Patent application title: METHOD AND APPARATUS FOR COOLING THE ROLLERS OF A ROLL STAND
Inventors:
Juergen Seidel (Kreuztal, DE)
Juergen Seidel (Kreuztal, DE)
Matthias Kipping (Herdorf, DE)
Rolf Franz (Kreuztal, DE)
Rolf Franz (Kreuztal, DE)
IPC8 Class: AB21B2710FI
USPC Class:
72 62
Class name: Metal deforming with use of control means energized in response to activator stimulated by condition sensor metal deforming by use of roller or roller-like tool element
Publication date: 2012-02-09
Patent application number: 20120031159
Abstract:
To accomplish the object of providing a method of and an apparatus for
optimally cooling the rolls of a roll stand, where energy considerations,
such as the minimization of necessary cooling fluid flow and cooling
fluid pressure, and incident design and manufacturing costs, must be
taken into account, the invention proposes that the rolls are cooled with
a combination of high- and low-pressure cooling.Claims:
1. A method of cooling rolls of a roll stand with a low-pressure cooling
system with a cooling shell that directs a low-pressure cooling fluid
against the roll, wherein the rolls are simultaneously cooled with a
high-pressure cooling system that sprays a coolant fluid directly under
high pressure against the roll, and the low-pressure cooling system
comprises a plurality of hinged-together cooling shell segments.
2. (canceled)
3. The method according to claim 1, wherein about 20% of the cooling fluid is fed to the high-pressure cooling system and about 80% of the entire amount of cooling fluid is fed to the low-pressure cooling system to produce the main cooling effect.
4. The method according to claim 1, wherein with the aid of a process model, a cooling fluid pressure range for the low-pressure cooling system of preferably between 0.5 to <5 bar and for the high-pressure cooling system of between 5-50 bar is set depending on the rolling parameters of thickness reduction, specific surface pressure in the roll gap, rolling speed, strip temperature, roll material and rolled material.
5. The method according to claim 1, wherein the low-pressure cooling system is a low-pressure spray cooling, a low-pressure cooling curtain, a low-pressure flow cooling, or a high-turbulence low-pressure cooling, or a combination of these types of cooling, where with the low-pressure flow cooling the cooling fluid flows in a gap between the roll outer surface and at least one cooling-shell segment that is juxtaposed with one of the separate regions of the roll surface.
6. The method according to claim 5, wherein the position of the cooling shell segment is adjusted according to the roll diameters or roll positions in order to generate a reproducible cooling effect.
7-8. (canceled)
9. The method according to one of claim 5 characterized, wherein primarily a tangential coolant flow along the surface of the rolls is produced by the cooling shells or a coolant flow or coolant discharge is produced to the side by spacer plates or spacer strips that seal tangentially so that the roll next to the strip can be heated by heated cooling fluid in the center.
10. The method according to claim 9, wherein in a preferred coolant discharge parallel to the roll axis the coolant feed is blocked next to the strip by zone cooling next to the cooling shell spaced from the roll or from the coolant feed channel.
11. (canceled)
12. The method according to claim 1, wherein the cooling intensity of the low-pressure cooling system, in particular convection cooling, is adjusted variably over the length of the rolls.
13-15. (canceled)
16. The method according to claim 1, wherein the spray nozzle bars of the high-pressure cooling system, which are optionally moveable in the width direction, are used for zone cooling and are designed to direct the cooling fluid at the desired region of the roll with directed flow axially by electric or hydraulic motors with threaded rods or by a hydraulically moved single- or multipart linkage mechanism with spray nozzle bar sections or rotatable nozzle units fastened thereto.
17-19. (canceled)
20. The method according to claim 1, wherein a computational model is used which fulfills the following objectives: adjustment of the amount of coolant and the pressure level for the low-pressure and the high-pressure section depending on the decrease in strip thickness, specific surface pressure in the roll gap, the roll speed, strip temperatures, roll material and rolled material, and depending on the measured or calculated roll temperatures or observed roll surface and is also dependent on the coolant impingement width setting, adjustment of the amount of coolant across the width of the strip by adjusting the outlet openings of the feed channel or adjusting the gap width between the cooling shell and the working roll depending on the strip width or adjustment of the position of the spray nozzle bar sections that can move in the width direction, or depending on the measured profile and flatness condition across the width of the strip, and establishment of the tilt position of the cooling bar support and of the cooling shell application position using the cylinder, optionally using the pressure signals and path transducer signals.
21. (canceled)
24. A cooling apparatus for cooling the rolls of a roll stand with a low-pressure cooling system that directs a low-pressure cooling fluid against the rolls, wherein, in addition to the low-pressure cooling system a high-pressure-cooling system is provided that is provided with spray tubes and nozzles for spraying the rolls directly with a cooling liquid under high pressure simultaneously with the low-pressure cooling of the low-pressure cooling system.
25. The cooling apparatus according to claim 24, wherein the low-pressure cooling system is designed to produce low-pressure spray cooling, a low-pressure cooling curtain, highly turbulent low-pressure cooling or a combination of these cooling types.
26. The cooling apparatus according to claim 25, wherein for producing low-pressure flow cooling the low-pressure cooling system has at least one cooling shell with at least one preferably arcuate cooling-shell segment that forms with the outer surface of the roll to be cooled a space foldable with the flowing cooling fluid and that is movable to adjust the gap width of the spacing between the roll surface and the cooling shell.
27. The cooling apparatus according to claim 24, wherein the high-pressure cooling system as a one or multiple-row spray-nozzle beam with nozzles for high-pressure cooling the rolls.
28. (canceled)
29. The cooling apparatus according to claim 24, wherein in the combined low/high-pressure cooling system the spray nozzle bars of the high-pressure cooling system are mounted above or below or within the low-pressure cooling system in a fixed fashion or moveably in the width direction.
