Patent application title: GASIFICATION OF SULPHITE THICK LIQUOR
Inventors:
Ingvar Landalv (Kungsangen, SE)
Erik Furusjo (Stockholm, SE)
Ragnar Stare (Saltsjo-Boo, SE)
Assignees:
CHEMREC AKTIEBOLAG
IPC8 Class: AD21C1100FI
USPC Class:
162 29
Class name: Paper making and fiber liberation processes of chemical liberation, recovery or purification of natural cellulose or fibrous material with regeneration, reclamation, reuse, recycling or destruction of digestion fluid
Publication date: 2012-03-29
Patent application number: 20120073772
Abstract:
Method for recovering chemicals and energy from sulphite thick liquor
containing organic and inorganic compounds obtained when producing pulp
by chemical delignification of fibrous raw material using a sulphite
pulping process, the method including processing of the organic and
inorganic compounds at a global temperature above 800° C. whereby
producing partly at least one phase of a liquid material and partly at
least one phase of a gaseous material. The processing is carried out by
gasification of the sulphite thick liquor in a gasification reactor at
sub-stoichiometric conditions and in the presence of an oxidizing medium.
The reactor has an opening in its bottom in the form of a chute which
opens directly into a quench compartment.Claims:
1. Method for recovering chemicals and energy from sulphite thick liquor,
said sulphite thick liquor being obtained when producing pulp by chemical
delignification of fibrous raw material using a sulphite pulping process,
said sulphite thick liquor comprising organic and inorganic compounds;
the method comprising: processing said organic and inorganic compounds at
a global temperature above 800.degree. C. ad producing partly at least
one phase of a liquid material and partly at least one phase of a gaseous
material; said processing is carried out by gasification of said sulphite
thick liquor in a gasification reactor at sub-stoichiometric conditions
and in the presence of an oxidizing medium, wherein said reactor having
an opening in its bottom in the form of a chute, which opens directly
into a quench compartment, said chute has a horizontal cross sectional
diameter which is less than 40% of the largest cross sectional diameter
in a horizontal plane of said reactor.
2. Method according to claim 1, wherein said chute has a horizontal cross sectional diameter which is preferably being 5-35% of the largest cross sectional diameter in a horizontal plane of said reactor.
3. Method according to claim 1, wherein said global temperature is at least 900.degree. C., preferably at least 950.degree. C. and below 1300.degree. C.
4. Method according to claim 1, wherein said gasification is an entrained flow gasification.
5. Method according to claim 1, wherein the absolute pressure of the gasification process is about 1.5 to about 150 bar, preferably about 10 to about 80 bar, and most preferably from about 24 to about 40 bar in the reaction zone.
6. Method according to claim 1, further comprising introducing said oxidizing medium to an inlet of the reactor in vicinity of an inlet of the reactor for introduction of sulphite thick liquor so that the oxidizing medium can be used for atomization of the sulphite thick liquor.
7. Method according to claim 1, wherein said oxidizing medium is oxygen gas or an oxygen containing gas.
8. Method according to claim 1, wherein said sulphite thick liquor forming droplets when meeting said oxidizing medium, said droplets having an average droplet size below 300 μm.
9. Method according to claim 7, further comprising using steam as an atomization support medium by introduction of steam to the reactor through a separate inlet or by mixing said steam with said oxidizing medium before said oxidizing medium is introduced into the reactor through an inlet.
10. Method according to claim 1, wherein said liquid material is in the form a salt melt, which is dissolved in a liquor thereby forming green liquor, said green liquor being drawn off from said reactor and being further processed in order to convert sodium sulphide comprised in the green liquor to sulphur dioxide and/or sulphite.
11. Method according to claim 10, wherein said sodium sulphide is converted first to hydrogen sulphide by contacting said sodium sulphide in countercurrent with carbon dioxide and sulphur dioxide, preferably in an absorption/desorption tower, and then further to sulphur dioxide and/or sulphite.
12. Method according to claims 1, further comprising obtaining a green liquor having an amount of unburnt charcoal in said green liquor lower than 5%, preferably lower than 1% and more preferred lower than 0.2%, of the carbon in the sulfite thick liquor.
13. Method according to claim 10, further comprising obtaining a green liquor where sulphur found in said green liquor is to an extent of at least 90%, preferably at least 95% and more preferred at least 98%, in reduced form as sulphide.
14. Method according to claim 1, wherein said resulting gaseous material is a raw synthesis gas comprising hydrogen sulphide, carbon monoxide, hydrogen and carbon dioxide.
15. Method according to claim 14, wherein said hydrogen sulphide and said carbon dioxide in said raw synthesis gas are being removed from said raw synthesis gas in an acid gas removal plant thereby forming a hydrogen sulfide rich stream and a stream comprising mainly carbon dioxide from said acid gas removal plant.
16. Method according to claim 15, wherein said resulting hydrogen sulfide rich stream comprises at least 25% hydrogen sulfide, preferably at least 35% hydrogen sulfide of its total stream content.
17. Method according to claim 15, further comprising conveying the stream comprising mainly carbon dioxide from the acid gas removal plant to the recovery process.
18. Method according to claim 15, wherein said hydrogen sulfide rich stream from said acid gas removal plant is being combusted directly with air or oxygen to give a combusted gas comprising sulphur dioxide, said sulphur dioxide being absorbed from said combusted gas in a gas scrubber.
19. Method according to claim 1, wherein said sulphite thick liquor is a sodium based sulphite liquor or a potassium based sulphite thick liquor.
Description:
[0001] This application is a Continuation-In-Part of international
application No. PCT/SE2011/050350, filed 29 Mar. 2011. This application
also claims foreign priority to Swedish patent application No. SE
1050299-5, filed 30 Mar. 2010. The complete contents of these
applications is incorporated herein by reference.
FIELD OF THE INVENTION
[0002] The present invention relates to a method for recovering chemicals and energy from sulphite thick liquor, said sulphite thick liquor being obtained when producing paper pulp by chemical delignification of fibrous raw material using a sulphite pulping process, said sulphite thick liquor comprising organic and inorganic compounds; the method comprising processing of said organic and inorganic compounds at a temperature above 800° C. thereby producing partly at least one phase of a liquid material and partly at least one phase of a gaseous material.
