Patent application title: METHOD FOR CONTROLLING VARIATIONS OF AL-TI-C ALLOY GRAIN REFINEMENT ABILITY THROUGH CONTROLLING COMPRESSION RATIO
Inventors:
Xuemin Chen (Guangdong, CN)
Xuemin Chen (Guangdong, CN)
Qingdong Ye (Guangdong, CN)
Qingdong Ye (Guangdong, CN)
Jianguo Li (Guangdong, CN)
Jianguo Li (Guangdong, CN)
Chaowen Liu (Guangdong, CN)
Yueming Yu (Guangdong, CN)
Yueming Yu (Guangdong, CN)
Assignees:
Sun Xing Chemical & Metallurgical Materials (Shenzhen) Co., Ltd.
IPC8 Class: AC22F300FI
USPC Class:
148501
Class name: Process of modifying or maintaining internal physical structure (i.e., microstructure) or chemical properties of metal, process of reactive coating of metal and process of chemical-heat removing (e.g., flame-cutting, etc.) or burning of metal utilizing disclosed mathematical formula or relationship nonferrous metal, nonferrous based alloy or no-base alloy
Publication date: 2011-08-11
Patent application number: 20110192503
Abstract:
A method for controlling variations of Al--Ti--C alloy crystal grain
refinement ability through controlling a compression ratio of sectional
area of Al--Ti--C alloy including: A. establishing a relationship between
variations of refinement ability of Al--Ti--C alloy crystal grain and
parameters of press process of the Al--Ti--C alloy; setting the
parameters of press process and controlling the variation of the
refinement ability of the Al--Ti--C alloy crystal grain through
controlling a value of the compression ratio.Claims:
1. A method for controlling variations of Al--Ti--C alloy crystal grain
refinement ability through controlling a compression ratio of sectional
area of Al--Ti--C alloy comprising: a. establishing a relationship
between variations of refinement ability of Al--Ti--C alloy crystal grain
and parameters of press process of the Al--Ti--C alloy:
ΔAA=KDV/(ΔTn) wherein ΔAA=AA1-AA2, AA1
represents a refinement ability value of the Al--Ti--C alloy before the
press process, AA2 representing a refinement ability value of the
Al--Ti--C alloy after the press process, K being a constant, wherein
D=S1/S2,S1 being denoted for the sectional area before
press process, and S2 being denoted for the sectional area after the
press process, wherein ΔT represents a temperature variation of the
Al--Ti--C alloy before the press process and after the press process, V
representing a line speed of an outlet, n representing a number of the
standers of process machine; and b. setting the parameters V, ΔT,
and n, and controlling the ΔAA value through controlling a value of
the compression ratio D.Description:
[0001] The present invention relates to processing techniques, especially
relates to a method for controlling variations of
Al(aluminum)-Ti(titanium)-C(carbon) alloy crystal grain refinement
through controlling a ratio of sectional area of Al--Ti--C alloy before
press processing to after press processing (namely compression ratio)
during a production of the Al--Ti--C alloy.
GENERAL BACKGROUND
[0002] Currently, Al--Ti--C alloy is much popularly employing in Al material machining as a most efficient preliminary alloy for Al and Al alloy coagulation crystal grain refinement. A refinement ability of the Al--Ti--C alloy crystal grain is a very important factor when judging a quality of Al processing material. Usually, the better the Al--Ti--C alloy crystal grain refinement ability is, the higher yield strength and the better malleability of the Al material are. Therefore, the Al--Ti--C alloy manufacturers and research organizations are forward into developing improvements of the Al--Ti--C alloy crystal grain refinement ability. The US aluminum association has specially ruled an AA value to represent the crystal grain refinement ability. The AA value is a value that can be used for measuring the Al--Ti--C alloy crystal grain refinement ability, and the lesser the AA value is, the better the refinement ability of the Al--Ti--C alloy is. That is, the lesser AA value that the Al--Ti--C alloy added during Al and Al alloy producing process has, the more refined the crystal grain of the Al and Al alloy are. With a development of the process and refinement technology, the AA value is decreased from 250 at very beginning to 170. Presently, alloy fabrication technology is focused on material components, melting process, and such like. However, a quality control during a press process of the Al--Ti--C alloy has been ignored or indifferent to people. The press process includes mill rolling and cast extrusion machine extruding, and many believe that a ratio of the sectional area before press process to that after press process (defined as compression ratio), a variation of temperatures before and after press process, a line speed at exit, and a quantity of the standers have relations with the refinement ability of the Al--Ti--C alloy crystal grain, and there is no quantitative optimal control method for control the refinement ability of the Al--Ti--C alloy crystal grain through these respects including compression ratio.
