Patent application title: Compressed-Air Rigid Building Blocks
Inventors:
Melvin L. Prueitt (Los Alamos, NM, US)
IPC8 Class: AE04H1520FI
USPC Class:
52 226
Class name: Shaped or strengthened by fluid pressure including hold down means comprising strandlike element
Publication date: 2009-10-22
Patent application number: 20090260301
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: Compressed-Air Rigid Building Blocks
Inventors:
Melvin L. Prueitt
Agents:
Melvin L. Prueitt
Assignees:
Origin: LOS ALAMOS, NM US
IPC8 Class: AE04H1520FI
USPC Class:
52 226
Patent application number: 20090260301
Abstract:
The outstanding tensile strength of some materials are used in compression
applications by using air pressure to supply the outward force on an
enclosure and by using interior tension members to maintain the geometry
of the air-pressurized structure. The air pressure on each face of the
structure is balanced by the tension in the tension members. Due to the
high modulus of the tension members, the air-pressurized structures are
very rigid. It is the air pressure that actually supports any load placed
on the structure, but it is the tension members that maintain the
geometry when the load is removed, and the strength of the tension
members determine how much air pressure can be sustained. The mass of
tension material required in such a structure is roughly equivalent to
the amount of filament material required in a cable to support the same
load. The Compressed-air Rigid Building Blocks can be stacked like bricks
to form strong, lightweight walls, buildings, towers, and other
structures.Claims:
1. A compressed-air supported rigid structure, comprising:an enclosing
container for enclosing the compressed air; andan interior set of tension
members that are attached to and pull inward on the enclosing container
walls to counter the outward force of the compressed air; anda hose for
providing compressed air; anda hose connection for the attachment of the
hose; anda valve for controlling the flow of compressed air;wherein the
tension members extend from each wall of the enclosing container to the
opposite wall of the enclosing container and wherein the tension members
and the compressed air maintain the structural geometry of the enclosing
container to provide the structure with rigidity and wherein the
structure may be folded compactly when the compressed air is absent and
wherein the hose, hose connection, and valve provide a means of filling
the enclosing container with compressed air to make the structure rigid
and releasing compressed air from the enclosing container and wherein the
structure is designed so that multiple compressed-air supported rigid
structures may be stacked to provide walls, buildings, towers, and other
useful structures.
2. A compressed-air supported rigid structure according to claim 1, wherein the enclosing container comprises rectangular walls; andeach interior tension member is attached to one enclosing container wall and extends to and is attached to the opposite enclosing container wall; andwherein some of tension members extend in perpendicular direction to the walls to maintain the walls in rigid configuration; andwherein other tension members extend in diagonal directions to provide rigidity to the structure against shear forces;wherein the purpose of the structure is to form a building block that can be combined with other similar building blocks to form a wall or other configurations to form a building or tower or to provide support for a load.
3. A compressed-air supported rigid structure according to claim 1, wherein the tension members are high-strength, high modulus filaments, wires, or cords.
4. A compressed-air supported rigid structure according to claim 1, wherein the side walls are flexible when the compressed air is released, so that the structure can be collapsed for easy transportation and shipping and wherein the side walls are rigid when the compressed air is applied.
5. A compressed-air supported rigid structure according to claim 4, wherein rigid frames are incorporated upon which the tension members can be wound during manufacture, and the rigid frames have hinges on the sides so that the structure can be folded down when the compressed air is released and wherein a number of said rigid frames are placed adjacent to each other to form the structure to which the enclosing container walls are attached.
6. A compressed-air supported rigid structure according to claim 1, wherein diagonal tension members are cemented to the outsides of the enclosing walls to provide greater resistance to shear forces.
7. A compressed-air supported rigid structure according to claim 1, wherein the top and bottom of the structure are rigid and circular and are connected by vertical tension members and wherein the circumference of the structure is a cylindrical surface made of strong flexible material and having strong horizontal, vertical, and diagonal filaments cemented to the outside surface.
8. A compressed-air supported rigid structure according to claim 1, wherein the structure is in circular form with an outer cylindrical surface of flexible material and an inner cylindrical surface of flexible material and wherein a top rigid surface extends between the top of the outer cylindrical surface and the top of the inner cylindrical surface and wherein a bottom rigid surface extends between the bottom of the outer cylindrical surface and the bottom of the inner cylindrical surface and wherein the space between the two cylindrical surfaces contains many vertical tension members connected to the top and bottom rigid surfaces, and many horizontal tension members are perpendicularly connected to the cylindrical surfaces, and many diagonal tension members are connected to all interior surfaces, and wherein many horizontal and diagonal tension members are wrapped around and bonded to the outer cylindrical surface.
9. A compressed-air supported rigid structure according to claim 7, wherein more than one air-supported structure with circular geometry are cemented onto the top of a flat rigid sheet to make a larger support structure that may be stacked to make walls, towers, and other useful structures.
10. A compressed-air supported rigid structure according to claim 1, wherein the horizontal tension members are sheets of strong plastic, metal, or composite films, and the vertical tension members are filaments, and wherein the horizontal films are enclosed on the outside by cementing end sheets to adjacent horizontal sheets, and the end sheets bulge outward due to air pressure and allow the structure to be collapsed downward when the compressed air is released.