BACKGROUND INFORMATION
[0003] The sulphite pulping process is a chemical pulping process of wood chips when producing pulp. Sulphite pulping currently accounts for less than 10% of the world's pulp production, although it has historically been a dominating process for pulping before important developments in the Kraft (also termed sulphate) pulping process made this process more popular. Different sulphite pulping processes exist, e.g. acidic, neutral and alkaline sulphite processes.
[0004] In sulphite pulping processes using mixtures of sulphur dioxide, sulphurous acid and/or its alkali salts, the lignins in the wood chips are made water-soluble through the formation of sulphonate functionalities and cleavage of bonds in the lignin structures. Typical counter-ions to the sulphurous acid and/or its alkali salts include Na.sup.+, NH.sup.4+, Mg2+, K.sup.+ and Ca2+.
[0005] A main difference between the different sulphite pulping processes are the pH of the cooking liquor which means that delignification is carried out at low, neutral or high pH in the digester Alkaline sulphite pulping may also be performed in the presence of sulphide, so called sulphide-sulphite pulping.
[0006] The sulphite pulping process may have certain advantages compared to Kraft pulping, such as higher yield, brighter and more easily bleached pulps and relatively easily refined pulps. The sulphite process may produce specialty cellulose for production of cellulose derivatives in addition to pulp for papermaking. Certain disadvantages compared to Kraft pulping also exist, such as weaker pulp and difficulties in pulping certain species of wood and more complicated chemical recovery.
[0007] The chemical recovery process of the pulping chemicals is dependent on the alkali counter-ion used but is generally more complex than the Kraft process recovery of pulping chemicals. The initial steps in the sulphite chemical recovery process are separation of spent cooking liquors from the pulp/cellulose and subsequent concentration of the spent liquor by evaporation of water, which gives a liquor denoted sulphite thick liquor in this text. The sulphite thick liquor may thereafter, for most counter ions, be burned in recovery boilers for energy recovery and the pulping chemicals are recovered to varying extent.
[0008] The recovery boilers used for recovering chemicals and energy from sodium-based sulphite thick liquors are very similar to those used for recovery of black liquor from the Kraft pulping, however burning sulphite thick liquor in such boilers is associated with a number of difficulties as compared to burning Kraft black liquor, which is further discussed below.
[0009] The flue gases produced when burning the sulphite thick liquor are more corrosive, which limits the efficiency of liquor energy recovery and causes elevated maintenance costs.
[0010] The losses of pulping chemicals, both sodium and sulphur, mostly as fly ash, are significantly higher when burning sodium-based sulphite thick liquor as compared to burning Kraft liquor, which can lead to increased chemical make-up costs in the mill.
[0011] Burning sodium-based sulphite thick liquor to recover the cooking chemicals and energy, is a high temperature process where the salt melt collected in the bottom of the boiler needs to be kept at high temperatures (around 1000° C.) due to the high melting point of the sulphide/carbonate mixture formed.
[0012] Reduction of the sulphur components in recovery of spent liquors from the Kraft process can normally reach 95%. When burning sodium-based sulphite thick liquor, the reduction efficiency of sulphur species in the sulphite liquor is relatively low. Typically 80-85% of the recovered sulphur is reduced to sulphide that can be converted to active cooking chemicals in subsequent cooking liquor preparation process. The non-reduced sulphur gives disadvantages in the form of dead load in the liquor cycle and a tendency to cause fouling in the process equipment of the liquor cycle.
[0013] The non-reduced sulphur is, at least partly, present as polysulphide in the salt melt, which is oxidized to tiosulphate in the green liquor formed by the dissolved salts coming from the recovery boiler. Tiosulphate decreases pulping efficiency if present in the cooking liquor. To avoid such effects, wet oxidation is used to convert tiosulphate to sulphate. Hence, a large amount of non-active sulphur is present in the liquor cycle, causing a lower efficiency and potential problems with scaling. In addition, thiosulphate is known to cause corrosion problems in process equipment.
[0014] Sulphite thick liquors are known to have a lower reactivity in recovery boilers compared to spent Kraft cooking liquors, which leads to lower capacity when recovery boilers are operated on sulphite thick liquor. A key reason why the sulphite liquor behave differently than the Kraft liquor is normally meant to be caused by less swelling behavior of the sulphite liquor droplets during heat up before combustion, which leads to higher resistance to mass and energy transfer.
[0015] Hence the complex and relatively inefficient chemical and energy recovery from spent sulphite liquors is one reason why the Kraft process has become the dominating pulping process.
[0016] Furthermore, persons skilled in the art may have a prejudice against recovery by gasification of sulphite liquors based on earlier experiences. Tests have for instance been carried out already around 1960 by the Swedish pulp and paper company Billerud and two separate pathways were further explored. A non-slagging (low temperature) gasification process was developed and built in a few facilities (the "SCA-Billerud process"). The slagging (high temperature) pathway was tested in a second facility at the Billerud Mill. Tests were ended after one year due to a combination of factors. The process did not reach the low smelt sulphide content requirements set by the remaining recovery processes available at that time. Further, problems with build-up of smelt layers on the reactor walls were present and the wear on the reactor lining was very severe with the ceramic materials available at that time. Also the "SCA-Billerud process" was subsequently abandoned due to poor performance.
[0017] In document U.S. Pat. No. 2,285,876, a process for recovery of waste sulphite liquors is disclosed. Said liquor is sprayed into a so called Tomlinson recovery furnace chamber and burnt at a furnace temperature below the fusion temperature of the non-combustible constituents of said liquor.
[0018] Document DE 1,517,216 describes a process for pyrolysis of cellulose spent liquors, especially of sodium based sulphite thick liquors. Thickend spent liquor is divided into very fine particles where the major part of the particles should not exceed 200 μm, said particles being sprayed into a hot oxygen containing gas stream and being pyrolized. The document teaches that the pyrolysis temperature should not exceed 800° C. in order to avoid sulphides in the solid residue that is used to make green liquor and, consequently, in the cooking liquor. Pyrolysis at as low temperatures as below 800° C. will however lead to unconverted char in the solid residue from the gasification process and necessitates a second gasification step that is performed in a fluidized bed. The hot gas into which the liquor is added comes from combustion of fuels, e.g. oil.
[0019] Document, U.S. Pat. No. 3,317,292, describes a method of treating waste substances, such as sulphite waste liquor, black liquor etc, to derive hydrogen and other gases therefrom as well as a hydrogen-containing product. The method comprises precipitating lignin-derived components, reacting the precipitate with steam at several hundred degrees in a reaction atmosphere substantially void of free oxygen to favour production of carbon monoxide and hydrogen gases.