30. The cooling apparatus according to claim 24, wherein two or more of the cooling-shell segments are movably connected to one another.
31. The cooling apparatus according to claim 24, wherein the moveable connection between the cooling shell segments is designed in the form of a hinge or a spring or an elastic connection or a multipart linkage mechanism.
32-35. (canceled)
36. The cooling apparatus according to claim 24, wherein at least one of the cooling shell segments, such as the center segment, can be positioned in front of the roll using the cooling bar support and the other cooling shell segments can be pressed against the roll separated by spacer plates using springs.
37. (canceled)
40. The cooling apparatus according to claim 24, wherein a space is formed between the cooling shells or cooling shell segments and the roll surfaces using a sealing function or a sealant and by a predetermined pressure against the rolls, wherein very little cooling fluid is able to escape from the space to the environment.
41-42. (canceled)
43. The cooling apparatus according to claim 24, wherein the high-pressure cooling system is on the outlet side of the stand.
44. (canceled)
Description:
[0001] The invention relates to a method of and an apparatus for cooling
rolls, in particular the working rolls, of a roll stand.
[0002] In the rolling of metals, the rolls that are involved in the rolling process, i.e. the working rolls, heat up. In order to protect them from damage and in order to extend their life span as much as possible, the rolls are cooled. In most rolling plants, today's cooling systems spray a cooling liquid onto the roll surface using nozzles (preferably flat spray nozzles). Such a cooling method is called "spray cooling". The pressure used is between 6 bar and 12 bar depending on the rolling plant, and in some cases 20 bar. In addition to the task of cooling the working rolls as intensively as possible in order to limit the thermal load and geometric expansion thereof, the cooling of the working rolls must include keeping the rolls free of dirt, oxide particles and scale particles. The cooling effect increases as the amount of coolant and the coolant pressure increase. The disadvantage of the system is that a high level of energy is required and maintenance of the pumps is more expensive at higher pressure.
[0003] Another possibility for cooling the working rolls is low-pressure cooling. A cooling apparatus known from WO 2008/104037 [US 2008/0089112] has highly turbulent cooling at low pressure with the roll being cooled by nozzles and bore holes in a concave cooling bar. Through the arrangement of the cooling bar and with the help of end plates attached to the ends of the cooling bar, an even water cushion is formed that has a turbulent, random-directed flow. However, the cooling apparatus only operates in a satisfactory and reproducible manner when the roll diameter even when worn generally matches the curvature of the cooling apparatus. Since the currently common wear range of a roll is about 10% of the maximum roll diameter, multiple cooling apparatuses are required for different roll diameters; this requires an elaborate system of roll logistics. The fact that it is not possible to adjust the curvature of the cooling apparatus to accommodate different roll diameters for each stand and after each change of working rolls is a disadvantage, thus resulting in a different spacing between the nozzles and bore holes to the roll surface and thereby a different cooling effect is during the rolling process from roll change to roll change.
[0004] A low-pressure cooling system in the form of convection cooling is described in DE 36 16 070 [U.S. Pat. No. 4,741,193], where the cooling fluid flows past the roll surface in a directed fashion and with an external pressure in a defined, relatively narrow gap between the working roll surface and a cooling shell. The pressure level is lower and depends on the gap width and the flow rate. Higher cooling effects are accomplished by higher flow rates in this case. As a result of the lower pressure level, the system has no cleaning effect on the roll surface. A disadvantage of this device is that each roll requires its own cooling block since it is mounted on the roll chocks. Therefore, a large number of these cooling blocks are required for a conventional hot-rolling mill. The need to adjust the gap width to different working roll diameters and to move the cooling blocks to follow the respective working roll positions has also proven to be a disadvantage and very expensive since adjusting the gap has to be done manually and outside the roll stand.
[0005] Beginning with the prior art as discussed, the object of the invention is to provide a method of and an apparatus for optimally cooling the rolls of a roll stand, for protecting them against thermomechanical fatigue and against wear, energy considerations such as the minimization of the required amount of cooling fluid flow and cooling fluid pressure as well as incident design and manufacturing costs being taken into account.
[0006] This object is attained by a method with the features of claim 1 and an apparatus with the features of claim 24 in that the rolls are simultaneously subjected to a low-pressure cooling and to a high-pressure cooling system that sprays a coolant fluid directly under high pressure against the roll.
[0007] Basically, all rolls of a roll stand can be cooled using the cooling apparatus according to the invention; however, the invention is particularly useful for working rolls.
[0008] It is beneficial to feed about 20% of the total amount of cooling fluid to the high-pressure system and about 80% of the total amount of cooling fluid to the low-pressure system, which produces most of the cooling effect. The cooling fluid can be withdrawn from a container at a height of 7-12 m, for example, or can be produced directly by low-pressure pumps. The required pressure range for the cooling fluid for low-pressure roll cooling depends on the thermal load of the rolls and is between 0.5 to less than 5 bar, for example. As design embodiments, spray cooling, coolant curtains, gap cooling and convection cooling, high-turbulence cooling or a combination of the various low-pressure systems can be used.
[0009] For high-pressure roll cooling, which simultaneously performs the function of roll surface cleaning and removal of scale, a one or two-row spray nozzle bar can be used, as in conventional systems. The low fluid amount of about 20% of the total cooling fluid amount is sufficient for this task, with a required cooling fluid pressure range of between 5-50 bar, preferably 12 bar. The pressure range used for the cooling fluid for high-pressure roll cooling depends on the roll parameters of thickness reduction, specific surface pressure in the roll gap, roll speed, belt temperatures, roll material and rolled material.