11. A compressed-air supported rigid structure according to claim 1, wherein the horizontal, vertical, and diagonal tension members are sheets of strong plastic, metal, or composite films, and wherein the vertical tension members are attached to the top and bottom rigid surfaces, and wherein the horizontal films are enclosed on the outside by cementing end sheets to adjacent horizontal sheets, and the end sheets bulge outward due to air pressure and allow the structure to be collapsed downward when air pressure is released.
12. A compressed-air supported rigid structure according to claim 1, wherein the internal tension members pass through the enclosing container walls and are attached to rectangular washers that distribute the forces over an area of the enclosing container and wherein the washers are bonded to the enclosing container.
13. A compressed-air supported rigid structure according to claim 1, wherein many of the compressed-air supported rigid structures are stacked in an overlapping manner to form a tall cylindrical wall that forms a downdraft convection tower, wherein water sprayers at the open top of the tower spray water to cool the air by evaporation, which cool air flows down the inside of the tower to drive air turbines at the bottom of the tower to produce electric power and wherein guy wires attached externally to the tower wall and extend to anchors on the ground and internal radial cables help to maintain the rigidity of the tower.
14. A compressed-air supported rigid structure according to claim 1, wherein many of the compressed-air supported rigid structures are stacked in an overlapping manner to form a tall circular wall that forms an updraft convection tower, wherein solar energy heats air in a transparent skirt about the bottom of the tower, which heated air flows up the inside of the tower to drive air turbines at the bottom of the tower to produce electric power and wherein guy wires attached externally to the tower wall and extend to anchors on the ground and internal radial cables help to maintain the rigidity of the tower.
15. A machine for inserting filaments into a compressed-air supported rigid structure, comprising:a first set of spools for holding filaments; anda first structure on which the first set of spools are mounted; anda first set of needles into which filaments are threaded for the purpose of passing the filaments through the top and bottom surfaces of the compressed-air supported rigid structure; anda first filament capture mechanism for seizing the filaments after the filaments have been passed through the top and bottom surfaces by the first set of needles and for attaching the filaments to the bottom surface; anda first mechanism for moving the top and bottom surfaces of the compressed-air supported rigid structure; anda second set of spools for holding filaments; anda second structure on which the second set of spools are mounted; anda second set of needles into which filaments are threaded for the purpose of passing the filaments through the side surfaces of the compressed-air supported rigid structure; anda second filament capture mechanism for seizing the filaments after the filaments have been passed through the side surfaces by the second set of needles and for attaching the filaments to one of the side surfaces; anda second mechanism for moving the side surfaces of the compressed-air supported rigid structure; anda third set of spools for holding filaments; anda third structure on which the third set of spools are mounted; anda third set of needles into which filaments are threaded for the purpose of passing the filaments through the front and back surfaces of the compressed-air supported rigid structure; anda third filament capture mechanism for seizing the filaments after the filaments have been passed through the front and back surfaces by the third set of needles and for attaching the filaments to back surface; anda third mechanism for moving the front and back surfaces of the compressed-air supported rigid structure;wherein the first mechanism moves the top and bottom surfaces of the compressed-air supported rigid structure together, the first set of needles pass filaments through holes in the top and bottom surfaces, the first filament capture mechanism seizes the filaments and attaches them to the bottom surface, the top and bottom surfaces are then moved far apart by the first mechanism as the first set of spools play out the filaments, the second mechanism moves the side surfaces of the compressed-air supported rigid structure together, pressing together the filaments that extend between the top and bottom surfaces, the second set of needles pass filaments through holes in the side surfaces, the second filament capture mechanism seizes the filaments and attaches them to one of the side surfaces, the side surfaces are then moved far apart by the second mechanism as the second set of spools play out the filaments, the third mechanism moves the front and back surfaces of the compressed-air supported rigid structure together, pressing together the filaments that extend between the top and bottom surfaces and the filaments that extend between the side surfaces, the third set of needles pass filaments through holes in the front and back surfaces, the third filament capture mechanism seizes the filaments and attaches them to the back surface, the front surfaces are then moved apart by the third mechanism as the third set of spools play out the filaments, all the surfaces of the compressed-air supported rigid structure are moved so that their edges are touching as all the spools tighten the filaments, the filaments are attached and cemented to the surfaces, and the surfaces are sealed together along their edges so that the compressed-air supported rigid structure is leak-proof.
16. A machine for inserting horizontal filaments into a compressed-air supported rigid structure after the vertical filaments have been inserted, comprising:a vertical row of weaving shuttles attached to push rods that move the weaving shuttles; andsupports to hold the weaving shuttles at the appropriate height; andneedles with eyelets to hold filaments; anda guide to direct the needles into holes in a first side face of the compressed-air supported rigid structure; andcatch mechanism to seize the filaments from the needles and attach them to the face of the compressed-air supported rigid structure; andspools for holding filaments; andcatch rods which can hold the filaments at the end of each stroke of the weaving shuttles; andfetch hooks to seize the filaments from the catch rods and pull them through a second side face of the compressed-air supported rigid structure; anda push rod support system to move the push rods and shuttles through the rows of vertical filaments;wherein the push rod support system forces the push rods to move the weaving shuttles between rows of vertical filaments that are attached to the top face and bottom face of a compressed-air supported rigid structure, and the needles carrying filaments in their eyelets are guided by the guide into holes in a first side face of the compressed-air supported rigid structure where the catch mechanism seizes the filaments and attaches the filaments to the outside of the first side face of the compressed-air supported rigid structure, and the weaving shuttles are withdrawn, and the filaments are passed around one of the catch rods as the weaving shuttles move to pass down the next row of vertical filaments, and after all the passes between all the rows of vertical filaments have been completed, the guide is removed, and the first side face is cemented to the top face and the bottom face, and the weaving shuttles, the push rods, and the push rod support system are removed, and the fetch hooks seize the filaments from the catch rods and pull them through holes in the second side face, the catch rods are removed, and the second side face is sealed to the top and bottom faces, and the filaments are tightened and sealed to the second side face, and the compressed-air supported rigid structure is rotated 90 degrees, and the process described in this claim is repeated to insert the horizontal filaments that are perpendicular to the horizontal filaments already inserted.