[0020] Another document SE 526435 discloses a method for recovery of chemicals from alkaline sulphite pulping processes. Said method comprises a gasification step and the document teaches that said gasification shall be carried out at a temperature of preferably 700-750° C. in order to keep the temperature below the melting point of the salts in the solid phase.
[0021] Still another document, CA 619,686, discloses a method for pyrolysis of waste liquors from pulp manufacturing, preferably on sodium base, by using a fluidized bed.
[0022] In document WO 86/07396 a process for gasification of black liquor is disclosed. The document teaches that introduction of oxygen or oxygen-containing gas must take place at some minimum distance from the point of introducing the black liquor into the reactor so as to avoid oxidation of sulphides contained in the pyrolysed droplets. The document WO 00/75421 discloses a reactor for gasification of spent liquor where the reactor part has substantially the same, open cross sectional area as at a higher level, above.
[0023] Taking the above into consideration there is a need to improve the chemical recovery process for sulphite pulping and to increase the efficiency with regard to energy and/or chemical recovery.
SUMMARY OF THE INVENTION
[0024] It is an object of the present invention to overcome or at least minimize at least one of the drawbacks and disadvantages of the above described chemical recovery processes for sulphite pulping. This can be obtained by a method according to claim 1.
[0025] Thanks to the invention a more efficient chemical recovery is obtained. Cold gas efficiency obtainable in a commercial scale gasifier is estimated to be 65-75%, leading to high yields of motor fuels produced from the synthesis gas, if this usage of the synthesis gas is selected. Explanations to the high energy efficiency of the process may include the burner design of the gasification reactor that allows operation with high carbon conversion at a relatively low global reactor temperature and also allows gasification without any additional atomizing medium.
[0026] Green liquor sulphidity is significantly lower than for a recovery boiler due to the fact that most of the sulphur may be contained in the raw synthesis gas as hydrogen sulphide. This split of the thick liquor sulphur content is caused by chemical reactions between components of the gas and smelt phases in the reactor, which determine the proportions of liquid sodium sulphide and gaseous hydrogen sulphide. The sulphur in the gas may be returned to cooking liquor preparation in a concentrated gas stream from an acid gas removal unit treating gas from the gasifier, which permits a less complex cooking liquor preparation process. The load on the part of the cooking liquor preparation that converts green liquor sulphide to sulphur dioxide and sulphurous acid is decreased due to the lower sulphur content in the green liquor.
[0027] According to one aspect of the invention, the amount of unburnt charcoal in said green liquor is lower than 5%, preferably lower than 1% and more preferred lower than 0.2%, of the carbon in the sulfite thick liquor, i.e. carbon conversion may be very high, resulting in a good quality green liquor. The high carbon conversion is obtained because of the high flame temperature in the reactor caused by rapid chemical reactions of oxygen or oxygen-containing gas with combustible components and an advantageous recirculating flow pattern in the reactor chamber forced by the limited size of the reactor chamber bottom outlet.
[0028] According to another aspect of the invention, the sulphur found in the green liquor may to an extent of at least 90%, preferably at least 95% and more preferred at least 98%, be in reduced form, i.e. as sulphide. This means that the green liquor produced may have close to 100% sulphur reduction efficiency. High sulphur reduction efficiency increases the efficiency of the pulping process, since it decreases the total amount of sulphur that needs to be circulated by decreasing the so-called dead-load (i.e. inactive sulphur species such as sulphate). The high sulphur reduction efficiency is obtained because of an advantageous recirculating flow pattern in the reactor chamber forced by the limited size of the reactor chamber bottom outlet.
[0029] All these advantages taken together leading to a more efficient and cost effective chemical recovery process with regard to cooking chemicals as well as energy. Said chemical recovery process may no longer be a drawback for sulphite pulping processes compared to Kraft (sulphate) pulping processes.
BRIEF DESCRIPTION OF THE DRAWINGS
[0030] The foregoing aspects and many of the attendant advantages of this invention will become more readily appreciated as the same become better understood by reference to the following detailed description, when taken in conjunction with the accompanying drawings, wherein:
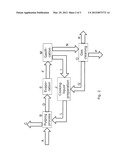
[0031] FIG. 1 shows a flow scheme of a typical chemical recovery cycle for acidic sodium sulphite pulping,
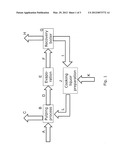
[0032] FIG. 2 shows a flow scheme of a modified and more efficient cycle including gasification of sulphite thick liquor according to the invention, and
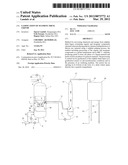
[0033] FIG. 3 shows a general process scheme on a gasification plant of the entrained-flow, high temperature reactor type
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENTS
[0034] The following detailed description, and the examples contained therein, are provided for the purpose of describing and illustrating certain embodiments of the invention only and are not intended to limit the scope of the invention in any way.
[0035] In FIG. 1 is a flow scheme of a typical chemical recovery cycle for sodium-based sulphite pulping shown. Since this is common knowledge for a person skilled in the art, said chemical recovery cycle will be only briefly described here. Wood chips A are pumped into a digester where the delignification/pulping process B takes place in an appropriate sulphite cooking liquor at elevated temperature thereby releasing cellulose fibres, pulp, C. The pulp is separated from the spent cooking liquor, also termed thin sulphite thick liquor D, which spent liquor is a mixture of spent cooking chemicals and wood residues (e.g. lignins). The raw pulp C is then ready but may often be further treated in bleaching units and may thereafter be exported either as wet or dry pulp.
[0036] The spent cooking liquor is cooled and stripped of free sulphur dioxide in an evaporator. The pre-evaporated and cooled liquor is fermented to reduce the sugar content of the liquor (not shown). After fermentation the liquor is stripped to recover the ethanol formed and evaporated in one or several evaporators E to a sulphite thick liquor F with about 60-70% dry solids. The liquor is then combusted in one or several Tomlinson-type recovery boilers G to form smelt, flue gases H comprising ash and heat for steam generation.