[0003] What is needed, therefore, is a method for controlling variations of Al--Ti--C alloy crystal grain refinement ability through controlling a compression ratio of sectional area of Al--Ti--C alloy that can overcome the above-described deficiencies.
SUMMARY
[0004] It is an object of the present invention to provide a method for controlling variations of Al--Ti--C alloy crystal grain refinement ability through controlling a compression ratio of sectional area of Al--Ti--C alloy.
[0005] One exemplary embodiment of the present invention is a method for controlling variations of Al--Ti--C alloy crystal grain refinement ability through controlling a compression ratio of sectional area of Al--Ti--C alloy including: A. establishing a relationship between variations of refinement ability of Al--Ti--C alloy crystal grain and parameters of press process of the Al--Ti--C alloy; setting the parameters of press process and controlling the variation of the refinement ability of the Al--Ti--C alloy crystal grain through controlling a value of the compression ratio.
[0006] Other novel features and advantages will become more apparent from the following detailed description when taken in conjunction with the accompanying drawings.
BRIEF DESCRIPTION OF THE DRAWINGS
[0007] The components in the drawings are not necessarily drawn to scale, the emphasis instead being placed upon clearly illustrating the principles of at least one embodiment of the present invention. In the drawings, like reference numerals designate corresponding parts throughout various views, and all the views are schematic.
[0008] FIG. 1 is a schematic view of continuous casting and tandem rolling manufacturing process employing a method for controlling variations of Al--Ti--C alloy crystal grain refinement ability through controlling a compression ratio of sectional area of Al--Ti--C alloy according to an exemplary embodiment of the present invention.
[0009] FIG. 2 is a schematic view of continuous casting and continuous extruding manufacturing process employing the method for controlling variations of Al--Ti--C alloy crystal grain refinement ability through controlling a compression ratio of sectional area of Al--Ti--C alloy.
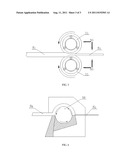
[0010] FIG. 3 is a schematic, plane structural view of part of a rolling mill used for the method for controlling variations of Al--Ti--C alloy crystal grain refinement ability through controlling a compression ratio of sectional area of Al--Ti--C alloy.
[0011] FIG. 4 is a schematic, plane structural view of a cast extrusion machine used for the method for controlling variations of Al--Ti--C alloy crystal grain refinement ability through controlling a compression ratio of sectional area of Al--Ti--C alloy.
DETAILED DESCRIPTION OF PREFERRED EMBODIMENTS
[0012] Reference will now be made to the drawings to describe preferred and exemplary embodiments in detail.
[0013] It has been proved that during a press process of the Al--Ti--C alloy, a pressure parameter of the press process is directly related with the refinement ability of the Al--Ti--C alloy crystal grain by experiments conducted by inventors of the present application using continuous casting and tandem rolling machines, and continuous casting and continuous extruding machines. The pressure parameter is closely relevant to the refinement ability of the Al--Ti--C alloy crystal grain. The following is a table 1 showing part of the experiments data.
