Origin: MINNEAPOLIS, MN US
IPC8 Class: AF24J242FI
USPC Class:
5274521
Patent application number: 20090260316
Abstract:
The invention is a method for constructing solar energy mounting
apparatuses in which structural elements of the apparatus are cast in
molds formed on a substantially horizontal surface. A self curing
compound, such as reinforced concrete, is used as the material for the
structural elements. After curing for sufficient time to achieve strength
necessary to allow for handling, the structural element is hoisted into
place in a substantially non-horizontal position. Alternatively, the
structural element may be used in the moving portion of a solar energy
mounting apparatus that performs a tracking function. The use of
reinforced concrete in the structural elements of solar energy mounting
apparatuses allows for cost reduction over the prior art in that
reinforced concrete is less expensive on a unit strength basis than other
typical structural materials, such as steel and aluminum. Additional cost
reduction is possible because the mass of the reinforced concrete
structural elements offsets ballast material that would otherwise be
necessary to increase the mass of the foundation to provide resistance to
overturning forces due to wind.Claims:
1. A method for constructing a structural element for assembly into a
solar energy mounting apparatus comprising:(a) supporting a substantially
horizontal surface to be used substantially as a bottom surface of a mold
wherein said horizontal surface is supported by a support surface;(b)
mounting a vertical wall on said horizontal surface such that said
vertical wall encloses an area and in combination with said bottom
surface define a volume of said mold, wherein said volume substantially
defines a shape of said structural element;(c) filling said volume with a
flowable self curing material;(d) allowing said flowable self curing
material to cure for a sufficient time such that said flowable self
curing material achieves a sufficient strength to be handled without
substantially altering its form;(e) removing said structural element from
said mold; and(f) assembling said structural element into said solar
energy mounting apparatus such that a first surface of said structural
element that was substantially formed by said substantially horizontal
surface is oriented substantially non-horizontally.
2. The method in claim 1 wherein said flowable self curing material comprises concrete.
3. The method in claim 2 further comprising placing within said volume prior to filling said volume with said flowable self curing material a mechanical component.
4. The method in claim 3 wherein said mechanical component is selected from the following group:(a) a reinforcing material;(b) a fastening device;(c) a mounting flange; and(d) a means for rotation.
5. The method in claim 2 further comprising:(a) reducing said volume by placing a void forming object prior to placing said flowable self curing material.
6. The method in claim 2 wherein said bottom surface and said vertical wall are combined as a prefabricated unit.
7. The method in claim 2 wherein a mold surface of said volume is coated with a bond inhibiting agent.
8. The method in claim 2 further comprising:(a) agitating said flowable self curing material such that said flowable self curing material is consolidated whereby unintended voids or air pockets within said volume are substantially removed.
9. The method in claim 2 wherein said support surface comprises a top surface of a second structural element previously constructed by a method comprising:(a) supporting a second substantially horizontal surface to be used substantially as a second bottom surface of a second mold wherein said second horizontal surface is supported by a second support surface;(b) mounting a second vertical wall on said second horizontal surface such that said second vertical wall encloses a second area and in combination with said second bottom surface defines a second volume of said second mold, wherein said second volume substantially defines a second shape of said second structural element; and(c) filling said second volume with a flowable self curing material;
10. In a solar energy mounting apparatus having a fixed structure pivotally coupled to a moving structure, a method for constructing a structural element of said moving structure comprising:(a) supporting a substantially horizontal surface to be used substantially as a bottom surface of a mold wherein said horizontal surface is supported by a support surface;(b) mounting a vertical wall on said horizontal surface such that said vertical wall encloses an area and in combination with said bottom surface define a volume of said mold, wherein said volume substantially defines a shape of said structural element;(c) filling said volume with a flowable self curing material;(d) allowing said flowable self curing material to cure for a sufficient time such that said flowable self curing material achieves a sufficient strength to be handled without substantially altering its form;(e) removing said structural element from said mold; and(f) assembling said structural element into said solar energy mounting apparatus.
11. The method in claim 10 wherein said flowable self curing material comprises concrete.
12. The method in claim 11 further comprising placing within said volume prior to filling said volume with said flowable self curing material a mechanical component.
13. The method in claim 12 wherein said mechanical component is selected from the following group:(a) a reinforcing material;(b) a fastening device;(c) a mounting flange; and(d) a means for rotation.
14. The method in claim 11 further comprising:(a) reducing said volume by placing a void forming object prior to placing said flowable self curing material.
