Patent application title: INSERTABLE RISER BASE, SAND MOULD, MOULDING DEVICE CONSISTING OF THE INSERTABLE RISER BASE AND THE SAND MOULD, AND METHOD FOR PRODUCING THE MOULDING DEVICE
Inventors:
IPC8 Class: AB22C908FI
USPC Class:
1 1
Class name:
Publication date: 2017-03-23
Patent application number: 20170080483
Abstract:
The riser base is an insert obtained by manual moulding or by blowing
having an insulating or exothermal composition. The composition includes
hollow microspheres of aluminium silicate. The mould is mainly comprised
of silica sand and presents a main cavity configured to be filled with
molten metal to obtain a cast part and one or several auxiliary cavities.
The insert fits into the auxiliary cavity made in the mould and presents
an interior cavity configured to receive molten metal from a feeding
riser or mini-feeding riser and an exterior geometry which coincides with
the geometry of the aforesaid auxiliary cavity. The auxiliary cavity or
cavities made in the mould itself are disposed in such a way that when
the riser base is inserted into the auxiliary cavity, the interior cavity
of the riser base is left in communication with the main cavity of the
mould to allow passage of the molten metal.Claims:
1. A riser base insertable into a sand mould for casting metal parts,
which comprises a main cavity configured to be filled with molten metal
to obtain a cast part and at least one auxiliary cavity, wherein the
riser base has an exterior geometry that allows the insertion of the
riser base into the at least one auxiliary cavity of the mould, and in
that the riser base further includes an interior cavity which
communicates said main cavity of the mould with a feeding riser, when the
riser base is inserted into the at least one auxiliary cavity, said riser
base comprising an insulating or exothermal composition.
2. The riser base according to claim 1, wherein the insulating or exothermal composition comprises hollow microspheres of aluminium silicate and a binder, the hollow microspheres presenting an alumina content of equal to or less than 38% in weight.
3. The riser base according to claim 2, wherein the hollow microspheres present an alumina content of 20 to 38% in weight.
4. The riser base according to claim 2, wherein the insulating or exothermal composition comprises non-fibrous fillers, selected from the group formed by oxidable metals, oxidants, and inorganic fluorinated fluxes.
5. The riser base, according to claim 2, wherein the insulating and/or exothermal composition comprises cold or hot box curing binders.
6. The riser base according to claim 1, wherein the exterior geometry is prismatic, truncated pyramidal, cylindrical, or semi-spherical.
7. A sand mould for casting metal parts, configured to receive the incorporation of an insertable riser base provided with an interior cavity configured to receive molten metal from a feeding riser, wherein the sand mould comprises a main cavity which can be filled with molten metal to obtain a cast part and, at least, one auxiliary cavity with a geometry that allows the insertion of said riser base, the auxiliary cavity being disposed in respect to the main cavity in such a way that, when the riser base is inserted into the auxiliary cavity, the interior cavity of the riser base puts said main cavity of the mould in communication with a feeding riser, and in that the sand mould is made of silica sand.
8. The sand mould according to claim 7, wherein the interior geometry of the auxiliary cavity is prismatic, truncated pyramidal, cylindrical, or semi-spherical.
9. A moulding device formed by the sand mould according to claim 7, wherein said riser base is inserted into said sand mould.
10. A method for obtaining a moulding device for casting cast parts wherein the method includes the following steps: Obtaining a mould of silica sand which comprises a main cavity which can be filled with molten metal to obtain a cast part and at least one auxiliary cavity which presents a geometry that is configured to allow the insertion of a riser base; Obtaining the riser base having a composition of insulating and/or exothermal material, which comprises an interior cavity to receive molten metal from a feeding riser and an exterior geometry that allows the insertion of the riser base into the at least one auxiliary cavity of the mould. Inserting the riser base in the at least one auxiliary cavity of the mould, in such a way that the interior cavity of the riser base is in communication with the main cavity of the mould. Placing a feeding riser on the riser base, in such a way that the interior of the riser is in communication with the interior cavity of the riser base.