Description:
CROSS-REFERENCE TO RELATED APPLICATION
[0001]This claims priority to and the benefit of U.S. Patent Provisional Application No. 61/046,878, filed Apr. 22, 2008, the entirety of which is incorporated herein by reference.
BACKGROUND OF THE INVENTION
[0002]For load-bearing structures, we normally need materials with high compressive strength. However, in order to use these materials effectively, large masses are required. A filament, a wire, or a cable of the material would be useless in the compressive mode. There are materials that have very high tensile strengths that can support large loads as a cable, if the support is supplied from above the load. Unfortunately in practice, most loads are supported from below. I propose herein a method for using the high tensile strengths of some materials to support loads in the compressive mode. This means that building blocks could be much lighter than the standard load-bearing materials such as masonry bricks, concrete, or steel beams. (Since "wire" connotes a metal, "string" connotes a collection of fibers, "yarn" means a large string, and "cable" is usually applied to a large metal rope, "filament" will be used in this document refer to the elongated support member).
[0003]U.S. Patents such as U.S. Pat. Nos. 3,854,253, 4,004,380, 4,676,032, 5,675,938, and 6,584,732 show inflatable structures that have interior braces, cables, and films to maintain the geometry of the structure, but they are not constructed to form building blocks for larger structures. Between the connecting points of the cables to the outer surfaces, the outer surface material typically bulges out, due to the air pressure. If these were used as building blocks, when one block is placed upon another, the bulges would be springy and would compress so that there would not be sufficient rigidity for effective building blocks.
[0004]This description also includes the use of the building blocks for the construction of convection towers, for which I have four patents with the U.S. Pat. Nos. 5,284,628, 5,395,598, 5,477,684, and 5,483,798.
SUMMARY OF THE INVENTION
[0005]High air pressure in an air bag can support heavy loads, but they are very compressible (spongy). Now suppose that we have a bag in the shape of a rectangular box and each face of the box is maintained in position by air pressure and an array of high tensile strength, high modulus filaments that run from one face to the opposite face. The load-bearing surfaces can be rigid or can have external washers that connect to the filaments. The air pressure pushes outward, while the filaments pull in. The pressure can be high inside such a box since the forces on the faces are borne by the filaments. When a heavy load is placed on the top face, the tension on the filaments that run from the top face to the bottom face of the box is reduced, and the load is supported by the air pressure. Since the filaments are made of a high modulus material such as Vectran, S-glass, graphite yarn, carbon-reinforced plastic, or even steel, there will be almost no depression of the box. It would be quite rigid as long as the external pressure on the top face did not exceed the pressure of the air inside the box.
[0006]This invention provides a method of utilizing the high tensile strength of some materials to provide large compression forces to support loads.
[0007]A box shape is appropriate for many building blocks, but the use of air pressure in an enclosed surface with internal filaments or thin films to maintain the shape can take many shapes. This invention concerns pressurized containers that can be stacked to make larger structures. They would be quite rigid as long as the external pressure on the top face did not exceed the pressure of the air inside the box. We may call it a "Compressed-Air Rigid Building Block" (CARBB), and it may be much larger than a standard brick or a building block.
[0008]To prevent gradual deflation by possible small leaks, each CARBB could have a small-diameter hose attached to it through a one-way valve. The hose is attached to a pressure tank. Actually, if it is properly built, it should hold its pressure for years, just like car tires. If one CARBB is accidentally damaged, it can be deflated and removed, and another one can be inserted and inflated. The CARBB's are laid like ordinary bricks with the middle of each brick placed over the joint of the two bricks below it. See FIG. 8. For applications in which a narrow column is required, the CARBB's can be stacked one above the other.
[0009]Large CARBB's would be useful in building large structures such as convection towers, cooling towers, housings for blimps, airplanes, military equipment, and farm products such as wheat, and temporary buildings for special events. Since they are light and foldable, they can be shipped in the deflated state and inflated at the site where they will be used. They could be used as temporary bridge supports in dry streambeds in military applications.
