Patent application title: STRIP COILER FOR STARTING AND FINISHING TO COIL METAL STRIPS
Inventors:
Matthias Kipping (Herdorf, DE)
Helmut Höfer (Hilchenbach, DE)
Helmut Höfer (Hilchenbach, DE)
Reinhard Irle (Hilchenbach, DE)
Uwe Raschke (Haiger, DE)
Heinz-Adolf Müller (Wilnsdorf, DE)
Peter Sudau (Hilchenbach, DE)
Thomas Holzhauer (Kirchhundem, DE)
Thomas Holzhauer (Kirchhundem, DE)
Assignees:
SMS Siemag Aktiengesellschaft
IPC8 Class: AB21B300FI
USPC Class:
72127
Class name: Metal deforming by deflecting successively-presented portions of work during bodily movement thereof (e.g., for coiling, levelling, curving or troughing material in movement)
Publication date: 2011-12-15
Patent application number: 20110302981
Abstract:
Disclosed is a strip coiler for coiling a metal strip (20), comprising a
coiling mandrel (21), pressing rollers (26) associated with the coiling
mandrel (21), and adjustable deflection shells (28) for pressing the
leading edge (24) of the metal strip (20) against the coiling mandrel
(21). The disclosed strip coiler is characterized in that at least one of
the deflection shells (28) has a tip (22) which is adjustable relative to
the deflection shell (28).Claims:
1-13. (canceled)
14. A strip coiler for coiling a metal strip, comprising: a coiling mandrel; and at least one deflecting shell with a tip for deflecting the metal strip around the coiling mandrel, wherein the tip is mounted in the deflecting shell and is adjustable relative to the deflecting shell.
15. The strip coiler according to claim 14, wherein the deflecting shell and/or the tip have, at sides facing the coiling mandrel, a curvature substantially common with a curvature of the coiling mandrel and the metal strip coiled thereon.
16. The strip coiler according to claim 14, wherein the tip is adjustable out of a contact pressure position from the coiling mandrel by a rotary movement and/or a linear movement relative to the deflecting shell.
17. The strip coiler according to claim 14, wherein the tip is moveable hydraulically, mechanically or electromechanically.
18. The strip coiler according to claim 14, wherein the deflecting shell has a front end with a deflecting shell head, the tip being fixedly mounted at the deflecting shell head and being pivotable relative to the deflecting shell by turning of the deflecting shell head.
19. The strip coiler according to claim 18, wherein the tip is integral with the deflecting shell head.
20. The strip coiler according to claim 14, wherein the tip is arranged so that a distance of the tip relative to the coiling mandrel in a contact pressure position is adjustable depending on a thickness of the metal strip to be coiled.
21. The strip coiler according to claim 20, further comprising a device for adjusting the deflecting shell heart relative to the deflecting shell, wherein the device includes a position-measuring device.
22. The strip coiler according to claim 21, wherein the adjusting device is a hydraulic cylinder.
23. The strip coiler according to claim 21, wherein the position-measuring device comprises a computing unit for computing the distance to be adjusted.
24. The strip coiler according to claim 20, further comprising two stops that define a range, wherein the tip is moveable in the range between the two stops.
25. The strip coiler according to claim 24, wherein at least one of the stops is adjustable.
26. The strip coiler according to claim 18, wherein the deflecting shell head can be pivoted or pulled away from the coiling mandrel when a predetermined force acting on the tip is exceeded.
27. The strip coiler according to claim 14, further comprising contact pressure rollers for pressing the metal strip against the coiling mandrel.
28. The strip coiler according to claim 27, wherein the contact pressure rollers press the front edge of the metal strip against the coiling mandrel.
29. A method for operating a strip coiler for coiling a metal strip, the strip coiler including a coiling mandrel and at least one deflecting shell with a tip for deflecting the metal strip around the coiling mandrel, wherein the tip is mounted in the deflecting shell and is adjustable relative to the deflecting shell, the method comprising the steps of adjusting the tip mounted in the deflecting shell relative to the deflecting shell and the coiling mandrel depending on a coiling situation of the metal strip.
Description:
[0001] The invention relates to a strip coiler for coiling a metal strip,
with a coiling mandrel, contact pressure rollers assigned to the mandrel,
and adjustable deflecting shells for pressing the front end of the metal
strip against the coiling mandrel.