15. The method in claim 11 wherein said bottom surface and said vertical wall are combined as a prefabricated unit.
16. The method in claim 11 wherein a mold surface of said volume is coated with a bond inhibiting agent.
17. The method in claim 11 further comprising:(a) agitating said flowable self curing material such that said flowable self curing material is consolidated whereby unintended voids or air pockets within said volume are substantially removed.
18. The method in claim 11 wherein said support surface comprises a top surface of a second structural element previously constructed by a method comprising:(a) supporting a second substantially horizontal surface to be used substantially as a second bottom surface of a second mold wherein said second horizontal surface is supported by a second support surface;(b) mounting a second vertical wall on said second horizontal surface such that said second vertical wall encloses a second area and in combination with said second bottom surface defines a second volume of said second mold, wherein said second volume substantially defines a second shape of said second structural element; and(c) filling said second volume with a flowable self curing material;
19. The method in claim 11 further comprising:(a) combining said structural element with an additional component to assemble said solar energy mounting apparatus such that a first surface of said structural element that was substantially formed by said substantially horizontal surface is oriented substantially non-horizontally.
Description:
CROSS-REFERENCE TO RELATED APPLICATIONS
[0001]None.
FEDERALLY SPONSORED RESEARCH
[0002]None.
SEQUENCE LISTING
[0003]None.
BACKGROUND--FIELD OF INVENTION
[0004]The present invention relates to methods of construction for solar energy systems, specifically low cost methods of construction for mounting apparatuses used in solar energy systems
BACKGROUND--PRIOR ART
[0005]There is substantial prior art relating to the design and configuration of mounting apparatuses for solar energy systems. For example, U.S. Pat. No. 4,870,949 (Butler), U.S. Pat. No. 7,252,083 (Hayden), and U.S. Pat. No. 6,722,357 (Shingleton) all show different configurations of solar energy mounting apparatuses.
[0006]These mounting apparatuses are generally designed to orient a payload, with respect to the sun. While many mounting apparatuses are designed to actively orient the payload with respect to the sun, others provide only a fixed orientation. For solar energy collection systems in general, the payload can be one of a number of different energy collection or reflection devices. These can include, among other things, photovoltaic (PV) modules, concentrating PV modules, or concentrating solar thermal devices. In the case of solar energy collection devices, the system typically orients the payload such that the collection surface minimizes the angle between the axis normal to the device and the solar radiation.
[0007]PV modules, or flat plate PV modules as they are also known, generally include one or more planar devices that convert solar radiation into electricity by way of the photoelectric effect. PV modules are the dominant technology in solar energy collection systems.
[0008]Concentrating PV modules also use the photoelectric effect to produce electricity, but the modules use refraction, reflection, or some other optical technique to concentrate the incident solar radiation onto a PV device. Concentrating PV modules are generally of a thicker form factor than flat plate PV modules. Some examples of prior art relating to concentrating PV modules are found in U.S. Pat. No. 4,834,805 (Erbert) and U.S. Pat. No. 6,559,371 (Shingleton).
[0009]Besides modules, other concentrating PV form factors (besides modules) are also found in the prior art. A typical example is a paraboloidal or spherical reflector that focuses solar radiation at a PV device positioned at or near the focal point. An example of prior art for this configuration is found in U.S. Pat. No. 4,234,352 (Swanson). In some cases, the solar radiation is captured by a thermal device, such as a stirling engine or steam generator, which is coupled to an electric generator. The thermal device can be part of the payload, as is shown in U.S. Pat. No. 4,583,520 (Dietrich).
[0010]In yet another concentrating configuration the tracking apparatus is a heliostatic device, upon which a reflective payload is mounted. The energy collection device is mounted remotely, and is typically a solar thermal device as described above. An example of a tracking apparatus used in this type of configuration is shown in U.S. Pat. No. 7,115,851 (Zhang).
[0011]In general, tracking solar apparatuses include one or more axes of motion, the function of which is to allow the collector to be oriented as described above. In the theoretically ideal case, two axes of motion are sufficient to orient the collector to face in any desired direction. Practically speaking, mechanical considerations can limit the range of motion such that the tracking apparatus might not be able to address all arbitrary points in the sky. However, in many applications, such as solar energy collection systems, the range of desired orientations is also limited to a subset of the visible sky. For instance, in the northern hemisphere below the arctic circle, a due North orientation is unlikely to be desirable, since the sun is never located in that direction.
