Patent application title: Method and apparatus for retaining polycrystalline diamond cutters in a drill bit body of matrix or steel
Inventors:
James Shamburger (Spring, TX, US)
Bruce Jacobson (Spring, TX, US)
IPC8 Class: AB21K504FI
USPC Class:
761082
Class name: Blank or process drill rock drill
Publication date: 2009-02-12
Patent application number: 20090038442
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: Method and apparatus for retaining polycrystalline diamond cutters in a drill bit body of matrix or steel
Inventors:
James Shamburger
Bruce Jacobson
Agents:
The Matthews Firm;Suite 700
Assignees:
Origin: HOUSTON, TX US
IPC8 Class: AB21K504FI
USPC Class:
761082
Abstract:
As a more friendly, environmentally sounder replacement process for
retaining PDC cutters in drill bits, compared to the known high
temperature metallic brazing processes, a process is described for using
a low temperature resin which cures in the range of 350° F. to
450° F., while having a melting point below 1250° F., to
prevent degradation to the PDC cutters usually occurring at 1250°
F. in the drill bit repair cycle.Claims:
1. A method for retaining a PDC cutter in a drill bit body, comprising the
steps of:at least partially coating the interior surfaces of cutter
pocket formed in a drill bit body, with a resin-based glue having a
melting point below 1250.degree. F. once the glue has been cured;at least
partially coating the exterior surfaces of the PDC cutter with said
glue;placing said PDC cutter in said pocket;curing said glue to thereby
retain said PDC cutter in said pocket.
2. A method for retaining and removing a PDC cutter in a drill bit body, comprising the steps of:at least partially coating the interior surfaces of a cutter pocket formed in a drill bit body, with a resin-based glue having a melting point below 1250.degree. F. once the glue has been cured;at least partially coating the exterior surfaces of the PDC cutter with said glue;placing said PDC cutter in said pocket;curing said glue to thereby retain said PDC cutter in said pocket;heating said glue at the melting point of said glue; andremoving said PDC cutter from the said pocket.
3. The method according to claim 2, comprising the additional steps of:replacing the said PDC cutter in said pocket but at in a position rotated from the position in the pocket as said cutter was originally place in said pcket.
4. The method according to claim 1, wherein the melting point of said glue is 1150.degree. F. for less.
5. A method for retaining a plurality of PDC cutters in a drill bit body, comprising the steps of:at least partially coating the interior surfaces of a plurality of cutter pockets formed in a drill bit body, with a resin-based glue having a melting point below 1250.degree. F. once the glue has been cured;at least partially coating the exterior surfaces of said PDC cutters with said glue;placing said PDC cutters in said sockets, respectively; andcuring said glue to thereby retain said PDC cutters in said pockets, respectively.
6. The method according to claim 5, wherein the melting point of said glue is 1150.degree. F. or less.
7. A method for retaining and removing a plurality PDC cutters in a drill bit body, comprising the steps of:at least partially coating the interior surfaces of a plurality of cutter pockets formed in a drill bit body, with a resin-based glue, and a melting point below 1250.degree. F. once the glue has been cured;at least partially coating the exterior surfaces of a plurality of PDC cutters with said glue;placing said plurality of PDC cutters in said pocket, respectively;curing said glue to thereby retain said PDC cutters in said pockets;heating said glue to the melting point of said glue; andremoving at least one of said PDC cutters from at least one of said pockets, respectively.
8. The method according to claim 7, comprising the additional steps of:replacing said at least PDC cutter in said at least one pocket but in a position rotated from the position in the pocket as said at least one cutter was originally placed in said at least one pocket.
9. A method for retaining a PDC cutter in a drill bit body, comprising the steps of:at least partially coating the interior surfaces of cutter pocket formed in a drill bit body, with a resin-based glue having a melting point below 1250.degree. F. once the glue has been cured;at least partially coating the exterior surfaces of the PDC cutter with said glue;placing said PDC cutter in said pocket;heating said glue to one or more temperatures in the range of 300.degree. F. to 450.degree. F. to thereby retain said PDC cutter in said pocket.
