Patent application title: MULTI-COMPARTMENT BAG AND METHOD OF MAKING SAME
Inventors:
James P. Knutzon (South Fork, CO, US)
Ernest M. Myers (Center, CO, US)
Robert J. Gonzales (Center, CO, US)
Herman Verveld (Hoorn, NL)
IPC8 Class: AB65D3022FI
USPC Class:
383 40
Class name: Flexible bags compartmented including auxiliary compartment
Publication date: 2014-08-21
Patent application number: 20140233868
Abstract:
A multi-compartment bag having at least two compartments of polymeric
material, the subsequent compartments being monolithic with the first
compartment having an interconnection of two spaced seal strips. There is
also provided a method of making a multi-compartment bag.Claims:
1. A multi-compartment bag, comprising: a first compartment of polymeric
material having a first closed or closable end; and a second compartment
of polymeric material that is monolithic with said first compartment and
having a second closed or closable end(s), wherein said first and second
compartments are joined along an intermediate section spaced between
their closed or closable ends to form at least one interconnecting heat
seal strip therebetween.
2. A multi-compartment bag according to claim 1 wherein at least one of said compartments includes micro or macro-perforations.
3. A multi-compartment bag according to claim 2 wherein said perforations are spaced along a substantial portion of a surface of said bag.
4. A multi-compartment bag according to claim 1 wherein said first and second compartments are joined along an interconnecting seal strip extending perpendicular to said interconnecting heat seal strip(s).
5. A multi-compartment bag according to claim 4 wherein said first and second compartments are in the form of a single sheet of polymeric material of generally tubular configuration with confronting edges joined together to define said interconnecting seal strip and said interconnecting heat seal strip(s) traversing the circumference of said bag including said interconnecting seal strip.
6. A multi-compartment bag according to claim 5 wherein said confronting edges of said interconnecting seal strip are folded against an external wall surface of said first and second compartments.
7. A multi-compartment bag according to claim 1 wherein said seal strip(s) are offset to define first and second compartments of different size.
8. A multi-compartment bag in the form of a flattened generally tubular member formed out of a sheet of polymeric material; said sheet having confronting longitudinal edges extending the length of said tubular member, said edges being joined together and folded against an outer surface of said bag; opposite ends of said bag being closed; and an intermediate seal strip dividing said bag into compartments of unequal size sealed from one another.
9. A multi-compartment bag according to claim 8 wherein said intermediate seal strip comprises a pair of spaced parallel seal strips.
10. A multi-compartment bag according to claim 8 wherein at least one of said compartments includes micro-perforations in a wall of said compartment.
11. A method of producing a multi-compartment bag comprising the steps of; providing a generally rectangular sheet of film of polymeric material; joining longitudinal edges of said sheet together; heat-sealing ends to close opposite ends of a continuous bag; and heat-sealing an intermediate portion of said bag in a direction parallel to said opposite ends whereby to define a pair of separate compartments in said bag.
12. The method of producing the multi-compartment bag according to claim 11 including the step of folding said longitudinal edges of said sheet against an external wall surface of said bag.
13. A method of producing and filling a multi-compartment bag comprising the steps of; providing a generally rectangular sheet of film of polymeric material; joining longitudinal edges of said sheet together; creating dual heat seals on ends to close opposite ends of a continuous bag; separating said dual heat seals; filling said bag with a pre-determined weight of product; heat-sealing an intermediate portion of said bag with dual strips in a direction parallel to said opposite ends whereby to define a pair of separate compartments in said bag; filling a separate compartment with a pre-determined weight of product; and applying a dual heat seal on an end of said separate compartment to close said compartment.
14. The method of producing and filling the multi-compartment bag according to claim 13 including the step of creating intermittent perforations on a surface of said bag.
Description:
[0001] This application claims the benefit of U.S. Provisional Application
No. 61/767,160 filed Feb. 20, 2013 for MULTI-COMPARTMENT BAG AND METHOD
OF MAKING SAME and is incorporated by reference herein.