[0037] The smelt substantially comprises sodium carbonate and sodium sulfide. Said smelt is dissolved in recirculated water. The solution, so called green liquor I, is clarified or filtered to remove insoluble inorganic substance and any char from incomplete combustion in the recovery boilers. The green liquor is then stripped from its content of sulphide by contacting it in countercurrent with carbon dioxide and sulphur dioxide recovered from the Claus plant (this and the following are not shown explicitly in FIG. 1 but is a part of the cooking liquor preparation). The resulting gas, a mixture of hydrogen sulfide and carbon dioxide is led to the Claus plant where it is contacted with sulphur dioxide to form elemental sulphur. The elemental sulphur is combusted in a sulphur furnace to form sulphur dioxide which through an adsorption-desorption system is concentrated and then led to the Claus plant. The flue gas from the recovery boiler which is rich in sulphur dioxide is contacted in a flue gas scrubber with the sodium sulfite solution from the above mentioned sulfide stripper column to form a mixture of sulfite and bisulfate. Subsequently this mixture is contacted with sulphur dioxide from the sulphur dioxide absorber to form a bisulphate solution. A fresh cooking liquor L comprising sodium sulphite, bisulphate and/or bisulphate with free sulphur dioxide may then be prepared in the cooking liquor preparation step J. Make-up sodium and sulphur K may be added to the preparation J. Said fresh cooking liquor L is now ready to be conveyed to the pulping process B.
[0038] In FIG. 2, a flow scheme of the preferred embodiment according to the invention is shown where the recovery boiler has been replaced by one or several gasifier(s) for gasification M of the spent liquor thereby forming smelt and raw synthesis gas N. Said smelt is dissolved in recirculated water or in weak wash liquor, thereby forming green liquor I, in the same way as in the conventional chemical recovery cycle shown in FIG. 1. Said raw synthesis gas N passes through a gas cleaning plant/process O, which may be a so called acid gas removal plant (AGR), resulting in cleaned synthesis gas P and a hydrogen sulphide rich gas Q, said hydrogen sulphide rich gas being fed to the cooking liquor preparation J, where it is converted to sulphur dioxide and/or sulphite/bisulphate to be used as cooking chemical. Another stream comprising mainly carbon dioxide R and essentially free from sulphur compounds may also be produced in the plant/process O.
[0039] Adding the step of gasification of sulphite thick liquor to the chemical recovery process for sulphite pulping may potentially give a much more efficient recovery process, both with regard to cooking chemicals and energy. It is understood that said gasification step may either replace the recovery boiler or be included in the already existing chemical recovery process for sulphite pulping as a booster. In many mills the chemical recovery process is a bottle neck thereby limiting the pulp production which cannot be further increased.
[0040] Since the gasification process and gasification plants themselves are well-documented, they will be described only briefly here.
[0041] FIG. 3 shows a general process scheme of a gasification plant of the entrained-flow type for gasification at slagging conditions (high temperature) in accordance with the invention. Said plant being a part of the chemical recovery cycle for sulphite pulping shown in FIG. 2. The plant corresponds to the parts denoted I, M, N, O, P, R and Q in FIG. 2.
[0042] In FIG. 3 the gasification plant is shown in more detail and is to be described below. The description is to be seen as a general description of a gasification plant and shall be interpreted as illustrative and not in a limiting sense. It is to be understood that numerous changes and modifications may be made to the below described plant, without departing from the scope of the invention, as defined in the appending claims.
[0043] Detail number 1 in FIG. 3 denotes a pressure vessel which comprises a ceramically lined gasification reactor 2. The reactor is provided with an inlet 3 for sulphite thick liquor and an inlet 4 for oxygen or oxygen-containing gas, which are both connected to a burner (not shown). There may also be an inlet 40 for additional atomizing medium, e.g. atomizing steam. Additional atomizing medium may also be mixed with the oxygen or oxygen-containing gas before said gas is supplied to the inlet 4. Additional atomization support may lead to smaller thick liquor droplets and a more efficient process.
[0044] The opening in the bottom of the reactor chamber is limited in size to give a recirculating flow pattern in the reactor, which is required to give high carbon conversion and sulphur reduction efficiency. Preferably, said opening has a horizontal cross sectional diameter which is less than 40%, and more preferred being 5-35%, of the diameter of the largest cross sectional area in a horizontal plane of the reactor 2. The opening is in the form of a chute 5, which opens directly into a quench compartment 38 above the surface 35 of the liquid in a green liquor liquid chamber 6 which is situated below. Said quench compartment 38 is an integrated portion of the reactor 2. One purpose of the quench compartment 38 is to cool the gas leaving the reactor to a temperature at which gas phase chemical reactions does not take place at a significant rate. Cooling of the gas also leads to less stringent material requirements in the construction of the quench compartment 38, which is economically and technically advantageous.
[0045] A number of spray nozzles 7 for cooling liquid open out into the chute 5 and the quench compartment 38. Green liquor which is produced is transported from the chamber 6 through a conduit 8, via a pump 9 and a heat exchanger 10, to subsequent process stages for generating cooking liquor, or to another process stage in which green liquor is employed. A partial flow of the green liquor transported in conduit 8 may be returned to the green liquor liquid chamber 6 through a conduit 81 via a pump 91. Cooling liquid that is not evaporated may be collected in a volume 36 to be reused.
[0046] Raw synthesis gas from the first vessel is conveyed through a conduit 11 to a second pressure vessel 12 for gas treatment and sensible/latent heat energy recovery.
[0047] This conduit 11 opens out in the pressure vessel 12 above the surface of a liquid in a washing chamber 13 at the bottom of the vessel.
[0048] The liquid in the washing liquid chamber of the second vessel may be conveyed, through a conduit 14 via a pump 15, to the first vessel in order to serve as diluting liquid or as a cooling liquid which is provided via the spray nozzles 7.
[0049] The pressure vessel 12 may comprise an indirect condenser of the countercurrent falling-film condenser type 16 located above the chamber 13. Other types of condensers may be used without departing from the scope of the invention and since methods for gas washing and gas cooling are well known techniques it will not be described in detail here.
[0050] An outlet conduit 17 for cooled raw synthesis gas is located at the top of the second pressure vessel 12. The outlet conduit 17 transports the cooled combustion gas to an inlet 31 of a plant 30 for further removal of sulphurous components and most of the CO2. The plant 30 comprises any gas separation technology for acid gas removal (AGR). A conduit 32 of the plant 30 may transport the purified and cooled synthesis gas, now called cleaned synthesis gas, to any field of use of the synthesis gas, e.g. chemical production, fuel production, electricity generation and/or steam/heat generation. Hydrogen sulphide and carbon dioxide (denoted Q and R, respectively, in FIG. 2) removed from the cool raw synthesis gas may leave the plant 30 via conduits 33 and 34, respectively. Said removed hydrogen sulphide may then be conveyed to the cooking liquor preparation while said carbon dioxide may be conveyed back to the mill and be used where appropriate, e.g. stripping hydrogen sulphide from the green liquor in the recovery process.