10. A method for retaining a PDC cutter in a drill bit body, comprising the steps of:at least partially coating the interior surfaces of a cutter pocket formed in a drill bit body, with a resin-based glue having a glue strenght of at least 3000 psi and a melting point below 1250.degree. F. once the glue has been cured;at least partially coating the exterior surfaces of the PDC cutter with said glue;placing said PDC cutter in said pocket; andcuring said glue to thereby retain said PDC cutter in said pocket.
11. A method for retaining and removing a plurality PDC cutters in a drill bit body, comprising the steps of:at least partially coating the interior surfaces of a plurality of cutter pockets formed in a drill bit body, with a resin-based glue, and a melting point below 1250.degree. F. once the glue has been cured;at least partially coating the exterior surfaces of a plurality of PDC cutters with said glue;placing said plurality of PDC cutters in said pocket, respectively;curing said glue to thereby retain said PDC cutters in said pockets;heating said glue to the melting point of said glue; andremoving at least one of said PDC cutters from at least one of said pockets, respectively; andplacing said at least PDC cutter in at least one of said pockets but in a position rotated from the position in the pocket as said at least one cutter was originally placed in said at least one pocket.
Description:
RELATED APPLICATIONS
[0001]This application claims priority from U.S. Provisional Patent Application Ser. No. 60/964,132, filed Aug. 9, 2007, for Method and Apparatus for Retaining Polycrystalline Diamond Cutters In A Drill Bit Head of Matrix or Steel.
TECHNICAL FIELD
[0002]It is well known in the process of fabricating polycrystalline diamond compact (PDC) cutters in metal or matrix drill bit bodies to braze the cutters into pockets formed in the bodies involving very high temperature brazing processes using resins or composite type materials.
Brief Description of Drawings
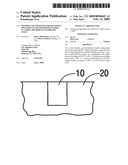
[0003]FIG. 1 is a diagrammatic view of a pocket formed in a steel or matrix drill bit body;
[0004]FIG. 2 is a diagrammatic view of a PDC cutter in place within the pocket illustrated in FIG. 1.
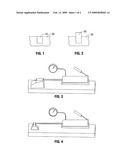
[0005]FIG. 3 is a known device for measuring the push-out capability of the PDC cutter when retained in the pocket as illustrated in FIG. 2;
[0006]FIG. 4 is a known device for measuring the shear capability of the PDC cutter when retained in the pocket as illustrated in FIG. 2;
[0007]FIG. 5 is a pictorial, isometric view of a PDC known in the art; and
[0008]FIG. 6 is a pictorial, isometric view of a PDC drill bit known in the art.
[0009]The thrust of this invention is to replace the current high temperature metallic braze process with an engineered resin or composite epoxy type material. We first establish a baseline performance for the current metallic brazing process, and use the data gathered in that testing as a base point for selecting an initial off-the-shelf resin or composite material.
[0010]It is common practice in the industry to measure the braze strength by means of destructive testing. In particular, this testing is termed a "push-out" test (See FIG. 3). The basic form of this test uses a single or a limited series of pre-formed matrix cutter pockets on a flat blank. PDC cutters are then brazed into each pocket.
[0011]This brazed joint known in the art is not a chemical bond, but a physical bond commonly referred to as eutectic. The braze infiltrates the differential space between the PDC cutter and the pocket, and once it solidifies, locks the cutter in place mechanically. It is the eutectic nature of this brazed joint that allows a strong engineered resin or other similar compound to perform the same function without the heat, poisonous gases and temperature shock that are inherent in the current standard process of attachment.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENT
[0012]Referring first to FIG. 5 of the drawings the polycrystalline diamond compact (PDC) element 2 known in the art is illustrated, as well as a substrate 6 included in the body 8. FIG. 6 is a PDC drill bit 15, known in the prior art, having a plurality of wear gage pads 12, a plurality of PDC cutters 14, a shank 13 and a threaded pin end 16 for connection into a drill string (not illustrated).