[0002] In rolling mills, metal strips are shaped into plates or coiled coils for facilitating the transportation and further processing by the customer. The coils are created when a metal strip conveyed in a straight direction is to be coiled radially in a coiling plant. The metal strip is a product of, for example, a cold strip rolling train or a hot strip rolling train. Depending on the type of plant, the temperature of the metal strip may be up to 800° C.
[0003] Coiling plants operate in such a way that a metal strip is guided on a rotating coiling mandrel. For this purpose, guide elements, such as, deflecting shells, deflecting rollers, belts or the like are used. When the coiling mandrel after the start-up supports the metal strip and the strip tension is built up, the guide elements can be pivoted away from the metal strip. If necessary, the guide elements can be pivoted back again when the strip end has been reached, and when the metal strip threatens to lose the tension by disengagement from the roll stand or the drive apparatus of the coiling plant. This prevents the strip end from flapping around because of its centrifugal forces or its own stiffness and damaging the guide elements and the strip surface. It also prevents the coil from losing its shape due to the loss of tension in the strip and, is similar to a clock spring when no radial force acts from the outside on the coil.
[0004] DE 29 39 894 A1 discloses a strip coiler for coiling strips into coils which includes contact pressure rollers for pressing a strip to be coiled against a drum. The strip coiler further includes guide aprons for guiding the strip at the circumference of the drum in the circumferential areas between the contact pressure rollers. The contact pressure rollers and the guide aprons are held by frame components which can be pivoted independently of each other.
[0005] JP 56 109114 A discloses a strip coiler that has two guide elements or deflecting shells for pressing a strip to be coiled against a coiling mandrel. Both guide elements are pivoted toward or away from the mandrel by a fluid controlled cylinder.
[0006] In accordance with further prior art shown in FIGS. 1, 2 and 3, the coiling procedure operates in such a way that a metal strip 1 (FIG. 1), which is to be coiled onto a coiling mandrel 2, travels through a coiling shaft 3 which is formed, on the one hand, by a deflecting shell 4 and, on the other hand, by a shaft flap 5. Moreover, the metal strip 1 when being coiled onto the coiling mandrel 2, is guided by additional deflecting shells 6, 7 and by contact pressure rollers 8, 9, 10 arranged between the deflecting shells 4, 6, and 7. The contact rollers 8, 9, 10 ensure that the metal strip 1 tightly contacts the coiling mandrel 2.
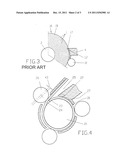
[0007] After a front edge 11 of the metal strip 1 has traveled past the deflecting shells 6, 7 and the contact pressure rollers 8, 9, 10, it travels past the deflecting shell 4 and a front tip 12 mounted on the deflecting shell 4. Because of the unfavorable shape of the tip 12, the metal strip 1 may impact with its front edge 11 almost perpendicularly against the subsequent metal strip 1 which follows from a direction 13 through the coiling shaft 3. In this connection, bulging 14 (FIG. 2) of the metal strip 1 may occur if the impingement of the metal strip edge 11 against the subsequently conveyed metal strip 1 causes the edge 11 to be stopped or decelerated. Accordingly, a great force acts on the front edge 11 and against the contact pressure rollers 8, 9, 10. The procedure decreases the contact force between the metal strip 1 and the coiling mandrel surface and thereby produces an additional bulging 14 of the metal strip 1. A local lifting of the metal strip 1 from the coiling mandrel 2 then inevitably occurs.
[0008] The shape of the tip 12 (FIGS. 1, 2, 3) constitutes a first embodiment of the tip of the deflecting shell 4 in the prior art. It is preferably constructed in such an "obtuse" manner, that, with maximum core diameter it cannot "dip" into the last winding 15 of a coil 16 formed by the metal strip 1 and damage the outwardly facing surface of the last winding 15. Instead, for the start-up coiling process according to FIG. 1, a more acute shape of the tip according to a second embodiment, as it is illustrated in FIG. 3 with the reference 17, would be advantageous for guiding the metal strip 1 during start-up coiling as tightly as possible around the coiling mandrel 2. However, the tip 17 would then make contact with and damage in a disadvantageous manner the outer winding 15 when the coil diameter has reached a certain size or its maximum. The tip 17 could then also not be usefully realized because, as a result of its construction, it would prevent the contact pressure roller 10 from contacting the last winding 15 of the coil 16.