[0010]To give an idea of the kind of load that can be borne by a CARBB, suppose it is constructed in the form of a cube that is 10 feet on each side and then a pressure of 100 psi is applied inside. The filaments can be made of Vectran, which has a tensile strength of 3.2 Giga Pascals (464,000 psi). It would require 235 lbs. of Vectran for the filaments (with a safety factor of 4) and 600 lbs of other materials, for a total of 835 lbs. Yet it could support 700 tons (1.4 million pounds) of weight on top of it. Imagine stacking 14 military tanks on top of an 835 lb. box! Of course, the compressed air inside the air box weighs 490 lbs., so the total weight is 1,325 lbs. Its average density of the CARBB is 0.021 gm/cc, including the air. That compares to 0.69 for cardboard and 0.12 gm/cc for balsa wood. The CARBB is much stronger than cardboard or balsa.
[0011]We could stack such boxes on top of each other to a height of about 11,000 feet, before the bottom box would begin to collapse. By tapering the weight (that is, by having the higher boxes have less mass and less air pressure), they could theoretically be stacked to over 30,000 feet. We can also increase the air pressure and put in heavier filaments in order to support heavier loads. Replacing air with helium allows the construction of taller towers. For the moment, we are neglecting such things as wind forces and guy wires.
[0012]For many applications, the CARBB would be much smaller than 10 feet on each side. The advantage of having them large is the fact that their density is less. A 10 by 10 by 10 foot CARBB would occupy 1,000 cubic feet. It would require 125 blocks that were two feet on each side to construct a building block that that occupied 1,000 cubic feet. It would weigh much more, because there would be much more face material.
[0013]To provide a perspective, we can make a comparison to a steel cable. An ordinary steel cable, one square inch in cross sectional area, can safely support 10 tons of weight. If it is suspended from a crane 100 meters high, the cable will weigh 1,116 lbs. It can support 17.9 times its own weight. Compare this with the 10 by 10 by 10 foot CARBB. The unit can support 1,080 times its own weight.
[0014]The U.S. military could use CARBB's as structural material, since military units often have to move quickly into an area to set up large temporary buildings. For military purposes, the boxes might be six feet on each side and weigh 240 lbs. The CARBB's are transported flat and then inflated on site. They can be stacked to make walls. What about the roof? Calculations show that if the CARBB's are designed with sufficient diagonal filaments, they can be placed on top of the walls to stretch across a 200-foot opening on the top to form a roof. Rather than having to build CARBB's that are 200 feet long, shorter bodies can be designed so that they can be placed end-to-end, and sliding connectors can hold them together.
[0015]Of course, for building moderate size structures, such as the military might need, it is not necessary to design the CARBB's for 100 psi. For example, a CARBB that is 6 by 6 by 12 feet long that has only 10 psi pressure inside would be able to support 50 tons. If the CARBB's were used to build a wall 60 feet tall, the weight on the top of each bottom CARBB due to the CARBB's above it would be a little over one ton. The extra support capacity can be used to support the roof and possibly intermediate floors. If heavier loads are required, the pressure can be increased.
[0016]Another application would be tall convection towers. A company in Australia plans to build a 1,000-meter tall solar power tower to produce electricity. The tower would be 130 meters in diameter and would be built of reinforced concrete that is one meter thick at the bottom. The glass-covered greenhouse around the base is to be 7 kilometers in diameter, incorporating 38 square kilometers (15 square miles) of glass to heat the air with solar energy. The tower will be very heavy (requiring a massive foundation) and expensive. By stacking CARBB's around in a circle at the base and continuing to stack CARBB's on top of those, the tower could be less expensive and far lighter. The proposed concrete tower would weigh more than 600,000 tons. A tower built of CARBB's (3 meter wide walls at the bottom) would weigh about 25,000 tons.
[0017]Downdraft convection towers that spray water across the open top to cool the air can clean air pollution from the atmosphere while producing electric power. They can be built with CARBB's. These will be discussed below.
[0018]For wind turbines in the U.S. and around the world, taller heights mean higher wind speeds and greater power production. CARBB's could be used to inexpensively build taller wind turbine towers. The towers could be constructed by laying the CARBB's like bricks in a circular fashion, or they could be built with circular CARBB's like that shown in FIG. 10.
[0019]Homes, factories, warehouses, and office buildings can be built with CARBB's that are especially designed for the purpose. Hangers at airports represent another application.
[0020]It is therefore an object of the present invention to provide a rigid box-like structure that is caused to retain its shape by internal air pressure (or other gas pressure) and by high strength, high modulus filaments that are attached to opposite faces of the structure.
[0021]It is another object of the present invention provide a rigid cylindrical structure that is caused to retain its shape by internal air pressure (or other gas pressure) and by high strength, high modulus filaments that are attached to the top and bottom of the structure and by filaments attached to the outside of the structure.
[0022]It is another object of the present invention to provide a rigid box-like structure that is caused to retain its shape by internal air pressure (or other gas pressure) and by high strength, high modulus films that are attached to the interior faces of the structure.
[0023]It is another object of the present invention to utilize rigid structures for inexpensive construction of convection towers for the generation of electric power.
[0024]Other objects, advantages and novel features, and further scope of applicability of the present invention will be set forth in part in the detailed description to follow, taken in conjunction with the accompanying drawings, and in part will become apparent to those skilled in the art upon examination of the following, or may be learned by practice of the invention. The objects and advantages of the invention may be realized and attained by means of the instrumentalities and combinations particularly pointed out in the appended claims.