[0013]To determine the strength of the braze joint, a hydraulic cylinder with a pressure gage is attached to a fixture. (See FIG. 3) This cylinder applies pressure opposite the normal loading of the cutter in the pocket when drilling, i.e., along a line running along the longitudinal axis of the cutter, until the brazed joint fails. This industry recognizes the phenomenon known as "bit-whirl" to describe instances where the cutters on a bit actually move backwards. Thus this test is deemed to be the worst anticipated condition for the brazed joint attachment.
[0014]In order for the resin or composite material to be robust enough for practical use, it requires an initial strength approximating the lower end test results of the metallic brazed joint. This is usually on the order of 12000-14000 psi push out. Other surface treatment, e.g., processes (increasing roughness of the PDC finish or the cutter pocket, designed locking joint for PDC cutter and/or pocket, etc.) strengthen the eutectic bond to approximate the higher metallic brazed joint "push-out" test numbers. Ideally, the preferred compounds yield equal or higher "push-out" test values than the metallic brazed joint. However, there is no minimum industry standard for the push-out tests. Although many drill bit companies target the range of 12000-14000 psi for the push-out tests of the metallic brazed joints, that range is extremely conservative, and is not necessarily a valid guide to determine whether a PDC cutter will stay in place in a drill bit while drilling in various rock formations.
[0015]Yet another test is the shear test. In this test (see FIG. 4), a flat piece of infiltrated tungsten carbide material is used as a base plate. The PDC cutter is simply attached to the base plate using the standard metallic brazed joint material. A hydraulic press with gauge is then positioned to push against this brazed joint laterally, effectively shearing the joint. This is the weakest form of metallic braze joint, and thus a relatively simple test.
[0016]By using a low temperature resin compound whose shear strength matches or exceeds that of the standard metallic braze joint, similar or improved attachment strengths are exhibited when the material is employed in the standard PDC pocket of a matrix bit.
[0017]Another consideration for the material is thermal conductivity. The friction generated at the tip of a PDC cutter while drilling rock is substantial. We model the drilling heat flow using known thermodynamic modeling software, If there is substantial heat bleeding through the braze joint and into the bit body via the cutter pockets, then the material must also be able to conduct sufficient heat in order to prevent heat building up in the PDC cutter. This heat buildup could destroy the resin compound or even the cutter itself.
[0018]There are numerous powdered metals that are added to the resin or composite material which are conducive to heat transfer (copper, nickel, etc). Addition of this material prevents the resin joint from becoming a "heat dam" and trapping excessive heat within the PDC cutter itself.
[0019]There are also some new developments on the resin/composite front and the PDC cutter front that lend themselves to an even stronger joint system. On the resin/composite side, some catalytic resin compounds have been developed which produce chemical bonding between similar materials. Of primary interest here is a steel catalytic compound that produces a chemical bond with strength equivalent to a weld, but at much lower temperatures.
[0020]On the PDC cutter front, new technology is allowing PDC manufacturers to coat their PDC cutters with various metals, and of interest here is nickel.
[0021]Considering that the primary metal used to infiltrate the tungsten carbide powder when building a matrix bit is nickel, it follows that by bonding nickel to nickel, the nickel coated cutters are set in place using the current standard pocket design with not only a eutectic bond, but an even stronger chemical bond.
[0022]The matrix material oftentimes includes copper, which is also bonded chemically to a copper coated PDC cutter. Any other alloy which will bond chemically to the basic matrix binder employed in matrix PDC bits can be used to create a eutectic and/or chemical bond for the cutters.
