Patent application title: Elastomer mixtures for rubber manufacture
Inventors:
Federico Innerebner (Zurich, CH)
Federico Innerebner (Zurich, CH)
Erhard Krumpholz (Niederuzwil, CH)
Christoph Naf (Winterthur, CH)
Achim-Philipp Sturm (Niederuzwil, CH)
Bernhard Stalder (Niederuzwil, CH)
Roland Halter (St. Gallen, CH)
Assignees:
Buhler AG
IPC8 Class: AB01F708FI
USPC Class:
366 75
Class name: Agitating rubber or heavy plastic working with specified vent means
Publication date: 2008-12-18
Patent application number: 20080310251
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: Elastomer mixtures for rubber manufacture
Inventors:
Erhard Krumpholz
Federico Innerebner
Christoph Naf
Achim-Philipp Sturm
Bernhard Stalder
Roland Halter
Agents:
BUCHANAN, INGERSOLL & ROONEY PC
Assignees:
BUHLER AG
Origin: ALEXANDRIA, VA US
IPC8 Class: AB01F708FI
USPC Class:
366 75
Abstract:
A device is disclosed for producing elastomer compounds for use in the
production of rubbers. The device may include a mixing extruder with at
least one mixing area, and at least one charging area for receiving an
elastomer; and at least one dewatering area disposed downstream from the
at least one charging area for receiving the elastomer.Claims:
1. A device for manufacturing and elastomer mixture for manufacturing
rubber, the device comprising:a mixing extruder with at least one mixing
area;at least one charging area for receiving an elastomer; andat least
one dewatering area disposed downstream from the at least one charging
area for receiving the elastomer.
2. The device according to claim 1, wherein the mixing extruder is a multi-screw extruder.
3. The device according to claim 2, wherein the mixing extruder is a ring extruder.
4. The device according to claim 1, further comprising at least one charging area for receiving reinforcing material.
5. The device according to claim 4, further comprising at least one charging area for receiving additives and/or aids.
6. The device according to claim 5, further comprising at least one area for degassing.
7. The device according to claim 6, further comprising at least one charging area for receiving a vulcanizing agent.
8. The device according to claim 1, further comprising an extraction pump and mold disposed downstream from the mixing extruder, and wherein the at least one charging area for receiving the elastomer is connected to a supply tank via a supply line, and the elastomer is introduced into the at least one charging area via a metering pump.
9. The device according to claim 4, further comprising a weigh feeder in communication with the at least one charging area for receiving the reinforcing material.
10. The device according to claim 5, further comprising a supply tank for softeners connected by a line with the at least one charging area for receiving the additives and/or aids.
11. The device according to claim 10, further comprising a metering pump for introducing the softeners into the charging area for receiving the additives and/or aids, and further comprising a heat exchanger disposed downstream from the metering pump.
12. The device according to claim 6, further comprising a line in communication with the at least one area for degassing, and a vacuum chamber in communication with the line.
13. The device according to claim 7, further comprising a weigh feeder in communication with the at least one charging area for receiving the vulcanizing agent.
14. The device according to claim 1, further comprising a plurality of dewatering areas distributed along the length of the mixing extruder.
15. The device according to claim 1, further comprising a plurality of charging areas distributed along the length of the mixing extruder, and a plurality of dewatering areas distributed along the length of the mixing extruder, wherein the dewatering areas and the charging areas are distributed in alternate succession.
16. The device according to claim 1, further comprising a lateral extruder in communication with the at least one dewatering area.
17. The device according to claim 15, further comprising a lateral extruder in communication with each of the dewatering areas.
Description:
CROSS REFERENCE TO RELATED APPLICATIONS
[0001]This application is a divisional of prior application Ser. No. 10/798,350, filed Mar. 12, 2004, which claims priority under 35 U.S.C. §119 to German Application 101 45 392.2 filed in Germany on 14 Sep. 2001, and is a continuation under 35 U.S.C. §120 to PCT/CH02/00477 filed as an International Application on 2 Sep. 2002 designating the U.S., the entire contents of which are hereby incorporated by reference in their entireties.
BACKGROUND
[0002]The invention relates to a method and device for manufacturing elastomer mixtures (elastomer compounds) to fabricate rubber articles, in which at least one elastomer to be processed for manufacturing the elastomer mixture is metered into a mixing extruder, and mixed and plasticized and/or masticated ("melted open") while passing through the mixing extruder.
