Patent application title: POLYPROPYLENE FILM COMPRISING AN OPENING AID
Inventors:
Angela Speith-Herfurth (Auderath, DE)
Patrick Stuppi (Homburg, DE)
Leo Wintrich (Oberwurzbach, DE)
Joerg Steinbrecher (Neunkirchen, DE)
Markus Henne (Neunkirchen, DE)
Assignees:
Treofan Germany GmbH & Co. KG
IPC8 Class: AB65D8510FI
USPC Class:
206242
Class name: Special receptacle or package for tobacco, pipe or cigarette holder
Publication date: 2012-06-21
Patent application number: 20120152773
Abstract:
A biaxially oriented polypropylene film with perforated lines is
described. The film has at least two perforated lines which run parallel
to one another and are located at a maximum interval of 10 mm. The
perforations of the two lines are offset relative to one another.Claims:
1-11. (canceled)
12. A biaxially oriented polypropylene film roll, wherein the film exhibits at least two perforated lines, which run parallel to one another and are located at a maximum interval of 10 mm and wherein the perforations of the two lines are offset relative to one another.
13. The polypropylene film roll according to claim 12, wherein there are intervals of undamaged film between the perforations and the perforations are longer than or just as long as the intervals between the perforations.
14. The polypropylene film roll according to claim 12, wherein the perforations are made by means of a needle and are circular or elliptical or propeller-shaped.
15. The polypropylene film according to claim 12, wherein the perforations are made by means of a knife and are rhomboid or rectangular.
16. The polypropylene film roll according to claim 12, wherein the perforations are thin points which exhibit 10 to 80% of the remaining film thickness.
17. The polypropylene film roll according to claim 12, wherein the perforations are 0.1-8 mm long.
18. The polypropylene film roll according to claim 12, wherein the length of the intervals between these perforations is 10 to 95% of the length of the perforations.
19. The polypropylene film roll according to claim 12, wherein the centre of the sections of the first perforated line is aligned with the centre of the opposite perforations in the second perforated line in each case.
20. A process for packaging cylindrical or prismatic individual goods which comprises utilizing the perforated film roll according to claim 12.
21. A cigarette pack which comprises utilizing the perforated film roll according to claim 12.
22. The cigarette pack produced by the process according to claim 20.
Description:
[0001] The present invention relates to a biaxially oriented polypropylene
film with perforations and packaging made from biaxially oriented
polypropylene film with perforations as an opening aid.
[0002] The success of biaxially oriented plastic films, particularly films made from thermostatic polymers and especially biaxially oriented polypropylene films, is essentially based on their outstanding mechanical strength properties in conjunction with a comparatively low weight, good barrier properties and good weldability. The polyolefin film protects the package contents from quickly drying out or from loss of flavour with very little material input.
[0003] The consumer's need for hygienic, visually appealing, tightly sealed, resistant packaging is incompatible with the desire for easy, controllable opening. The latter is a subject of complaint among consumers of polyolefin film packaging and regarded as a disadvantage as compared with paper packaging.
[0004] Uniaxially oriented films exhibit low tear resistance in the orientation direction and can easily be torn into and the tear propagated. However, uniaxially oriented films cannot be used in many areas due, among other things, to their lack of mechanical properties in the transverse direction. The biaxial orientation produces, on the one hand, the desirable high strengths (moduli) in both dimensions; on the other hand, however, the preferred directions are also thereby equalised. The consequence of this is that in order to open film packaging (e.g. biscuit packaging), a high force must first be overcome, in order to tear the film. However, if the film is damaged or torn, a tear is uncontrollably propagated even when using very low pulling force. These defective usage properties involving excessively high initial tear resistance combined with very low tear propagation resistance reduce the acceptance of film packaging on the end-user market, despite the advantages mentioned above.
[0005] It was proposed in the state of the art that the film should be provided with a predetermined breaking point. During opening, the film is torn into at this predetermined breaking point. However, the tear often propagates uncontrollably, since although these solutions make the film easier to tear into, they do not actually help with controlled tear propagation.