11. The method according to claim 10, wherein the riser base comprises an insulating or exothermal composition which comprises hollow microspheres of aluminium silicate and a binder, the hollow microspheres presenting an alumina content of equal to or less than 38% in weight.
12. The method according to claim 11, wherein the aluminium silicate presents an alumina content of 20 to 38%.
13. The method according to claim 11, wherein the riser base comprises non-fibrous fillers, selected from the group formed by oxidable metals, oxidants, and inorganic fluorinated fluxes.
14. The method according to claim 11, wherein the insulating and/or exothermal composition comprises a hot or a cold box cured binder.
15. The method according to claim 10, wherein the exterior geometry of the riser base and the interior geometry of the auxiliary cavity of the mould is of a prismatic, truncated pyramidal, cylindrical, or semi-spherical shape.
Description:
TECHNICAL FIELD
[0001] The present disclosure relates to methods and devices for casting in sand moulds and, more specifically, to the feeding systems for casting moulds.
BACKGROUND OF THE DISCLOSURE
[0002] In order to obtained cast pieces through moulding, moulds are used (generally made of sand) which comprise:
[0003] A main cavity (for a part) which adjusts to the shape and size of the part to be manufactured, appropriately increased in volume, in such a way that at room temperature the molten product adjusts in shape and size to what is known as the "rough cast part". These cavities are formed by means of the corresponding moulding tools (pattern plates and core boxes).
[0004] A filling system, through which the molten metal alloy or metal that will constitute the part is poured. It is made up of a set of ducts, conduits and chambers capable of communicating the exterior of the mould with the cavity corresponding to the part.
[0005] A feeding system (riser or mini riser) which allows the main cavity to be fed with molten metal during the cooling of said molten metal.
[0006] Chills. In certain parts, to ensure the lack of contraction defects (shrinkage) in determined parts it is necessary to have inserts (made of metal or graphite) in the mould so as to accelerate the mode of solidification and cooling of that zone of the part. This is common practice in casting as in determined parts it is the only or the best way of ensuring compliance with specifications.
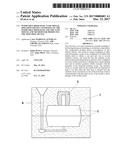
[0007] FIG. 1 shows, in outline, the elements constituting a casting mould. The manufacturing of cast parts through moulding requires a series of steps or stages:
[0008] Design. The filling and feeding system is calculated and validated so that the part complies with the specifications.
[0009] Moulding. Mixtures made up of sands having different constitutions and characteristics are used, bound together by different systems, to obtain the moulds.
[0010] Casting. The liquid alloy is introduced into the mould cavity through the filling system. To complete the filling of the mould it is necessary to "overheat" the alloy and this overheating will depend, mainly, on the thicknesses of the part to be manufactured. The interior parts will require higher overheating temperatures.
[0011] Solidification-cooling. The alloy is left to cool inside the mould until it solidifies. Solidification is a critical stage, because the feeding system must be capable of counteracting the contraction experienced by the cast alloy.
[0012] Mould release. The part, feeding system and filling system is extracted from the mould requiring the sand mould to be broken.
[0013] Therefore, a correctly designed feeding system must be capable of counteracting contractions occurring during the cooling of the metal in liquid state. In effect, the solidification or change in state takes place in two stages:
[0014] Cooling in liquid state. This corresponds to the interval between the casting temperature T.sub.C and the solidification starting temperature, T.sub.L.
[0015] Cooling in the solidification interval. This refers to the contraction of the metal between the solidification starting and end temperature, i.e. the interval between T.sub.L-T.sub.S.
[0016] The response of the feeding system is that which corresponds to the sum of the two mentioned contractions, since once the metal has finished solidifying the feed devices are not capable of adding metal.
[0017] The feeding systems, in other words, risers and mini risers, can occupy two perfectly distinct positions in the moulds:
[0018] On top. In these cases, the feed device is resting directly on the part to be fed, although it may have a supporting accessory or separator ring (biscuit).