BRIEF DESCRIPTION OF THE DRAWINGS
[0025]The accompanying drawings illustrate embodiments of the present invention and, together with the description, serve to explain the principles of the invention. The drawings are only for the purpose of illustrating preferred embodiments of the invention and are not to be construed as limiting the invention. In the drawings:
[0026]FIG. 1 is a cross-sectional side-view schematic of one embodiment of the present invention showing a structure that is held rigid by air pressure pushing outward and tension filaments pulling inward.
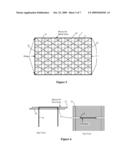
[0027]FIG. 2 is an isometric drawing of the CARBB invention showing a structure that is held rigid by air pressure and internal tension filaments and showing diagonal filaments on the outside faces that resist shearing forces.
[0028]FIG. 3 is a schematic side view showing a method of inserting filaments between the top and bottom faces of a CARBB.
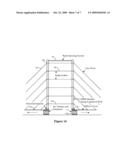
[0029]FIG. 4 is a schematic side view showing a method of inserting filaments between the side faces of a CARBB.
[0030]FIG. 5 is a cross-sectional side-view schematic of a single frame on which tension filaments are wound.
[0031]FIG. 6 is an end view and a top view of part of the frame of FIG. 5.
[0032]FIG. 7 illustrates a method of inserting filaments into a CARBB.
[0033]FIG. 8 shows how the CARBB's are laid to form a wall.
[0034]FIG. 9A is a cross-sectional side-view schematic of another embodiment of the present invention showing a structure that is cylindrical.
[0035]FIG. 9B is an isometric view of the cylindrical embodiment of FIG. 9A.
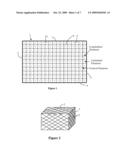
[0036]FIG. 10 is an isometric view of another embodiment of the present invention, which provides a circular geometry with a cylindrical hollow inside.
[0037]FIG. 11 is a top view schematic showing how the circular configurations of FIGS. 9A and 9B or FIG. 10 can be arranged on a flat sheet.
[0038]FIG. 12 is a cross-sectional side-view schematic of another embodiment of the present invention showing a structure that contains horizontal sheets and vertical filaments as tension members.
[0039]FIG. 13 is an isometric schematic of another embodiment of the present invention showing a structure that contains horizontal, vertical, and diagonal sheets as tension members.
[0040]FIG. 14 is a cross-sectional side-view schematic of a convection tower that uses CARBB modules to construct the walls of the tower.
DETAILED DESCRIPTION OF THE INVENTION
[0041]FIG. 1 shows one design of a CARBB 1 in cross sectional side view. The faces 2, 3, 4 and 5 of the CARBB can be made of thin, tough composite plastic material or other airtight material. The top face 2 and bottom face 4 can be somewhat rigid. Side faces 3 and 5, as well as the front and back faces (not shown) should be flexible so that the box can be folded down for shipping. Horizontal filaments 8 and vertical filaments 9 are shown. The dots 10 represent filaments that run in the third dimension (perpendicular to the page). The filaments hold the faces in place against the inside air pressure. In this design, the filaments 9 and 10 run through the side faces and are attached to rectangular plastic or metal washers, which distribute the force from the filaments to the face material. Filaments 8 pass through the top and bottom faces and are attached to the outside of those faces. On the side faces 3 and 5 (as well as the front and back faces), there should be small gaps between the rectangular washers so that the side faces can fold inward to allow the box to be collapsed.
[0042]FIG. 2 shows a perspective view of the box. The encasing composite material on the faces has diagonal filaments 12 cemented to the outside of the faces to resist shear forces.
[0043]In order to fabricate such a building block, one method would be to construct a plastic CARBB with the six faces sealed together at the edges of each face sheet and hold it in place by slight inside air pressure against the inside a jig. A rod passes a filament through holes in one face and continues on to holes in opposite faces of the box, and the filament is fastened to the rectangular, tapered washers on the outside of the faces. An appropriate adhesive seals the washers to the box. This would work for small boxes, but it would be difficult for large boxes.
[0044]The question is, how are the filaments installed in the box of FIG. 1 and FIG. 2, if the box is large? There are several ways in which it may be done. One method is described here. The top face 2 and the bottom face 4 have small holes drilled in them at appropriate locations for the filaments to pass through. Both faces are placed in a jig with the top face 2 lying on the bottom face 4, as shown in FIG. 3. This is just a schematic drawing, showing only a few spools and filaments. A machine 13 that has many spools 14 of filaments across top area of the top face 2 and needles (not shown) pointed downward toward the holes in the top and bottom faces with the filaments 9 threaded through the eyes of the needles, which descend so that the needles pass through the holes in the top and bottom faces. Mechanisms below the bottom face 4 would intercept the needles and filaments and attach the filaments to the bottom face, similar to the operation of a sewing machine. The upper part of the machine would then rise. The top sheet would be raised the appropriate distance.
[0045]We now have two rigid sheets at the top and bottom and rows of vertical filaments 9 extending between the two sheets. The whole assembly is then rotated 90 degrees to the left, and the faces 2 and 4 are separated further. See FIG. 4. Note that the machine 13 is now on the left. Face 3 is placed below the filaments 9, and face 5 is placed above the filaments 9. Face 3 is raised as face 5 is lowered. The filaments 9 are pressed between the two faces 3 and 5 as the spools 14 allow the filaments to be extended. Faces 3 and 5 have holes in them for the passage of the filaments. Face 3 has rectangular washers cemented to its bottom matching the position of the holes. Face 5 has rectangular washers cemented to its top over the holes. While faces 3 and 5 are pressed together, machine 15, which is similar to machine 13, and spools 16 holding filaments pass the filaments 8 through holes in faces 3 and 5 by needles (not shown). The filaments are attached to the bottom of face 3. Then face 3 is lowered while machine 15 and face 5 are raised.
