Patent application title: METHOD AND APPARATUS FOR FORMING A FLEXIBLE POUCH WITH FITMENT
Inventors:
R. Charles Murray (Sarasota, FL, US)
R. Charles Murray (Sarasota, FL, US)
Assignees:
Pouch Pac Innovations, LLC
IPC8 Class: AB65B920FI
USPC Class:
53433
Class name: With contents treating vacuum or gas treating receptacle forming
Publication date: 2014-12-04
Patent application number: 20140352259
Abstract:
A method for forming a flexible pouch having a fitment, the method
including the steps of sealing the bottom, top and one side of a material
to form a pouch. The pouch is formed around a forming tube, leaving one
side of the flexible pouch unsealed. A fitment is installed on the
flexible pouch, either on the corner (45 degree angle) or on the top of
the pouch. The product filled through the unsealed side of the flexible
pouch while continuously moving the flexible pouch down the forming tube,
the forming tube also continuously supplying product to fill the flexible
pouch and sealing the unsealed side of the flexible pouch. An apparatus
for forming a flexible pouch is provided having a forming tube. The
forming tube is adapted to allow material to wrap around the forming tube
to form a flexible pouch, the forming tube also operable to dispense
product into the flexible pouch through an exit of the forming tube. The
apparatus further includes a first sealer operable to seal a top portion
of the flexible pouch while the flexible pouch is wrapped around the
forming tube. A fitment installer is provided is provided to install a
fitment into the flexible pouch, the fitment installer positioned
adjacent to and down the line from the first sealer. A second sealer is
operable to seal the side portions of the flexible pouch after the
product has been filled into the flexible pouch through one of the side
portion.Claims:
1. A method of forming a flexible pouch with a fitment, the method
comprising the steps of: sealing the edges of a material to form a pouch,
leaving at least one side of the flexible pouch unsealed; installing a
fitment at the top of the flexible pouch, the fitment sealed on the
flexible pouch; filling the flexible pouch with product, the product
filled through the unsealed side of the flexible pouch; and sealing the
at least one unsealed side of the flexible pouch.
2. The method of claim 1 further including the step of purging the flexible pouch of oxygen before and/or after filling.
3. The method of claim 1 wherein the fitment is installed at a 45 degree angle.
4. The method of claim 1 wherein a gusset is installed into the pouch.
5. The method of claim 1 wherein heat is used to seal the sides, top and bottom of the flexible pouch.
6. The method of claim 1 wherein pressure is used to seal the sides, top and bottom of the flexible pouch.
7. The method of claim 1 wherein ultrasonic means is used to seal the sides, top and bottom of the flexible pouch.
8. The method of claim 1 wherein the fitment is installed at the top corner of the pouch.
9. The method of claim 1 wherein a single sheet of material is used to form the flexible pouch.
10. The method of claim 1 wherein multiple sheets of material are used to form the flexible pouch.
11. A method of forming a flexible pouch with a fitment from a single sheet of material, the method comprising the steps of: wrapping the material around a forming tube, the tube being directly connected to a hopper; pulling the material downward around the forming tube; sealing a portion of the sides of the material to form the sides a portion of the flexible pouch, leaving one side unsealed; inserting and sealing a fitment in the flexible pouch; and filling the flexible pouch through the unsealed side with product and sealing the unsealed side.
12. An apparatus for forming a flexible pouch, the apparatus comprising: a forming tube, the forming tube having a first end and a second end, the first end connected to a first hopper operable to hold product for filling the flexible pouch, the second end having an exit, the forming tube adapted to allow material to wrap around the forming tube to form a flexible pouch, the forming tube also operable to dispense product into the flexible pouch through the exit at the second end; a first sealer, the first sealer operable to seal a top portion of the flexible pouch while the flexible pouch is wrapped around the forming tube; a fitment installer, the fitment installer in communication with a second hopper operable to hold a plurality of fitments, the fitment installer operable to install a fitment into the flexible pouch, the fitment installer positioned adjacent to and down the line from the first sealer; and a second sealer, the second sealer operable to seal the side portions of the flexible pouch after the product has been filled into the flexible pouch through one of the side portion.