[0003]Elastomer mixtures can include a continuous elastomer matrix and a filler incorporated into the elastomer matrix, and are starting products for rubber manufacture. For example, the unprocessed elastomer can be natural rubber or synthetic rubber, e.g., nitryl rubber. Soot particles or silicate particles can be used as the filler, for example. The degree of distribution and degree of dispersal (degree of dispersion) have been shown to considerably influence the technical properties of the rubber. In known methods for manufacturing such elastomer mixtures, closed mixers are used for dispersive and distributive mixing along with plasticizing and/or mastication of the filler or elastomer.
[0004]To simplify the manufacture of elastomer mixtures for the rubber industry, an attempt was made to replace the traditional forms of presentation of natural or synthetic rubber, e.g., ball form, with liquid or powdery elastomer as the raw material. In addition, the particle form of presentation is a precondition for continuous rubber mixture manufacture.
[0005]The use of liquid elastomers has thus far only been rudimentarily developed, since this would require a rethinking and considerable investment on the part of the rubber industry. However, it would seem that powdery elastomers are proving themselves as a starting material for the manufacture of elastomer mixtures in both discontinuous and continuous procedures. In turn, this made it necessary to provide methods for manufacturing powdery rubber. Methods were developed for spray-drying and freeze-drying of nitryl rubber or natural rubber. The flash evaporation method or milling procedures were also used to generate smaller particles. However, one disadvantage to all of these methods lies in the stickiness and creeping characteristic of the generated rubber particles. Nonetheless, powder products were fabricated by dusting the particles with very fine organic and inorganic powders to deactivate the cohesive effects. Unfortunately, undesired contaminants were introduced into the manufactured particles time and again as a result of these measures.
[0006]As a consequence, a method was developed for manufacturing rubber/filler mixtures in powder form. In this case, a stable rubber/water emulsion is first formed independent of the type and state of the rubber (e.g., solution or emulsion polymerizates, natural rubber or nitryl rubber). This emulsion receives a filler (soot or silicate) whose particle size distribution had previously been precisely set, and which exists in an aqueous suspension along with various additives. The latex emulsion and filler suspension were homogenized in a mixing container via intensive blending. The precipitation process is then concluded under continuous blending in a reaction container, and the obtained precipitation product is transferred to a homogenization container for further processing. The bulk of the water is then removed in a centrifuge, whereupon the finely distributed mixture is dried to a residual water content of less than 1%. The resultant rubber/filler mixtures obtained in a powder form are free-flowing after drying, and suitable for the manufacture of rubber products in a continuous procedure.
[0007]To manufacture the rubber or rubber articles, the powdery rubber/filler mixtures obtained in this way are then plasticized and/or masticated ("melted open`) in a twin-shaft extruder along with softeners and other admixtures, which yields a continuous, liquid polymer matrix with filler particles suspended therein. Adding a vulcanizing agent creates additional crosslinkages between the elastomer molecules, so that the subsequently cooled "mass" has the desired rubbery properties. This makes it possible to fabricate tailor-made rubber mixtures depending on the type of used elastomer, and on the type, size and content of filler particles. Required to this end are at least two different powdery rubber/filler mixtures, from which a wide range of rubber mixtures can in turn be obtained by establishing a suitable mixture ratio between them.
[0008]EP-1035155A1 discloses such a method for manufacturing powdery, free-flowing rubber/filler mixtures (rubber/filler batches). The rubber and soot are precipitated to "granulates" (powdered rubber) via coagulation in a suspension with the corresponding rubber and soot. The powdered rubber has a round shape with a diameter of 1 to 3 mm, wherein the soot envelops the polymer. The soot is already present in a pre-distributed form. The soot enables easy handling, in particular simple storage and metering.
[0009]This method can basically be used to manufacture all important rubbers (natural or synthetic) as granulate. Various additives and softeners can be incorporated into the granulate, thereby simplifying the metering of components into the mixing aggregate.
[0010]However, it has also been shown that there are disadvantages to manufacturing rubber using powdery rubber/filler mixtures too. Specifically, an examination of the entire energy balance from natural rubber or artificial to the end product shows that this type of rubber manufacture is energy-intensive. Sine the water is already removed while manufacturing the powdered rubber (rubber/filler mixture), and this powdered rubber is subsequently "melted open" in a twin-shaft extruder along with a vulcanizing agent and other admixtures, a very high level of energy must be expended for melting open and incorporating the fillers. In addition to the high energy costs, care must here always be taken that the temperature of the product in the extruder does not exceed a critical temperature, since the elastomer might otherwise become damaged. The elastomer polymer chains are here broken down into smaller fragments and/or chemically modified by the high temperature, and/or additional organic constituents, in particular softeners, are broken down, and/or premature crosslinkage can be initiated in the presence of vulcanizing agent.