[0012]As mentioned previously, a two axis tracking apparatus is theoretically the ideal configuration. However, other practical considerations have resulted in different configurations in the prior art. In solar energy collection systems, such as those using flat plate PV modules, precise orientation relative to the sun is not always critical. This is because small deviations from a module orientation normal to the direction of incident solar radiation results in only small reductions in energy collection. As such, single axis tracking apparatuses, which are generally not capable of orienting the energy collection device perfectly normal to the solar radiation, are commonly used in solar PV systems.
[0013]Further, dual axis designs may not have the dynamic range required to address a large portion of the sky while maintaining the high accuracy required for high concentration PV modules or for telescope applications. As such, additional axes may be required in some cases to trim the orientation of the collector to more precisely track the celestial object.
[0014]Solar energy systems can be installed in any number of locations, but in general the installation can be classified as either ground mounted or structure mounted. A ground mounted tracking apparatus is one that is installed in direct contact with the ground. Ground mounted systems often include a foundation as the interface between the apparatus and the ground. Ground mounted systems also include apparatuses that are installed on existing concrete slabs or other similar situations. Structure mounted apparatuses are those that are installed on an existing structure, or those that are attached to a structure that fulfills a separate purpose. For example, a solar energy system can be installed on the roof of an existing building, or can be constructed as part of a parking structure or carport.
[0015]In addition to transferring loads to the mounting surface, in many cases the foundation is also responsible for resisting overturning forces due to wind. In ballasted designs, the mass of the foundation or some other fixed component is increased to allow gravitational forces on the ballast to counteract wind forces. In most cases the ballast material is concrete.
[0016]Despite the many variations of apparatuses described above, the materials used to build the structures of these systems are generally the same. In nearly all cases where the system is ground mounted, the tracking apparatus contacts the Earth through some sort of foundation. In many cases, the foundation is made of reinforced concrete placed at or below grade in such a manner as to resist loads on the system and to distribute those loads over a sufficiently large area of soil.
[0017]The structure above the foundation on which the PV modules are mounted is generally made of metal. As mounting apparatuses are usually exposed to the elements over long design lifetimes, it is desirable to use materials that are corrosion resistant. The most common materials used in these applications are painted, epoxy coated, or galvanized steel and/or aluminum. While these materials are sufficient for the application, there are several disadvantages to their use that are difficult to solve. Among these are:
[0018](a) Metals that are inherently corrosion resistant, such as aluminum or stainless steel are generally expensive. As such, use of such materials can negatively impact the economics of a particular installation.
[0019](b) While carbon steel is less expensive than aluminum or stainless steel, it subject to corrosion under normal atmospheric conditions. A common technique for improving the corrosion resistance of carbon steel is galvanization, which forms a layer of zinc alloy on the surface that acts as a sacrificial anode. Typically, galvanization can extend the life of steel in normal atmospheric conditions to 30 years or more. However, the galvanizing process increases the cost of the raw material significantly. Furthermore, the galvanizing process is generally considered to be environmentally hazardous, and as such the number of domestic suppliers has been in recent decline.
[0020](c) Because even the most commonly available metals are generally expensive materials, it is desirable to design systems in such a way as to minimize their use. The optimization of materials tends to lead to mounting apparatus structure designs that are often complex. The manufacturing processes required to build components for complex systems are generally not suitable for performance in the field. As a result, components are usually manufactured and often assembled at locations remote to the final installation site. This can result in increased shipping costs.
[0021]Reinforced concrete is a common material used in a wide range of structures, from buildings to bridges to utility poles. As such, the formulation, production, forming, placing, and handling of reinforced concrete is extremely common and well known in construction practice. As of 2004, there were approximately 6000 ready mixed concrete plants in the United States. This suggests that on average, any location in the country is within 14 miles of a ready mixed concrete plant. The use of concrete allows materials to be sourced locally and thus tends to reduce shipping costs, total lead time, and variability in lead time compared to shipping other types of materials from remote sources.
[0022]Although not found in the prior art, the use of reinforced concrete in mounting apparatus structures in addition to its use in the foundation is potentially advantageous. This is due in part to the much lower cost of reinforced concrete on an equivalent strength basis when compared to the aforementioned metals currently used for such structures. Reinforced concrete is also inherently corrosion resistant in normal atmospheric conditions. Furthermore, reinforced concrete can be molded into a wide range of shapes, which allows some optimization of structural elements for a specific application.