[0006] A further known solution is the mechanical inclusion of a predetermined breaking point in the form of perforations or notches along an imaginary opening line. However, even these kinds of perforations frequently do not guarantee controlled tearing. During opening, the tear only follows the perforated line to begin with and is then propagated in a randomly deviating manner through the material.
[0007] This uncontrolled tear propagation behaviour is problematic particularly in the case of biaxially oriented polypropylene films, since the tear propagation resistance of this material is particularly low. This problem particularly affects packaging containing individual items, which are not packed loosely, but in an ordered fashion, such as packs of cigarettes, Weetabix, crispbreads, biscuit rolls and the like. These types of packaging focus particularly on the fact that the consumer only removes single items to begin with and would like to keep the remainder in the packaging, so that further units can removed at a later time. Uncontrolled tear propagation in the film packaging is particularly annoying for the consumer in this application.
[0008] WO 98/2312 describes packaging which is precut by a laser beam. This packaging exhibits a multi-layer structure. In particular, a metallic intermediate layer is provided, which is intended to prevent the laser beam from cutting through the film. This packaging is time-consuming and costly, due to the lamination with a metal layer. Nothing is disclosed in the description about the precise design of the packaging.
[0009] In addition, the perforated film must exhibit adequate mechanical stability, so that it can be used for the packaging of individual items. Methods are described in the state of the art whereby perforation is integrated as a processing stage in the packing process. This solution prevents any mechanical loads on the perforated film, e.g. during rolling and unrolling. However, it is not possible to integrate perforation in all packing processes. On the one hand, the spatial conditions where there is an existing plant are often such that there is simply no space to attach a device of this kind. Furthermore, packing processes in the cigarette industry run at very high speeds, which are possibly too quick for perforation. Therefore, it is not always possible to incorporate a film-perforating device into a plant used to wrap groups of cigarette packs. However, adequate mechanical stability of the film is in conflict with the simultaneous desire for easy-to-open packaging.
[0010] The problem addressed by the present invention involved providing improved packaging for organised individual items.
[0011] The problem underlying the invention is solved by packaging made from a biaxially oriented polypropylene film containing individual items, in which the film exhibits at least two perforated lines, which run parallel to one another and are located at a maximum interval of 10 mm and wherein the perforations of the two lines are offset relative to one another.
[0012] The problem is further solved by a method of wrapping individual items, in which a perforated film is wound from a roll and used to package the individual items.
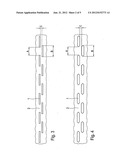
[0013] FIG. 1 shows an embodiment of the film (2) with circular perforations (1) with a length (diameter) B. The length of the intervals between the perforations corresponds to length A. The two perforated lines running in parallel are disposed at an interval C relative to one another. In the embodiment according to FIG. 1, the intervals A are just as long as the length of the perforations B. The perforated lines are offset relative to one another, so that the centre of the perforation in each case is aligned with the centre of the opposite interval.
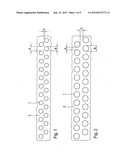
[0014] FIG. 2 shows a film with circular perforations of length B, which is greater than the length of the intervals A.
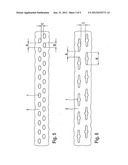
[0015] FIG. 3 shows perforations with a rectangular geometry, in which here, too, B>A.
[0016] FIG. 4 shows a film with rhomboid perforations, such as those produced by rotating knives, for example.
[0017] FIG. 5 shows a film with elliptical perforations. Here, too, B>A.
[0018] FIG. 6 shows a possible needle perforation geometry in which propeller-like perforations are produced.
[0019] FIG. 7 shows a film web exhibiting several double perforated lines in a longitudinal direction.
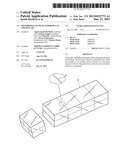
[0020] FIG. 8 shows individual item packaging (3), which is opened by breaking off along the double perforated line (4).
[0021] The common feature of all these embodiments according to FIGS. 1 to 8 is that the intervals A between the perforations are just as great as or smaller than the length B of the perforation itself.