13. The apparatus of claim 12 wherein a roller is provided adjacent to the forming tube to supply material to form the flexible pouch.
14. The apparatus of claim 12 wherein the flexible pouches are filled continuously.
15. The apparatus of claim 12 wherein the flexible pouches are filled intermittently.
16. The method of claim 12 wherein the fitment is installed at a 45 degree angle.
17. The method of claim 12 wherein a single sheet of material is used to form the flexible pouch.
18. The method of claim 12 wherein multiple sheets of material are used to form the flexible pouch.
19. The method of claim 18 wherein the fitment is installed at the top of the pouch.
Description:
[0001] This application claims priority of U.S. Patent Application No.
61/829,484 filed May 31, 2013, the contents of which are incorporated
herein by reference.
FIELD OF THE INVENTION
[0002] The present invention relates to a method for forming and filling a flexible pouch for packaging a product, the flexible pouch having a fitment.
BACKGROUND OF THE INVENTION
[0003] Flexible pouches formed of a plastic, foil, or other laminar material which are used to package a variety of products including consumable liquids are generally known. These flexible pouches can be formed from a single piece of laminar material, the laminar material being folded or formed over itself. Once this flexible pouch with a corner fitment is formed and sealed, it is common to fill the pouch with product alongside the corner fitment in the top of the pouch and through the fitment. Pouches are not filled through the side of the pouch. For pouches that do not require a StandUp feature (gusset in bottom of pouch) a vertical form-fill-seal method can be used to make corner spout fitment pouches.
[0004] As such, a method for forming a flexible pouch with a corner fitment and filling the flexible pouch is desired wherein the fitment, style, and shape can be changed independent of the pouch filling, and the fitment can be installed in a closed condition.
SUMMARY OF THE INVENTION
[0005] Provided is an improved method and apparatus for forming a flexible pouch with a fitment. The method includes forming a flexible pouch from a single sheet of extruded or laminate material, sealing the pouch along the bottom edges of the folded form, inserting a fitment in the top corner of the folded form, sealing the fitment in the top corner of the folded form, filling the pouch along a side edge, and finally sealing the side edge of the folded form.
[0006] A method for forming a flexible pouch having a fitment, the method including the steps of sealing the bottom, top and one side of a material to form a pouch. The pouch is formed around a forming tube, leaving one side of the flexible pouch unsealed. A fitment is installed on the flexible pouch, either on the corner (45 degree angle) or on the top of the pouch. The method further includes the step of filling the flexible pouch with product. The product filled through the unsealed side of the flexible pouch while continuously moving the flexible pouch down the forming tube, the forming tube also continuously supplying product to fill the flexible pouch and sealing the unsealed side of the flexible pouch. The method may further include the step of purging the flexible pouch of oxygen before and/or after filling. The fitment may be installed at a 45 degree angle or at the top of the flexible pouch. Heat, pressure, ultrasonic means or any combination thereof may be used to seal the sides, top and bottom of the flexible pouch.
[0007] In a more detailed embodiment, a method of forming a flexible pouch with a fitment from a single sheet of material includes the steps of wrapping the material around a forming tube, the tube being directly connected to a hopper. Pulling the material downward around the forming tube and sealing a portion of the sides of the material to form the sides of the flexible pouch, leaving one side unsealed. Inserting and sealing a fitment in the flexible pouch filling the flexible pouch with product and sealing the unsealed side.
[0008] An apparatus for forming a flexible pouch is provided having a forming tube, the forming tube having a first end and a second end, the first end connected to a first hopper operable to hold product for filling the flexible pouch, the second end having an exit. The forming tube is adapted to allow material to wrap around the forming tube to form a flexible pouch, the forming tube also operable to dispense product into the flexible pouch through the exit at the second end. The apparatus further includes a first sealer, the first sealer operable to seal a top portion of the flexible pouch while the flexible pouch is wrapped around the forming tube. A fitment installer, is provided and is in communication with a second hopper operable to hold a plurality of fitments, the fitment installer is operable to install a fitment into the flexible pouch, the fitment installer positioned adjacent to and down the line from the first sealer. The apparatus further includes a second sealer. The second sealer is operable to seal the side portions of the flexible pouch after the product has been filled into the flexible pouch through one of the side portion.