[0046]The process of the preceding paragraph is repeated, except that the whole assembly is rotated into the page of the drawing, and the front and back faces of the CARBB are placed above and below all the filaments. The front and back faces are moved together to press all the filaments 8 and 9 between them. Another machine then passes filaments through the front and back faces, the filaments are connected to one of the faces, and the faces are moved apart. All of the faces are moved into the appropriate positions, and all the filaments are tightened and cemented to the outside of the faces. The faces are sealed along all the edges. The finished BARBB can then be inflated.
[0047]Each CARBB has an inflation connection and valve, and a connection for a small diameter hose to maintain pressure (not shown).
[0048]Another way of positioning the filaments is to wind the filaments onto a plastic (or metal) frame 20 as shown in FIG. 5. The frames are constructed of narrow strips that might be two inches wide (in the direction normal to the page of the drawing) and perhaps 3/16 of an inch thick. Vertical 9, horizontal 8, and diagonal filaments 7 are wound around the frames. Many of these frames are then placed adjacent to each other. The top, bottom, and sides of the plastic casing (faces) of the CARBB are then epoxied to the outside of the frames and sealed at the corners. That will take care of four faces of the box. Filaments will need to be passed through the other faces by rods. If each rod has a streamlined body at its front end, it will be guided through rows and columns of filaments as it presses against those filaments. Finally the end plastic sheets are sealed to the side sheets. The whole process can be automated in a factory.
[0049]The advantage of having the diagonal filaments is that they provide resistance to shear forces about the axis normal to the page. The CARBB's can be oriented so that the probable direction of greatest shear forces will be resisted. Shear forces in other directions can be resisted by diagonal filaments on the outside of the box.
[0050]The frames 20 have hinges 21 on side strips 25 and 26 so that the CARBB's can be folded down for transporting to the location of use or for storage. The side encasing material must be flexible in order to permit the folding of the box. The top and bottom of the box can be rigid. Alternatively, in order to make side strips easily foldable, side strips 25 and 26 can be made of flexible material that have rigid rectangular washers where the filaments are attached.
[0051]FIG. 6 shows detail of part of the frame. The filaments 7, 8, and 9 are wrapped into slots 22 in the frames and tightened to specified tension while the frames are held in a jig. When the frames are stacked adjacent to each other, they fit together with overlaps 23 and 24.
[0052]Another way to put the filaments into the CARBB is illustrated in FIG. 7. The top face 2 and the bottom face 4 of CARBB can be put together as shown in FIG. 3. The filaments are passed through and attached to the bottom face. Then the two faces are moved to their normal finished positions, and the filaments 9 are cemented to the outside of the top face. In FIG. 7, the left face 3 is then placed on the left. A vertical row of shuttles 80 attached to rods 82 are inserted from the right and pass down between the rows of vertical filaments 9. The rods 82 are moved by support 83. For the first pass through, horizontal filaments 8 are attached to the first vertical catch rod 84. There is one vertical catch rod 84 at the right of each row of vertical filaments 9. From there filaments 8 pass through the eye of the needles 81 and then go back to spools 87. Alternatively, the shuttles 80 could contain the spools of filaments. The shuttles 80 are supported by supports 86 and roller 89.
[0053]When the shuttles 80 reach the left side, an inserted guide 85 guides the needles into the holes 88 in the left face 3. After the needles pass through left face, a mechanism (not shown) seizes the filament above the needle and attaches it to the surface of face 3. Then the shuttles are withdrawn to the right. The support 83, along with the rods, shuttles, and the spools, move one row toward the viewer in the drawing. As it moves toward the viewer, the filament passes around the next catch rod 84. On the left, the guide 85, which has slots in the side to let the filaments pass through, also moves toward the viewer to line up with the next row of holes 88. Then the shuttles move again to the left to install the next row of horizontal filaments 8. This process continues until all the horizontal filaments are installed. The guide 85 is removed, and the left face 3 is moved into contact with the top face 2 and bottom face 4 and cemented to them.
[0054]On the right, the shuttle mechanism (80, 82, 83, and 87) is removed. The right face 5 (shown in FIG. 1) is put into place, and a mechanism from the right side of the right face inserts hooks through the holes and seizes the filaments that are held by the catch rod 84 and pulls them through the holes. The catch rods have grooves in the right side so that it is easy to snag the filaments. After all the filaments 8 have been drawn through the holes, the catch rods 84 are removed, and the right face 5 is moved against the top face 2 and bottom face 4 and sealed into place. The filaments 8 are drawn tight and attached to the right surface of face 5.
[0055]The assembly is then rotated about the vertical axis 90 degrees counterclockwise. The back face is placed to the left along with the guide 85. The supports 86 are removed from between the shuttles, because they would interfere with the filaments 8. The shuttles are guided by moving down the channels, which are surrounded by the vertical and horizontal filaments. The catch rods 84 are put in place on the right. The shuttles are inserted from the right, and the process described in the proceeding paragraphs insert the remaining filaments. Finally the front and back faces are cemented in place.