[0022] The two perforated lines running parallel and offset to one another create a predetermined breaking point in the film, in which a tear is propagated in a very controlled manner following the initial tear. After the opening tear, the tear runs along one of the perforated lines or between the two parallel perforated lines in a controlled manner. The film packaging is only opened to the desired extent.
[0023] The packaging according to the invention is particularly suitable for arranged or stacked individual items, e.g. cigarette packs, and also for soft goods, such as butter, sausage and the like. It will be possible for the consumer to tear the film lengthwise along a predetermined breaking point in such a way that individual items can be removed without additional units falling out unchecked in the case of individual items. The individual segments between the parallel perforated lines are adapted according to the size of the unit to be removed. This makes it possible to control whether one or more units can easily be removed with one opening.
[0024] The perforated lines may be applied to the film web in a suitable pattern. The lines will preferably run straight. However, it is also possible for the line to be applied using any geometric form, so that the predetermined breaking point later corresponds to the shape and dimensions of the packaged individual items.
[0025] The perforated lines may be produced by mechanical perforation using needles or knives, for example, or by a laser beam or in some other way, so that a continuous hole is produced in the film. However, perforations within the meaning of the present invention also refer to thin points at which there is no continuous hole produced in the film, but the film is simply made thinner at the corresponding points by removing material, using a laser beam that only penetrates to a predetermined depth, for example. In these embodiments, 10 to 80% of the original film thickness, preferably 20 to 60% of the original film thickness, is retained close to the thin point. The packaging thereby remains sealed, so that it continues to meet all hygiene requirements and its barrier properties are not detrimentally affected.
[0026] There also follow along the perforated line holes, incisions or thin points (perforation B) alternating with undamaged film sections, of which the length A is indicated by the perforation interval. Intervals within the meaning of the present invention are therefore the areas of undamaged film extending from the end of one perforation to the start of the next perforation in the same perforated line.
[0027] The geometric shape of the perforation may vary and depends on the method of perforation. Needles or rotating knives may be used for perforation. For perforated lines made up of non-continuous thin points, lasers or ultrasound are preferred. Needle perforations produce circular or elliptical or propeller-shaped forms, which are produced by the needle and film being in conduct during perforation and moving relatively to one another. Knife perforations produce more rectangular or rhomboid incisions or thin points. Laser and ultrasound methods produce different geometric forms. Except for the case of circular perforations, all perforations have a greater dimension in one of the two basic directions (longitudinal direction), which is aligned along the perforated line.
[0028] The perforations usually have a length B of 0.1-8 mm, preferably 0.3 to 6 mm, particularly 0.5 to 3 mm, in the aforementioned longitudinal direction. The size of the perforation perpendicular to this longitudinal direction is correspondingly smaller and usually amounts to 5 to 80%, preferably 10 to 50%, of its dimension in the longitudinal direction. This does not apply to circular perforations. Circular and roughly circular perforations have a diameter of 0.1-6 mm, preferably 0.3 to 5 mm, wherein in this case the diameter corresponds to the length of the perforation B.
[0029] For a particularly low tear force, perforations with a length >1 to 6 mm are particularly preferred, particularly also lengths of 1.5 to 6 mm or 2 to 4 mm, are suitable. Surprisingly, even these comparatively large or long perforations do not adversely affect the film's mechanical strengths. These embodiments can also be rolled up into a film roll superbly well and unrolled again on the packing machine without any difficulty.
[0030] The length A of the sections, i.e. of the undamaged film between the perforations, is 0.05 to <8 mm, preferably 1 to 6 mm. For embodiments with long perforations of 1.5 to 6 mm, for example, intervals >4 to 10 mm are preferred. The dimensions of the intervals A are chosen in relation to the length B, such that this length B of the perforations is at least as great or is greater than the intervals A. The length or the diameter of a perforation is generally at least 10% greater than the length of the intervals. The length A of the intervals is generally 10 to 90% of the length B of the perforations, preferably 20 to 85%.
[0031] The dimensions indicated for the perforations and intervals also apply in the same way to perforations in the form of non-continuous thin points, which for their part may likewise be circular, elliptical or elongated in form.
