Patent application title: RECOVERY PROCESS FOR PRECIOUS METALS
Inventors:
Mohamed Ourriban (Longueuil, CA)
Rock Gagnon (Charlesbourg, CA)
Paul Blatter (Rouyn-Noranda, CA)
IPC8 Class: AC22B1100FI
USPC Class:
75744
Class name: Using nonmetallic material which is liquid under standard conditions (e.g., hydrometallurgy, etc.) with leaching or dissolving noble metal recovered as free metal
Publication date: 2009-02-05
Patent application number: 20090031862
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: RECOVERY PROCESS FOR PRECIOUS METALS
Inventors:
Mohamed Ourriban
Rock Gagnon
Paul Blatter
Agents:
OGILVY RENAULT LLP
Assignees:
Origin: MONTREAL, QC omitted
IPC8 Class: AC22B1100FI
USPC Class:
75744
Abstract:
A recovery process for at least one precious metal contained in an ore,
includes: comminuting the ore to obtain particles smaller than a
predetermined particle size; separating the particles into at least two
groups, each group being characterized by a particle size range; and
leaching separately each group of particles with a reagent adapted to
dissolve the at least one precious metal.Claims:
1. A leaching process for recovering at least one precious metal from an
ore, comprising:providing fine particles of the ore containing the at
least one precious metal;classifying the fine particles into at least two
particle size classes; andseparately contacting the at least two particle
size classes with a reagent adapted to dissolve the at least one precious
metal.
2. A leaching process as claimed in claim 1, wherein the particle size classes include a fine particle class and a coarse particle class, comprising performing the step of separately contacting the fine particle class with the reagent in at least a first agitated tank.
3. A leaching process as claimed in claim 2, further comprising feeding the fine particle class from the first agitated tank into a second agitated tank.
4. A leaching process as claimed in claim 1, wherein the reagent comprises cyanide.
5. A leaching process as claimed in claim 1, wherein the at least one precious metal comprises gold.
6. A leaching process as claimed in claim 1, comprising pre-treating the fine particles prior to separately contacting with the reagent.
7. A leaching process as claimed in claim 6, wherein the fine particles contained in the at least two particle size classes are pre-treated separately.
8. A leaching process as claimed in claim 1, further comprising performing the step of separately contacting the at least two particle size classes in agitated leaching tanks disposed in series.
9. A leaching process as claimed in claim 1, comprising providing a hydrocyclone for said classifying.
10. A recovery process for at least one precious metal contained in an ore, comprising:comminuting the ore to obtain fine particles smaller than a predetermined particle size;separating the particles smaller than the predetermined particle size into at least two groups, each group having a respective particle size range, wherein the particle size ranges are different; andseparately leaching each group of particles with a reagent adapted to dissolve the at least one precious metal.
11. A recovery process as claimed in claim 10, wherein the comminuting includes grinding the ore to produce ground particles.
12. A recovery process as claimed in claim 11, comprising:classifying the ground particles for obtaining a first particle group including particles smaller than the predetermined particle size and a second particle group including particles coarser than the predetermined particle size;transferring the first particle group for separation; andcomminuting the particles of the second particle group.
13. A recovery process as claimed in claim 12, further comprising adding the reagent when grinding the ore.
14. A recovery process as claimed in claim 12, comprising aerating the first particle group
15. A recovery process as claimed in claim 12, further comprising, after the separate leaching of each group of particles, combining the first particle group and the second particle group to produce a combined particle class and leaching the combined particle class.
16. A recovery process as claimed in claim 15, further comprising a carbon adsorption of the combined particle class after leaching.
17. A recovery process as claimed in claim 10, wherein the reagent comprises cyanide.
18. A recovery process as claimed in claim 10, wherein the at least one precious metal comprises gold.
19. A recovery process as claimed in claim 10, further comprising performing the step of separately leaching in agitated leaching tanks disposed in series.