[0019] On the side. In these cases, the feed device is situated to one side and its connection to the part is achieved by means of what is known as a "sleeve base or riser base". Riser bases are spaces or cavities forming a deposit inside the mould (generally of a considerable size) which must be occupied by the liquid metal at the time of casting to communicate the metal of said riser with the part and offset the contraction experienced by the metal of the part in its process of solidification. As already said, this function is known as feed and only makes sense in the liquid phase, since once solidified it is not possible to add material.
[0020] So that the riser base can fulfill its function, in other words, so that during the liquid interval there is communication between the part and the riser, it is essential that in the first place the part solidifies, next the riser base and finally, the riser itself. This sequence of solidification is what guarantees that contraction defects (shrinkage) do not occur in the part, making the part unusable.
[0021] Generally, the match plate that is used to obtain the interior configuration of the sand mould, generates the cavity of the part to be manufactured and the riser base, in such a way that the sand mould obtained is a replica of the shaes of the pattern plate and the cavity of the riser base. Therefore, the cavity forming the riser base is made of the same material as the rest of the mould, generally silica sand, bound using different systems.
[0022] For this reason, to make sure that the metal of the riser base solidifies later than the part, no other alternative that is not volume and geometry is applied, in other words, riser bases present a greater size which has a significant effect on net/gross performance.
[0023] With regards exclusively to riser bases, the current process presents numerous limitations, the most noteworthy being the following:
[0024] The cavity corresponding to the base of the riser is made up of the same moulding system as the part (normally silica sand bounded using the system used by the casting in question).
[0025] Its thermal behaviour is similar to that of the rest of the mould and, for this reason, it does not have additional insulating/thermal capacity.
[0026] To offset its deficient thermal behaviour, volume and geometry is resorted to, as it must solidify after the part imperatively.
[0027] Net/gross performance, which is key in terms of manufacturing costs, is considerably penalised.
[0028] Productivity, expressed in parts per cast, is negatively affected, as a significant part of the liquid metal is used in the riser bases themselves. Insofar as net/gross performance is optimised, productivity improves.
[0029] Once the part has been released from the mould, the separation of the riser bases from the part is, at minimum, arduous, given that the sections to be cut are excessively large.
[0030] The massive nature required by conventional riser base designs, also has negative effects on the metallurgical condition of the part, since the local thermal stress is very high.
[0031] The separation of the riser bases from the part, generates significant risks of cracking, since the cutting sections are excessively high.
SUMMARY
[0032] The present disclosure provides a riser base insertable into a sand mould for the casting of metal parts which comprises a main cavity designed to be filled with molten metal to obtain a cast part and at least one auxiliary cavity (in a simple manner).
[0033] The insertable riser base of the disclosure presents an exterior geometry that allows the insertion of the riser base into the aforesaid auxiliary cavity and comprises an interior cavity that communicates said main cavity of the mould with a feeding riser, when the riser base is inserted into the auxiliary cavity of the mould. For example, the auxiliary cavity can present a shape and configuration complementary to the exterior geometry of the riser base, so that the base fits into the cavity. It is also possible for the riser base to comprise elements designed to fit into a part of the auxiliary cavity.
[0034] The auxiliary cavity is disposed (in the mould) in such a way that, when the riser base is inserted into the auxiliary cavity of the mould, the interior of the riser base is in communication with the main cavity of the mould (part) to allow passage of the molten metal in the interior cavity to the main cavity. For example, the auxiliary cavity may be adjacent to the main cavity and even form a single cavity to facilitate the formation of the mould, in this last case, once the riser base is inserted the main cavity is formed and remains communicated with the interior cavity of the riser base.
[0035] The present disclosure also provides a sand mould for the casting of metal parts configured to receive the incorporation of an insertable riser base, provided to receive molten metal from a feeding riser. The mould comprises a main cavity which can be filled with molten metal to obtain a cast part and at least one auxiliary cavity with an (interior) geometry that allows the insertion of said riser base, the auxiliary cavity being disposed in respect to the main cavity in such a way that when the riser base is inserted into the auxiliary cavity, the interior cavity of the riser base puts said main cavity of the mould in communication with a feeding riser.