[0032] The dimensions of intervals between perforations along a line are generally constant or vary only slightly in the context of the usual production accuracy. In the same way, the size of the individual perforations along a line does not vary or varies only slightly (up to 10%), i.e. the diameter of the holes or the length of a perforation is constant, for example. Likewise, the perforations and intervals between the two parallel perforated lines have a predetermined breaking point with roughly the same dimensions.
[0033] Essential to the invention is that a predetermined breaking point provided is formed from two perforated lines running in parallel, which are disposed at a distance C of maximum 10 mm. The distance C of these two lines is preferably 0.5 to 8 mm, particularly 0.8 to 5 mm.
[0034] The second feature of the predetermined breaking point essential to the invention is the configuration of the perforations in the two perforated lines running parallel to one another. It was found that an offset arrangement of perforations in the two lines led to a surprising improvement in the control over tear propagation. In this offset arrangement, a perforation in the second line does not start at the same level as the opposite perforation in the first line. In this way, the perforation in the second line at least partially covers the opposite interval in the first perforated line. In preferred embodiments, particularly those in which the perforations are greater than the intervals, the sections of the one perforated line are completely covered by the perforations of the opposite lines.
[0035] In a preferred embodiment, the centre of the sections of the first perforated line is aligned with the centre of the opposite perforations in the second perforated line in each case, so that a symmetrical pattern of perforations is created.
[0036] Surprisingly, the arrangement of two parallel perforated lines offset relative to one another improves control of the tearing process significantly. The invention also enables the packaging to be broken into at the predetermined breaking point above the edges of the individual items, if the individual item exhibits corresponding mechanical stability and the individual items are arranged in the packaging in such a manner that their edges run level with the double line.
[0037] The perforated lines are generally applied in the machine direction of the film. The perforation may be simultaneously combined with the cutting of the film into narrower film widths and thereby be carried out in one working cycle. Alternatively, perforation may also take place before or after the film is cut to the finished width. In all these process variants, the film to be perforated may for example be fed over rollers with suitable perforation tools, for example these rollers may be equipped with needles or knife blades. In the case of laser or ultrasound perforations, corresponding tools are positioned above or below the film web. With these methods, the film being perforated is wound off a roll, the perforations according to the invention are applied and the perforated film is then rolled up again and the roll used on the plant for packaging individual items, i.e. unrolled and used to wrap up goods. Surprisingly, the perforations do not affect the film's rolling behaviour or only negligibly, so that the perforated film can be rolled up and unrolled using the customary devices. It also emerged, surprisingly, that the perforation according to the invention does not affect the film's mechanical stability, to the extent that tears, cuts, thick points or stretching occurs when the film is rolled up and unrolled.
[0038] The roll of perforated film is used to produce the packaging according to the invention. The packaging according to the invention is particularly suitable for arranged or stacked individual items and also for soft goods, such as butter, sausage and the like. It will be possible for the consumer to tear the film lengthways along a predetermined breaking point, so that individual items can be removed, without others falling out uncontrollably in the case of individual items. The individual segments are adapted according to the size of the unit being removed. This makes it possible to control whether one or several units can be conveniently removed after opening.
[0039] A biaxially oriented polypropylene film is generally used as the film. Depending on the type of packaging, the film may be a translucent to transparent or opaque film. "Opaque film" within the meaning of the present invention means a non-transparent film with a light permeability (ASTM-D 1003-77) of maximum 70%, preferably maximum 50%. The film may be single- or multi-layered in principle. Laminates are also suitable for the packaging according to the invention; these are preferably formed from the films described herein.
[0040] For transparent embodiments, the formulation of the film and the type of laser may be coordinated with one another, so that the laser beam leaves behind a white or coloured line close to the thinning. This means that the packaging later exhibits a discernible marking, showing the consumer where the tear used to open the packaging should run, to make for ease of handling.
[0041] Possible thermoplastic synthetics for the film include polyolefins made from olefin monomers with 2 to 8 C-atoms. Particularly suitable are propylene polymers, ethylene polymers, butylene polymers, cyclo-olefin polymers or mixed polymers of propylene, ethylene, butylene units or cyclo-olefins are preferred. The layers of the film or the layer in the case of single-layer embodiments generally contain at least 50% by weight, preferably 70 to 99% by weight, particularly 90 to 98% by weight, of the thermoplastic polymer, relative to the weight of the layer in each case.