20. A recovery process as claimed in claim 10, wherein the separating is done using a hydrocyclone.
Description:
BACKGROUND OF THE INVENTION
[0001]1. Field of the Invention
[0002]The invention relates to a recovery process for precious metals contained in an ore and, more particularly, to a leaching process for recovering at least one precious metal.
[0003]2. Description of the Prior Art
[0004]When physical methods for separation cannot secure optimal metal value of an ore, leaching is an alternative. For most leaching processes, the ore is first comminuted and the particles obtained are brought in contact with a reagent (or a leaching solution) for some retention time for the reagent to react with the particles.
[0005]For precious metals, such as gold and silver, the leaching is normally carried out on fine particles since faster kinetics are obtained for smaller particles. However, there is always a balance between cost for size reduction and retention times.
[0006]Extracting plants for precious metals are typically conceived with retention times of more than 48 hours. Several disadvantages occur from these long retention times such as passivation problems and high consumption of the leaching solution, which is generally highly toxic. Moreover, the long retention times imply high capacity equipments to contain the particles and the leaching solution.
[0007]Most leaching plants for precious metals are conceived in open circuit, i.e. they include a plurality of tanks disposed in series. Therefore, all particles follow the same process. Some properties of the particles, such as their mineralogy, influence, either positively or negatively, the precious metal recovery obtained. However, since all particles are treated similarly, advantage of their properties is not taken.
[0008]There is thus a need for a new process for recovering precious metals from ores that takes advantage of the particle properties.
SUMMARY OF THE INVENTION
[0009]It is therefore an aim of the present invention to address the above mentioned issues.
[0010]It is an aim of the present invention to provide a process for recovering precious metals from ores that reduce the retention times and reduce capital and operating costs.
[0011]One aspect of the invention provides a leaching process for recovering at least one precious metal from an ore, comprising: providing fine particles of the ore containing the at least one precious metal; classifying the fine particles into at least two particle size classes; and separately contacting the at least two particle size classes with a reagent adapted to dissolve the at least one precious metal.
[0012]Another aspect of the invention provides a recovery process for at least one precious metal contained in an ore, comprising: comminuting the ore to obtain fine particles smaller than a predetermined particle size; separating the particles smaller than the predetermined particle size into at least two groups, each group having a particle size range; and separately leaching each group of particles with a reagent adapted to dissolve the at least one precious metal.
[0013]In this specification, the term "d80" is intended to mean, the screen size through which 80% by weight of the particles pass.
BRIEF DESCRIPTION OF THE DRAWINGS
[0014]Further features and advantages of the present invention will become apparent from the following detailed description, taken in combination with the appended drawings, in which:
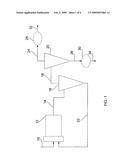
[0015]FIG. 1 is a flowsheet representing a process for recovering precious metals in accordance with an embodiment of the invention;
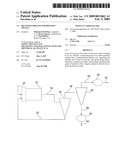
[0016]FIG. 2 is another flowsheet representing a leaching process for recovering precious metals in accordance with another embodiment of the invention;
[0017]FIG. 3 is a graph showing the gold recovery as a function of the retention time for two particle size classes of particles containing gold;
[0018]FIG. 4 is a graph showing the cyanide consumption as a function of the retention time for two particle size classes of particles containing gold;
[0019]FIG. 5 is a graph of a mass ratio (underflow stream/an overflow stream) to particle size (μm) leaving from a hydrocyclone in accordance with an aspect of the invention; and
[0020]FIG. 6 is a graph of a gold leaching rate expressed in terms of percentage (%) mass recovery vs. time in accordance with another aspect of the invention.
[0021]It will be noted that throughout the appended drawings, like features are identified by like reference numerals.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENT
[0022]For recovering a precious metal contained in an ore, one of the available processes includes comminuting the ore and leaching the particles obtained with an appropriate reagent. The precious metal is dissolved in the reagent (or leaching solution) and recovered thereafter from the solution with an appropriate technique.
[0023]For example, for extracting gold and/or silver from an ore, a cyanidation process can be applied. The gold and/or silver is dissolved in a weak solution of sodium cyanide (NaCN). The precious metals dissolved are recovered by a technique such as carbon adsorption.