[0051] The gasification-based recovery process is now to be described. The gasifying reactor is fed with concentrated sulphite thick liquor, said sulphite thick liquor comprising organic and inorganic compounds, together with oxygen or an oxygen containing gas that may be pre-heated to 50-400° C. The thick liquor feed pressure is typically 0-20 bar over reactor pressure to account for the pressure in the gasification process plus the burner pressure drop. Suitable feed pressure for thick liquor may be accomplished by a pump as indicated in the uppermost part of the reactor 2 in FIG. 3.
[0052] The liquor is processed by gasification in the presence of an oxidizing medium, e.g. oxygen or air, whereby heat is released by the chemical reactions taking place to give a global temperature above 800° C., preferably above 900° C., more preferred above 950° C. but below 1500° C., preferably below 1300° C., and at an absolute pressure of about 1.5 to about 150 bar, preferably about 10 to about 80 bar, and most preferably from about 24 to about 40 bar in the reaction zone (a so called high pressure gasification).
[0053] Normally feedstock atomization is achieved by the flow of the oxygen or oxygen-containing gas but an atomizing support medium may be used. Atomization is preferably accomplished by accelerating the flow of oxygen or oxygen-containing gas in the burner and utilizing the kinetic energy thus generated. The oxygen or oxygen-containing gas feed pressure is typically 1-50 bar over reactor pressure to account for the pressure in the gasification process plus the burner pressure drop. The sulphite thick liquor forms droplets when meeting said oxidizing medium, i.e. the oxygen or oxygen containing gas, and it is preferred that said droplets have an average droplet size below 300 μm. A small droplet size is beneficial, since it leads to more rapid chemical reactions between the thick liquor and oxygen or other gas components, which is advantageous for e.g. carbon conversion. The inlet for oxygen or oxygen-containing gas is preferably located to efficiently use the kinetic energy of the gas flow for atomization of the sulphite thick liquor. This may be achieved by positioning the inlets for oxygen or oxygen-containing gas and sulphite thick liquor close to each other so that the gas stream is not slowed down before it interacts with the sulphite thick liquor, i.e. by introducing said oxidizing medium to an inlet of the reactor 2 in vicinity of an inlet of the reactor 2 for introduction of sulphite thick liquor F so that the oxidizing medium can be used for atomization of the sulphite thick liquor.
[0054] Said gasification takes place at reducing conditions, i.e. sub-stoichiometric oxygen conditions, thereby producing a mixture of partly at least one phase of a liquid material and partly at least one phase of a gaseous material. It may be beneficial that the reactor bottom outlet is designed to give a recirculating flow pattern in the reactor in order to achieve the desired process performance. The bottom of the reactor and the opening to the chute 5 is preferably arranged so that liquid material that may be flowing on the reactor walls can leave the reactor without obstruction and is not accumulated in the bottom part of the reactor.
[0055] The phase of gaseous material comprising raw synthesis gas, e.g. carbon monoxide, hydrogen, carbon dioxide, methane, hydrogen sulphide, and aqueous steam, and the phase of liquid material comprising inorganic smelt and ash, e.g. sodium sulphide, carbonate and hydroxide, are cooled in the quench cooler zone by spraying cooling liquor through a number of nozzles in order to achieve maximum contact with the gas/smelt mixture. The cooling liquid principally consists of water, some of which water will be evaporated when it makes contact with the hot gas and the smelt at the reactor temperature. The gas temperature drops to approx. 100-230° C. in the quench cooler zone. The smelt drops may be dissolved in the remaining part of the cooling liquid and falls into the green liquor liquid chamber (the so called quench bath) where it dissolves to form green liquor. Alternatively, the smelt drops fall down directly into the liquid chamber and only then dissolve in the green liquor which is already present in this location. The smelt drops are then possibly cooled by the evaporation of water in the green liquor bath.
[0056] The green liquor comes out from the bottom of the quench cooler of the first pressure vessel through a conduit and may be pumped through a heat exchanger, in which heat energy is recovered from the green liquor by cooling the latter. Alternatively, green liquor heat energy may be recovered by other means. A screen may be used ahead of the pump to catch small particles.
[0057] It is beneficial that the amount of unburnt charcoal in the smelt and in said green liquor is lower than 5%, preferably lower than 1% and more preferred lower than 0.2%, of the carbon in the sulfite thick liquor. i.e. that the carbon conversion in the reactor is at least 95%, preferably at least 99% and more preferred at least 99.8%. Carbon conversion is determined by a multitude of factors of which the most important are atomization (liquor droplet size), local flame temperature, reactor flow pattern and global reactor temperature. The design of the burner is important for high carbon conversion since it influences atomization and local flame temperature.
[0058] The global reactor temperature is defined as the temperature of the gas and smelt leaving the reactor at the bottom outlet, which is determined by the energy balance of the reactor. The local flame temperature is defined as the temperature in a flame zone of the reactor, i.e. close to the burner where rapid exothermal chemical reactions take place leading to local temperatures much higher than the global reactor temperature. The flame temperature is determined by mixing and reaction rates in the flame zone.
[0059] The green liquor sulphide is recovered in the same manner as the sulphide in the green liquor from a recovery boiler connected to a sulphite pulping process, i.e. by stripping the green liquor from its content of sulphide by contacting it in countercurrent with carbon dioxide and sulphur dioxide, preferably in an absorption/desorption tower, and then further to the pulping chemicals sulphur dioxide and/or sulphite, but the lower sulphidity of the gasification green liquor (due to the sulphur content in the raw synthesis gas) leads to lower capacity requirements in the equipment used for this purpose. In addition, a high sulphur reduction efficiency decreases the total amount of sulphur that needs to be circulated by decreasing the so-called dead-load (i.e. inactive sulphur species such as sulphate). It is beneficial that the sulphur found in the green liquor is to an extent of at least 90%, preferably at least 95% and more preferred at least 98%, in reduced form, i.e. as sulphide, i.e. that the sulphur reduction efficiency is at least 90%, preferably at least 95% and more preferred 98%.