[0056]This method would work for the design shown in FIG. 1. It would also work for the design in which filaments 7, 8, and 9 are put in place by the frames of FIG. 5. In some cases, the diagonal filaments would be pushed out of the way by the shuttles.
[0057]FIG. 8 shows one method of building a wall or other supporting structure with CARBB's. The CARBB's 1 can be stacked like bricks.
[0058]Another embodiment (30) of a CARBB is shown in FIG. 9A and FIG. 9B. FIG. 9A shows a cross sectional side view of a cylindrical enclosure that has filaments 9 running in the axial direction to support the circular faces 33 and 34 against internal air pressure. FIG. 9B gives an isometric view of the outside of this embodiment. Filaments 32 are wrapped around the cylinder 35 in a circumferential direction to support the side pressure. Diagonal filaments (not shown) cemented to the outside of cylinder 35 resist shear forces. The cylinder 35 should be made of flexible material so that the CARBB can be folded down for shipping. Cylinder 35 is sealed to the rigid top 33 and the rigid bottom 34.
[0059]This cylindrical embodiment can be easily fabricated in a factory. The top face 33 and the bottom face 34 should have small holes for the filaments at appropriate locations. Both are placed in a jig with the top face lying on the bottom face. A machine that has many spools of filaments across a circular area and needles pointed downward toward the holes in the top and bottom faces with the filaments threaded through the eyes of the needles can descend so that the needles pass through the holes in the top and bottom faces. Mechanisms below the faces would intercept the needles and filaments and attach the filaments to the bottom face. The upper part of the machine would then rise. The top sheet would be raised the appropriate distance, and the filaments would be attached to the top face. The holes would be sealed and the filaments would be cemented to the top face 33 and bottom face 34. The side enclosure 35 would then be sealed to the top and bottom sheets.
[0060]For narrow towers, like those that support wind turbines, the CARBB's could be constructed in a circular design 36 as shown in FIG. 10. The interior would be constructed of frames like that in FIG. 5, but the outer part of each frame would be wider than the inner part, since the radius and the circumference of the circular design are larger on the outside. There would be vertical, horizontal, and diagonal filaments inside. The horizontal filaments run radially. Since the outside cylinder 37 has a larger area than the inside cylinder 38, there might be concern that the radial filaments would pull more strongly towards the outside, but there will be filaments wrapped circumferentially around the outside cylinder 37 that will counter this extra force.
[0061]FIG. 11 shows a method of grouping CARBB modules such as design 30 in FIG. 9 or design 36 in FIG. 10. The modules can be attached to a bottom rigid sheet 39. In this way, the circular CARBB's can be assembled to function as building blocks similar to those of FIG. 2 and can be stacked like those of FIG. 8.
[0062]Another design that makes it easy to fold the CARBB flat is shown in side view cross section in FIG. 12. The air pressure on the CARBB's sides is countered by horizontal thin film sheets 41 of material with high tensile strength. The internal air pressure on the top 44 and bottom 45 are supported by filaments 42. The outer edges of the sheets are sealed together by end sheets 43 that are cemented to the horizontal sheets 41. Air pressure forces them to curve outward. This design is fabricated by laying the bottom face 45 of the CARBB on the factory assembly mechanism and then laying the first horizontal sheet 41 on the bottom face 45 and sealing the first sheet 41 to the bottom face with the end sheets 43. While that sheet lays flat on the bottom, the second horizontal sheet 41 is laid on top of the first sheet 41 and sealed to the first horizontal sheet with other end sheets 43. This process is continued until the last horizontal sheet 41 is sealed to the top face 44 of the CARBB with end sheets 43. The top face 44 and the bottom face 45 can be somewhat rigid and have many small holes in them for the attachment of the filaments 42. With the whole assembly lying flat, needles pass through the holes in the top face 44 and are forced down through the horizontal sheets 41 with filaments 42 in the eyes of the needles. Mechanisms below the bottom face catch the filaments 42 and attach them to the bottom face 45. When this process is finished, air pressure raises the top to full height while spools reel out the filaments. The filaments are then attached to the top, and the holes where the filaments pass through are sealed.
[0063]An alternative to the design shown in FIG. 12 would be to use sets of filaments in place of the horizontal sheets. The sets of filaments would be laid upon the bottom face 45 and attached to the end sheets 43 in a manner similar to the description in the previous paragraph. An advantage of the horizontal sheets 41 is that they provide resistance to shear forces about the vertical axis.
[0064]Another alternative embodiment similar to FIG. 12 is shown in FIG. 13. The tension support is provided by vertical 51, horizontal 52, and diagonal sheets 53 of strong plastic film. This configuration of sheets can be formed by extrusion of the plastic through a die. The isometric drawing shows the direction of extrusion. When the plastic exits the die, it already has the vertical, horizontal, and diagonal sheets. Only two diagonal sheets are shown, but diagonal sheets can actually be placed to meet all the intersections of the vertical and horizontal sheets. The extrusion units are cemented to the top rigid face 55 and bottom rigid face 56. If the end sheets 54 are not part of the extrusion, they can be added by cementing onto the horizontal sheets 51.