SUMMARY
[0011]A method for manufacturing elastomer mixtures for rubber manufacture is disclosed, in which the aforementioned problems of prior art can be eliminated, or at least ameliorated.
[0012]The elastomer is present in a uniformly distributed form in a first fluid medium during the metering process in the method mentioned at the outset for manufacturing elastomer mixture for rubber manufacture.
[0013]The elastomer present in a uniformly distributed form in a first fluid medium yields a lower viscosity as long as enough fluid medium is contained in the product to be processed, and simultaneously ensures a significantly better cooling than in a "dry" method due to the presence of the fluid, such as water.
[0014]Depending on the type of elastomer (natural rubber, synthetic rubber), etc., the first fluid medium can be a solvent in which the elastomer has been dissolved, or the elastomer can be present as an emulsion of an elastomer solution in a liquid not miscible with the solvent. If needed, the elastomer can also be present as a suspension of elastomer particles in a liquid, or as a gelatinous bond in a solvent.
[0015]A tightly combing, equidirectionally rotating multi-screw extruder, in particular a ring extruder, can be used as the mixing extruder. Advantages to a ring extruder include its higher degassing power, narrower retention spectrum, shorter structural length and higher achievable degree of dispersion. This makes it possible to achieve the same results as with a twin-shaft extruder more efficiently.
[0016]In an exemplary embodiment, reinforcing materials, in particular soot or silicates, are introduced to the elastomer uniformly distributed in the first fluid medium before metering into the mixing extruder. The additional components necessary for rubber manufacture are hence incorporated at a point where the product to be processed still has a relatively slight viscosity given the still present first fluid medium. This also makes it possible to set the necessary viscosity, since a certain shearing energy is required for comminuting the components. This is influenced by the viscosity, among other things. The idea is to set the lowest possible viscosity still required to introduce enough shearing energy. This makes it possible to utilize the low viscosity set for the respective procedural step, so as to achieve an ideal distribution and comminution of components in the product even before dewatering and degassing.
[0017]As an alternative, the reinforcing materials, in particular the soot or silicates, can also be introduced to the elastomer uniformly distributed in the first liquid via direct metering into the mixing extruder.
[0018]It is here particularly advantageous if the reinforcing materials introduced to the elastomer are present as a suspension in a second fluid medium. This second fluid medium then also helps to diminish the viscosity or cool the product to be processed in the mixing extruder.
[0019]The reinforcing materials introduced to the elastomer can be prepared via wet milling in a device before being metered into the mixing extruder. This can avoid cases where the energy that is used for distributing and comminuting the reinforcing materials and partially converted into heat does not become directly introduced to the elastomer, thereby affording it thermal protection.
[0020]An agitating mill, in particular a conical agitating mill, or a centrifugal mill, can be used as the device for wet milling. Both the conical agitating ball mill and the centrifugal mill can be designed as pin mills, which also contain additional collision elements as required.
[0021]Additional components for the elastomer mixture used in rubber manufacture can be at least partially metered into the extruder. The additional components for the elastomer mixture can be other reinforcing materials or fillers, additives, vulcanizing agents, accelerators, softeners and aids.
[0022]In another embodiment, only filler is mixed in with the elastomer, and crosslinking agents are not metered in.
[0023]The product temperature in the mixing extruder can be kept under the vulcanizing temperature at least on the side opposite the conveying direction from the metering a point when metering a vulcanizing agent into the product. This can prevent the elastomer mixture from vulcanizing already while fabricating its mixture.
[0024]While incorporating and/or comminuting and/or distributing the components and reinforcing materials into the elastomer in the mixing extruder, the product in the mixing extruder can be gradually degassed.
[0025]In this case, the first and/or second fluid medium can be at least partially removed from the product as it passes through the mixing extruder in at least one dewatering step. This ensures a low viscosity at the beginning of the mixing process, when many components are still incorporated into the elastomer mixture. The dewatering and degassing can cause a rise in viscosity toward the end of the mixing process, but this rise is still acceptable at this point in time.
[0026]It can be particularly advantageous if the first and/or second fluid medium is removed via degassing or dewatering before metering in the vulcanizing agent. The presence of water often influences the reactivity of the vulcanizing agent. In addition, the mixture can be anhydrous at the end. Temperatures clearly exceeding 100° C. are typically used for vulcanization (introduced after the respective shaping). If water is still present, it causes the rubber mass to foam.
[0027]In another embodiment, the first and/or second fluid medium is removed in several dewatering steps as the product passes through the mixing extruder, wherein the filler is also incorporated in several incorporation steps as the product passes through the mixing extruder.