[0024]Leaching large size particles requires longer retention time than leaching smaller size particles. The retention times must be sufficient to maximize the recovery of the precious metal contained in the ore. However, longer retention times reduce the plant capacity and increase the leaching solution consumption. Moreover, the retention time is too long because sulphides in small particle classes can cause passivation and increase cyanide consumption thus reducing the kinetic of precious metal dissolution of coarse particle classes.
[0025]Referring now to the drawings and, more particularly, to FIG. 1, that illustrates a process in accordance with one embodiment of the invention for recovering one or several precious metals contained in an ore using a leaching technology. The ore 10 is first comminuted 12 with techniques known to one skilled in the art. A first classification step 16 is then applied on the comminuted ore particles 14 to separate finer particles 18 from coarser particles 22 at a predetermined particle size. The predetermined particle size is characterized by a d80 defined by a desired liberation size for the precious metal, which the skilled practitioner will understand to vary from one ore to another. The predetermined particle size d80 is in one embodiment less than 150 μm, in a preferred embodiment the d80 is less than 125 μm, and in a particularly preferred embodiment the d80 is less than 100 μm. The particles 18, finer than the predetermined particle size, are sent to another classification step 20 while the particles 22, larger than the predetermined size, are comminuted until they are smaller than the predetermined particle size. The particles 18, smaller than the predetermined particle size, are classified in at least two particle size groups 24, 26. The particles contained in the group 24 are smaller than the particles contained in the group 26. Each group of particles 24, 26 is leached separately in an equipment 28, 30 having process parameters designed for the respective particles 24, 26 being leached. The leaching solutions 32, 34 containing the precious metal dissolved are recovered from each equipment 28, 30 and are treated appropriately to recover the precious metal contained, either separately in distinct equipments or together in a single equipment.
[0026]One skilled in the art will appreciate that several size reduction (or comminution) methods can be used. For example, without being limitative, the size reduction can occur in a wet state and/or a dry state of the ore. The comminution can be a mixture of crushing and grinding steps. The grinding step(s) can be in open or closed loop. Some leaching reagent can be added to the slurry during the grinding step. The pH of the slurry during the grinding step can be controlled or not. A reaction catalyst, such as lead nitrate, and/or a dispersing agent for altering the rheologic properties of the slurry can also be added during the grinding step.
[0027]The equipment used for the size reduction step can be, without being limitative, crushers, ball mill, rod mills, and SAG mills.
[0028]The size reduction process can also include a gravimetric concentration step to remove the coarse particles of precious metals.
[0029]The first particle size classification occurs within the size reduction step to ensure that the size of the particles is below a predetermined particle size for an efficient leaching. The first particle classification can be carried out either in one or more hydrocyclones, by elutriation, and/or by screening. The coarse particles are fragmented until they become smaller than the predetermined particle size. They can be re-grinded into the same mill than for the first size reduction step or in another mill. The particles smaller than the predetermined size are further processed into the recovery process.
[0030]One skilled in the art will appreciate that the particle classification is not a perfect operation and that some coarse particles can be directed to the leaching step while some small particles can be re-grinded.
[0031]The size reduction process can be followed by a thickening step to increase the percent solid of the slurry obtained following the size reduction step. One skilled in the art will appreciate that the thickening step can occur either before or after the first particle size classification step.
[0032]The second particle size classification step is carried out to classify the particles in two or more particle size classes. As for the first particle size classification, the second particle size classification can be carried out in one or more hydrocyclones, by elutriation, and/or by screening.
[0033]Each of the particle size classes is then separately processed in a respective tank leaching operation. As mentioned above, leaching the particles by size classes separately allows to set the leaching parameters substantially optimally for each size class. The leaching technique used can differ for each size class.
[0034]Each size class can be pre-treated separately before proceeding to the leaching. The pre-treatment can include, without being limitative, pre-aeration, pre-oxidation, and/or treatment with lead nitrate. The leaching tanks are preferably agitated leaching tanks such as pachuca tanks.