[0023]During the known metallic brazing process, the entire bit and PDC cutters are heated to approximately 1100° F. which is approaching the upper thermal limit of the PDC cutters currently used. The flux used to braze the cutters into place flows at a temperature of 1250° F. which is approximately the degradation temperature of the PDC cutters. Torches are used to reduce the flux and keep the bit and cutters at this high temperature, making it a process where exact temperatures are hard to be calculated. Exceeding the upper limit of the cutters could cause thermal damage to the diamond material, thus creating an even more brittle material.
[0024]Presently, groups known as "braze gangs" are used to braze cutters to the bit. These groups are made up of three to six people wearing ventilated masks, fireproof gloves and chemical resistant aprons due to the inherent nature of the brazing process. The flux that is used to attach the PDC cutters produces hazardous fumes due to its chemical composition. Inorganic fluorides are a common byproduct of the flux reduction which has been shown to induce mutagenic changes in mammalian cell cultures. Excessive exposure to these harmful fumes can cause diseases of the liver and kidney, as well as the skeletal, nervous and gastrointestinal systems.
[0025]In a typical manufacturing process, it takes six to eight hours to complete the brazing process when all aspects of the procedure are taken into consideration. There is a substantial amount of time consumed during the heating and cooling processes of the bit, estimated to be in the range of four to six hours. After the bit is heated to the correct temperature, creating a quality brazed joint takes approximately two hours, which translates to six to twelve man hours.
[0026]Contrary to the brazing process, the use of a low temperature resin in accordance with the invention offers a less hazardous and more efficient approach to the attachment of PDC cutters to bits. Since, low temperature resin compounds cure at 450° F. or less, the risk of thermal damage to the PDC cutters is non-existant. Unlike the flux used while brazing, resins are not as volatile and damaging to the human body's infrastructure. Resin compounds do release fumes while being cured in an isolated environment, an oven, which eliminates the potential for any health hazards. When using a resin compound, the overall time is significantly reduced compared to that of braze. The application process consists of cleaning the substrates to be bonded with a mineral spirit, applying the resin to each substrate and combining them to develop a quality joint. The preparation and placement of cutters using a resin compound takes approximately a minute and a half per cutter. The heating and cooling processes associated with the cure lasts an hour and a half to two hours. Thus, the entire procedure requires roughly three hours for an average size bit (forty cutters) and four hours for a large bit (eighty cutters).
Testing Procedure
[0027]In order to obtain a relative baseline for comparison between the low temperature resin compounds and the braze, a testing laboratory was designed and constructed. The laboratory consists of a fixture that simulates the pockets of a bit, steel platform with mounting brackets for a push out pump, a lock down mechanism for the fixture, 10,000 psi hydraulic pump and piston, push rod, acrylic safety enclosure and a 10,000 psi maximum pressure lock gauge.
[0028]The fixture used during experimentation was made with the same material encountered in a PDC bit manufacturing process. Twenty 1308 cutter pockets were designed into the fixture to replicate the pocket geometry located on a PDC bit. 1313 cutters were used in order to test and compare the joint strengths of the braze and resin. The remaining 5 mm above the fixture was used as a seating area for the push rod.
[0029]After the cutters were prepared for testing, the fixture was secured to the steel plate and the pressure gauge was zeroed. The cutter was then aligned with the push rod and pressure was applied using the hydraulic hand pump until the bond was broken.
Theory
[0030]The glue resin strength value is obtained by multiplying the gauge reading, GP, by the piston area, PA, and dividing by the bond area, BA. The diameter of the cutter and the length of the pocket, D and L respectively, are needed to determine the bond area.