[0023]Of particular interest to the construction of mounting apparatus structures are the methods used in the tilt-up building industry. Tilt-up construction is generally a construction method by which substantially planar wall panels made of reinforced concrete are molded and poured in the horizontal position on a planar surface. Usually, the surface on which the panels are poured is a concrete slab that will eventually serve as a floor for the structure. The use of tilt-up construction helps to reduce the cost associated with building and filling the mold, as making a flat mold is much simpler than making a vertical one. In some cases, wall panels are cast at a location remote to the final assembly point and then shipped to the site. However, the constraints placed on panel size due to shipping considerations makes the traditional tilt-up method advantageous in many situations.
[0024]Techniques and methods of tilt-up construction are well established in the prior art, as can be seen in U.S. Pat. No. 1,326,400 (Halverson) and U.S. Pat. No. 2,531,576 (McClellan). These patents generally describe methods for forming, casting, placing, and assembling concrete panels used for buildings.
[0025]Another related reinforced concrete casting technique that could be applied the construction of solar energy mounting apparatuses is the use of precast elements. Similar to tilt-up construction, precasting is the molding, pouring, and curing of concrete elements at a location other than the final location. The elements are then moved to the final location and assembled into the final form. An example of prior art describing the use and assembly of precast panels can be found in U.S. Pat. No. 2,081,499 (Nagel). The advantage of using precast elements as opposed to cast-in-place or cast-on-site is that the controlled environment of a precast plant, which is fundamentally a factory, promotes more efficient use of time and materials and can result in more repeatable, higher quality output. As stated previously, higher shipping costs can be a disadvantage of using precast elements, but the optimal solution is typically determined based on project specifics.
[0026]Besides the cast-in-place foundations described above, the prior art does include the use of concrete components in solar energy mounting apparatuses. However, prior art is limited to use of precast foundation blocks, that were cast in a mold and then moved to the installation location. Note that there is no prior art for either the use of precast concrete components in the moving part of a tracking mounting system, nor is there any prior art showing the use of tilt-up construction methods, wherein a component is cast in a substantially horizontal orientation and then erected into a non-horizontal orientation. An example of prior art for precast foundation blocks is found used on the Traxel Tracker from Poulek Solar Co. Ltd. (www.solar-trackers.com).
[0027]It will be clear to one skilled in the art that the use of construction methods derived from those found in the tilt-up and precast concrete industries can be used to significantly lower the cost of solar mounting apparatuses and thus lower the cost of electricity generated from such systems. The present invention further extends these methods specifically for use in solar mounting apparatuses to that end.
SUMMARY
[0028]The invention is a method for construction of solar energy mounting apparatuses in which structural elements of the apparatus are cast in molds formed on a horizontal surface. Once sufficiently cured to allow for handling, the elements are removed from the mold and assembled to form the solar energy mounting apparatus.
DRAWINGS--FIGURES
[0029]FIG. 1 is a rear perspective view of an azimuth-elevation style two axis solar energy mounting apparatus.
[0030]FIG. 2 is a schematic representation of the process of the first embodiment.
[0031]FIG. 3 is a perspective view of a mold to be used to make the azimuth ring component of an azimuth-elevation style two axis solar energy mounting apparatus.
[0032]FIG. 4 is a close up perspective view of a mold to be used to make the azimuth ring component of an azimuth-elevation style two axis solar energy mounting apparatus.
[0033]FIG. 5 is a partially exploded perspective view of a mold and cast azimuth ring component of an azimuth-elevation style two axis solar energy mounting apparatus.
[0034]FIG. 6 is a perspective view of a mold to be used to make two of the azimuth truss components of an azimuth-elevation style two axis solar energy mounting apparatus.
[0035]FIG. 7 is a close-up perspective view of a mold to be used to make two of the azimuth truss components of an azimuth-elevation style two axis solar energy mounting apparatus.
[0036]FIG. 8 is a perspective view of a stacked mold arrangement to be used to make both the azimuth ring and two of the azimuth truss components of an azimuth-elevation style two axis solar energy mounting apparatus.
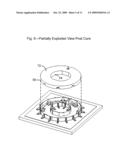
[0037]FIG. 9 is a partially exploded perspective view of a stacked mold arrangement to be used to make both the azimuth ring and two of the azimuth truss components of an azimuth-elevation style two axis solar energy mounting apparatus.
[0038]FIG. 10 is a perspective view of an fixed tilt solar energy mounting apparatus.
[0039]FIG. 11 shows views of alternative payload assembly configurations for an azimuth-elevation style two axis tracking apparatus.