[0036] The insertable riser base is obtained independently from the mould, for example by manual moulding or blowing with an exterior geometry having variable shapes and sizes. These shapes will be preferably simple, for example prismatic, truncated pyramidal, cylindrical or semi-spherical. The riser bases that will act as inserts may be manufactured outside of the casting plant, as occurs for example with risers, mini risers or sleeves.
[0037] The sand mould is made of silica sand. In this disclosure silica sand is to be understood as pure silica sand in addition to other sands which contain usual sand components other than silica such as iron, feldspar, gypsum, etc. The mould is obtained by means of moulding tools, for example a pattern plate that configures the main cavity and one or several auxiliary cavities having geometries in correspondence with the shape of the insertable riser bases manufactured for this express purpose. For example, the exterior geometry will preferably be prismatic, truncated pyramidal, cylindrical or semi-spherical.
[0038] The riser bases are incorporated into the mould at the time of proceeding to prepare the mould for the casting of the parts, in other words, by means of the match plate the main cavity is generated and the auxiliary cavity or cavities of the mould (depending on the necessary number of risers) and next the riser bases are introduced as if they were cores.
[0039] The interior cavity must fulfill the criterion of the thermal module, in such a way that the last parts of the liquid metal must be found in the feeding system, to add the metal that the part requires during its contraction.
[0040] In this way, the join between the feeder (riser, mini riser, etc.) and the main cavity of the mould (part) is achieved by means of an insert or detachable part (riser base) foreign to the mould that has been disposed in the auxiliary space or cavity made in the mould itself to act as the riser base.
[0041] In accordance with the disclosure, the riser base comprises an insulating or exothermic composition. This composition may comprise hollow microspheres of aluminium silicate and a binder, preferably cold box curing binders, the hollow microspheres presenting an alumina content of equal to or less than 38% in weight, and preferably of 20 to 38%.
[0042] As a binder any type of solid or liquid resin can be used which is polymerised by means of the corresponding catalyser. In moulding or blowing the hot or cold boxy system can be used, in addition to self-curing techniques.
[0043] The composition may comprise non-fibrous fillers, selected from the group made up of oxidable metals, oxidants capable of oxidising said oxidable metals and inorganic fluorinated fluxes.
[0044] As oxidable metals aluminium, magnesium and silicon may be used, preferably aluminium. As oxidants alkaline or alkaline earth metal salts may be resorted to, for example, nitrates, chlorates and permanganates of alkaline and alkaline earth metals. Metal oxides may also be resorted to, for example Iron and manganese oxides, preferably iron oxide. As inorganic fluorinated fluxes cryolite, aluminium and potassium tetrafluoride and aluminium and potassium hexafluoride, preferably cryolite.
[0045] The hollow microspheres of aluminium silicate present preferably a grain diameter of up to 3 mm and more preferably a grain diameter of less than 1 mm and a wall thickness of approximately 10% of the diameter of the microsphere.
[0046] The disclosure further provides a moulding device made up of a sand mould and a riser base according to the present disclosure and wherein said riser base is inserted into said sand mould.
[0047] Finally, the disclosure provides a method for obtaining a moulding device for casting cast parts which comprises the following steps:
[0048] Obtaining a silica sand mould which comprises a main cavity which can be filled with molten metal to obtain a cast part and at least one auxiliary cavity which presents an (interior) geometry that is configured to allow the insertion of a riser base.
[0049] Obtaining a riser base with a composition of insulating and/or exothermal material which comprises an interior cavity to receive molten metal from a feeding riser and an exterior geometry that allows the insertion of the riser base into said auxiliary cavity (or cavities) of the sand mould.
[0050] Inserting the riser base obtained in the auxiliary cavity of the mould in such a way that the interior cavity of the riser base is in communication with the main cavity of the mould.