[0060] It must be noted that the problem of reaching high sulphur reduction efficiency is different and more difficult in the case of sulphite thick liquor gasification compared to black liquor gasification. This is caused by the oxidation state of sulphur in the feedstock liquor. For black liquor, a large fraction of the sulphur is already present as sulphide. For sulphite thick liquor, on the other hand, practically all sulphur is in an oxidized state since the pulping chemical is sulphite or bisulphite. This means that for black liquor gasification, the problem partly consist of not oxidizing reduced sulphur, while for sulphite thick liquor gasification all sulphur must be reduced in order to reach high sulphur reduction efficiency.
[0061] A minor part of the green liquor may be employed for wetting the inside of the chute by means of being returned to the chute and being permitted to form a thin film on the inside of the chute. The formation of this film may be accomplished by different means. The purpose of the film may be both corrosion prevention and process performance.
[0062] The raw synthesis gas, leaving the primary quench dissolver of the reaction vessel, now essentially free of smelt drops, is further cooled to saturation in the second vessel 12 a gas cooler for particulate removal and gas cooling. Water vapour in the raw synthesis gas is condensed, and the heat released may be used to generate steam and/or hot water.
[0063] Hydrogen sulphide and carbon dioxide are removed from the cool raw synthesis gas in a so called acid gas removal plant--AGR. Several known commercial gas cleaning systems comprising units for absorption of acid gas and recovery of sulphur may be used. Said removed hydrogen sulphide may then be conveyed to the cooking liquor preparation.
[0064] It is beneficial that the hydrogen sulfide rich stream removed from the cool raw synthesis gas in the AGR comprises at least 25% hydrogen sulfide, preferably at least 35% hydrogen sulfide of the total stream content, since a high concentration of hydrogen sulphide facilitates the thereafter following steps of combustion and scrubbing.
[0065] Said carbon dioxide being removed from the cool raw synthesis gas in the AGR may be conveyed back to the mill and be used where appropriate, e.g. stripping hydrogen sulphide from the green liquor in the recovery process.
[0066] The resulting synthesis gas is a nearly sulphur-free synthesis gas comprising carbon monoxide, hydrogen and only small amounts of carbon dioxide, and may be used as feedstock for automotive fuels, chemicals or electricity generation.
[0067] With a gasifier plant with an AGR several simplifications of the system for recovery of pulping chemicals may be made. The load on the part of the cooking liquor preparation that converts sulphide to sulphur dioxide and sulphurous acid is decreased due to the lower sulphur content in the green liquor. A Claus plant would not be needed to recover the sulphur in hydrogen sulphide form, since the hydrogen sulfide rich stream from the AGR may be combusted directly with air/oxygen to give sulphur dioxide of sufficiently high concentration that can be absorbed from the gas in a scrubber. The AGR replaces the recovery boiler flue gas scrubber function. Part of the carbon dioxide stream from the AGR(R) may also be used for carbonation in the cooking liquor preparation if desired.
Experimental
[0068] Pilot test of gasification of sulphite thick liquor In the present invention experimental tests of gasification of sulphite thick liquor from sodium based sulphite cellulose production were carried out but it is understood that other sulphite liquors, e.g. ammonium or potassium based sulphite liquors, may as well be used without departing from the scope of the invention.
[0069] In the test, the sulphite thick liquor originated from a process utilizing a sodium bisulphite-sulphite cooking liquor.
[0070] Sulphite thick liquor was transported in an insulated truck from the pulp mill to the pilot plant. 62% dry solids (DS) content was used, since long term stability is not verified at a concentration of 70% DS. Liquor was filtered through a 2 mm screen and kept in an agitated insulated tank from which liquor for gasification was taken.
[0071] The primary parameters studied are liquor load and reactor temperature. The test procedure used is based on stepwise increase in liquor load from a relatively low starting point. The reactor pressure was increased simultaneously to keep reactor residence time comparable. Temperature variations, induced by varying O2/liquor ratio, were used to study the influence of this factor.
[0072] The pilot gasifier has a burner for introduction of both liquor feedstock and oxygen. Atomization was achieved by oxygen with some nitrogen mixed in. Varying amounts of nitrogen were used to study the influence of atomization on the process.
[0073] Prior to atomization, the liquor to be gasified is pre-heated to decrease viscosity and increase reactor energy efficiency. Fouling of surfaces in a heat exchanger used for this purpose was evident during the experiment which limited the obtainable load. Thus, testing of maximum reactor capacity could not be achieved in this experiment. Problems with surface fouling when indirect heating is used are well known from sulphite thick liquor handling at sodium sulphite mills and not specific for gasification.
[0074] Operating points according to Table I were tested. The total duration of the test was 27 h. Start-up, operating point changes and shutdown constituted approximately 5 h. Operating parameters not shown in Table I was not varied systematically. Green liquor circulation in the dissolver section, was significantly higher than normal.
TABLE-US-00001 TABLE I Operating points; some representative parameters showed. Load Load O2/liq. Reactor Methane Liquor temp. Duration (wet) (dry) Pres. ratioA temp.B in cold gas after pre-heat h. kg/h t DS/d bar(g) kg/kg ° C. mol % ° C. 1 3 388 5.7 15 0.397 1010-1070 0.15% 128-130 2 2 559 8.3 20 0.370 1010-1070 0.2% 121-124 3 3 559 8.3 20 0.359 980-1010 0.6% 121-122 4 2 559 8.3 23 0.359 980-1010 0.6% 123 5 2 631 9.3 23 0.374 1010-1070 0.2% 120 6 3 631 9.3 25 0.374 1010-1070 0.2% 119-121 7 6 631 9.3 28 0.375 1010-1070 0.2% 119 8 0.5 631 9.3 28 0.350 980-1010 0.7% 119 ABased on wet liquor flow BRange measured by seven temperature sensors in the reactor
Liquor Analysis
[0075] A liquor sample for analysis was taken at the mill when the liquor was shipped. The composition, shown in Table II, is representative for normal mill operation except for the dry solids content, which as explained above is lower than normal.
TABLE-US-00002 TABLE II Sulfite thick liquor analysis Liquor composition mass/mass HHV MJ/kg DS 17.5 C kg/kg DS 43.3% H kg/kg DS 4.2% S kg/kg DS 8.7% O kg/kg DS 33.9%B Na kg/kg DS 8.8% K kg/kg DS 0.23% Cl kg/kg DS 0.01% N kg/kg DS 0.9% DS kg/kg wet 61.7% BBy difference, not analyzed
Synthesis Gas
[0076] Gas composition was measured by on-line analyzers and sampling followed by gas chromatographic laboratory analysis. Only the results from laboratory analysis are discussed here since they are considered more accurate.