[0035]The range and the number of the particle size classes are chosen in accordance with the nature of the ore being treated, the precious metal being recovered, the particle size distribution, the leaching process used, the reagent used, and the equipments available, amongst others.
[0036]Referring now to FIG. 2, it will be shown an embodiment for the leaching step in accordance with an embodiment where the fine particles 118 are separated into two particle size classes 124, 126. The size class 124 contains the smaller particles while the size class 126 contains the coarse particles. Each size class 124, 126 is processed in a respective leaching line 128, 130 and two solutions 132, 134 containing the dissolved precious metal are recovered at the end of each leaching line 128, 130. The coarse particles are leached in three identical agitated tanks 140 disposed in series. The smaller particles are leached in three agitated tanks 142, 144. The second and the third agitated tanks 144 are separated by an attrition mill 146 in series with the three tanks 142, 144. The second and the third tanks 144 are smaller than the first tank 142 and thus have shorter retention times. The smaller particles requires shorter retention time for dissolving the precious metal. The size of the first tank 142 is similar to the tanks 140 used for leaching the coarse particles. The surface of the particles are cleaned in the attrition mill 146 for providing a more efficient leaching in the fourth tank 144. One skilled in the art will appreciate that the leaching process can differ from the one shown in FIG. 2. For a particular situation, the leaching process is chosen in accordance with the nature of the ore being treated, the precious metal being recovered, the size distribution of the particles being leached, the reagent used, and the equipment available, among other factors.
[0037]The precious metal can be recovered from the leaching solution using carbon in leach (CIL), carbon in pulp (CIP), Merill-Crowe, and filtration methods. It can also include a counter-current decantation followed by a precipitation step. The solutions recovered for each size class can be recombined or not for the recovery of the precious metal.
[0038]In a preferred embodiment the separately leached fine and coarse particles may be combined after partial leaching into one production line. This combination of fine and coarse particles improve flow characteristics of the pulp while maintaining the leaching rate of the precious metal with lower reagent consumption. The combined solution of partially leached fine and course particles is also well suited for the recovery methods such as CIL and CIP.
Example 1
Laboratory Processing of a Gold Ore Sample
[0039]A gold bearing ore from the Iamgold, Sleeping Giant Mine division was provided. The ore was processed as per the flowsheet presented in FIG. 1 in laboratory size equipment. The ore was comminuted in a closed loop grinding step with an addition of cyanide in the laboratory size equipment. The ore particles were separated by screening into two particle size classes: a fine particle class and a coarse particle class. The fine particle class have a d80 smaller than 38 μm, and preferably less than 25 μm. The coarse particles were characterized by a d80 larger than 38 μm but smaller than 150 μm, preferably smaller than 100 μm and most preferably smaller than 80 μm. 40 wt % of the ore was contained in the coarse particle class and the remaining 60 wt % of the ore was contained in the fine particle class. The coarse particle class had a mean gold grade of 2 gram per tonne while the fine particle class had a mean gold grade of 7 gram per tonne.
[0040]The leaching step was carried out in a batch process. A cyanide solution, the reagent, was added to each particle size class. The chemical reaction between the gold and the cyanide was:
4 Au+8 NaCN+O2+2H2O=4 Na[Au(CN)2]+4 NaOH
[0041]The retention time for each particle size class was 48 hours. The cyanide concentration was maintained at 400 ppm and the pH was maintained at 11.5. Lead nitrate was added at the beginning of the leaching step.
[0042]FIGS. 3 and 4 respectively shows the gold recovery and the cyanide consumption for the small particles (d80≦38 μm, preferably in the range of 25 μm), the coarse particles (38 μm≦d80≦150 μm), the average when the particles are separated into two particle size classes for leaching and the combined when the small and the coarse particles are leached together, i.e. without being separated into particle size classes.
[0043]FIG. 3 shows that the gold recovery is faster when the small and the coarse particles are leached separately (average) than when they are leached together (combined).