[0051] Placing a feeding riser on the riser base, in such a way that the interior of the riser is in communication with the interior cavity of the riser base.
[0052] In accordance with the disclosure the riser base presents an insulating or exothermal composition.
[0053] This composition may comprise hollow aluminium silicate microspheres and a binder, the hollow microspheres presenting an alumina content of equal to or less than 38% in weight and preferably of 20 to 38%.
[0054] As a binder any type of resin can be used, either solid or liquid, which is polymerised by means of the corresponding catalyser. In moulding or blowing the hot or cold boxy system can be used, in addition to self-curing techniques. In a preferred embodiment, a cold box curing binder is used.
[0055] The composition may comprise non-fibrous fillers, selected from the group formed by oxidable metals, oxidants and inorganic fluorinated fluxes.
[0056] As oxidable metals aluminium, magnesium and silicon may be used, preferably aluminium. As oxidants alkaline or alkaline earth metal salts may be resorted to, for example, nitrates, chlorates and permanganates of alkaline and alkaline earth metals. Metal oxides may also be resorted to, for example iron and manganese oxides, preferably iron oxide. As inorganic fluorinated fluxes cryolite, aluminium-potassium tetrafluoride and aluminium-potassium hexafluoride may be used, preferably cryolite.
[0057] The hollow microspheres of aluminium silicate present preferably a grain diameter of up to 3 mm and more preferably a grain diameter of less than 1 mm and a wall thickness of approximately 10% of the diameter of the microsphere.
[0058] The formulation inherent to this disclosure, may contain optional fillers in non-fibrous form, selected from the group of oxidable metals, oxidants and inorganic fluorinated fluxes.
[0059] As a starting material the formulations described above are used, which are moulded manually or by blowing, polymerising the resin used by means of the appropriate catalyser, obtaining as a result a block with a shape that is more or less prismatic (or truncated pyramidal or cylindrical or semi-spherical) which contains the shape of the previously designed riser base. The dimensional precision obtained by these methods is far greater than that obtained by traditional moulding methods, allowing these riser bases to be considered as precision elements, and for this reason, they can be coupled to the sand mould very easily, possibly even reaching the level of automation.
[0060] To define the assets of this patent, it is considered necessary to mention the main contributions:
[0061] Insulating capacity. The moulding masses of the riser base inserts, are made up of materials of an exothermic and/or insulating nature, which have been described above.
[0062] Exothermal capacity. In manufacturing the riser bases insertable into the mould, moulding masses with a high capacity of thermal insulation are used.
[0063] Binder system. To manufacture the riser bases insertable into the mould different binder systems are used (cold box and hot box, chemical binders, etc.).
[0064] Geometry. The exterior and interior geometry of the riser bases insertable into the mould are distinct, although they may both adopt the shapes and sizes that best adapt to the needs of the part to be manufactured. Their conceptualisation is relatively simple, given that the exterior must adapt to the cavity made in the sand mould and the interior must fulfill the condition of riser/part communication.
[0065] Moulding. In the moulding of the part, a cavity housing the insert (riser base) manufactured for this express purpose has been contemplated.
[0066] Detachable part. This relates to an insert which is housed within the mould and shapes the new riser base.
[0067] The new process is based on the use of insertable riser bases (inserts), which are housed in the cavities which have been made expressly in the mould using moulding tools. The cavity provided in the mould can present various shapes and dimensions (prismatic, truncated pyramidal, semi-spherical, etc.), said cavity, belongs to the mould and is constituted by the same system or mass as the rest of the mould. In said cavity the insert of the object is placed or disposed, in the form of a core, which comprises the following particularities or characteristics:
[0068] The exterior shape and dimensions of the insert adapt to the needs of each mould. Prismatic shapes with an outlet angle may be the most frequent, although not the only ones.
[0069] The interior shape and dimensions of the insert adapt to the particularities of each part (compliance with the module rule). It is considered that the preferable though not the only shape is approximately semi-spherical.