[0028]It can be particularly expedient if the incorporation steps and dewatering steps alternate in succession, wherein only as much is removed from the product during a dewatering step involving the first and/or second fluid medium as required ensuring optimal incorporation for the respectively ensuing incorporation step.
[0029]In a particularly advantageous embodiment of the method, the one or more dewatering steps take place at one or more lateral openings in the direction of product passage along the mixing extruder, wherein another lateral extruder is arranged on the at least one lateral opening of the mixing extruder, conveying toward and emptying into this opening. This lateral extruder allows the released water to escape from the product against the conveying direction of the lateral extruder, while the lateral extruder always causes the elastomer material to be retained in the mixing extruder.
[0030]If necessary, a coagulant can be added to the product. This is particularly expedient if the product is shaped when exiting the mixing extruder, e.g., for subsequent granulation. Under suitable conditions, this yields a formable and as yet unvulcanized initial product, which can be vulcanized in a final step after formed. This makes it possible to bring about an analogy between elastomer processing and thermoplastic processing that has been desired for many years.
[0031]When manufacturing long rubber articles, it is particularly advantageous to heat the product exiting the mixing extruder along a vulcanization path in such a way that the polymers are continuously crosslinked. In the special case of long rubber articles, e.g., profiles, this provides a complete, continuous process proceeding from the raw materials latex and filler with initially abundant water and solvent to the completely formed, dewatered and finally crosslinked long rubber article end product.
BRIEF DESCRIPTION OF THE DRAWINGS
[0032]Additional advantageous, features and applications can be gleaned from the following description of exemplary embodiments, wherein:
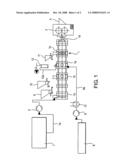
[0033]FIG. 1 shows a diagrammatic view of a device according to a first exemplary embodiment, and
[0034]FIG. 2 shows a diagrammatic view of a device according to a second exemplary embodiment.
DETAILED DESCRIPTION
[0035]FIG. 1 shows a system for executing a procedure based on a first exemplary embodiment. A mixing extruder 1, such as a multi-screw extruder, (for example, a ring extruder) has several areas 1a, 1b, 1d and 1e in the direction of product passage that each correspond to different procedural steps. Reinforcing materials are charged in area 1a, additives and aids are charged in area 1b, product degassing takes place in area 1d, and vulcanizing agent is charged in area 1e. An extraction pump 3 and mold 4 are placed downstream from the mixing extruder. A supply tank 7 for latex emulsion or latex suspension is connected by line 7a with area 1a of mixing extruder 1, in which both elastomer and reinforcing materials are charged. The elastomer and latex emulsion or latex suspension are charged via a metering pump 5, while the reinforcing materials are supplied to the mixing extruder 1 in its area 1a by way of a weigh feeder 9. As with the reinforcing materials, further aids and additives are supplied to the mixing extruder in its area 1b by means of a weigh feeder 10. A supply tank 8 for softeners is connected by a line 8a with area 1d of mixing extruder 1. Therefore, area 1d is the site where the product is degassed on the one hand, and softener is added on the other. However, the softener can be already charged beforehand, e.g., in area 1b. This is because, as soon as the fluid medium has been degassed, viscosity can increase dramatically, and can be lowered with the softener. The evaporating point of the softener can clearly exceed 100° C. A metering pump 6 pumps the softener through line 8a, which also accommodates a heat exchanger 13 downstream from metering pump 6. The degassing also ongoing in area 1d takes place via a line 12a, which connects area 1d of mixing extruder 1 with a vacuum chamber 12. Finally, vulcanizing agent can be charged in area 1e of mixing extruder 1 by means of a weigh feeder 11.
[0036]Proceeding from the latex emulsion or latex suspension kept in storage tank 7 as well as the reinforcing materials, additives, aids, softeners and, finally, vulcanizing agent gradually charged in mixing extruder 1, a product resembling a web or strand can be obtained at the end of the extruder, comprised of a continuous elastomer matrix in which the reinforcing materials have been incorporated in a uniformly distributed manner. In addition to the reinforcing materials, this product 14 can also contain uniformly distributed vulcanizing agent.