[0044]FIG. 4 shows the cyanide consumption for both particle size classes as a function of the retention time. The cyanide consumption for the small particles is more important than for the coarse particles. The increase of the cyanide consumption for the small particles as a function of the retention time is relatively important in comparison to the increase for the coarse particles. Moreover, the cyanide consumption is lower when the small and the coarse particles are leached separately (average) than when they are leached together (combined).
[0045]For gold cyanidation, by separating the ore into two particle size classes and leaching each class separately, a reduction of the cyanide consumption and an increase of the gold recovery for a shorter retention time were achieved.
[0046]One skilled in the art will appreciate that other reagents can be used for gold lixiviation such as thiosulfate, ammonia/thiosulfate, and chloride/hypochlorite solutions, amongst others.
[0047]Separating the particles into particle size classes allows a reduction of the retention time and a reduction of the reagent or leaching solution consumption. It also reduces the passivation problem during leaching.
[0048]Since the retention time is reduced, the plant capacity is increased. For new plants, it signifies a reduction of the capital investment and operation costs. The process also offers better economics for low grade deposits.
Example 2
Industrially Comminuted Ore Sample with Laboratory Scale Gold Recovery
[0049]An gold bearing ore sample from the Iamgold, Sleeping Giant Mine division was obtained from the full sized comminution circuit of the operating gold plant. The industrially comminuted ore sample was processed in laboratory size equipment using a flowsheet as per FIG. 1. For greater clarity the ore sample collected and used as the feed stream for cyanidation, is equivalent to feed stream 18 (stream and equipment reference numbers are as per FIG. 1). The process steps of unit operation 12 and 16 in FIG. 1 were conducted at an Industrial scale. As in Example 1, the industrially comminuted ore of Example 2 was comminuted with an addition of cyanide.
[0050]In Example 2 the industrially comminuted ore particles from feed stream 18 were classified using a 11/4'' hydrocyclone 20. The cut size (d50c) from the hydrocyclone 20, was 28 μm, as can be determined from FIG. 5 and indicated as the a mass ratio of underflow 26 to overflow 24 from the hydrocyclone 20. The underflow 26 had a d80 of 118 μm, while the overflow 24 had a d80 of 22 μm. 58% of the total weight of the feed stream reported to the underflow (coarse fraction) stream 26. The gold distribution of the various process streams of the hydrocyclone is represented in Table I.
TABLE-US-00001 TABLE I Distribution of gold in the streams of the hydrocyclone of Example 2 mass % of mass % of Total Gold Gold in Sulphur in Stream, mass % d50 d80 Grade each each (Stream No.) of Feed (μm) (μm) (g/t) stream stream Feed, (18) 100% 24 75 9.5 100% 100% Underflow (26) 58% 69 118 15.1 92% 75% Overflow (24) 42% 8.8 22 1.8 8% 25%
[0051]Table I clearly indicates that the total amount and gold grade is substantially higher in the underflow 26. This is likely due to the higher density of gold which in large part leaves via the underflow stream 26. While the sulphides, which are responsible for consuming cyanides, have a mass % closer to the total mass % of the feed stream.
[0052]This distribution of gold and sulphides in the underflow 26, allows for a gold cyanidation of the majority of the gold with the presence of lower quantity of sulphides. Moreover, slower leaching gold (coarse gold in the underflow 26) is separated from faster leaching sulphide (fine sulphide having a high specific surface) during cyanidation.
[0053]Cyanidation tests for both the fine and coarse fractions were conducted on 1 kg samples in a 2 litre batch reactor with 1 g NaCN/kg ore. The leaching rate in terms of recovery vs. time was found to be higher for the fine fraction (hydrocyclone overflow, 24) likely because of the lower gold grade in the overflow stream 24 and the higher exposure of NaCN to the gold grain. The gold leaching rate expressed in terms of percentage (%) mass recovery vs. time is illustrated in FIG. 6.