[0009] It is the object of the invention to provide a strip coiler which makes it possible in an optimum manner to coil a metal strip at the beginning of a coiling procedure as well as in particular at the end of the coiling procedure.
[0010] In accordance with the invention, this object is met in a strip coiler of the above-mentioned type in that at least one of the deflecting shells is equipped with a tip which is adjustable relative to the deflecting shell.
[0011] By adjustably constructing the tip of the deflecting shell according to the invention it is ensured on the one hand, that the metal strip at the beginning of the coiling procedure is coiled as tightly as possible onto the coiling mandrel, but, on the other hand, the tip is not interfered with during the further coiling procedure. In particular does not impede the placement of the last layer onto the coil. In particular, the tip can advantageously be moved, after coiling the first winding on the mandrel, out of the coiling area of the metal strip without already having to move the deflecting shell relative to the coiling mandrel.
[0012] Particularly useful has been found to be an embodiment of the tip or of the deflecting shell supporting the tip, with a contour which at least essentially is curved like the oppositely located coiling mandrel and the metal strip placed thereon.
[0013] Preferably, the tip can be adjusted relative to the deflecting shell by a rotary movement or a linear movement, wherein both movements may also be superimposed or carried out successively. During the course of the coiling procedure, the tip can be transferred from the contact pressure position at the beginning of the coiling procedure with increasing number of wound coils of the coil into a position of rest which is further removed from the coiling mandrel. Prior to the beginning of another coiling procedure, the tip is once again returned into the contact pressure position or toward the coiling mandrel.
[0014] Different ways are possible for driving the tip. A hydraulic, mechanical or electromechanical manner of operation is conceivable.
[0015] The strip coiler is advantageously constructed in such a way that the tip is arranged at a front end of the deflecting shell at a deflecting shell head. In other words, the tip can be constructed as a deflecting shell head. In this regard, the tip is adjustable by rotating the deflecting shell head relative to the deflecting shell, particularly pivotable away from the contact pressure position.
[0016] Since metal strips having different strip thicknesses should be coiled with the same strip coiler, in accordance with an advantageous embodiment of the strip coiler, the distance assumed by the tip in relation to the coiling mandrel in the contact pressure position can be adjusted corresponding to the thickness of the metal strip to be coiled.
[0017] It can advantageously also be provided that a device for adjusting the contact pressure position of the tip, particularly a hydraulic cylinder for pivoting the deflecting shell head, is equipped with a position-measuring device. The thickness of the metal strip can then be directly converted into a distance measure for the adjustment of the contact pressure position of the tip.
[0018] For this purpose, the position-measuring device advantageously comprises a computing unit for computing the spacing to be adjusted. Moreover, it is advantageous if the tip can be moved in an area between two stops.
[0019] Advantageously, it is also possible if at least one of the stops is adjustable, particularly by a stack of shims.
[0020] In order to avoid damage of the tip of the metal strip, in an advantageous embodiment of the invention, the tip or the deflecting shell head are pivoted or pulled away from the coiling mandrel if a pre-determined force acting on the tip is exceeded.
[0021] Advantageous further developments of the invention result from the dependent claims.
[0022] In the following the invention will be explained in more detail in an embodiment. In the drawing:
[0023] FIG. 4 is a cross-sectional view of a strip coiler with adjustable tip;
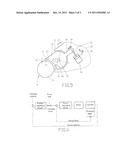
[0024] FIG. 5 is a cross-sectional view of a strip coiler with a detailed illustration of a drive for the adjustable tip; and
[0025] FIG. 6 shows a schematic view of a control circuit for adjusting the position of the tip illustrated in FIG. 5, while taking into consideration the force exerted by the metal strip on the tip.
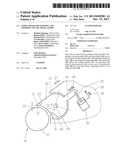
[0026] The goal of the invention resides in that during each as tightly as possible around a coiling mandrel 21. The purpose of this is to ensure that as early as possible a tension is produced in the metal strip 20, i.e., between the coiling mandrel 21 and a drive apparatus, not illustrated here. In addition, during the coiling procedure, the metal strip 20 should not separate from the coiling mandrel 21. Impacts, as they occur in the prior art by impingement of the front edge 11 of the metal strip 1 (FIG. 2) against the metal strip 1 entering the coiling shaft 25 are to be avoided, so that the entering metal strip 20 is tightly wound around the coiling mandrel 21 and forms no bulging 14, as it is illustrated in FIG. 2. The start-up coiling procedure is altogether made safer by the invention and takes place without impacts and oscillations.