[0070] Its thermal behaviour responds to insulating and/or exothermal considerations and, for this reason, the materials used in the manufacture of these inserts are of an insulating and/or exothermal nature.
[0071] The limitations of the current riser bases are resolved satisfactorily with the new devices designed as "insertable riser bases", being materialised as follows:
[0072] The moulding tools shape a cavity in which the insert motivating this patent is housed and adjusted. It concerns a block, of different shapes and dimensions, whose composition is the mixture already defined as insulating and/or exothermal.
[0073] The insert is of an insulating and/or exothermal nature. On the basis of the previously indicated formulation, a more favourable thermal behaviour is achieved of the zone of the mould in which the insertable riser base is housed, given that the local thermal module increases considerably.
[0074] Both insulating and exothermal capacity adjust to the needs of each part, in such a way that the number of combinations is unlimited, and at the same time, adjusted to each need.
[0075] On the basis of the indicated thermal considerations (insulating/exothermal capacity), it is possible to reduce the size of the riser bases very significantly. In reducing said size, the net/gross performance is increased and, consequently, productivity, and even the metallurgical quality of the cast parts.
[0076] The finish of the part, which entails separation by cutting of anything that is not the part, is made significantly easier. Insofar as the size of the riser is reduced, its separation from the part is more simple.
[0077] With the use of the insertable riser bases, manufacturing costs improve significantly. The only penalty is attributable to the additional cost of the inserts, although the financial balance is clearly favourable to the use of inserts of this nature.
[0078] The simulation tools of the casting process are very helpful when it comes to selecting the most favourable shape and size of the inserts. Virtual analyses make it possible to adjust forecasts to the needs of each cast part.
BRIEF DESCRIPTION OF THE DRAWINGS
[0079] To complement the description and with a view to contributing to a better understanding of the characteristics of the disclosure, in accordance with a preferred example of an embodiment thereof, a set of drawings is attached as an integral part of the description, which by way of illustration and not limitation represent the following:
[0080] FIG. 1 is a schematic representation of the elements which constitute a casting mould;
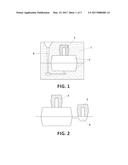
[0081] FIG. 2 describes the two ways of presenting the feed devices (in this case mini risers);
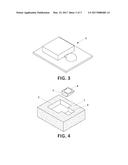
[0082] FIG. 3 represents a match plate used in the prior art to obtain a sand mould having a main cavity and a cavity or riser base;
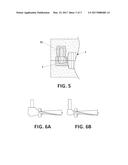
[0083] FIG. 4 is a schematic representation of an insertable riser base, according to the present disclosure, ready to be inserted into a sand mould configured in accordance with the present disclosure to receive and house the insertable riser base;
[0084] FIG. 5 is a schematic representation of a moulding device which comprises an insertable riser base and a sand mould according to the present disclosure; and
[0085] FIGS. 6A and 6B are a comparative representation of a specific example to show what happens by replacing a traditional riser base with an insertable riser base according to the features of the present disclosure.
DETAILED DESCRIPTION OF THE DRAWINGS
[0086] FIG. 1 represents a casting mould (1) which comprises a main cavity (2) corresponding to the part to be manufactured and which has been formed by the moulding tool (3). In the same stage of moulding the filling system (4) has been configured and the feed devices (5).
[0087] The filling system (4) communicates the exterior of the mould (1) with the main cavity (2) and is made up of the feeding riser, the distribution channels and the joins or attacks on the part.
[0088] The feeding system feeding system (5) is responsible for feeding the part, in other words, for offsetting the contractions that occur in the liquid-solid change. It is frequent to use mini risers with insulating and/or exothermal properties.
[0089] FIG. 2 represents two common shapes of feed devices (in this case mini risers). When the feed device (5) is situated on the top part of the part it is referred to as "on top" and in this case the "riser base" is not used. However, when the feed is on the side, it is essential to use cavities for the bases of the riser (6). The cavity corresponding to the riser base (6) is one more part of the mould and, for this reason, these cavities are formed by the moulding tools (3) themselves, with the same moulding material as the mould assembly (1).