[0010] For environmental considerations and from a "green plant technology" perspective, it is advantageous for the total energy used by the pumps to be lowered while at the same time fulfilling all system functions. If one compares the pump energy expended by conventional roll-cooling systems using high pressure with the proposed combined low/high-pressure cooling system, the following differences arise:
[0011] Using the example of a 2 m hot strip mill with a total roll coolant medium flow of 5000 m3/h, the pump energy requirement (not including the pump efficiency; pump power=volumetric flow*pressure increase [note: 36 is a conversion factor]) is:
[0012] Conventional Roll Cooling:
[0013] Pressure level of 12 bar, for example
Pump power=5000 m3/h*12 bar/36
Pump power=1667 KW
[0014] Combined Low/High-Pressure Cooling:
[0015] Pressure level of 12 bar, for example
[0016] High-pressure coolant amount of 1000 m3/h and
[0017] Pressure level of 2 bar, for example
[0018] Low-pressure coolant amount of 4000 m3/h
Pump power=1000 m3/h*12 bar/36+4000 m3/h*2 bar/36
Pump power=333 KW+222 KW=555 KW.
[0019] Using the combined low/high-pressure cooling system, a significantly lower amount of energy is needed. For the example above, a reduction in pumping power of about 1.1 MW thus results.
[0020] In case of increased dirt or scale particles and in the event of a rough roll surface, for example, or if there is a thermal crack pattern, the pressure level can be increased accordingly. The roll surface can be observed with a camera in order to determine the change in pressure level that results. Furthermore, the pressure level can be individually adjusted in stages (for example by switching additional pumps on or off), or continuously to effect the thickness of the oxide layer on the roll.
[0021] The combined low/high-pressure cooling system can be provided for the front stand of a hot strip mill, for example. Then, a strictly low-pressure cooling system can be used at the back stand.
[0022] The high-pressure cooling bar can act over nearly the entire barrel length or can be designed to move in the direction of its width or with only local cooling. If only simple low-pressure shell cooling is used individually, a combination with the cooling system according to the Japanese patent application JP 07290120 is conceivable and provided. In this case, two spray nozzle bar sections are moved axially or in the width direction using a motor, and the working roll is cooled differently locally. Instead of using an electric or hydraulic motor with a threaded rod or two motors for the separate adjustment on the left and right sides, respectively, it is preferred to alternatively design a hydraulically moved single- or multipart hinged pivot with spray bars attached thereto or rotatable nozzle units for directing the coolant streams to the desired regions of the working roll (within or next to the strip region) so that the strip profile and the flatness can be positively influenced.
[0023] Similar to the embodiment with the spray bar sections that can be moved in the width direction, short shell segment sections with a width of, for example, 150 mm can be axially adjusted in the width direction for a segment of the low-pressure shell cooling system and only acting locally (such as symmetrically at two locations on the working roll).
[0024] The purpose of the low-pressure working roll-cooling system according to the invention is to provide optimal and efficient cooling, the cooling effect (heat transfer from the roll to the cooling fluid) being maintained at a high level despite a low cooling fluid pressure. This results in a lower roll temperature or can be used to reduce the amount of cooling fluid. An efficient low-pressure roll-cooling system is preferably convection cooling in which the cooling fluid is led past the roll surface in a relatively narrow gap between the working roll and a curved cooling shell.
[0025] According to the invention, the cooling apparatus substantially comprises moving cooling shell segments that are pivoted on one another. Preferably, three cooling shell segments are used, but in general only two are used. In special cases, however, only one cooling shell segment can be used. The individual cooling shell segments preferably comprise lateral or end joints or joint halves. At least one pivot is provided on the center cooling shell segment, the pivot holding at least one, preferably two cylinders (hydraulic or pneumatic cylinders). The second support point for the cylinders is at the other members of adjacent cooling shell segments. The cylinders can be provided in the center of the cooling bar or on both sides at the edges thereof. Instead of adjusting the shell using cylinders, an adjustment using hydraulic motors or electric motors is conceivable, for example. The console or cooling bar support is located on the center cooling shell segment, with fastening holes. It is possible to move the center cooling shell segment. and thus all components connected thereto, using the cooling bar support, a horizontal, vertical and rotating motion being possible. The position adjustment is accomplished using a multipart linkage mechanism that is actuated pneumatically, hydraulically or electromechanically. It is also possible to advantageously position the center cooling bar support in the horizontal direction using a longitudinal or elongated guide and pneumatic or hydraulic cylinders.
[0026] The cylinders comprise path measurement systems and pressure transducers. The position of the cylinder and thus the gap adjustment and spacing determination between the cooling shell segment and the roll, as well as the monitoring of the adjusted positions, can be determined and carried out in the following different ways, wherein a combination of the methods listed is also possible:
Calibrating the Cooling Shells
[0027] To adjust the positions of the cooling shell segments, the cooling bar support positioning and the cooling shell segments are pressed against the roll with a defined pressure using the associated cylinders and linkage mechanisms. In this position, the path transducer is set to zero. Starting from this position, and with information about the geometric relationships, a defined gap between the cooling shell segment and the roll can then be adjusted. The cooling system calibration process can be carried out during the stand calibration procedure.
Calculating Positions
[0028] Since the geometric relationships (roll diameter, roll positions in the vertical direction, cylinder positions, spacings between joints and points of rotation, position of the multipart linkage mechanism, etc.) are known, the shell position and center gap width can be calculated with good approximation. Each relative change in roll position (when a strip thickness is changed, for example), can be converted during the roll process this way.
Use of Sensors
[0029] Using proximity sensors, the gap can be measured directly and the cylinders and linkage mechanisms can be correspondingly adjusted using a control system.
[0030] In contrast to a cooling apparatus according to the prior art, the cooling apparatus according to the invention adjusts to the roll diameter and roll positions using the joints provided since the positioning systems of the cooling bars are associated with the thickness control system and follow the vertical motion of the working rolls, for example when a thickness change is made. When the stand is opened up (for example upon Emergency-Open), the cooling shells are automatically tilted back somewhat.