[0027] For this purpose, the front edge 24 of the metal strip 20 during start-up (region 23) is guided by a suitably pointy shaped tip 22 tangentially or almost tangentially relative to the metal strip 20 which is conveyed through the coiling shaft 25. In this manner, it is ensured that in the area of a contact pressure roller 26 only the thickness difference due to the additional layer of the metal strip 20 makes itself felt. The tip 22 and a deflecting shell 27, on which the tip 22, is adjustably mounted, both have at least essentially the same curvature as the coiling mandrel 21.
[0028] While this makes possible an optimum start-up procedure, on the one hand, in accordance with the invention, however, the problem must be solved, on the other hand, that the tip 22 when the coiling procedure has ended, does not project into the space area which is occupied by the outer windings 15 of the coil 16. Thus, according to the invention, it is to be provided that the tip 22, on the one hand, during start-up coiling guides the metal strip 20 and, on the other hand, is not an obstacle when the coiling procedure is ending.
[0029] In view of this the invention makes available a mechanism which makes it possible to pivot the tip 22 away from the coil. The tip 22 (FIG. 5) is for this purpose integrally shaped onto a round rod-shaped deflecting shell head 30 which is arranged so as to be rotatable about at least one point of rotation 29. The deflecting shell head 30 with the tip 22 is received in a deflecting shell 28 and is pivotally supported opposite the latter. The contour of the deflecting shell head 30 is formed with the tip 22 in the area of the coiling shaft 25 by a straight line 31. In the vicinity of the coiling mandrel or the coil 16, the shape of the tip 22 is obtained by an at least essentially circular shaped or similar to circular shaped contour 32 with at least one radius which is adapted to the radius of the coiling mandrel 21 or the coil 16.
[0030] A double arrow 33 shows the possible rotating or pivoting movements that the tip 22 can carry out with the deflecting shell head 30 relative to the deflecting shell 28. When the tip 22 is pivoted with the deflecting shell head 30 relative to the deflecting shell 28 from the start-up position, in the following also called contact pressure position, into the position which is to be assumed when the coiling process has ended, the deflecting shell head 30 pivots with the tip in the clockwise direction. The deflecting shell head 30 has at least one pivot arm 34 which is rotatably hinged to a piston rod 35 of a pneumatic or hydraulic cylinder 36. This cylinder is capable of moving the deflecting shell head 30 with the tip 22 in the direction of the arrow 33.
[0031] Basically for moving the deflecting head 30, not only rotary movements but also linear movements or both can be considered, see arrows 33, 37. Correspondingly, a plurality of cylinders can be provided which carry out one or the other movement of the tip. The various types of movement can be carried out superimposed or successively with respect to time.
[0032] In order to ensure that the object of the tangential guiding of the metal strip 20 takes place in an optimum manner, especially during start-up coiling with varying strip thicknesses by the front tip 22, it is useful to construct the distance 39, which extends from the surface of the coiling mandrel 21 or the outer winding 15 of the coil 16 up to the oppositely located surface of the deflecting shell head 30, so as to be adjustable. For this purpose, the hydraulic cylinder 36 is coupled to a position-measuring device 38. The position measuring can be realized with different principles, for example, through a volumetric flow meter which measures the volume of the fluid in the hydraulic cylinder 36. In the same manner an electrical pickup can be present. If the position of the hydraulic cylinder 36 is known, it is possible by means of an algorithm, which takes into consideration the geometry of the deflecting shell head 30, the deflecting shell 28, the coiling mandrel 21, and the coiling layers of the metal strip 20 placed onto the coiling mandrel, to compute an actual value for the distance 39, and it is then possible to adjust the distance 39 to a desired value. The adjustment takes place through a movement of the tip 22, possibly with the deflecting shell head 30, relative to the movement of the tip 22.
[0033] In order to protect the tip 22 of the deflecting shell head 30 against damage, it is possible that the cylinder 36 has pivoted the deflecting shell head 30 from the metal strip when reaching a pre-adjusted upper force limit and, thus, the front edge 24 of the metal strip 20 is released. By means of a regulating circuit (FIG. 6), a position of the tip 22 and/or the force for maintaining the position of the tip 22, can be regulated.