DETAILED DESCRIPTION--FIRST EMBODIMENT--FIGS 1-7
[0040]In a first embodiment, the method is shown as applied to the construction of an azimuth-elevation tracking solar energy mounting apparatus comprising a support 20, azimuth structure 22, an elevation structure 24, and a payload assembly 26. Support 20 is mounted on a mounting surface 28. payload assembly 26 is mounted on elevation structure 24. In this embodiment, mounting surface 28 is realized as the Earth. In other embodiments, mounting surface 28 could be a separate structure, such as a the roof of a dwelling. In this embodiment, payload assembly 26 comprises an array of flat plate PV module 30. In other embodiments, payload assembly 26 could be realized as any device or structure that captures, reflects, refracts, or interacts with electromagnetic energy, or any combination thereof.
[0041]In the first embodiment, support 20 comprises a concrete slab 34. Concrete slab 34 is mounted on mounting surface 28. Concrete slab 34 is pivotally coupled to azimuth structure 22 by an azimuth bearing 32. Azimuth structure 22 is pivotally coupled to elevation structure 24 by an elevation bearing set 36.
[0042]Concrete slab 34 may be cast-in-place or precast at a different location and then moved into place after it achieves sufficient strength to be handled. In other embodiments, concrete slab 34 may not be necessary, as azimuth bearing 32 could be coupled directly to mounting surface 28.
[0043]Azimuth structure 22 comprises an azimuth ring 38 and two of a vertically oriented azimuth truss 40, all of which are constructed substantially of reinforced concrete using the method described below.
[0044]In this embodiment, azimuth ring 38 and two each of azimuth truss 40, are constructed using methods similar to those common in the tilt-up building industry. Azimuth ring 38 and each of azimuth truss 40 both have generally planar shapes are cast in molds in the horizontal position. In a mold building step 100, a ring mold 42 used to form azimuth ring 38 is constructed of a bottom surface 44 comprising a plywood sheet 46 resting on concrete slab 34. An outer enclosing wall 48 is attached to plywood sheet 46 in a circular shape to constrain the concrete in its flowable, pre-cured state and thus form an outer cylindrical surface 50 of azimuth ring 38.
[0045]In a void forming step 102, an interior enclosing wall 52 is mounted on plywood sheet 46 within outer enclosing wall 48 to define the inner cylindrical surface 54 of azimuth ring 38. Other void forming objects 56 such as eight of a wheel cutout 58 and eight of a track cutout 60 are attached to plywood sheet 46, and outer enclosing wall 48 to define relief areas in azimuth ring 38 from which concrete is to be excluded. Plywood sheet 46, outer enclosing wall 48, interior enclosing wall 52, and void forming objects 56 together define ring mold 42 having a volume 62 into which flowable, pre-cured concrete will ultimately be poured.
[0046]Other mechanical components that are to be part of azimuth ring 38, such as a set of reinforcing bars 64 and one or more of a threaded insert 66 are attached to or suspended from plywood sheet 46, outer enclosing wall 48, interior enclosing wall 52, or void forming objects 56 in a component mounting step 104. Threaded inserts 66 can be used for assembly of azimuth ring 38 to other components of the mounting apparatus, as lifting points to simplify the process of removing azimuth ring 38 from ring mold 42, or both.
[0047]While not always necessary, in a release agent application step 106 a release agent (not shown), or bond inhibiting agent, is applied to the interior surface of ring mold 42 prevents or minimizes adhesion between the cured concrete and the ring mold 42. If a release agent is not applied, cured concrete is more likely to adhere to ring mold 42, which can make cured azimuth ring 38 difficult or impossible to remove. Even if azimuth ring 38 can be removed without release agent, small accumulations of concrete can build up on the surface of ring mold 42, thus limiting the number of times it can be used to form additional copies of azimuth ring 38. Typical compounds that act as a release agent can including spray or brush applied compounds such as polyvinylalcohol (PVA), waxes, water borne emulsions, or hydrocarbon distillates such as diesel oil. Other types of release agent can include plastic films and liners.