[0031] In one design embodiment, the cooling apparatus forms a space with the aid of a seal, and very little cooling fluid escapes this space to the environment. The seal is formed by pressing the top and bottom of the shell against the working roll, which can be biased with a predefined pressure, and/or is accomplished by applying a dynamic pressure at the edge of the cooling shells. This arrangement makes it possible to design a nearly sealed cooling circuit.
[0032] The cooling bars and the cooling shells and conventional high-pressure and/or low-pressure spray bars can be attached to the cooling apparatus. By positioning the shells just in front of the roll, a gap is formed through which the coolant flows. The gap widths between the cooling shell and the working roll are adjusted to between 2 and 40 mm, for example to 5 mm, during operation and reproducibly independent of the roll diameter. The gap between the working roll and the cooling shell--as seen tangentially--can be uniform or the shell can be designed to narrow as it approaches the outlet.
[0033] When convection cooling according to the invention is used, two different cooling variations are possible; zoned convection cooling and continuous convection cooling.
[0034] Zoned convection cooling is subdivided into zones. For example, the cooling fluid flows from a conical rectangular slit into the individual regions of the cooling shell toward the roll and is redirected toward both sides (upward or downward) or even primarily to one side only, the cooling shell forcing flow along the roll. By redirection of the flow and flow with a higher relative velocity along the roll, the cooling fluid absorbs heat from the roll efficiently. The heated cooling fluid then flows back in a backward direction and thus makes room for new cold cooling fluid. In the process, the cooling bars are designed such that the cooling fluid flowing backward (away from the roll) can discharge easily at a gradient. The returning coolant is also redirected to the side using redirecting baffles in order to reduce the pooling effect over the doctor blade. The individual cooling regions are separated from one another by a mutual shielding effect so that the cooling fluids of the adjacent cooling bars do not disrupt one another much.
[0035] In continuous convection cooling, the cooling fluid is fed through a larger continuous angular range of the roll. A minimal, adjustable gap width and a high flow velocity are required in order to generate good heat transfer. The gap width and the amount of cooling fluid must therefore be matched to one another. Continuous convection cooling can be operated with is countercurrent or concurrent flow. Due to the long path between the upstream and outlet sides, end sealing of the cooling shells is required. An alternative to the countercurrent or concurrent principle is an operating mode in which the cooling fluid is fed from the upper and the lower cooling bar pipeline. The discharge is then done toward the ends. This way, first of all the cooling fluid flowing toward the roll tangentially absorbs the heat and is then redirected to the end. The warm cooling fluid thus heats the roll regions adjacent the regions in which the strip runs and this leads to the desired positive affect of thermal crowns there. This system is especially effective when zone cooling is carried out in which the regions next to the strip are not directly cooled.
[0036] In zone cooling, only certain regions along the length of the roll in the coolant feed channel of the cooling bar are released for flow, or else narrow cooling shells with different gap widths are arranged in succession at a spacing from one another. Depending on the different gap widths, different specific cooling fluid flows result for the narrow cooling shells, and thus a different cooling of the working roll results for each cooling shell. To separate the different cooling fluid flows, a blocking cooling fluid or a gap seal is placed between the narrow cooling shells depending on the design.
[0037] A computational model (process model or Level 1 model) is used for optimum control of the cooling apparatus; the model performs the following tasks: [0038] Adjusting the amount of coolant and the pressure level for the low-pressure and optionally the high-pressure section depending on the decrease in strip thickness, the specific surface pressure in the roll gap, the roll speed, strip temperatures, roll material and rolled material, and depending on the measured and/or calculated roll temperatures and/or observed roll surface and is also dependent on the coolant impingement width setting, [0039] Adjusting the amount of coolant across the width of the strip by adjusting the outlet openings of the feed channel (parabolic, higher order curve or in zones) and/or adjusts the gap width between the cooling shell and the working roll depending on the strip width and/or adjust the position of the spray nozzle bar sections that can move in the width direction and/or depending on the measured profile and flatness condition across the width of the strip, [0040] Exchanging signals with the thickness controller (stand position), [0041] Describing the geometric relationships of the moving parts of the cooling apparatus and incorporation of application position, passline position, and working roll diameter for the purposes of optimum position determination or calculation of the positional changes, [0042] Establishing the tilt position of the cooling bar support and cooling shell application position using the cylinder, optionally using the pressure signals and path transducer signals, [0043] Controlling the calibration procedure for the cooling shell positions.
[0044] Further advantageous embodiments of the invention are objects of the dependent claims.
[0045] Further details of the invention are illustrated by way of embodiments illustrated in schematic drawing figures.
Therein:
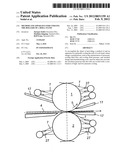
[0046] FIG. 1 shows a spray cooling system according to the prior art,
[0047] FIG. 2 shows a high-turbulence convection cooling apparatus according to the prior art.
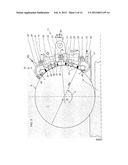
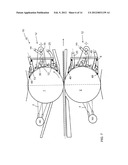
[0048] FIG. 3 shows a cooling apparatus according to the invention comprising a plurality of cooling shell segments that are pivoted on one another,
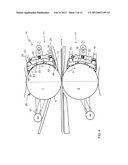
[0049] FIG. 4 shows the cooling apparatus of FIG. 3 with an alternative cooling-fluid flow,
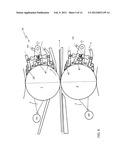
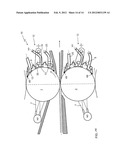
[0050] FIG. 5 shows a cooling apparatus according to the invention with radially divided cooling shells,
[0051] FIG. 6 shows the cooling apparatus of FIG. 5 with exchangeable cooling shells or plates,
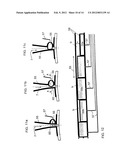
[0052] FIG. 7 shows a cooling apparatus with cooling shell segments biased by springs,
[0053] FIG. 8 shows a cooling apparatus with roll gap cooling/lubrication and combined low/high-pressure cooling,
[0054] FIG. 9 shows a cooling apparatus with holes in the cooling shells,
[0055] FIG. 10a-f shows embodiments of nozzles and shells,
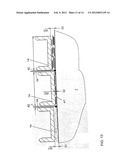
[0056] FIG. 11a-c illustrates adjustment of a gap width,
[0057] FIG. 12 illustrates adjustment of a gap width,
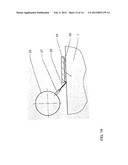
[0058] FIG. 13 shows zoned cooling,
[0059] FIG. 14 shows gap sealing,
[0060] FIGS. 15a and b show a locally acting axial adjustable roll-cooling system,
[0061] FIG. 16 shows leaf springs as elastic hinges between adjacent cooling shell segments.