[0009] A roller is provided adjacent to the forming tube to supply material to form the flexible pouch. In one embodiment, the flexible pouches are filled continuously. In another embodiment, the pouches are filled intermittently. The fitment may be installed at a 45 degree angle or at the top of the pouch. In one embodiment, a single sheet of material is used to form the flexible pouch. Multiple sheets of material may be used to form the flexible pouch.
[0010] It is also appreciated that because the insertion of the fitment into the top and sealing of the fitment into the top is independent of the filling of the flexible pouch with product through the side edge, that numerous designs of fitment may be used without complicated filling station machine changes or redesigns. The installed fitment can be provided in a closed form, for example a fitment with an installed threaded cap may be used. Different sealing "canoe shapes" may also be used.
BRIEF DESCRIPTION OF THE DRAWINGS
[0011] A better understanding of the present invention will be had upon reference to the following detailed description when read in conjunction with the accompanying drawings wherein like reference characters refer to like parts throughout the several views in which:
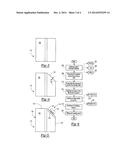
[0012] FIG. 1 illustrates a side view of the apparatus used in the method of the present invention;
[0013] FIG. 2 illustrates an alternative side view of the apparatus used in the method of the present invention;
[0014] FIG. 3 illustrates a pouch with a fin seal;
[0015] FIG. 4 illustrates a pouch with a fin seal and a 45° corner cut;
[0016] FIG. 5 illustrates a pouch with fin seal and fitment sealed in place;
[0017] FIG. 6 illustrates the method of the present invention;
[0018] FIG. 7 illustrates the method in accordance with the present invention; and
[0019] FIG. 8 illustrates the method in accordance with the present invention.
DETAILED DESCRIPTION OF THE INVENTION
[0020] Provided is an improved method and apparatus for forming a flexible pouch with a fitment. The method includes forming a flexible pouch from a single sheet of extruded or laminate material, sealing the pouch along the bottom edges of the folded form, inserting a fitment in the top corner of the folded form, sealing the fitment in the top corner of the folded form, filling the pouch along a side edge, and finally sealing the side edge of the folded form.
[0021] A method for forming a flexible pouch having a fitment, the method including the steps of sealing the bottom, top and one side of a material to form a pouch. The pouch is formed around a forming tube, leaving one side of the flexible pouch unsealed. A fitment is installed on the flexible pouch, either on the corner (45 degree angle) or on the top of the pouch. The method further includes the step of filling the flexible pouch with product. The product filled through the unsealed side of the flexible pouch while continuously moving the flexible pouch down the forming tube, the forming tube also continuously supplying product to fill the flexible pouch and sealing the unsealed side of the flexible pouch. The method may further include the step of purging the flexible pouch of oxygen before and/or after filling. The fitment may be installed at a 45 degree angle or at the top of the flexible pouch. Heat, pressure, ultrasonic means or any combination thereof may be used to seal the sides, top and bottom of the flexible pouch.
[0022] The method for forming a flexible pouch of the preferred embodiment with a fitment of the present invention begins with obtaining 200 a roll of extruded or laminate material or film 100. This material can be plastic 202, foil 204, or any other material 206 known to those skilled in the art which is capable of being formed into a pouch and sealed and is safe for packaging food product.
[0023] The typical machine is loaded with a continuous flat roll of, which has had and artwork applied to the exterior or interior of the film. Note that while is the most commonly used packaging material in the, the technology can also be used to form continuous paper and fabric product containers by changing the edge sealing/seaming methods. For some products the film may first be fed through a chemical bath and dryer prior to use in the packaging system.