##EQU00001## ##EQU00001.2## π π ##EQU00001.3## ##EQU00001.4## ##EQU00001.5##
Discussion of Results
[0031]The braze proved to be the most resilient in terms of bond strength. This experiment consisted of twenty cutters brazed into the fixture pockets. The bond strength averaged 9414 psi which was significantly higher than the results found from the resins. Since this was the first test completed, the cutters and the pocket surface were uniformly smooth. Further testing could determine that etching the surfaces of the pocket and cutter could make a vast difference in terms of the bond strength. Due to an unfamiliar brazing position, there was a braze pool built up on the back side of the cutter which may have led to higher pressure readings. At three instances, the cutter was subject to enough stress that it broke in half while the bond held in place. A hypothesis as to why the braze held as well as it did may be the nature of its chemical makeup. As the metallic structure crystallizes, it creates a solid interference joint between the two surfaces which may be the key to high bond strength.
Resin Test Results
[0032]There were four (4) low temperature resins tested for purposes of the present invention. The four (4) resins are listed as follows: [0033]Permabond ES550 [0034]Manufacturer: [0035]Permabond, LLC [0036]20 World's Fair Drive [0037]Somerset, N.J. 08873 [0038]Chemical Composition: [0039]Bisphenol A-epichlorohydrin-Polymor (40-60%) [0040]Aluminum (20-40%) [0041]Cure Schedule: [0042]1 hour at 400° F.
TABLE-US-00001 [0042]TEST RESULTS Permabond ES550 Pushout (PSI) Glue Strength (PSI) Notes 1 725 3267.61 Smooth Cutter 2 900 4056.34 Smooth Cutter 3 790 3560.56 Smooth Cutter 4 850 3830.99 Smooth Cutter 5 775 3492.96 Smooth Cutter 6 775 3492.96 Rough Cutter 7 775 3492.96 Rough Cutter 8 890 4011.27 Rough Cutter 9 800 3605.63 Rough Cutter 10 690 3109.86 Rough Cutter Smooth Average 808 3641.69 Rough Average 786 3542.535211 Overall Average 797 3592.112676
[0043]Masterbond Supreme 46HT-2ND2 [0044]Manufacturer: [0045]Master Bond Inc. [0046]154 Hobart Street [0047]Hackensack, N.J. 07601 [0048]Chemical Composition: [0049]Epoxy Novolac Resin CAS #0280-64-14-4 [0050]Silica CAS #14-808-60-7 [0051]Silica Flow Control CAS #7631-86-9 [0052]Carboxy modified polybuta diene copolymer CAS #68891-46-3 [0053]Black Pigment CAS #1333-86-4 [0054]Cure Schedule: [0055]45 minutes @ 150° F. [0056]2.5 hours @ 300° F. [0057]2 hours @ 400° F.
TABLE-US-00002 [0057]TEST RESULTS Masterbond Supreme 46HT-2ND2 Pushout (PSI) Glue Strength (PSI) Notes 1 600 2704.23 Smooth Cutter 2 525 2366.20 Smooth Cutter 3 600 2704.23 Smooth Cutter 4 500 2253.52 Smooth Cutter 5 450 2028.17 Smooth Cutter 6 450 2028.17 Rough Cutter 7 500 2253.52 Rough Cutter 8 450 2028.17 Rough Cutter 9 575 2591.55 Rough Cutter 10 400 1802.82 Rough Cutter Smooth Average 535 2411.27 Rough Average 475 2140.84507 Overall Average 505 2276.056338
[0058]Epotek H74F [0059]Manufacturer: [0060]Epoxy Technology, Inc. [0061]14 Fortune Drive [0062]Billerica, Mass. 01821 [0063]Chemical Composition: [0064]Bisphenol F (75-100%) [0065]Cure Schedule: [0066]1 hour @ 350° F.