SUMMARY OF THE DISCLOSURE
[0002] The following relates to a multi-compartment bag for fruits, vegetables or any type of comestibles and more particularly to a multi-compartment bag for accommodating produce of different sizes, weights, types, and/or volumes and a method of manufacturing the same.
[0003] According to aspects of the disclosure, a multi-compartment bag and method of making a multi-compartment bag is provided. The multi-compartment bag comprises a first compartment of polymeric material having a first closed or closable end and a second compartment of polymeric material that is monolithic with the first compartment and having a second closed or closable end(s), wherein the first and second compartments are joined along an intermediate section spaced between their closed or closable ends to form at least one interconnecting seal strip therebetween. There is also provided a method of producing the multi-compartment bag including the steps of providing a generally rectangular sheet of film of polymeric material, joining longitudinal edges of the sheet together, heat-sealing each of the opposite ends to close opposite ends of the bag and heat-sealing an intermediate portion of the bag in a direction parallel to the opposite ends to define a pair of separate compartments in the bag.
[0004] These and other aspects of the present disclosure are set forth along with the accompanying drawings.
DRAWINGS
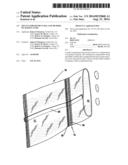
[0005] FIG. 1 is top view of a multi-compartment bag;
[0006] FIG. 2 is a cross-sectional view about lines 2-2 of FIG. 1;
[0007] FIG. 3 is a cross-sectional view about lines 3-3 of FIG. 1;
[0008] FIG. 4 is a cross-sectional view about lines 4-4 of FIG. 1;
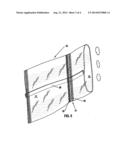
[0009] FIG. 5 is a perspective view of FIG. 1; and
[0010] FIG. 6 is a flow chart of a method of making a multi-compartment bag in accordance with the present disclosure.
DETAILED DESCRIPTION OF THE DISCLOSURE
[0011] FIGS. 1-5 illustrate a multi-compartment bag 10 in accordance with the present disclosure. The multi-compartment bag 10 is comprised of a single piece of polymeric film but may also be comprised of polymesh, a combination of polymesh and polymeric film, polyethylene, thermoplastic, burlap or paper. The bag may also have dual or multiple layers of film as well. Initially, the bag is formed by interconnecting the edges of the film sheet to create the lengthwise heat seal strip 20 as shown in FIGS. 3, 4 and 5. This forms a tubular bag to which a heat sealing bar is applied forming a widthwise heat seal strip 17 as shown in FIG. 4.
[0012] Bag 10 includes at least two compartments 11 and 12 as shown in FIG. 5, the second compartment is monolithic with the first compartment. The first compartment 11 is shown as filled with food product and sealed, and the second compartment 12 is ready to be filled. FIG. 1 shows the bag 10 after the two previously open ends of the compartments 11 and 12 have been sealed following joinder of the longitudinal edges of the film sheet to form a lengthwise seal strip 20. The first and second compartments each include interior and exterior walls joined along first and second edges forming interconnection 14. As mentioned previously, the bag 10 is comprised of a single sheet of polymeric film and, in particular, to form the interconnection 14, the polymeric film of the bag 10 is provided with two spaced-apart seal strips 15 and 16, preferably heat sealed. The interconnecting seal strip 20 extends perpendicular to the seal strips 15 and 16 and the heat seal strips traverse the circumference of the bag including the interconnecting seal strip. Further, the confronting edges of the interconnecting seal strip are folded against an external wall surface of the first and second compartments.
[0013] Although a single heat seal strip could suffice, the advantage of having two spaced apart heat seal strips 15 and 16 is that the two compartments 11 and 12 could be separated from one another if desired, such as by a consumer. An integral tear line (not shown) may also be added between the spaced seal strips 15 and 16 to facilitate separation of the bags at some point. The method of sealing is formed by a conventional conduction heat seal but may also include other forms of sealing such as an adhesive seal or in the case of sealing burlap or paper, the compartments may be sealed with stitching or adhesive to form continuous paper and fabric product containers by changing the sealing or seaming methods.