[0037]When processing the product as it passes through mixing extruder 1, care can always be taken to keep the product temperature below a critical temperature of the product starting at which the polymer chains of the elastomer material are damaged and broken down. After charging the vulcanizing agent, i.e., behind area 1e of mixing extruder 1, care can also be taken to always keep the temperature below the vulcanizing point for the respective elastomer and vulcanizing agent. This ensures that the product web or strand exiting at the extruder end has polymer chains that are sufficiently long, but not yet crosslinked by the vulcanizing agent. This initial product 14 for manufacturing rubber articles can be granulated with the mold 4, if necessary. The granulated product 14 obtained in this way can then be melted open and processed further into various rubber articles, e.g., via injection molding, stretch blow molding or continuous profile molding and similar molding procedures, yielding end products made out of rubber. During this last further processing of the initial product 14 for manufacturing rubber, initial product 14 can then be heated to its vulcanization point, so that vulcanization can take place after molding. After molding, the elastomers can be calibrated and crosslinked according to the various known procedures for manufacturing rubber articles (profiles, etc.) via a vulcanization path.
[0038]As an initial product for rubber manufacture, the elastomer mixture 14 obtained forms a basis on which any rubber articles can be similarly fabricated, as already common practice today during the processing of thermoplastics.
[0039]One special advantage to the method is that the product containing, for example, high quantities of water or solvent, is not immediately, but only gradually dewatered as the product passes through mixing extruder 1. In this way, the product to be processed has an optimal viscosity, making it possible to keep the mechanical energy to be introduced for processing the product within optimal limits, which in turn yields a less intensive heating of the product. In addition, the presence of larger quantities of water or solvent in the product also moderates the temperature of the product to be processed in mixing extruder 1 due to the high heating capacity of the water. The dewatering areas of mixing extruder 1 (not shown) can be distributed over its entire length.
[0040]FIG. 2 shows a system for executing the method based on a second exemplary embodiment. The system on FIG. 2 differs from the system on FIG. 1 in that an area 1c is provided in mixing extruder 1 for dewatering the product to be processed in mixing extruder 1. Dewatering in area 1c takes place with a dewatering device. Degassing can also take place repeatedly.
[0041]Before the reinforcing materials are charged via weigh feeder 9, the reinforcing materials, e.g., comprised of soot or silicates, can be subjected to wet milling. In this case, a liquid weigh feeder can be used in place of the shown solid weigh feeder. The use of a conical agitating ball mill or centrifugal mill (not shown) is here particularly advantageous. A lateral extruder (not shown) that ends in area 1c of mixing extruder 1 intended for dewatering and conveys toward mixing extruder 1 can be used instead of the dewatering device 2 for product dewatering shown on FIG. 2. In this way, any elastomer material that exited in the lateral extruder (not shown) is immediately returned to mixing extruder 1, while water exiting in the lateral extruder along with the elastomer material can pass between the screw elements of the lateral extruder and casing of the lateral extruder against the conveying direction of the lateral extruder oriented toward mixing extruder 1. This produces a clean separation of water in area 1c of mixing extruder 1. All dewatering areas distributed over the entire length of mixing extruder 1 can be equipped with such a lateral extruder.
[0042]It will be appreciated by those skilled in the art that the present invention can be embodied in other specific forms without departing from the spirit or essential characteristics thereof. The presently disclosed embodiments are therefore considered in all respects to be illustrative and not restricted. The scope of the invention is indicated by the appended claims rather than the foregoing description and all changes that come within the meaning and range and equivalence thereof are intended to be embraced therein.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2010-05-13 | Airfoil-shaped micro-mixers for reducing fouling on membrane surfaces |
| 2009-03-19 | Apparatus and method for mixing fluids at the surface for subterranean treatments |
| 2010-02-04 | Microchip for forming emulsion and method for manufacturing the same |
| 2010-02-25 | Method and apparatus for forming an homogeneous mixture of chromatography media in a vessel |
| 2012-03-15 | Methods and systems for manufacturing modified asphalts |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2015-11-05 | Continuous extrusion device based on twin screw extruder |
| 2015-11-05 | Vent assembly device for twin-screw extruder |
| 2015-04-16 | Kneading apparatus, method for producing thermoplastic resin molded product, and foam injection molding method |
| 2015-02-12 | Planetary roller extruder with planet spindles and contact ring |
| 2013-07-18 | Mixing device for prepack vacuum cementing system, vacuum cementing system, and method |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2021-12-16 | Annular-gap mill |
| 2013-08-22 | Soft capsule based on starch and a method and device for the production thereof |
| 2012-01-12 | Starch foils and/or films and a method and use of a device for the production thereof |
| 2011-12-29 | Soft capsule based on starch and a method and device for the production thereof |
| 2011-05-26 | Polysaccharide based network and method for the production thereof |
| Top Inventors for class "Agitating" | |
| Rank | Inventor's name |
|---|---|
| 1 | Eugene J. Kozlowski |
| 2 | Sebastian Vogt |
| 3 | Richard D. Boozer |
| 4 | David J. Kolar |
| 5 | Jared P. Coffeen |