[0090] FIG. 3 presents a moulding tool (3) or match plate used to obtain the main cavity (2) and the cavity that forms the base of the riser (6).
[0091] FIG. 4 represents an insertable riser base (7) according to the features of the disclosure. The insertable riser base (7) is an element obtained independently from the casting mould (1) and comprises an interior cavity (8) which can house molten metal for feeding the main cavity (2). A casting mould (1) has also been represented which comprises a main cavity (2) that reproduces the shape of the part to be obtained and an auxiliary cavity (9). The exterior geometry of the insertable riser base (7) is similar to the geometry of the auxiliary cavity (9), in such a way that the riser base (7) can easily be inserted into the auxiliary cavity (9).
[0092] FIG. 5 represents an insertable riser base (7) housed in the auxiliary cavity (9) of the mould (1) and a riser or mini riser (10) on the insertable riser base (7). As can be observed in the aforesaid FIG. 5 the interior cavity (8) is left in direct communication with the main cavity (2) of the mould (1) and with the riser, in such a way that the molten metal contained in the riser feeds the main cavity (2) of the mould (1). It is observed that the metal of the part, of the riser base and of the mini riser forms a unit, which from the thermal point of view must keep the corresponding relation. It can be appreciated that the material constituting the insertable riser base (7) is similar to or the same as that of the mini riser (10), as in both cases they must present insulating and/or exothermal characteristics, this material being different to that of the mould (1). It is observed that the riser base (7) is an insert in the mould (1), which fulfils the same function as those traditional riser base cavities made of the same mixture (silica sand) as the mould and obtained along with the cavity of the party.
[0093] FIGS. 6A and 6B help to visualise what actually happens in manufacturing cast components. FIG. 6A shows a riser base according to the usual techniques. As observed in FIG. 6A the size of the "riser base" is very large, if compared with the diameter of the riser itself. This disproportion is related to the thermal and physical characteristics of the material of the mould and of the riser. It is very obvious that the size of the "riser base" penalises performance, while at the same time it is possible to appreciate the enormous disproportion existing between it and the feeder itself. The replacement of the cavity of the "riser base" with a riser base having a similar material to that of the mini riser, allows the modification of the solidification models of the feed environment. By optimising the insulating behaviour and providing it with exothermal capacity, the thermal behaviour of the "riser bases" forming the features of the present disclosure is more favourable and, for this reason, the quantity of metal that both riser bases demand is totally different. In FIG. 6B it is possible to observe the size of the riser base according to the features of the present disclosure. Unlike the size of the riser base represented in FIG. 6A in 6B it adjusts to reality, given that said geometries have been designed and validated by means of the corresponding simulation studies.
[0094] In this text, the word "comprises" and its variants (such as "comprising", etc.) should not be interpreted as excluding, in other words, they do not exclude the possibility of what has been described including other elements, steps, etc.
[0095] On a separate note, the disclosure is not limited to the specific embodiments described herein, and also encompass, for example, variants that may be embodied by the average person skilled in the art (for example, with regards to the choice of materials, dimensions, components, configuration, etc.), within the scope of that inferred from the claims.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2017-01-19 | Decrypting segmented data in a distributed computing system |
| 2017-01-19 | Method to authenticate two devices to establish a secure channel |
| 2017-01-19 | On board computerized system for operating certified functions |
| 2017-01-19 | Identity-based certificate management |
| 2017-01-19 | Overvoltage and surge protection in a power over ethernet device |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2022-09-22 | Electronic device |
| 2022-09-22 | Front-facing proximity detection using capacitive sensor |
| 2022-09-22 | Touch-control panel and touch-control display apparatus |
| 2022-09-22 | Sensing circuit with signal compensation |
| 2022-09-22 | Reduced-size interfaces for managing alerts |