[0077] Cold synthesis gas was sampled at the end of each operating period (Table I). The results are shown in Table III. The high N2 content is due to specific pilot scale solutions, mainly instrument purge, and will not be present in a full scale gasification process. The high CO2/CO ratio is also a pilot scale effect due to high heat loss, as discussed further below.
TABLE-US-00003 TABLE III Cold gas composition as determined by gas chromatographic analysis. Operating COS HHVB LHVB point CO2 % H2S % O2/Ar % N2 % CH4 % CO % H2 % ppm MJ/Nm3 MJ/Nm3 1 26.6 1.77 0.0 31.5 0.11 18.7 20.0 66 5.43 4.99 2 26.6 2.07 0.0 23.0 0.28 21.9 24.3 62 6.58 6.05 3 26.3 2.04 0.1 23.1 0.56 21.5 24.6 66 6.68 6.13 4 26.2 2.06 0.0 23.1 0.56 21.4 24.7 68 6.70 6.14 5 27.1 2.06 0.0 21.2 0.23 22.4 24.9 50 6.72 6.18 6 27.3 2.09 0.1 20.1 0.22 22.9 25.3 48 6.83 6.28 7 27.6 2.09 0.0 20.1 0.18 23.0 25.5 48 6.83 6.28 8 26.2 2.13 0.0 20.5 0.67 22.7 26.3 58 7.10 6.51 Uncert.A 0.4 0.02 0.07 0.7 0.004 0.2 0.2 2.5 AUncertainty given as standard deviation estimated from duplicate analysis of four individual samples BCalculated based on composition
Green Liquor
[0078] Green liquor samples were taken for chemical analysis (Table IV) and for visual inspection and density measurement. Carbonate and hydrogen carbonate were determined by acid titration, sulphide by silver nitrate titration and total sulphur by wet oxidation followed by ion chromatography.
[0079] It should be noted that some difficulties are present when trying to correlate green liquor properties with gasifier operating conditions. The long residence time in the quench green liquor volume makes obtaining steady-state time consuming Only operating point 7 has sufficient duration to give a representative green liquor sample. All other samples are considered to be influenced by several operating points.
[0080] Carbon conversion was not measured explicitly but is considered to be complete or almost complete in all operating points from the visual appearance of the green liquor. Unconverted carbon (char) is normally clearly visible as non-settling black particulates when present in the green liquor even in small quantities.
[0081] The green liquor concentration is lower than what is normal for the pilot plant during Kraft liquor operation and compared to what used at the cellulose mill today, which is mainly due to the difficulty associated with controlling total titratable alkali (TTA) during the short test duration and changing operating points. Operating at higher green liquor concentrations is not believed to influence green liquor composition or quality significantly.
[0082] Green liquor sulfidity, measured as S/Na2 ratio (mol/mol), is approximately 0.5 on average. This corresponds to a HSconcentration that is 25% of TTA. The CO2-absorption is high due to the deliberately high green liquor circulation flow and gives HCO3.sup.- concentrations that are about 30% of TTA. It is possible to control CO2-absorption to a large extent by quench design and operation, which can be used to optimize the green liquor for cooking liquor preparation processes. It should be noted that CO2-absorption is not a disadvantage as is the case for Kraft green liquor since causticization is not used.
[0083] Reduction efficiency seem to not deviate from 100% within measurement accuracy; cf. values in Table IV, which are based on analyses of total and sulphide sulphur This a marked difference compared to the 80-85% reduction efficiency that are obtained in the mill recovery boilers presently according to green liquor analyses.
TABLE-US-00004 TABLE IV Results from chemical analysis of green liquor samples. Operating TTA CO32- HCO3.sup.- HS.sup.- Tot-S S/Na2 Red. point mol/l mol/l mol/l mol/l mol/l mol/mol efficiency 1 0.70 0.16 0.19 0.18 0.18 0.51 98% 2 1.31 0.33 0.32 0.33 0.33 0.51 101% 3 No analysis 4 2.21 0.53 0.64 0.50 0.49 0.46 103% 5 2.61 0.65 0.72 0.60 0.60 0.46 99% 6 2.40 0.57 0.69 0.57 0.55 0.47 104% 7 2.21 0.49 0.71 0.53 0.48 0.48 110% 8 No analysis
Analysis and Discussion
Sulphur Split Ratio
[0084] The split of sulphur between gas and smelt may be a very important parameter for mill integration and dimensioning of downstream gas processing equipment. The sulphur split ratio (defined here as the fraction of sulphur in the synthesis gas) may be calculated from sulphur content and flows in different combinations of streams. Alternatively, it may be possible to calculate the sulphur split from S/Na2 ratios in green liquor exiting and thick liquor entering the system if it is assumed that all Na leaves the system in the green liquor stream.
[0085] The method based on S/Na2 ratio is not dependent on flow measurements, which is an advantage. Calculations based on measured ratios indicate that 69% of the sulphur ends up in the gas phase at 28 bar reactor pressure.
[0086] The sulphur split ratio for gasification of sulfite thick liquor is significantly higher than the 30-40% obtained for Kraft black liquor.
Smelt Melting Point
[0087] Smelt composition determines the physical properties of the liquid phase in the reactor. There is a risk of solidification on "cold" surfaces in the reactor exit if melting temperature is too high. An approximate smelt composition can be determined from the green liquor analysis by assuming that no sulphur is lost from the green liquor or absorbed into it in the quench. Further, the smelt is approximated to consist of only Na2S and Na2CO3. K and Cl content is very low (cf. Table II) but hydroxide content at 1000° C. may be significant.
[0088] When the smelt composition obtained from the experiment is used to predict a melting point in the Na2S--Na2CO3 phase diagram, a melting point of approximately 850° C. is predicted compared to the 825° C. predicted for typical Kraft black liquor gasification smelt. The relatively low melting point is a very important and encouraging conclusion, since it indicates that the risk for operating problems due to smelt solidification may not be greater for sulphite thick liquor than for Kraft black liquor. No signs of problems associated with deposits caused by high smelt melting point were observed as assessed from temperature measurements, pressure drop between reactor and quench and visual inspection of reactor after test termination.
Energy Efficiency
[0089] The energy efficiency can be measured by the cold gas efficiency (CGE), which is defined as the energy in cold synthesis gas divided by the energy in the sulphite thick liquor. This measure shows how much of the chemical energy in the liquor that is transferred to the synthesis gas and is also an indication of potential biofuel yield. Higher heating values (HHV) are used for the calculation in this paper.