[0024] The film 100 approaches the back of a long hollow conical tube 102, which is called the forming tube. When the center of the film is near the tube 102, the outer edges of the film form flaps that wrap 208 around the conical forming tube. The film 100 is pulled downward 210 around the outside of the tube and a vertical heat-sealing bar clamps (first sealer) 104 onto the edges 106 of the film 100, bonding the film by melting the seam edges together.
[0025] The film 100 is unrolled and run over the tube 102 (or forming plow), the tube 102 the film 100 to fold over itself thereby creating a pouch-like form 212 having a front panel 108 and a back panel 110. The folded form is secured with one or more grippers 112 to move and manipulate the pouch. It is appreciated that the plow or tube may include a gusset forming portion.
[0026] One example of a laminate material structure include as least one layer of virgin polyethylene terphalate (PET), at least one layer of aluminum foil and another layer such as EVOH, PET, polyethylene or nylon or the like. Another type of laminate material structure may also include a metalized foil paper layer laminated to a cast polypropylene layer and another layer of PET, polyethylene or EVOH. There may be a fourth layer of nylon. Similarly, the laminate material structure may include a cast polypropylene (CCP) layer, a polyethylene (PET) layer, a foil (AL) layer, a nylon (ONO) layer and another CPP layer. Another structure includes the use of nylon, foil, nylon, and cast polypropylene (ONO/AL/ONO/CPP) or CPP/NY/AL/CPP. Further examples include ONO/AL/COEX-ONO-LDPE or PET/AL/NYLON/CPP or CPP/AL/ONO/PE. These examples and the choice of material is non-limiting, and is influenced by factors such as the product contained in the pouch, the shape of the pouch, or the anticipated use of the pouch.
[0027] The folded form is then cut by a corner fitment cutter 116 (45°) (see also reference numeral 214) creating a folded form having a folded edge which will be a first side edge or the final flexible pouch 114, and a plurality of unsealed edges which will create a bottom edge, a top edge, and a second side edge of the flexible pouch. The top edge and bottom edge being adjacent to the folded edge. The grippers 112 used to secure the folded form are used to transport the cut folded form to a sealing station. Alternative to the grippers 112, other mechanisms may be used to secure and/or transport the folded form and resulting flexible pouch including, but not limited to, suction or vacuum cups, conveyor belts, gravity slides, rotating tables, etc.
[0028] At a sealing station (second sealer) 118, the bottom edge of the flexible pouch is sealed. The sealing can be done using heat, pressure, ultrasonic, a combination there of, or any other method known to those skilled in the art. It is appreciated that before the bottom edge is sealed, a gusset may be inserted which provides a shape to the flexible pouch allowing it to stand freely on its base in its finished form. The gusset is secured using sealing techniques described above.
[0029] Before the top edge is sealed in the sealing station 118, a fitment 120 is inserted into the top edge 122 (at the 45° cut or the top portion) (see also reference numeral 216), the fitment 120 being of a material and design known to those skilled in the art. The fitment 120 of the preferred embodiment includes a threaded opening which is closed by a threaded cap 124. It is appreciated however that the fitment 120 can be of any design known to those skilled in the art, such as a hinged snap on top style fitment, a pull to open and push to close style fitment, etc. The fitment 120 and cap 124 can are provided and installed as a single assembly. The fitment 120 inserted into the top edge can then be sealed to the fitment using methods discussed above. The fitment is installed and sealed by means of the fitment sealer 126. The fitment sealer 126 may use similar sealing methods as described above in the sealer bar 118. The fitments 120 are delivered to the fitment sealer 126 by means of the cap and fitment vibratory bowl feeder 132 and the cap and fitment track 134.
[0030] The apparatus may include a first vertical (also known in the art as a fin seal) sealer 104 and a second sealer 118. The first sealer 104 seals the top portion 134 of the pouch. The second sealer 118 seals the side portions 130, 132 of the pouch. The side portion 132 is sealed first (as shown in FIG. 1). Product is then filled into the flexible pouch. The second unsealed side 130 is then sealed to finish production of the pouch. The pouch then falls onto a conveyor belt and is moved away from the manufacturing area or for packaging and shipping.