[0048]In a concrete pouring step 108, the pouring, or placing of the concrete within volume 62 defined by ring mold 42 is performed in accordance with accepted industry practices, including the use of mechanical vibrators inserted into the flowable concrete after is is placed in ring mold 42 or on the exterior surfaces of ring mold 42, or a combination of the two methods. The use of mechanical vibrators helps to consolidate the concrete within ring mold 42 and to remove any unwanted voids or air pockets. As is common practice in the tilt-up and precast concrete industries, the top of ring mold 42 is left open, with the concrete screeded or scraped substantially flush with an outer top edge 68 of outer enclosing wall 48 and an inner top edge 70 interior enclosing wall 52 in a finishing step 110. If a specific surface finish is desired for a top surface 72 of azimuth ring 38, a trowel finish can be applied, or a partial or complete top cover (not shown) can be set on top surface 72 early in the concrete curing cycle.
[0049]Before azimuth ring 38 can be removed from ring mold 42 for assembly, it must first cure sufficiently to develop enough strength that it can be handled without its shape being altered. Typically, azimuth ring 38 will first be handled when it is removed from ring mold 42. As such, the concrete must develop enough strength to not fracture under its own weight when lifted with limited external support. Typical concrete cures to develop strength slowly over time, with approximately 50% of the final design strength achieved by the end of the first week or so, and the remainder over the first month. However, the time required to achieve these strength milestones is highly variable depending on specific concrete constituents, including admixtures and the water-cement ratio, among others. When azimuth ring 38 can be removed from ring mold 42 depends on all of these factors, as well as the location of lifting points and the force required to beak the weak bond between the surfaces of ring mold 42 and the partially cured concrete.
[0050]To remove azimuth ring 38 from ring mold 42 in a removal step 112, first outer enclosing wall 48 and interior enclosing wall 52 are disassembled and removed. Any fasteners that were used to attach threaded inserts 66 or other components that are now embedded in azimuth ring 38 must also be removed. Azimuth ring 38 is then hoisted, for example by crane, thus removing it from bottom surface 44 and any remaining void forming objects 56 that by their shape could not be removed without access from the bottom. Azimuth ring 38 is then ready for assembly with other components into a mounting apparatus, or can be stacked and stored for later assembly.
[0051]Two each of a truss mold 74 are constructed similarly to ring mold 42, but are instead used to form two each of azimuth truss 40. Likewise, truss mold 74 comprises a plywood sheet 46', an outer enclosing wall 48', and an interior enclosing wall 52'. However, in the interest of economy, two of truss mold 74 are placed next to each other on plywood sheet 46'. This allows two of azimuth truss 40 to be poured at the same time. A set of reinforcing bars 64' and one or more of a threaded insert 66' are also placed similarly. The pouring, finishing, curing, and removal processes are all identical to those described for the construction of azimuth ring 38.
[0052]Once all components develop sufficient strength, they are assembled to form azimuth structure 22 in an assembly step 114. Although the order of operations can change for a variety of reasons, the operations that occur include: [0053](a) Concrete slab 34 is placed in final location. [0054](b) Components of azimuth bearing 32 that are fixed with respect to concrete slab 34 are mounted on concrete slab 34. [0055](c) Azimuth ring 38 is hoisted to allow access to bottom. [0056](d) Components of azimuth bearing 32 that are fixed with respect to azimuth ring 38 are mounted on azimuth ring 38. [0057](e) Azimuth ring 38 is hoisted and set on concrete slab 34 such that the components of azimuth bearing 32 mounted on each interface to form azimuth bearing 32. [0058](f) One azimuth truss 40 is hoisted and mounted on azimuth ring 38. [0059](g) The second azimuth truss 40 is tilted up to the vertical position and mounted on azimuth ring 38. [0060](h) Components of elevation bearing set 36 that are fixed with respect to each azimuth truss 40 are mounted on each azimuth truss 40. [0061](i) Payload assembly 26 is hoisted and positioned on azimuth structure 22 such that elevation bearing set 36 is assembled.
SECOND EMBODIMENT--FIGS 8-9
[0062]It is desirable to mold and pour azimuth ring 38 and each of azimuth truss 40 that will be assembled together in a single mounting apparatus at around the same time to allow all components to cure on approximately the same schedule and thus be ready for handling and assembly at approximately the same time. Because it can take days or weeks for concrete elements to cure sufficiently for safe handling, this means that molds for azimuth ring 38 and each of azimuth truss 40 should be constructed at the same time as well. However, depending on the relative size of concrete slab 34 compared to the area required for the three molds, there may not be enough room on concrete slab 34 to place and pour the molds on the same surface. In the second embodiment, the concrete elements are built in a stack such that both of partially cured top surface 72 of two of truss mold 74 serves to support bottom surface 44 of ring mold. More specifically, two of truss mold 74 are built, poured, and finished as described in the first embodiment on concrete slab 34. After the concrete develops enough strength to support it, ring mold 42 is built on top of both of truss mold 74 with each of azimuth truss 40 still present in each of truss mold 74.