TABLE-US-00003 [0066]TEST RESULTS Epotek H74F Pushout (PSI) Glue Strength (PSI) Notes 1 500 2253.52 Rough Cutter 2 525 2366.20 Rough Cutter 3 450 2028.17 Rough Cutter 4 425 1915.49 Rough Cutter 5 650 2929.58 Rough Cutter 6 600 2704.23 Rough Cutter 7 575 2591.55 Rough Cutter 8 600 2704.23 Rough Cutter 9 500 2253.52 Rough Cutter 10 350 1577.46 Rough Cutter Average 517.5 2332.39
[0067]Eccobond 104 [0068]Manufacturer: [0069]Emerson & Cuming [0070]46 Maning Road [0071]Billerica, Mass. 01821 [0072]Chemical Composition: [0073]Epoxy Resin (>50%) [0074]Silica, Crystalline (10-20%) [0075]Mica (5-10%) [0076]Bisphenol A epichlorohydrinpolymer (1-5%) [0077]Carbon Black (>1%) [0078]Cure Schedule: [0079]2 hours @ 400° F.
TABLE-US-00004 [0079]TEST RESULTS Masterbond Supreme 46HT-2ND2 Pushout (PSI) Glue Strength (PSI) Notes 1 225 1014.08 Smooth Cutter 2 400 1802.82 Smooth Cutter 3 400 1802.82 Smooth Cutter 4 400 1802.82 Smooth Cutter 5 350 1577.46 Smooth Cutter 6 400 1802.82 Rough Cutter 7 600 2704.23 Rough Cutter 8 590 2659.15 Rough Cutter 9 590 2659.15 Rough Cutter 10 400 1802.82 Rough Cutter Smooth Average 355 1609.00 Rough Average 516 2325.633803 Overall Average 435.5 1962.816901
[0080]Permabond ES550 stood out as the resin that closly approximates the braze numbers. With a bond strength of over 4,000 psi, this glue is one solution to replacing the braze process. This adhesive did not react to the different methods of attachment such as etching the cutters or a thicker bond line. Out of the four methods of application, the highest results proved to be when there was a thicker bond line along with an etched cutter with an average value of 4099 psi. The values found from the experiment proved to be valid by corresponding to the shear specs (4,000-6,000 psi) located in the technical data sheet. When the cutter was firmly pushed into the pocket, etching the cutter had no significant impact on the bond strength. Both results averaged to be 7 psi apart with etched cutters resulting in a 4053 psi average and non-etched cutters resulting in a 4046 psi average. Adhesion to both the cutters, etched and non-etched, and the pocket were impressive after breakout, leaving the same amount on both surfaces. Permabond ES550 was by far the easiest to work with since it was a one-part epoxy and had a cure time of only one hour.
[0081]Masterbond Supreme 46HT-2ND2 finished a distance second with the highest average being 2611 psi, achieved using the non-etched cutters. The etched cutters averaged 300 psi lower with a value of 2318 psi. Adhesion was impressive on both the etched and non-etched cutters with the majority of the resin remaining on the cutter after breakout, but left no remnants in the pocket of the fixture. This was a toughened two-part epoxy that had to be weighed part by part and then thoroughly mixed together before attaching cutters. After preparation, the cure schedule consisted of a total time of five hours and three different temperatures making it the longest cure out of the three resins.
[0082]Epotek H74F performed just under Masterbond with the highest average being 2525 psi, achieved using the etched cutter. This resin was not tested on non-etched cutters, but future testing may be necessary to determine which avenue is the best. Although Epotek H74F is a two-part epoxy, preparation for adhesion was not a difficult task. Both parts were measured accordingly and mixed with a tolerable cure schedule of one hour at one temperature. The majority of the glue remained in the pocket after the bond was broken, leaving only a slight amount on the bottom of the cutter.
[0083]In addition to the various strength, push-out and shear tests described herein, there are very important factors in using glue or adhesive material in mounting PDC cutters in matrix or steel drill bits bodies. The range of temperatures to which the glue is subjected is an extremely important aspect of this present invention.
[0084]The first such factor involves the repair of PDC bits in which one or more PDC cutters become broken, dulled or otherwise non-functional during the drilling process. To repair the drill bit, after removeal of the bit to the earth's surface, the damaged cutter and the brazed metallic joint are heated to the melting point (which may be 1700°) of the braze material, causing the braze joint to become liquid, following which the cutter is pulled out and thrown away.