[0062] A spray cooling system according to the prior art is shown in FIG. 1 where a cooling fluid 7 is sprayed onto the roll outer surface of working rolls 1, 2 by nozzles 27. Due to the relatively large spacing between nozzle and roll, a higher coolant pressure range (such as 6-15 bar) is selected. Upstream and outlet side doctor blades 17 make sure that as little cooling fluid as possible can come into contact with the rolled material 4.
[0063] FIG. 2 shows another known possibility for cooling the working rolls 1, 2. Here, the cooling is high-turbulent cooling with low pressure. Water is sprayed onto the outer surface of the working rolls 1, 2 on the upstream side using nozzles 27 and on the downstream side through holes in a concave continuous cooling shell 11 such that a water cushion with a turbulent and is undirected flow pattern is formed in front of the working rolls. In this design, the exchange of water occurs relatively slowly, which negatively affects the cooling efficiency.
[0064] A continuous convection cooling system according to the invention with a continuous cooling shell 11 is shown in FIG. 3. The cooling apparatus 10 according to the invention substantially comprises cooling shell segments 13 that are hinged on one another and that fit around a large angular portion of the working rolls 1, 2 at a spacing, forming a gap 30 therewith.
[0065] The pivoted connection between the individual cooling segments of a cooling shell advantageously produces an optimum fit of the cooling shell on the actual diameter of the roll and thus an energy-efficient cooling of the roll. The pivot axis of the joint lies preferably parallel to the longitudinal axis of the roll.
[0066] The cooling fluid 7 flows through a feed pipe 25 and an inlet opening 29 to the gap 30 in countercurrent flow to the direction of rotation of the rolls 5; the fluid then exits through the outlet opening 24 and the discharge pipe 26. If in a special case the discharge pipe 26 of the outlet opening 24 is closed or if there is none, the coolant can be discharged perpendicular to the roll. Partial end seals are only used in that case. The angular dimensions of the cooling shell segments 13 that form the gap 30 should be of approximately the same so that when the diameter of the working roll 1 changes, the cooling shell segments 13 can optimally follow the change in curvature of the outer roll surface 6. The ends of the individual cooling shell segments 13 form hinges or hinge halves that form a corresponding number of pivots 22 when connected together, and also have pivots 21 that are connected together by cylinders 20, for example hydraulic or pneumatic cylinders. The cooling bar support 16 is connected to the center shell segment 13, and is carried on a pivot 23 by a multipart linkage mechanism that is not shown to move the cooling shell segments 13 and all components connected thereto (horizontal, vertical and rotationally) in the cooling bar support adjustment directions 45 indicated. A scraper 17 below the cooling shell 11 ensures that as little cooling fluid 7 as possible makes its way onto the rolled material 4.
[0067] The entire cooling shell 11 can be positioned using sensors 37 for measuring distances, pressure sensors 36 in the cylinder connecting lines, and path sensors 39 at or on the cylinders 20. The roll temperature is continuously monitored by temperature sensors 38 (in the center of the rolls or along the width) so that the size of the gap 30 can be controlled accordingly to maintain the desired cooling effect.
[0068] The cooling apparatuses described below are of similar designs, which is why details with regard to the design that are identical are not further described; only the reference numbers as listed above are included as needed.
[0069] In the cooling apparatus 10 of FIG. 4, an alternative cooling fluid 7 flow setup within the gap 30 created by the cooling shell segments 13 of the cooling shell 11 and the outer roll surface 6 is shown in comparison to the flow described in FIG. 3. Each of the feed pipes 25 for the low-pressure (ND) cooling fluid 7 are provided at the upper and the lower cooling shell segments 13 here so that the cooling fluid is fed through the gap 30 in countercurrent flow and in concurrent flow in this case, the flow being relative to the roll rotation direction 5. The flow directions are shown by arrows 43. To seal the gap, the upper and lower edges of the cooling shell 11 are provided with contact surfaces 46, for example a laminated fabric plate, that bear against the outer surface 6 of the roll in a sealing manner. Since this only allows cooling fluid 7 to leave from the gap 30 laterally (discharge pipes are not provided), the gap 30 is larger than the gap width of FIG. 3. Adjustment of the individual cooling shells is done as in FIG. 3 by cylinders 20. Instead of cylinders, simpler helical springs can also be used. In addition to the cooling done on the downstream side using the cooling shell 11 located there, each working roll 1, 2 is also cooled on the upstream side. Since the amount of cooling achievable is not emphasized here, spray cooling at low pressure using nozzles 27 is sufficient, for example.