[0031] After the flexible pouch has been formed, the fitment 120 installed and sealed (see also reference numeral 218) and top edge 134 sealed, the gusset installed and bottom edge sealed, then the pouch is filled with product 128 (see also reference numeral 220) by means of the product hopper 136 along the second side edge 130 of the flexible pouch 114. The forming tube 102 includes a first end and a second end. The first end having a hopper 136 and the send end having an exit allowing the product to enter the flexible pouch through the side edge. Filling can include multiple steps and be in the presence of inert gases as is known to those skilled in the art. Filling methods depend on the type of product used. For example, in the preferred embodiment the flexible pouch is first sent to a purging station which purges the flexible pouch of oxygen through the use of purging gas such as carbon dioxide or nitrogen directed into the pouch at high pressure through the unsealed second side edge. Once purged, the flexible pouch is sent to a filling station that fills the flexible pouch with the desired product through the unsealed second side edge 130. After filling the flexible pouch is sent to a post-filling purge station that purges the flexible pouch of oxygen as discussed above. To facilitate purging and filling the flexible pouch, a gas knife is used to open the second side edge of the flexible pouch. As an alternative to a gas knife, grippers, suction cups or and or method know to those skilled in the art may be used.
[0032] To start the bagging process, a horizontal sealing bar clamps across the bottom edge of the tube, bonding the film together, and cutting off any film below. This sealing bar can be on a fixed height, which is called an intermittent sealing process. Faster systems include a sealing bar that moves down with the bag while sealing. This is called a continuous process. The sealed tube end is then lowered onto a precision weighing table and the product to be bagged is dispensed through the long conical tube in the center of the bag. When the of the product filled bag is reached, filling stops, and the horizontal sealing bar seals the top of the bag, simultaneously forming the bottom of the next bag above. This bag is then cut off from the tube and is now a sealed package, ready to advance onward into the product boxing and shipping processes. After the flexible pouch has been filled the flexible pouch can be sent to a sealing station where the second side edge along which the flexible pouch was filled is sealed using methods discussed above, this final sealing creating a closed flexible pouch with a fitment of the present invention.
[0033] During the final sealing process (at the seal bar 118), the bag may be filled with air from a blower or from air supply. Inflating the bag helps reduce the crushing of fragile products such as, while inflating with inert gas 318 helps drive out oxygen and retards the growth of that would spoil the product.
[0034] Filling the flexible pouch through the second side edge allows uniform purging and filling stations to be used regardless of the type of fitment installed in the flexible pouch. Additionally, because the fitment is installed as a single closed assembly, an additional step of closing the fitment after the pouch has been filled is not required.
[0035] The feeding of material and cutting of the pouch can be determined either by pouch length, or by indexing to an eyespot, which is detected by a visual sensor. While single web systems are popular for food applications, the dual web four side seal system is often popular for IVD and Medical device products. Closely related is the horizontal form-fill-seal machine, which generally uses more floor space than a vertical system. Modern advancements in pouch forming technology have allowed for smaller and smaller vertical pouch forming systems.
[0036] Many food filled packages are filled with nitrogen to extend shelf life. Food manufacturers are often looking for ways to improve their geographical reach or otherwise extending the shelf life of their product without the use of chemicals. Nitrogen filling is a natural means of extending shelf life. More and more manufacturers are choosing to create and control their own nitrogen supply by using an on demand.
[0037] Dual web systems are also available for four side sealed pouches, as well as pouches requiring different materials for each side. Dual web systems use two rolls of material instead of one, which are fed in from opposite sides of the machine. The bottom and sides are heated sealed together to form the pouch, and the product is loaded from the top. The pouch with the loaded product then advances downwards; the top is sealed and the pouch is cut off. The sealing of the top of the pouch forms the bottom of the next pouch. During this process a tear notch may be added.
[0038] The invention is not restricted to the illustrative examples and embodiments described above. The embodiments are not intended as limitations on the scope of the invention. Methods, apparatus, compositions, and the like described herein are exemplary and not intended as limitations on the scope of the invention. Changes therein and other uses will occur to those skilled in the art.