[0014] After compartment 11 has been filled and sealed, compartment 12 is then filled with comestibles such as fruit or vegetables but may include various types of proteins or grains as well and the open end thereof is provided with seal strip 18. As best seen from FIGS. 2 and 3, the seal strips 15-18 cause the longitudinal strip 20 to be sealed and folded tightly against the exterior wall surface of the bag as shown in FIG. 3. In this form, the multi-compartment bag forms continuous containers for different types or weights of food items. Once formed, filled and sealed, the bag 10 includes hot needle micro-perforations to allow for adequate venting while still allowing a consumer to view the printing present on the bag. The perforations may range in diameter from 1/4'' to 1 inch on average. The perforations will extend over at least a portion of the length or width of the bag while retaining the integrity of the compartment as well.
[0015] In order to produce the multi-compartment bag, a modified intermittent motion machine with a standard heat seal mechanism is used. A modified horizontal form, vertical fill (HVFV) machine may also be used. The machine is modified to seal each time film is processed through but only cuts intermittently. A propylene or laminate film can be used in this type of machine that has been pre-perforated and which can be manufactured by extrusion for example. The film has been previously passed through a printing machine which is of known and conventional design.
[0016] To produce the multi-compartment bag 10, at least one sheet of polymeric film, is placed or wrapped around a forming cone on a form-fill-seal machine and more particularly a modified vertical form, fill and seal (VFFS) machine, for example. The film approaches the back of a long hollow conical tube, which is called the forming tube. When the center of the plastic is near the tube, the outer edges of the film form flaps that wrap around the conical forming tube. The film is pulled downward around the outside of the tube and a vertical heat-sealing bar clamps onto the edges of the film, bonding the film by interconnecting edges of the sheet of film that extend in a longitudinal direction of the forming cone.
[0017] More specifically, the edges of the film sheet that extend in the longitudinal direction of the cones are threaded through the machine in a horizontal plane and interconnected, for example by a heat sealing bar, to form the lengthwise heat seal strip 20 as shown in FIGS. 3, 4 and 5. This forms a tubular bag to which a heat sealing bar is applied forming a widthwise heat seal strip 17 as shown in FIG. 4.
[0018] To start the bagging process, a horizontal sealing bar clamps across the bottom edge of the tube, bonding the film together 17, and cutting off any film below. This sealing bar can be at a fixed height, which is called an intermittent sealing process. Faster systems include a sealing bar that moves down with the bag while sealing. This is called a continuous process. The sealed tube end is then lowered onto a precision weighing table and the product to be bagged is dispensed through the long conical tube in the center of the bag. When the gross weight of the product-filled bag is reached filling stops and the horizontal sealing bar seals the top of the bag, simultaneously forming the bottom of the next bag above. This bag is then cut off from the tube and is now a sealed package, ready to advance onward into the product boxing and shipping processes.
[0019] The seal strip 17 is one portion of a dual heat seal strip (not shown) that is cut after sealing, leaving only the heat seal strip 17. The compartment 11 is ready to be filled and prior to effecting the seal, the compartment is filled with a pre-determined weight of product, to be discussed in more detail below, and the bag sequences through the machine and the two heat seal strips 15 and 16 are then provided at the interconnection location 14. The compartment 12 is then ready to be filled with product and heat sealed at 18. The heat seals 15, 16, 17 and 18 are generally parallel to one another. A quick lock may also be used to close or seal the compartment 12. Once again, the heat seal 18 is one portion of a dual heat seal strip (not shown) that is cut after sealing, leaving only the heat seal strip 18. The heat seals 15, 16 and 17, 18 are double heat seals that allow for cutting of the bag at designated spaced locations for forming, in this case, a dual compartment bag. Multi-compartment bags may be formed in this manner based upon sequence cutting of the dual heat seals.