[0070] A cooling apparatus 10 comprising a sectioned low-pressure convection cooling arrangement is shown in FIG. 5. In contrast to FIGS. 3 and 4, in which the cooling shells 11 are made up of cooling shell segments 13 that together form a uniformly moving cooling shell 11, the cooling shell segments 13 of the now radially divided cooling shell 12 are also locally separated from one another and form separate convection cooling regions s1, s2, s3. Here, the cooling fluid flows from the low-pressure feed pipes 25 through a conical outlet slit 44 in the center part of a cooling shell segment 13 and out of an outlet opening 24 toward the working rolls 1, 2 and is redirected upward and downward to both sides. In order to limit the amount of water flowing laterally (in the width direction), mechanical end seals can be provided. Each cooling shell segment 13 forces a flow shown by the arrows 43 along the outer roll surface 6 and then toward the back again. In the process, the cooling shell segments 13 are designed such that the cooling fluid flowing outward (away from the rolls) can discharge easily at a gradient. The returning cooling fluid on the top is also redirected to the end using redirecting baffles (not shown) in order to reduce the pooling effect over the doctor blade 17. The outlet openings 24 of the cooling shell segments 13 can be provided with replaceable nozzles (such as rectangular) so that as necessary the cross section and the shape can be easily adapted to changing conditions. In this illustrated embodiment, high-pressure (HD) nozzles are located between the doctor blades 17 and the cooling shells 12; these high-pressure nozzles provide the combined low/high-pressure cooling according to the invention. The high-pressure spray bar can be separately mounted on the cooling bar support 16 as shown or can be fastened to a cooling shell segment so that it moves with it.
[0071] FIG. 6 shows that a complete, exchangeable cooling shell plate 47 is fastened to the cooling bar of the cooling apparatus 10. Since the nozzles of the outlet openings 24 can be replaced here as well, the entire cooling shell, together with its nozzles, can be replaced, or they can be replaced separately. The cooling shells of a convection cooling zone can also be in two parts, so that by relatively shifting them and then fixing the two halves, the outlet opening 24 can be easily adjusted. Furthermore, different shell thicknesses or gap widths can be easily adjusted for each cooling bar, and the cooling fluid portion that flows upward and downward can be influenced.
[0072] Instead of using cylinders to position the individual shells as in the previous illustrated embodiments in FIGS. 3 through 6, in the cooling apparatus 10 of FIG. 7 an alternative solution is disclosed and illustrated. Here, the cooling bar support 16 is positioned with the center cooling shell segment 13 in front of the roll. The two other cooling shell segments 13 are urged against the working rolls 1, 2 by a straight or curved lateral bar 48 that can pivot within a narrowly defined range, the corresponding application pressure of the segments being defined by springs 8. Alternatively, coil springs 8 with respective carriages at the ends can also be attached at the cylinders (see FIGS. 3-6). Here, the gap 30 is established by spacer plates 49 between the cooling shell 13 and the working rolls 1, 2. Suitable materials for the spacer plates include laminated fabric, aluminum, cast iron, and even self-lubricating metals or plastic, for example. The spacer plates 49 are only provided at the edges of the cooling bar in order not to disrupt coolant flow at the center. Optionally, spacer plates 49 that extend the length of the cooling bar are also conceivable. These plates can act as space-setting means or for influencing the flow direction of the coolant. These spacer plates can also be attached to the center cooling shell segment 13 (not shown). The edges of the working roll (next to the strip) are heated by flow of heated coolant out of the middle to the ends.
[0073] If the working-roll diameters for the rolls being cooled are small or within the same range per stand, a rigid cooling system is provided as a special case, in other words a system with stationary cooling shells (no cylinder between the shells and no springs 8). Then, an advantageous feature would be rigid spacer rods instead of moving cylinders 20. Then, the gaps between the roll and the cooling shell vary somewhat, but the system is still effective with convection cooling in sections, and the system is simpler to manufacture. The only requirement is to position the cooling bar support in front of the roll depending on the working roll diameter and the working roll position, so that the gaps are optimally placed, i.e. the outlet openings are relatively close in front of the roll. The design can then be the same for multiple stands, and the adjustment to the various stand diameter ranges of a roll mill can be done in a simple fashion by the length-adjustable rods.
[0074] In addition to the previously described combined low/high-pressure cooling, low-pressure convection cooling with integrated roll-gap lubrication 19 and roll gap cooling 18 on the upstream side is provided in the cooling apparatus 10 of FIG. 8. At the same time, FIG. 8 discloses how different high-pressure and low-pressure systems can be combined with one another. The flow of the cooling fluid 7 can be divided below a cooling shell or, as shown here for example, on the upstream and downstream side. A larger amount of the coolant can be preferably diverted in one direction. For the purposes of increasing heat transfer, flow opposite to the direction of rotation is advantageous.
[0075] The region in which the roll-gap lubrication 19 is provided is kept largely dry due to the working-roll cooling flow direction and/or by provision of the cooling shells 50 with an elastic plastic surface, or provision of the cooling shells 51 with elastic plastic or laminated fabric plates. This causes a slight pressure to be applied by the plates to the roll by the cooling bar support mechanism. The plates themselves are continuous across the width and have an elastic effect due to their physical design (not shown). The roll surface upstream (in the direction of rotation) of the application of the roll gap lubricant can optionally get a blast of compressed air (not shown) in order to blow the roll surface dry in a defined fashion.
[0076] Instead of using three cooling bars with rectangular nozzles, according to the cooling apparatus 10 of FIG. 9 it is also possible to design the three cooling bars with exchangeable cooling shells 47 formed with a multiplicity of holes 52 and offset from one another, from which holes individual coolant streams are sprayed at the rolls 1, 2 from a short distance. This is another way to design a zoned convection cooling system. The holes are offset from one another in the width direction such that as even a cooling effect as possible is achieved along the width. The cross sectional area and spacings between holes 52 can be varied across the width of the barrel so that a cooling crown can be produced with this system as well. The holes 52 can be directed perpendicular to the rolls 1, 2 or even produce an oblique spray of the cooling fluid against the rolls 1, 2.
[0077] In a special variation, which is not shown, the cooling shells are adapted so that the coolant outlet opening comprises a rectangular slit 24 if desired combined with holes 52 in the plate in order to increase turbulence in the flow gap.