[0034] The deflecting shell 28 has at least one first stop 40 which limits the left handed rotation of the deflecting shell head 30, and at least one second stop 41 which limits the right handed rotation of the deflecting shell head 30. An edge 42 of the deflecting shell head 30 can be moved at most up against the stop 41. In this manner, it is prevented that the deflecting shell head 30 in the event of a right-handed rotation impinges against the coiled metal strip 20 and damages its surface.
[0035] Preferably the two stops 40 and 41, can be adjusted, for example, by stacks of shims, so that the deflecting shell head 30 can be regulated very simply even when the coiler is intended to coil only a single strip thickness or strips with a limited strip thickness range.
[0036] FIG. 6 illustrates a position regulating circuit for adjusting an intended position of the hydraulic cylinder 36 or of the tip 22 by means of a subordinate regulating circuit for force regulation. Thereby, the actual position of the tip approaches the predetermined intended position at most only up to reaching a predetermined force limit. By means of the pressure in the hydraulic cylinder 36 measured by a manometer and the actual force corresponding thereto, the subordinate force regulating circuit regulates the contact pressure of the tip against the metal strip in the actual position to a predetermined intended force which can be smaller than the force limit.
[0037] In accordance with the invention, the contact pressure force of the contact pressure roller 26 and/or the distance 43 of (FIG. 4) relative to the coiling mandrel 21 can also be adjusted. The adjustment preferably takes place by responding to the results determined by the regulating circuit according to FIG. 6.
LIST OF REFERENCE NUMERALS
[0038] 1. Metal strip [0039] 2. Coiling mandrel [0040] 3. Coiling shaft [0041] 4. Deflecting shell [0042] 5. Shaft flap [0043] 6. Deflecting shell [0044] 7. Deflecting shell [0045] 8. Contact pressure roller [0046] 9. Contact pressure roller [0047] 10. Contact pressure roller [0048] 11. Front edge of metal strip 1 [0049] 12. Tip [0050] 13. Direction [0051] 14. Bulging [0052] 15. Outer winding [0053] 16. Coil [0054] 17. Tip [0055] 18. -- [0056] 19. -- [0057] 20. Metal strip [0058] 21. Coiling mandrel [0059] 22. Tip [0060] 23. Area of impingement [0061] 24. Front edge of metal strip 20 [0062] 25. Coiling shaft [0063] 26. Contact pressure roller [0064] 27. Deflecting shell [0065] 28. Deflecting shell [0066] 29. Point of rotation [0067] 30. Deflecting shell head [0068] 31. Straight line [0069] 32. Circular contour [0070] 33. Arrow [0071] 34. Arm [0072] 35. Piston rod [0073] 36. Hydraulic cylinder [0074] 37. Arrow [0075] 38. Position-measuring device [0076] 39. Distance [0077] 40. Stop [0078] 41. Stop [0079] 42. Edge [0080] 43. Distance [0081] 44. Gap
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20200005132 | THREE-TERMINAL NEUROMORPHIC VERTICAL SENSING |
| 20200005131 | NEURAL NETWORK CIRCUIT DEVICE, NEURAL NETWORK, NEURAL NETWORK PROCESSING METHOD, AND NEURAL NETWORK EXECUTION PROGRAM |
| 20200005130 | REINFORCEMENT LEARNING SYSTEM |
| 20200005129 | MULTI-TERMINAL CROSS-POINT SYNAPTIC DEVICE USING NANOCRYSTAL DOT STRUCTURES |
| 20200005128 | NEURAL NETWORK ACCELERATOR WITH PARAMETERS RESIDENT ON CHIP |
Images included with this patent application:
 |  |
 |  |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-05-19 | Apparatus for curving metal stud track |
| 2015-01-22 | Method for the manufacture of motor vehicle body parts |
| 2014-06-12 | Line threading device and method |
| 2013-01-31 | Apparatus and method for forming a wave form for a stent from a wire |
| 2012-02-02 | Luminous character enclosing machine |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2021-11-11 | Device and method for measuring a wear condition of plain bearing or guide elements |
| 2016-03-24 | Hot-rolling mill |
| 2015-12-03 | Method and device for winding a metal strip |
| 2015-11-19 | Device and method for laterally guiding a rolled or cast product on a transport track |
| Top Inventors for class "Metal deforming" | |
| Rank | Inventor's name |
|---|---|
| 1 | Sergey Fedorovich Golovashchenko |
| 2 | Joel T. Pyper |
| 3 | Scott M. Breen |
| 4 | Thomas Flehmig |
| 5 | Matthias Kipping |