[0065]For large assemblies, the extrusions can be made in smaller units and can then be cemented together. For example, each extrusion unit might be one foot square in cross section with two-inch spacing between the vertical sheets and two-inch spacing between the horizontal sheets. If the CARBB is to be six feet long by three feet wide by three feet tall, it would require nine of the extruded units (each six feet long) to fill the interior. Holes in the interior sheets would allow air to flow throughout the interior.
[0066]The advantage of the design of FIG. 13 is that, in addition to the strong tension forces applied to the outside faces of the box by the interior sheets, there are strong forces to resist any shear stresses. The end sheets 54 on the side allow the unit to collapse downward when the air pressure is removed. To attach end sheets to the front (nearest the viewer in the drawing) and back, the extrusion is allowed to extend a little beyond the intended face of the box, the vertical and the diagonal sheets are cut back slightly, and end sheets are cemented to the horizontal sheets. Since interior sheets are thin, heavier and more rigid sheets 55 and 56 are cemented to the top and bottom. The end sheets should be thicker and tough to prevent abrasive objects from damaging the unit.
[0067]If the sheets in a 6 by 3 by 3 feet CARBB are 5 mils thick with two-inch spacing between sheets and the material has a density similar to Spectra 2000, the weight on the interior sheets would be 41 lbs. If the tensile strength is 30,000 psi, the maximum allowable air pressure would be 150 psi. With a safety factor of three (air pressure=50 psi), the CARBB could support 129,600 lbs. A warehouse wall 120 feet long could support 1,296 tons. The complete 6 by 3 by 3 foot CARBB would weigh 100 lbs. With the compressed air at 60 psi, it would weigh 120 lbs. It can support 1,300 times its own weight.
[0068]Since the CARBB's are so light, there might be a concern that CARBB's might be blown off a wall built with CARBB's by the wind. For some applications, Velcro could be applied to the top, bottom, and ends of the CARBB's to secure them together. For other applications, straps can tie them together and anchor them to a concrete foundation.
[0069]Rigid CARBB's that use air pressure to provide support and internal filaments that have high tensile strength and high modulus can be used to build towers, such as those that support wind turbines.
[0070]One of the important applications of CARBB technology is the construction of convection towers, either downdraft or updraft. A downdraft convection tower, such as that shown schematically in side view cross-section in FIG. 14, works well in low-humidity areas where water is available. Water is sprayed across the open top of the tower by a water spraying system 61. That cools the air and makes it dense. The air falls down the inside of the tower and turns air turbines 62 at the bottom of the tower to generate electricity. The diffuser 63 improves the efficiency of the turbines.
[0071]The cylindrical wall 60 is made by stacking CARBB's in brick-like manner (FIG. 8). Guy wires 65 and radial cables 66 add to the rigidity of the tower wall. These can be steel cables, or they can be made of some of the new lightweight, high-strength filament materials. Structural supports 67 are built to support the wall above the turbines.
[0072]A downdraft convection tower that is 1,000 meters tall and 500 meters in diameter can generate 1,000 megawatts of electric power when the relative humidity is 20% or less. But building a tower of that size is quite expensive by using the standard materials and methods. The value of CARBB can be illustrated by comparing it with concrete and steel construction. Consider the CARBB's to be 10 by 10 by 10-foot cubes, as described above with air pressure of 100 psi. The cube would weigh 1,325 lbs, including the compressed air. A cube of the same size made of concrete would weigh 150,000 lbs. The foundation for a 1,000-meter tall concrete tower would be enormous.
[0073]As mentioned above, with a CARBB top face force of 1,440,000 lbs, it could support CARBB's that are stacked to a height of 10,000 feet. Since the tower is only 3,280 feet tall, the pressure can be lowered considerably.
[0074]Whereas a 1,000 meter tall concrete and steel tower would require several years to complete. Such a tower that is built with CARBB would require about five months. The blocks can be inflated at the base of the tower. Lightweight lifting units on top of the wall can raise the CARBB to the top and quickly place it on top of the wall. A number of crews of three workers each can make the tower grow rapidly. When one row is finished, the lifting unit can be placed on an uninflated CARBB, and the inflation of the CARBB will lift the lifting unit to the next level. For concrete towers, it requires a lot of energy to lift the concrete, and then after the concrete is poured, time must be allowed for it to harden. After that, the concrete forms must be dismantled and reset.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2010-07-29 | Coped trim molding blocks |
| 2010-05-20 | Ventilated building block |
| 2010-09-09 | Ventilated building block |
| 2011-06-30 | Shear wall building assemblies |
| 2011-08-04 | Polymeric building product and method of making |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2013-12-05 | Deployable structure shield |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2010-10-07 | Air-water power generation system |
| 2010-01-28 | High leverage trough solar collector |
| 2009-10-22 | Isothermal power system |
| 2009-03-26 | Heat transfer methods for ocean thermal energy conversion and desalination |
| 2008-10-30 | Isothermal power |
| Top Inventors for class "Static structures (e.g., buildings)" | |
| Rank | Inventor's name |
|---|---|
| 1 | Darko Pervan |
| 2 | Gregory F. Jacobs |
| 3 | Husnu M. Kalkanoglu |
| 4 | Ronald P. Hohmann, Jr. |
| 5 | Mark Cappelle |