[0063]In this embodiment, plywood sheet 46 is placed on top of both of azimuth truss 40 to serve as a second bottom surface 76. Further, additional support braces 78 are used to support areas where each azimuth truss 40 does not provide enough support for second bottom surface 76. In other embodiments, the shape of the lower elements here represented by two of azimuth truss 40 could provide enough support such that support braces 78 are not necessary. Likewise, if top surface 72 of the lower elements provide a contiguous area large enough to form second bottom surface 76, then plywood sheet 46 might not be required.
[0064]The above described stacking process can be repeated as many times a practicable.
[0065]In this embodiment, once azimuth ring 38 has achieved sufficient cure strength to allow for safe handling, it is removed from its form as described in the first embodiment. Ring mold 42 is then completely disassembled and each azimuth truss 40 is also removed from each truss mold 74 as described previously.
[0066]The assembly process for the second embodiment is identical to that of the first embodiment.
ADDITIONAL EMBODIMENTS--FIGS 10-11
[0067]In the first two embodiments, the molding and pouring process takes place on concrete slab 34 at the site where the mounting apparatus will be installed. However, in alternative embodiments, parts of the process can take place either at another location on the site or at a separate remote location.
[0068]In another embodiment, it could be advantageous to dry cast some or all of the concrete elements very early in the cure cycle. Dry casting refers to an embodiment of the process wherein azimuth ring 38 and/or each of azimuth truss 40 is partially removed from its mold extremely early in the cure cycle, even while the concrete is still in a fluid, albeit in a very stiff, highly viscous, or low slump, state. In this situation, the process is to first remove vertical mold surfaces, such as outer enclosing wall 48 and interior enclosing wall 52. Because the concrete is in a very stiff state, the concrete can maintain its shape without substantially flowing, or slumping down under its own weight. Bottom surface 44 and some other void forming components are left in place until the concrete cures more completely, at which point they are removed as described in the first two embodiments. The reason why dry casting could be used is that it allows some portions of ring mold 42 or truss mold 74 to be used to form a new copy of azimuth ring 38 or azimuth truss 40 almost immediately after the concrete is initially poured, thus increasing the rate at which a elements can be molded with a single mold set.
[0069]There are many possible mounting apparatus configurations to which the above described methods can be applied besides those specifically described above. These could range from a fixed mounting apparatus as shown in FIG. 10, wherein one or more of a vertical support 80 are molded and poured in a horizontal position and then erected to a final vertical position. In the embodiment shown, each vertical support 80 is mounted on surface 28'.
[0070]There are also a number of single axis mounting apparatuses for which the methods of this invention could be advantageous, one of which (not shown) is similar to that shown in the first embodiment except that payload assembly 26 is mounted directly to azimuth structure 22, effectively eliminating elevation bearing set 36.
[0071]Other mounting configurations that could be constructed using the described methods could include more than two axes of motion. For example, the azimuth-elevation configuration of the first embodiment could be augmented by one or more additional axes of motion located between elevation structure 24 and payload assembly 26. If the additional axis or axes were capable of precise motion but only over a limited range of motion, then the additional axis or axes could provide a trim function whereby the orientation of payload assembly 26 could be made more precise than would otherwise be possible using the combination of azimuth bearing 32 and elevation bearing set 36 alone.
[0072]In addition to the array of flat plat PV module 30 described in the first embodiment, alternative embodiments could include a wide range of payload types. FIG. 11 shows three different payload types mounted on the mounting apparatus described in the first embodiment. These include an array of concentrating PV modules 90, a concentrating combination of a paraboloidal reflective surface 92 and a thermal energy collector 94, and a reflective surface 96 intended to direct electromagnetic radiation to a remote collector (not shown).
[0073]Further, the mold components could be made of a materials other than wood, such as steel, fiberglass, or plastic. Also, the mold surfaces could include features or textures to alter the surface finish of the cured concrete. This could include the use of a mold top that would obviate the need for trowel finishing and allow better control over the finish on that surface.
Advantages
Conclusions, Ramifications, and Scope
[0074]As stated previously, cost is a primary consideration for solar energy mounting systems. One skilled in the art will clearly see that the construction methods in the above described embodiments can be applied to lower the cost of a wide range of solar energy mounting apparatuses. Both the use of concrete as a material and the use of tilt-up construction methods contribute to this end.