[0039] A method for forming a flexible pouch having a fitment, the method including the steps of sealing the bottom, top and one side of a material to form a pouch. The pouch is formed around a forming tube, leaving one side of the flexible pouch unsealed 302. A fitment is installed on the flexible pouch 304, either on the corner (45 degree angle) or on the top of the pouch. The method further includes the step of filling the flexible pouch with product 306. The product filled through the unsealed side of the flexible pouch while continuously moving 308 the flexible pouch down the forming tube, the forming tube also continuously supplying product to fill the flexible pouch and sealing the unsealed side of the flexible pouch. The method may further include the step of purging the flexible pouch of oxygen before and/or after filling 310. The fitment may be installed at a 45 degree angle or at the top of the flexible pouch 312, 314. Heat, pressure, ultrasonic means or any combination thereof may be used to seal the sides, top and bottom of the flexible pouch 202, 204, 206.
[0040] In a more detailed embodiment, a method of forming a flexible pouch with a fitment from a single sheet of material includes the steps of wrapping the material around a forming tube 208, the tube being directly connected to a hopper. Pulling the material downward 210 around the forming tube and sealing a portion of the sides of the material to form the sides of the flexible pouch, leaving one side unsealed. Inserting and sealing a fitment in the flexible pouch filling the flexible pouch with product and sealing the unsealed side 212.
[0041] An apparatus for forming a flexible pouch is provided having a forming tube, the forming tube having a first end and a second end, the first end connected to a first hopper operable to hold product for filling the flexible pouch, the second end having an exit. The forming tube is adapted to allow material to wrap around the forming tube to form a flexible pouch, the forming tube also operable to dispense product into the flexible pouch through the exit at the second end. The apparatus further includes a first sealer, the first sealer operable to seal a top portion of the flexible pouch while the flexible pouch is wrapped around the forming tube. A fitment installer, is provided and is in communication with a second hopper operable to hold a plurality of fitments, the fitment installer is operable to install a fitment into the flexible pouch, the fitment installer positioned adjacent to and down the line from the first sealer. The apparatus further includes a second sealer. The second sealer is operable to seal the side portions of the flexible pouch after the product has been filled into the flexible pouch through one of the side portion.
[0042] A roller is provided adjacent to the forming tube to supply material to form the flexible pouch. In one embodiment, the flexible pouches are filled continuously. In another embodiment, the pouches are filled intermittently. The fitment may be installed at a 45 degree angle or at the top of the pouch. In one embodiment, a single sheet of material is used to form the flexible pouch. Multiple sheets of material may be used to form the flexible pouch.
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20220019644 | METHOD FOR PROVIDING CLOUD-BASED SERVICE |
| 20220019643 | SYSTEMS AND METHODS FOR VALIDATING LICENSES |
| 20220019642 | APPARATUS AND METHOD FOR PERFORMING LINEAR INTERPOLATION |
| 20220019641 | METHOD AND SYSTEM FOR PROCESSING A SIGNAL TO EXTRACT A USEFUL SIGNAL FROM A DISTURBED SIGNAL |
| 20220019640 | AUTOMATIC WEBSITE DATA MIGRATION |
Images included with this patent application:
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2012-05-03 | Method for forming a pouch |
| 2015-04-02 | Method of making a magnetic structure |
| 2015-04-02 | Disposable vial holder and method to prevent needle stick injuries |
| 2011-03-03 | Flexible vacuum chamber |
| 2013-04-18 | Coffee filter pouch maker |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2022-09-01 | Weed control product |
| 2022-09-01 | No scent no bite |
| 2022-01-06 | Pouch with frangible seal formed by ultrasonic sealing and methods of forming thereof |
| 2021-11-11 | Machine for production of stand up pouches |
| 2016-04-07 | System and method of delivery of information using nfc |
| Top Inventors for class "Package making" | |
| Rank | Inventor's name |
|---|---|
| 1 | Donald E. Weder |
| 2 | Dennis J. May |
| 3 | Samuel D. Griggs |
| 4 | Patrick R. Lancaster, Iii |
| 5 | Giuseppe Monti |