[0042] Propylene polymers are preferred as polyolefins. These propylene polymers contain 90 to 100% by weight, preferably 95 to 100% by weight, particularly 98 to 100% by weight, propylene and have a melting point of 120° C. or higher, preferably 130 to 170° C., and generally a melt flow index of 0.5 g/10 min to 15 g/10 min, preferably 2 g/10 min to 10 g/10 min, at 230° C. and a force of 21.6 N (DIN 53 735). Isotactic propylene homopolymers with an atactic proportion of 15% by weight and under, copolymers of ethylene and propylene with an ethylene content of 10% or less, copolymers of propylene with C4-C8 olefins with an olefin content of 10% by weight or less, terpolymers of propylene, ethylene and butylene with an ethylene content of 10% by weight or less and with a butylene content of 15% by weight or less represent preferred propylene polymers for the core layer, wherein the isotactic propylene homopolymer is particularly preferred. The weight percentages indicated relate to the respective polymer.
[0043] Furthermore, a mixture of the aforementioned propylene homopolymers and/or copolymers and/or terpolymers and other polyolefins, particularly of monomers with 2 to 6 C-atoms, is suitable, in which the mixture contains at least 50% by weight, particularly at least 75% by weight, propylene polymer. Other suitable polyolefins in the polymer mixture are polyethylenes, particularly HDPE, LDPE, VLDPE and LLDPE, in which the proportion of polyolefins does not exceed 15% by weight in each case relative to the polymer mixture.
[0044] If necessary a layer, preferably the base layer or an intermediate layer, of the film may also contain pigments and/or vacuole-initiating particles in the customary amounts in each case for opaque embodiments.
[0045] The film according to the invention may be single-layered, the film is preferably multi-layered. To achieve this, a one-sided or two-sided intermediate layer and/or top layers may be applied to the base layer. Accordingly, multi-layered embodiments of the film exhibit intermediate layers and top layers where necessary, in addition to the base layer.
[0046] These additional top layers and/or intermediate layers are generally made from polyolefins. They contain at least 70% by weight, preferably 75 to 100% by weight, particularly 90 to 98% by weight, of a polyolefin. The same polymers are suitable in principle for these additional layers as are described above for the base layer.
[0047] Suitable for the top layers are
[0048] copolymers of
[0049] ethylene and propylene or
[0050] ethylene and butylene or
[0051] propylene and butylene or
[0052] ethylene and another olefin with 5 to 10 carbon atoms or
[0053] propylene and another olefin with 5 to 10 carbon atoms or
[0054] a terpolymer of
[0055] ethylene and propylene and butylene or
[0056] ethylene and propylene and another olefin with 5 to 10 carbon atoms or
[0057] a mixture or blend of two or more of the aforementioned homo-, co- and terpolymers.
[0058] Particularly preferred among these are
[0059] statistical ethylene propylene copolymers with
[0060] an ethylene content of 2 to 10% by weight, preferably 5 to 8% by weight, or
[0061] statistical propylene-butylene-1-copolymers with
[0062] a butylene content of 4 to 25% by weight, preferably 10 to 20% by weight,
[0063] relative to the total weight of the copolymer in each case, or
[0064] statistical ethylene-propylene-butylene-1 terpolymers with
[0065] an ethylene content of 1 to 10% by weight, preferably 2 to 6% by weight, and
[0066] a butylene-1 content of 3 to 20% by weight, preferably 8 to 10% by weight,
[0067] relative to the total weight of the terpolymer in each case, or
[0068] a blend of an ethylene-propylene-butylene-1terpolymer and a
[0069] propylene-butylene-1 copolymer
[0070] with an ethylene content of 0.1 to 7% by weight
[0071] and a propylene content of 50 to 90% by weight
[0072] and a butylene-1 content of 10 to 40% by weight,
[0073] each relative to the total weight of the polymer blend.