[0085]In sharp contrast, by using a glue according to the present invention which melts at approximately 1150° F. or less (sometimes referred to as the "pyrolosis" value), the drilled cutter can be rotated and glued back either into the same pocket, or another empty pocket in the bit body, because the PDC cutters do not begin to deteriate until being exposed to about 1250° F.
[0086]The second temperature-related factor of the invention preferably uses a glue which cures at relatively low temperatures, for example in the range of 300° F. to 450° F., the risk of thermal damage to the PDC is non-existant. In drilling rock with the PDC cutters according to the present invention, the melting point of the glue being below the 1150° F. point is usually not a factor because the heat generated on the cutting surface of the cutter, being a diamond layer, disspates the generated heat, which almost universally will not reach the glue to cause it to melt.
Some Other Advantages of Using a Resin or Composite Chemical Joint
[0087]a) The current, prior art brazing process brings the PDC cutters to within a few degrees of denaturing the diamond material. Simply holding the brazing torch on the cutter overly long can damage the PDC layer. By using a low temperature resin compound for attachment, these high temperatures are not required.
[0088]b) PDC suppliers have long known that thermal shock (rapid heating or cooling of the diamond layer) degrades PDC cutters. Each time a PDC cutter is brought up to braze temperature, there is a thermal shock. By using the low temperature resin compound of the present invention, these thermal shocks are negated. The result is that the PDC cutter retains the same strength as when it was delivered, rather than a steadily reduced strength as it goes through various thermal processes.
[0089]c) Current brazing processes involve literally a "braze gang", a group of men or women trained to rapidly braze cutters into a bit. The "braze gangs" employ from 3 to 6 or 7 people, all working with gas masks due to poisonous vapors, and using several acetylene torches to bring an already red hot bit body up to brazing temperature. The bit body is usually re-introduced into an oven to bring it to approximately 1250 degrees Fahrenheit, depending on bit size. Logically smaller bits would cool more quickly in air, and might be brought to slightly higher temperatures. Larger bits retain more heat in their central mass, and require slightly lower brazing temperatures.
[0090]The PDC cutters in the brazing process are also raised to about the same level (1100° F.), and the solder used to attach the cutters flows at just over 1200° F. This solder used to make the braze joint is composed of various percentages of silver, copper, zinc and tin, with silver and copper being the dominant concentrations. One flux used to assist in attaching the cutter and making a good braze joint is composed of boric acid, boron, potassium fluoride and potassium tetraborate tetrahydrate. This flux releases boron oxide, boron triflouride and hydrogen fluoride upon reduction.
[0091]Inorganic fluorides have been shown to induce mutagenic changes in mammalian cell cultures, Chronic exposure to these flux fumes during reduction aggravates diseases of the liver, the kidneys, the skeletal, nervous and gastrointestinal systems.
[0092]This brazing is an inherently dangerous process, and involves numerous toxic compounds, fireproof aprons, gloves and boots and the above mentioned fresh air masks. It is very common for hoses for the masks and even the acetylene torches to melt and fail during this process. "The "gang braze" is the most dangerous aspect of constructing a matrix PDC bit. The low temperature resin compound attachment, if using thermal activation, according to the invention requires only a normal convection oven temperature to activate the resin, and do away with the entire "gang braze" practice.
[0093]d) Those manufacturers using an oven brazing process still require the bit body temperature to be run up near the maximum cutter temperature. Thus there are still energy savings and reduced temperature cycling when using the low temperature resin compound in lieu of oven brazing.
[0094]e) The low temperature resin compound makes it possible to relax the tolerances currently employed for the metallic braze joint. This allows for a reduced finish on the PDC cutter, which reduces its cost.