[0054]Furthermore, the consumption of NaCN (i.e. the added NaCN subtracted from the residual free NaCN) in both cyanidations were respectively: 0.450 g of NaCN/kg ore with the underflow 26 (coarse fraction) and 0.850 g of NaCN/kg ore with the overflow (fine fraction) 24
[0055]To take advantage of the faster leaching of gold in the fine fraction 24 and lower cyanide consumption of the coarse fraction 26, the cyanidation tests similar to those illustrated in FIG. 2 were performed. The tests included the following steps:
[0056]Leaching 580 g a coarse fraction (stream 126) with sodium cyanide at a pulp density of 50% solid for 15 hours in reservoir 140. Two separated tests were conducted using different quantities of NaCN. In Sample a) 0.7 g of sodium cyanide was used while in Sample b) 0.8 g of sodium cyanide was used;
[0057]Aerating 420 g of a fine fraction (stream 124) at 50% solids for 15 hours in reservoir 142;
[0058]Adding the aerated mixture into the first reactor (140) of the coarse cyanidation line (130) (not shown in FIG. 2) and;
[0059]Leaching for 30 hours. Samples a) and b) will be referred to as combined particle class of samples and the Cyanidation will be referred to as Combined Class Cyanidation.
[0060]The results obtained in Example 2 via this Combined Class Cyanidation were compared with three whole gold ore samples treated via a similar cyanidation. The whole gold ore samples (including both coarse and fine fractions) and containing 9.5 g/t of gold were treated by the following method of cyanidation:
[0061]Weighing a comparable 1 kg whole gold ore sample (containing coarse and fine particles).
[0062]Leaching each of the whole gold ore samples for 40 hours with varying quantities of NaCN. Where Sample c), Sample d) and Sample e) respectively used 0.7, 0.8 and 1.0 g sodium cyanide (These samples are referred to as Whole Sample Cyanidation). The comparative cyanidation results are given in Table II.
TABLE-US-00002 TABLE II Comparative Cyanidation Results: Combined Class Cyanidation vs. Whole Sample Cyanidation Total cyanide added gold grade of residue Cyanidation mode (g/kg) (g/t) Combined Class Cyanidation Sample a) 0.7 0.41 Sample b) 0.8 0.32 Whole Sample Cyanidation Sample c) 0.7 2.34 Sample d) 0.8 1.12 Sample e) 1.0 0.51
[0063]Thus Class cyanidation improves the recovery of gold from a gold bearing ore at lower or equivalent cyanide levels when compared to more conventional leaching methods. In this comparative test, similar residual gold levels were obtained in Sample a) with 0.7 g/kg of NaCN, and in Sample e) where 1 g/kg of NaCN was used. Therefore, there is a possible cyanide reduction of [(1-0.7)/×100]=30% when using cyanidation by class.
[0064]The embodiments of the invention described above are intended to be exemplary only. For example, one skilled in the art will appreciate that the process parameters can differ from the ones given in the above-mentioned examples. The scope of the invention is therefore intended to be limited solely by the scope of the appended claims.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2013-12-26 | Dissolution and recovery of at least one element nb or ta and of at least one other element u or rare earth elements from ores and concentrates |
| 2011-07-21 | Method for the recovery of nobel metals |
| 2013-02-14 | Copper alloy for sliding materials |
| 2011-02-03 | Method and apparatus for recovery of rare earth element |
| 2011-11-24 | Coatings for refractory substrates |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-07-07 | A process for copper and/or precious metal recovery |
| 2016-06-02 | Process for efficiently enriching and recovering noble metals of platinum and palladium by solvent extraction |
| 2016-05-05 | Sustainable process for reclaiming precious metals and base metals from e-waste |
| 2016-04-28 | Method of recovering copper and precious metals |
| 2016-04-14 | Method of recovering acid and platinum group metal from leaching solution of spent catalyst |
| Top Inventors for class "Specialized metallurgical processes, compositions for use therein, consolidated metal powder compositions, and loose metal particulate mixtures" | |
| Rank | Inventor's name |
|---|---|
| 1 | Robert Millner |
| 2 | Lutz Rose |
| 3 | Johannes Leopold Schenk |
| 4 | Franklin Leroy Stebbing |
| 5 | Takao Harada |