[0074] The co- or terpolymers described above generally have a melt flow index of 1.5 to 30 g/10 min, preferably of 3 to 15 g/10 min. The melting point lies within the range 120 to 140° C. The blend of co- and terpolymers described above has a melt flow index of 5 to 9 g/10 min and a melting point of 120 to 150° C. All the melt flow indices indicated above are measured at 230° C. and a force of 21.6 N (DIN 53 735). Layers of co- and/or terpolymers preferably form the top layers of sealable embodiments of the film.
[0075] The total film thickness may vary within broad limits and depends on the intended application. Preferred embodiments of the film have total thicknesses of 5 to 250 μm, wherein 10 to 100 μm, preferably 20 to 80 μm, are preferred.
[0076] The base layer within the meaning of the present invention is the layer that accounts for more than 50% of the total film thickness. Its thickness results from the difference between the total thickness and the thickness of the top and intermediate layer(s) applied and may therefore vary within broad limits in a similar way to the total thickness. Top layers form the outermost layer of the film and measure between 0.5 and 5 μm, preferably 1 to 3 μm. The intermediate layer lies between 1 and 20 μm, preferably 1 to 10 μm.
[0077] In order to improve certain properties of the polypropylene film according to the invention still further, both the base layer and also the intermediate layer(s) and the top layer(s) may contain additives in an effective amount in each case, preferably hydrocarbon resin and/or antistatic agents and/or an anti-blocking agents and/or anti-friction agents and/or stabilising agents and/or neutralising agents, which are compatible with the polymers of the core layer and the top layer(s), with the exception of the usually incompatible anti-blocking agents.
[0078] The films are produced according to the extrusion method known in the art. In the context of this method, the melts corresponding to the individual layers of film are extruded by a flat film extrusion die. The film obtained in this way is drawn off for solidification on one or more roller(s) and cooled. The temperature of the drawing-off roller or rollers is 10 to 90° C., preferably 20 to 60° C.
[0079] The film is then stretched biaxially. The biaxial stretching may be carried out simultaneously or consecutively, wherein consecutive biaxial stretching, in which the film is stretched longitudinally (in the machine direction) to begin with and then transversely (perpendicular to the machine direction), is particularly favourable. In a longitudinal direction, the stretching of the film is preferably 3:1 to 7:1 and takes place at a temperature of under 140° C., preferably within the 125 to 135° C. range. In a transverse direction, stretching is preferably 5:1 to 12:1 and is carried out at a temperature of over 140° C., preferably 145 to 160° C. Longitudinal stretching is advantageously carried out with the help of two high-speed rollers running at different speeds, depending on the stretch ratio being sought, and transverse stretching is carried out using a corresponding biaxial tenter. It is possible in principle for film to be stretched simultaneously in a longitudinal-transverse direction. These simultaneous stretching processes are known in the art.
[0080] For thermofixing (heat treatment), the film is then kept at a temperature between 110 and 150° C. for roughly 0.5 to 10 sec. If necessary, one or both surface(s) of the film can be corona- or flame-treated following biaxial stretching using one of the known methods.
[0081] If necessary, the film may be laminated, coated, melt-coated, varnished or clad following production but prior to perforation using further processing stages, in order to lend the film further advantageous properties. Composites of polypropylene films and polyethylene films are particularly preferred as laminates. Composites of this nature may be produced by laminating individual films. A further technically advantageous variant for the production of PP/PE laminates is the extrusion-coating of a suitable polyethylene on a biaxially-oriented polypropylene film. Extrusion coatings of this kind are known in the state of the art. It has been found that laminates made from PP/PE films are advantageous when treated by laser beam and are less easy to perforate accidentally.
[0082] The packaging according to the invention is characterised by controllable tear properties. If necessary, the force required to initiate a tear at the edge of the film may be reduced by means of a notch, preferably V-shaped. The packaging tear can be propagated significantly more easily and with greater control. Moreover, the packaging still exhibits all the advantages also displayed by customary film packaging, such as high mechanical strength, water and oxygen barriers, good optical properties.