[0078] Further details on nozzle and shell design can be found in FIGS. 10a through 10f, where the nozzle is mounted in the center of the shell or alternatively in an asymmetric arrangement, the shell being shortened on one side, such as on the top, for example. The upward and downward distribution of the cooling fluid flow can also be influenced by changing the application angle of the nozzle or by varying cooling shell thicknesses above/below (not shown). Also indicated are various nozzle types (focused stream or "distributed spray"). The cooling shell can also be smooth on the side facing the rolls, or can be provided with grooves or ribs 9 there in order to positively influence the cooling effect by creating turbulence.
[0079] In particular:
[0080] FIG. 10a shows a symmetrical arrangement of the lower part of the cooling bar 54 on the cooling shell 11, 12 with exchangeable nozzle 27,
[0081] FIG. 10b shows cooling fluid exiting from the nozzle 27 at an angle α oblique relative to the roll,
[0082] FIG. 10c shows a nozzle 27 with alternative cross sectional form and possible embodiments of the ribs or grooves 9,
[0083] FIG. 10d shows cooling shells 11, 12 shortened or extended asymmetrically relative to the nozzle 27.
[0084] The conical outlet opening extending in the flow direction can be provided with baffles if necessary in order to aim the coolant inward, outward or straight so that a closed and even cooling fluid stream ultimately exits along the length of the cooling bar. A conical shape of the cooling fluid feed channel at the cooling bar broad sides is also possible in order to reduce the cooling fluid amount flowing beneath the shell laterally toward the side (edges of the bar).
[0085] It is also possible to design the cooling shell in sections across the length of the cooling bar, with the gap width adjusted in the cooling fluid feed channel, thereby affecting coolant distribution and cooling effect along the length of the roll. In order to make a simplified parabolic change in the gap width of the outlet opening over the width, spring plates 53 can be provided inside the conical feed channel 55 as in the embodiment of FIGS. 10e (side view) and 10f (top view), the spring plates being bent by an adjustment mechanism (not shown). In the normal position, the spring plates sit against the side surfaces of the outlet opening here. If the center is pushed to one side, the gap is reduced there. In the process, the edges are held in place in a slotted guide. Alternatively, if the spring plate is shifted at the two edges, the gap width reduces there. The embodiment according to FIG. 10e and FIG. 10f simply illustrates the principle. Other designs are possible that have the same effect.
[0086] Details of an embodiment involving gap adjustment in the feed channel 55 are shown in FIGS. 11a through 11c in an end view and in FIG. 12 in a corresponding top view. Here, the longitudinal exit cross section 58 of the cooling bar is subdivided into individual width sections 59. For each width section 59, the flow opening b and thus the volumetric flow of the cooling fluid can be individually adjusted. The width section 59 can be designed to be 50-500 mm wide, for example. Alternatively, zoned cooling control (gap adjustment) can be provided in paired fashion, symmetrical to the center of the stand. All cooling bars of a stand can be provided with a zone-wise control of the cooling cross sections and the zones can be connected accordingly or the individual bars of a stand can be controlled separately. As a mechanism for closing the outlet cross section, a system that operates by air pressure or liquid pressure is provided for the illustrated embodiment in FIG. 11. The flow opening b can be adjusted from open to partially open or closed depending on the pressure level of the system or on the measured volumetric flow. Instead of rotating plastic bulges 60 in sections, rotatable or moveable valves or plungers, eccentrics or other mechanical actuators can be used to influence the cross section of the outlet opening in segmented fashion.
[0087] In the illustrated embodiment of FIGS. 11a through 11c, a pressure chamber 56 is provided to the side at the feed channel 55 as a closure element, the expandable plastic tube 60 of the chamber forming part of the feed channel 55. In the starting position of FIG. 11a, the air chamber 56 is depressurized so that the flow opening b is fully open as shown in FIG. 12 in width section 59a. In FIG. 11b, the pressure chamber 56 was partially filled with compressed air or a liquid via a pressure line 57, the plastic tube 60 being partially pressed into the feed channel 55 and the flow opening b being now partially closed as shown in FIG. 12 in width section 59b. FIG. 12 shows a fully closed flow opening b in width section 59c. Here, the pressure chamber 56 was completely filled according to FIG. 11c, and thus the feed channel 55 in this region is blocked off. By closing off the zones, the thermal expansion of the rolls and thus the strip profile and the strip flatness can be positively influenced. Closing the cooling zones next to the strip while at the same time adjusting (reduction) the water feed amount can advantageously contribute to further energy reductions.
[0088] A different zone cooling principle is shown in FIG. 13. Here, narrow cooling shells 14 are provided next to one another along the length of the rolls, the gaps 31, 32, 33 of the shells being adjusted to different gap widths W1, W2, W3. Thus, by means of different gap widths and a different application of pressure and volumetric flow of cooling fluid to the gaps 31, 32, 33, a different specific cooling fluid flow 41 per unit time can be produced along the length of the rolls. To separate the individual zones with different cooling fluid flows 41 per unit time, a blocking cooling fluid for producing a dynamic pressure can be introduced to the gap 34 between the cooling shells 14. Also, a cooling shell without an adjusting device can be designed in simplified fashion such that the gap between the cooling shell and the roll is of arbitrarily varying size along the length of the roll.
[0089] Possible materials for the cooling shells 13,14 advantageously include a material that can sit against the roll without damaging it and that is elastic. For example, this can be a non-sand based cast iron, slidable plastic, self-lubricating metals, aluminum or laminated fabric.
[0090] Shown in FIG. 14 is an option for sealing the gap 30 formed between the working roll 1 and the cooling shell 14 at the edges of the gap. A stream of fluid 28, for example an air or coolant stream, is blown in through a pipe 25 and a nozzle 27 aimed into the opening of the gap 30. The fluid stream 28 thereby produces a dynamic pressure that prevents the cooling fluid 7 from exiting the gap 30.