[0075]To elaborate on the benefits of concrete as a material, note that on a strength to cost basis, reinforced concrete is substantially less expensive than other metals that are typically used for the structural components of celestial tracking apparatuses. Further, concrete is inherently corrosion resistant to many of the elemental forces commonly witnessed in celestial tracking applications. Because of its self curing nature, concrete can also be easily molded into a wide range of shapes, allowing some level of design optimization without a significant cost penalty.
[0076]Using tilt-up construction methods to build solar energy mounting apparatuses contributes to cost reduction in several ways. The use of locally sourced materials can significantly reduce shipping costs. Further, the ability to cast components on or near the site allows the raw material to be shipped in a pre-mixed state, which results in a high shipping density. Further, the use of cast concrete components leverages the infrastructure and know how of a mature industry by applying it to a nascent one.
[0077]In addition to the cost considerations related to materials and construction methods, the use of concrete as a structural material enables alternative designs of lower cost apparatuses. This is particularly the case in ballasted foundation designs, where a fixed mass of concrete is used as a ballast material, typically as part of a foundation. Given that the mass provided by the ballast is needed to resist wind forces, using reinforced concrete for other structural components increases the mass of those components, thus providing additional ballast in combination with structural support. The mass of the reinforced concrete elements thus not only replaces expensive metal components, but also reduces the need for some of the ballast typically incorporated into the foundation. Ultimately, the cost of the system can be reduced by both the use of reinforced concrete as a lower cost structural material and by the reduced use of redundant material in the foundation.
[0078]While the above descriptions contain many specificities, these should not be construed as limitations on the scope of the invention, but rather as exemplifications of several embodiments thereof. Many other variations are possible, including, for example: [0079](a) The structural elements made of reinforced concrete could be different from those described in the specific embodiments above. For example, elevation structure 24 or payload assembly 26 could be constructed at least in part of reinforced concrete. Elements of other embodiments not specifically described herein could also be made of reinforced concrete. [0080](b) While the embodiments describe the use of reinforced concrete as a structural material, any self-curing material could be used in its place. Such materials could include two-part epoxies, air curing compounds, or moisture curing compounds. [0081](c) Other types of payload devices besides the array of flat plate PV module 30 described in the above embodiments are possible. This could include concentrating PV collectors, concentrating PV modules, or concentrating solar thermal collectors, to name a few. [0082](d) The payload device may have shapes other than planar, such as long focal length lens-based concentrators. [0083](e) The payload device may have a reflective, rather than absorptive surface, such is the case with parabolic trough concentrators or heliostatic devices. For reflective collectors, a separate energy collection device is typically also present, either as part of payload assembly 26 or separate from the tracking apparatus. [0084](f) In a general sense, concrete is defined as any material by which an aggregate such as sand, rock or stone is bound together in a cement matrix. For the purposes of this document, concrete can also include the use of other admixtures such as plasticisers, water reducers, air entrainers, and other cementitious materials such as blast slag and fly ash. Further, reinforced concrete can include a variety of reinforcing materials, including steel bars, steel fibers, glass fibers, and other similar materials.
[0085]Accordingly, the scope of the invention should be determined not by the embodiments illustrated, but by the appended claims and their legal equivalents.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2012-06-07 | Method of forming multi layered netlock girder system |
| 2009-04-23 | Floor construction method and system |
| 2009-04-30 | Wall construction air barrier system |
| 2011-02-24 | Roof structure for a solar system |
| 2011-12-01 | Quoin construction and installation system |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2022-05-05 | Grid fixing apparatus having spacer-integrated retaining clip for grid reinforcement and grid fixing method using the same |
| 2018-01-25 | Solar roof mounting surface transition |
| 2016-05-26 | Pipe/conduit hanging device |
| 2016-03-24 | Fixing systems having fine-particle fillers |
| 2016-01-28 | Truss and wall stabilizer |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2014-04-17 | Self ballasted celestial tracking apparatus |
| 2009-07-30 | Wireless mesh networking of solar tracking devices |
| 2009-07-30 | Self ballasted celestial tracking apparatus |
| Top Inventors for class "Static structures (e.g., buildings)" | |
| Rank | Inventor's name |
|---|---|
| 1 | Darko Pervan |
| 2 | Gregory F. Jacobs |
| 3 | Husnu M. Kalkanoglu |
| 4 | Ronald P. Hohmann, Jr. |
| 5 | Mark Cappelle |