[0020] Production and filling of a bag 10 is accomplished via a batch sequence system. After the required compartment sizes have been determined, for example based upon the size and volume of the produce that is to be contained in the bag compartments, an appropriate bag is produced. Produce from two separate weighing machines is then respectively fed to the associated compartment 11 or 12 in sequence. Use of a single weighing machine may also be used to weigh the product for pre-determined filling of the compartment. After the compartment 11 has been filled and sealed, the compartment 12 is filled and sealed forming multi-compartment bags containing a variety of produce, if desired.
[0021] As mentioned previously, the film used to produce the bag 10, for example, can be made of polypropylene, a laminated film, mesh, burlap or paper. The preferred form of film is a heat-sealable film. Although the film of the bag 10 could be provided with macro-perforations, for example in the form of 3/8 inch holes, it is anticipated that the film will more typically be provided with hot needle micro-perforations to allow for adequate venting while still allowing a consumer to view the printing present on the bag. The perforations may range in diameter from 1/4'' to 1 inch on average. The perforations will extend over at least a portion of the length or width of the bag while retaining the integrity of the compartment as well. Film with a gas-exchange rate may also be used. Further, the film may also be perforated prior to the lengthwise heat sealing with a punch having different ranges.
[0022] The compartments 11 and 12, as indicated above, can be of different sizes to accommodate different weights and volumes of produce. By way of example only, a larger one of the compartments can accommodate larger size potatoes, such as russet potatoes. The smaller compartment can then accommodate smaller potatoes, such as red potatoes. It should also be noted that although the illustrated embodiment was directed to a dual-compartment bag, additional compartments can also be provided, either on the sides and/or on the ends of the bag. The ends may be permanently sealed together or closable and clipped together with a resealable device.
[0023] In addition to the above, further aspects and embodiments will become apparent by reference to the drawings and by study of the preceding descriptions. Exemplary embodiments are illustrated in reference to Figures of the drawings. It is intended that the embodiments and Figures disclosed herein are to be considered illustrative rather than limiting.
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20160321019 | SYSTEMS AND METHODS FOR DYNAMIC MOBILE PRINTING BASED ON SCHEDULED EVENTS |
| 20160321018 | DOCUMENT MANAGEMENT SYSTEM, DOCUMENT MANAGEMENT METHOD, AN IMAGE FORMING APPARATUS, AN ANALYSIS SERVER AND STORAGE MEDIUM |
| 20160321017 | STREAM PRINTING METHOD FOR HANDLING LARGE PRINT JOBS TO ACHIEVE REDUCED FIRST-PAGE-OUT TIME |
| 20160321016 | IMAGE FORMING APPARATUS, IMAGE FORMING METHOD AND IMAGE FORMING SYSTEM WITH DECOLORABLE PRINTING AND NON-DECOLORABLE PRINTING |
| 20160321015 | CONTROLLER, DATA STORAGE DEVICE, AND COMPUTER PROGRAM PRODUCT |
Images included with this patent application:
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2014-08-21 | Sanitary system and method |
| 2014-09-04 | Soft-sided insulated container with inflatable wall structure |
| 2014-07-17 | Compartment bulk bag |
| 2011-03-03 | Multi-opening pill pouch |
| 2014-08-07 | Ultrasonically welded lateral seals |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-04-28 | Utility bag |
| 2015-04-09 | Compensated capillary indicator |
| 2015-04-02 | Bag with flip pocket |
| 2014-10-09 | Clasp |
| 2014-08-07 | Multi-chamber bag |
| Top Inventors for class "Flexible bags" | |
| Rank | Inventor's name |
|---|---|
| 1 | Shaun T. Broering |
| 2 | Robert R. Turvey |
| 3 | Brian C. Dais |
| 4 | Bryan L. Ackerman |
| 5 | Robert W. Fraser |