[0090] Table V shows CGE values with and without adjustment of synthesis gas flow measurements. The adjustment is made in the synthesis gas flow measurement to close the mass for balance for C. The deviation, which is -6% based on the actual reading is probably explained by synthesis gas measurement uncertainty. It is known from experience that the gas flow metering device can give too low readings due to clogging of pressure sensors. This is supported by an observed continuous decrease in measured gas flow in some of the operating points, although operating conditions were kept constant. The gas flow reading used for balances is taken at the end of each operating period and is thus probably too low. An alternative mass balance with an adjustment of the synthesis gas flow to close the C balance has been calculated, which is referred to as alternative 2 when energy efficiency is discussed below. Note that reactor temperature (and thus O2/liquor ratio) is important for CGE and is included in the table for this reason.
TABLE-US-00005 TABLE V Gasification energy efficiency as cold gas efficiency Measured CGE HHV CGE HHV Operating RX temp gas flow Alt 1 Alt 2A point C. Nm3/h % % 1 1010-1070 410 53.3% 54.5% 2 1010-1070 560 61.2% 60.7% 3 980-1010 550 61.0% 63.0% 4 980-1010 539 59.9% 61.7% 5 1010-1070 578 57.2% 59.9% 6 1010-1070 563 56.6% 59.5% 7 1010-1070 552 55.4% 59.2% 8 980-1010 544 56.8% 65.5% AAlternative 2 is after adjustment of synthesis gas flow measurement to close C balance, see text.
[0091] Due to pilot scale effects, the CGE values in Table V are not representative for what may be expected in a commercial scale gasifier. In order to estimate CGE for a full scale plant three adjustments may be compared to values measured in the pilot tests: [0092] 1. Heat losses may be decreased to a level that can be expected in a full scale plant (≈500 kW at 500 tDS/d). [0093] 2. The energy required to heat N2 in the reactor to the reactor exit temperature may be subtracted since N2 will not necessarily be used in a commercial plant. [0094] 3. The results may be adjusted to account for the higher efficiency reached at higher DS content (70% compared to 62%).
[0095] As in previous analyses, focus is on operating point 7 since this point has the longest duration and may be expected to represent steady-state best. Adjustments according to item 1 and 2 for operating point 7 increase CGE to 61% and 65% for alternative 1 and 2 respectively.
[0096] Adjustment to account for DS content may be less straightforward since it may require consideration to the lower O2/BL ratio obtainable with higher DS content. Simulations, based on a thermodynamic model of the gasification process, show that, at constant reactor temperature, the effect on CGE by changing from 62% DS to 70% DS may be approximately 5% at the relevant operating point.
[0097] This leads to a commercial scale CGE estimate for conditions according to operating point 7 of approximately 66% and 70% for the two calculation approaches respectively. It may be noted that the operating point used has "high" reactor temperature and that acceptable green liquor quality was observed also for lower temperature. Since CGE increases with decreasing temperature, this indicates that even higher CGE may be obtainable but further experiments at higher reactor load is required to confirm this.
Discoveries:
[0098] Full carbon conversion may be reached at temperature and residence time similar to what is used for sulphate liquors. This is surprising since sulphite liquors normally have a significantly lower reactivity in recovery boilers. [0099] One explanation to the high carbon conversion is the efficient usage of oxygen containing gas as atomizing medium, by introducing the feedstock and oxygen to the same burner thus achieving small thick liquor droplets and oxygen in good contact, which leads to high flame temperatures and rapid reaction rates. [0100] Since oxygen or oxygen containing gas acts as atomizing medium of the liquor feedstock no further addition of another atomizing medium may be needed. Furthermore, no additional introduction of oxygen or oxygen containing medium may be needed at other locations of the reactor. [0101] The rapid reaction rates also lead to the possibility of using a lower global reactor temperature with maintained high carbon conversion, which contributes to the high cold gas efficiency. [0102] The fact that a specific atomization medium may not be required also contributes to the high cold gas efficiency. [0103] At least 98% or even as high as 100% sulphur reduction may be achieved, i.e. significantly higher than what can be expected with reference to experience from recovery boilers. [0104] About 70% of the sulphur may be obtained in the produced syngas, which is a surprisingly high number. [0105] A slagging temperature (melting temperature) of the salt formed in the reactor that may be kept lower than expected thus improving the ability to make the salt melt flow out of the gasifier.
[0106] The very good results leads to that a sulphite mill equipped with gasification of the sulphite liquor may: [0107] Increase energy efficiency of the recovery process [0108] Simplify the liquor cycle. [0109] Drastically reduce or even avoid dead load of sulphate in the liquor cycle. [0110] Drastically reduce or even avoid losses of sodium sulphate from the liquor cycle and decrease purchase of fresh sulphur and sodium (as NaOH.)
[0111] As will be understood by those skilled in the present field of art, numerous changes and modifications may be made to the above described and other embodiments of the present invention, without departing from its scope as defined in the appending claims. For example, an alternative process configuration and equipment design may be used to reach the same result if it is used for a slagging entrained-flow gasification process of sulphite thick liquor. It is also understood that the liquid phase produced in the gasification process as defined in claim 1 should be constructed as also applying to a process comprising some minor amount of solid and/or condensed material, which may be present. The skilled man realizes that the concept is feasible also at atmospheric pressure and, furthermore, that the method also applies to booster concept wherein the gasifier is operated in parallel with the recovery boiler.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2014-12-04 | Flash tank with flared inlet insert and method for introducing flow into a flash tank |
| 2014-02-06 | Process for acetic acid removal from pretreated biomass |
| 2013-12-26 | Method and arrangement for separating contaminants from liquids or vapors |
| 2013-08-15 | Flash tank with adjustable inlet and method for adjusting inlet flow to a flash tank |
| 2011-10-13 | Method and apparatus for processing black liquor of pulp mill |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2020-09-17 | Thermochemical conversion of biomass |
| 2014-04-17 | Gasification of bio-oil and alkali containing energy rich aqueous solutions from pulp mills |
| Top Inventors for class "Paper making and fiber liberation" | |
| Rank | Inventor's name |
|---|---|
| 1 | Stephen J. Mccullough |
| 2 | Guy H. Super |
| 3 | Steven L. Edwards |
| 4 | Daniel W. Sumnicht |
| 5 | Joseph H. Miller |