Operational Steps
[0095]The proposed process of using a low temperature resin compound consists of several steps involving FIGS. 1 and 2. FIG. 1 illustrates a pocket 10 formed in a bit body 20. FIG. 2 illustrates a PDC cutter 30 glued in place in the pocket 10 in accordance with the invention.
THE STEPS OF THE INVENTION
[0096]1) Cleaning of the cutter pockets (See FIG. 1) and cutters of any and all contaminants by both physical (sandblasting or mechanical brushing) and chemicals (solvents, such as acetone or maybe even an acid or alkali compound) to insure good activation and adherence.
[0097]2) Painting or wiping the pocket with the resin compound
[0098]3) Painting or wiping the resin compound on the appropriate surfaces of the PDC cutter
[0099]4) Insertion of the PDC cutters into the pre-wet pockets (See FIG. 2). Optionally, a "retention clip" (not illustrated) may be used to hold the cutter in the pocket prior to resin setting.
[0100]5) Placing the entire bit into a low temperature oven to activate the resin compound or
[0101]6) Using a heating torch to raise the ambient temperature of the blades and pockets sufficient to induce setting of the resin compound.
[0102]7) Cool and mechanical cleanup of the excess resin.
[0103]The exact curing or setting temperature can be adjusted by using different resin compounds. PDC bits will rarely see temperatures exceeding 450° F. in the course of normal oilfield use. Thus the ideal resin according to the invention is one that cures or sets within the range of 300° F. to 450° F., yet still provides a sufficiently strong eutectic or chemical bonding of the cutter into the pocket. By maintaining the setting point above the oilfield maximum expected temperature, the resin compound does not degrade in the course of normal use.
[0104]The upper limit on PDC cutters in terms of thermal damage is around 1250° F. One would not want to exceed this as thermal damage can occur in the cutters themselves. Thus for practical purposes, the setting or curing point of thermal resin compounds should be between 300° F. and an upper limit well below 1250° F., although ranges of 200° F.-1300° F. will work if the time is for short durations.
[0105]There exist other types of resin activation, such as ultraviolet light used to activate dental resins. Provided the set form of the resin compound meets sufficient eutectic or chemical strength to hold the PDC cutter in its pocket while drilling, non-thermal activation will also achieve the same end result, Thus ultra-violet light or specific light or even radio frequencies may be used to initiate activation of the resin compound.
[0106]Thus, there has been described herein methods and apparatuses for retaining PDC cutters in pockets of a drill bit body, useful for drilling oil and gas wells, wherein the drill bit body itself is fabricated, cast or otherwise formed from matrix or steel, wherein the "glue", typically a resin or even a two part epoxy is activated after the PDC cutters are placed in the respective pockets of the drill bit head. The activation of the glue can be attained by the use of ambient air, cold, heat, light, sound waves, electrical waves or current, infrared waves, ultraviolet waves, either over wireless or wired facilities, or the like.
[0107]In the case of catalytic resins, the maximum temperature the cutter can survive is around 1250° F., and thus the catalytic temperature cannot exceed that value or cutter damage will occur. This means during catalysis, temperature of the resin compound must be under 1250° F. This value can be raised by employing a heat sink directly to each cutter, but this would be very costly, and thus less preferred. With a catalytic resin, since there is a chemical change in the structure of the resin brought on by the addition of a catalyst, the lower thermal limit for a catalytic reaction is one that will support the catalysis.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2015-10-08 | Rupture cutters with high penetration utility |
| 2015-06-11 | High annular area low friction stabilizer design |
| 2013-06-13 | Modular data acquisition for drilling operations |
| 2011-05-12 | Ultra-hard drill collar |
| 2011-03-10 | Ultra-hard matrix reamer elements and methods |
| Top Inventors for class "Metal tools and implements, making" | |
| Rank | Inventor's name |
|---|---|
| 1 | John H. Stevens |
| 2 | Nicholas J. Lyons |
| 3 | Jimmy W. Eason |
| 4 | Redd H. Smith |
| 5 | Tuo-Jen Chen |