[0083] The packaging according to the invention is particularly advantageous for use with individual items, particularly stacked units, such as biscuits, cigarette packs or compressed food products.
[0084] The film with the perforations according to the invention facilitates a new kind of packaging solution for cigarettes packs. The cigarette packs are stacked and wrapped in the film with the perforations according to the invention. These cigarettes packs can then be opened at the predetermined breaking point by breaking along the perforated line.
[0085] The invention is described in greater detail by the following examples:
EXAMPLE 1
[0086] A transparent, three-layer ABA film with a symmetrical structure and a total thickness of 20 μm was produced by coextrusion followed by gradual orientation in a longitudinal and transverse direction. The top layers had a thickness of 0.6 μm in each case.
[0087] B-Base Layer:
TABLE-US-00001 approx. 90% by weight propylene homopolymer with a melting point of 162° C. and a melt flow index of 3.4 g/10 min 0.15% by weight N,N-bis-ethoxyalkylamine (antistatic agent) 0.30% by weight erucic acid amide
[0088] A-Top Layers:
TABLE-US-00002 approx. 75% by weight statistical ethylene propylene copolymer with a C2 content of 4.5% by weight approx. 25% by weight statistical ethylene propylene butylene terpolymer with an ethylene content of 3% by weight and a butylene content of 7% by weight (residual propylene) 0.33% by weight SiO2 as anti-blocking agent with a mean particle size of 2 μm 0.90% by weight polydimethyl siloxane with a viscosity of 30,000 mm2/sec
[0089] The production conditions in the individual process stages were:
TABLE-US-00003 Extrusion: Temperatures base layer: 260° C. top layers: 240° C. Temperature of the 20° C. drawing-off roller: Longitudinal Temperature: 110° C. stretching: Longitudinal stretch ratio: 5.5 Transverse Temperature: 160° C. stretching: Transverse stretch ratio: 9 Fixing: Temperature: 140° C. Convergence: 20%
[0090] The film was then coated on one surface with a sealable acrylate coating.
[0091] The film was then cut to a width of 350 mm into narrow sections and wound up. These narrow sections (rolls) were fed over a roller bearing needles in a second working stage, the film thereby being provided with perforated lines in a longitudinal direction, which were disposed in parallel at a 6 mm interval. The perforations had a propeller-like form with a length B of 4 mm. The intervals between the individual perforations measured 2 mm. The film perforated in this way was wound into a roll of perforated film.
[0092] The film perforated in this way was then used to wrap a stack of 12 packs of cigarettes. The packs were arranged so that the edges of the packs coincided with the perforated line. The packs could be removed by breaking off along the perforated line, without any uncontrolled propagation of the tear in the film.
Comparative Example
[0093] A single row of perforations was made in the film described in Example 1 using a needle roller of the same kind. The perforations were of the same length and had the same intervals as Example 1. The film was used in the same way for the wrapping the stack of 12 cigarette packs. The packaging could not be opened by breaking off. When attempts were made to tear the film along the perforated line, the tear propagated uncontrollably alongside the perforated line in 3 out of 10 attempts.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2011-04-14 | Snus foil pack in side opening hard pack |
| 2012-11-29 | Staple refill, stapler, and cartridge |
| 2013-06-27 | Containers for compositions comprising meloxicam |
| 2013-07-04 | Support for portable computing device |
| 2011-06-23 | Container wtih side opening |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-03-31 | Tray for containing products with reduced longitudinal dimensions for the tobacco industry |
| 2015-11-12 | Container with guide element for adhesive |
| 2015-03-19 | Packaging sleeve |
| 2015-02-12 | Packaging for smoking products having a marking thereon |
| 2014-11-06 | Electronic cigarette pack with living hinge |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2012-07-26 | Polypropylene film comprising an opening aid |
| Top Inventors for class "Special receptacle or package" | |
| Rank | Inventor's name |
|---|---|
| 1 | Donald E. Weder |
| 2 | Brett R. Glass |
| 3 | Daniel Lee Bizzell |
| 4 | Andrea Biondi |
| 5 | Nicole E. Glass |