[0091] A locally acting, axially moveable working roll spray cooling system, which can be designed as a high-pressure or low-pressure cooling system, is shown in FIGS. 15a and 15b. This cooling system represents a supplemental cooling system and can be operated in combination with an unillustrated low-pressure shell cooling system. The local positioning of the spray nozzles and the application of the cooling fluid 7 is preferably done in response to the control of profile and flatness. To this end, in FIG. 15a, the spray nozzle bar sections 40' are moved along a guide rod 63. The positioning of the two spray nozzle bar sections 40' is done here symmetrically with respect to the center of the roll using a hydraulic cylinder 61, hinged rods 62 and nozzle bar supports 64. Alternatively, two hydraulic cylinders 61 are also conceivable; these two cylinders individually position the two sides 65. The feeding of the spray nozzle bar sections 40' is done individually to the right and to the left by respective feed lines 25. A similar arrangement of a locally acting working roll-cooling system is seen in FIG. 15b. Here, hinge rods and hinge pivots 62 with spray nozzle bar sections 40' fastened thereto are moved along a circular path 64 from a pivot 66 by a hydraulic cylinder 61; in this way, the cooling stream 7 is directed to different positions of the working roll 1 within or next to the strip. As an alternative (not shown) to the hinged pivot, the two spray nozzle bar sections 40' can each be moved using a coupling gear (4-link curve) if motion along a circular path 64 is to be avoided. Also possible is the use of electric or hydraulic stepper motors at the pivots 66 for directly moving the nozzle units on the spray nozzle bar sections 40' along a rod lying in the circular path 64.
[0092] The low-pressure cooling system can also be used by itself, i.e. not in combination with the high-pressure cooling system.
[0093] FIG. 16 shows springs 8 as an elastic connection between the adjacent cooling shell segments 13.
PARTS LIST
[0094] 1,2 Working rolls [0095] 3 Roll width [0096] 4 Rolled material [0097] 5 Roll rotational direction [0098] 6 Roll outer surface [0099] 7 Cooling fluid [0100] 8 Spring [0101] 9 Grooves or ribs [0102] 10 Cooling apparatus [0103] 11 Continuous cooling shell [0104] 12 Radially divided cooling shell [0105] 13 Cooling shell segments [0106] 14 Narrow cooling shells [0107] 15 Pivot of the cooling shell [0108] 16 Cooling bar support [0109] 17 Doctor blade [0110] 18 Roll-gap cooling [0111] 19 Roll-gap lubrication [0112] 20 Cylinder [0113] 21 Pivot of the cylinder [0114] 22 pivot of the cooling-shell segments [0115] 23 pivot of the cooling-bar support [0116] 24 Outlet opening [0117] 25 Feed pipe [0118] 26 Discharge pipe [0119] 27 Nozzle [0120] 28 Fluid stream [0121] 29 Entry opening [0122] 30 Gap between the outer surface of the roll and the cooling she [0123] 31 Gap of gap width W1 [0124] 32 Gap of gap width W2 [0125] 33 Gap of gap width W3 [0126] 34 Gap between the narrow cooling shells [0127] 36 Pressure sensor [0128] 37 Sensor for distance measurement [0129] 38 Temperature sensor [0130] 39 Path sensor [0131] 40 Spray nozzle bar for high-pressure cooling [0132] 40' Spray nozzle bar section [0133] 41 Specific cooling fluid flow per unit time [0134] 42 Blocking cooling fluid for separating the cooling shell strips [0135] 43 Flow direction of the cooling fluid [0136] 44 Conical outlet slit [0137] 45 Possible adjustment direction of the cooling bar support [0138] 46 Contact surface [0139] 47 Exchangeable cooling plate [0140] 48 Lateral bar [0141] 49 Spacer plate [0142] 50 Cooling shell with elastic plastic surface [0143] 51 Cooling shell with elastic plastic plate [0144] 52 Cooling shell with holes [0145] 53 Spring plate [0146] 54 Lower section of the cooling bar [0147] 55 Conical feed channel [0148] 56 Pressure chamber [0149] 57 Pressure line [0150] 58 Outlet cross section [0151] 59 Width section of the outlet section [0152] 60 Expandable plastic hose [0153] 61 Cylinder [0154] 62 Pivot rod [0155] 62 Guide rod [0156] 63 Path of motion [0157] 64 Moveable nozzle bar support [0158] 65 Pivot path [0159] 66 Pivot [0160] 67 Flow opening [0161] ND Cooling fluid feed for low-pressure cooling [0162] HD Cooling fluid feed for high-pressure cooling [0163] s1-s3 Cooling range of the cooling shell segments
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2011-12-01 | Car and method for transporting a drive spindle for a roller of a roll stand |
| 2010-10-28 | Inspection system for rolled products of a milling station |
| 2010-04-15 | Device and method for cooling rollers used for rolling in a highly turbulent environment |
| 2010-02-04 | Tool to aide in the bending of rebar (reinforced steel bars) on construction site |
| 2010-03-11 | Re-turning plant for rollers of a rolling mill |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2015-01-15 | Method and device for cooling rolls |
| 2010-09-02 | Operating method for introducing a product to be rolled into a roll stand of a roll mill, control device, data carrier, and roll mill for rolling a strip-type product to be rolled |
| 2008-08-21 | Procedure for deep rolling crankshafts |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2021-11-11 | Device and method for measuring a wear condition of plain bearing or guide elements |
| 2016-03-24 | Hot-rolling mill |
| 2015-11-19 | Device and method for laterally guiding a rolled or cast product on a transport track |
| Top Inventors for class "Metal deforming" | |
| Rank | Inventor's name |
|---|---|
| 1 | Sergey Fedorovich Golovashchenko |
| 2 | Joel T. Pyper |
| 3 | Scott M. Breen |
| 4 | Thomas Flehmig |
| 5 | Matthias Kipping |