TABLE-US-00001 TABLE 1 S1 (mm2) S2 (mm2) D = S 1 S 2 ##EQU00001## ΔT (° C.) V (m/s) n Δ AA AA1 AA2 760 70.8 10.7 3 3 7 7.9 170 162 780 70.8 11.0 3 3 7 8.1 170 162 800 70.8 11.3 3 3 7 8.3 170 162 960 70.8 13.6 3 3 7 9.9 170 160 980 70.8 13.8 3 3 7 10.1 170 160 1000 70.8 14.1 3 3 7 10.4 170 160 1160 70.8 16.4 3 3 7 12.0 170 158 1180 70.8 16.7 3 3 7 12.2 170 158 1200 70.8 16.9 3 3 7 12.4 170 158 760 70.8 10.7 4 6 8 10.3 170 160 780 70.8 11.0 4 6 8 10.6 170 159 800 70.8 11.3 4 6 8 10.9 170 159 960 70.8 13.6 4 6 8 13.0 170 157 980 70.8 13.8 4 6 8 13.3 170 157 1000 70.8 14.1 4 6 8 13.6 170 156 1160 70.8 16.4 4 6 8 15.8 170 154 1180 70.8 16.7 4 6 8 16.0 170 154 1200 70.8 16.9 4 6 8 16.3 170 154 760 70.8 10.7 5 9 10 9.9 170 160 780 70.8 11.0 5 9 10 10.2 170 160 800 70.8 11.3 5 9 10 10.4 170 160 960 70.8 13.6 5 9 10 12.5 170 157 980 70.8 13.8 5 9 10 12.8 170 157 1000 70.8 14.1 5 9 10 13.0 170 157 1160 70.8 16.4 5 9 10 15.1 170 155 1180 70.8 16.7 5 9 10 15.4 170 155 1200 70.8 16.9 5 9 10 15.7 170 154
[0014] There is an international standard for the Al--Ti--C alloy production that the final product of the Al--Ti--C alloy should have a diameter of 9.5 mm, that is a sectional area of 70.8 mm2. Contents of table 1 is part of experiments data conducted by continuous casting and tandem rolling machines using a method for controlling variations of Al--Ti--C alloy crystal grain refinement ability through controlling a compression ratio of sectional area of Al--Ti--C alloy according to an exemplary embodiment of the present invention. The continuous casting and tandem rolling machines includes a rolling mill 30 and a cooling module for Al--Ti--C alloy during a cooling press process. The cooling module includes a temperature sensor for detecting a temperature before the press process of the Al--Ti--C alloy and a temperature after the press process of the Al--Ti--C alloy. The press process of the Al--Ti--C alloy is completed through a cooperation of two rollers 31 of the rolling mill 30, and the Al--Ti--C alloy maintains solid state before, after, and during the press process. During the press process, there are two points of temperatures that one point of the temperature is before the pressure being imposed and the other point of the temperature is after the pressure being released. Before the pressure being imposed, an instantaneous temperature of the Al--Ti--C alloy is about the same as an input temperature, and after the pressure being released, an instantaneous temperature of Al--Ti--C alloy is about the same as an output temperature, therefore it is convenient to detect temperatures of the two points.
[0015] Referring to FIG. 1, Al--Ti--C alloy melt is put into a crystallize wheel 20 from a crucible 10 thereby forming an Al--Ti--C alloy bar. Thereafter, the bar-shaped Al--Ti--C alloy is put into the rolling mill 30 to conduct press process. An amount of standers of the rolling mill 30 could be 3, 4, 5, 6, 7, 8, 9 or 10. In the illustrated embodiment as shown in FIG. 1, an amount of standers of the rolling mill 30 is 10. Referring to FIG. 3, one stand of the rolling mill 30 is shown in enlarged view. The two rollers 31 of the rolling mill 30 are rolling inward and toward each other. S1 is denoted for the sectional area before press process, and S2 is denoted for the sectional area after the press process. There are at least two temperature sensors provided therein, which are configured to detect the temperature of the Al--Ti--C alloy before the press process and the temperature of the Al--Ti--C alloy after the press process. A scope of temperatures of the Al--Ti--C alloy before the press process is between 300° C.-450° C. The temperature of the Al--Ti--C alloy is raised when being processed in the rolling mill 30. The cooling module is configured for spraying cooling fluid 50 onto the rollers 31 of the rolling mill 30. By controlling a flow rate of the cooling fluid 50, a temperature difference ΔT of the Al--Ti--C alloy before the press process and after the press process can be controlled within a proper range. In the illustrated embodiment, the cooling fluid 50 can be water. The Al--Ti--C alloy comes out from the rolling mill 30 and forms an Al--Ti--C alloy rod.
[0016] From the data shown in table 1, the relation between the parameters of the press process and the refinement ability variation ΔAA can be conclude as the formula described below:
ΔAA=KDV/(ΔTn)
[0017] In the formula, ΔAA=AA1-AA2, wherein AA1 represents a refinement ability value of the Al--Ti--C alloy before the press process, AA2 represents a refinement ability value of the Al--Ti--C alloy after the press process. K is a constant and can be calculated according the data of table 1 to be 5.13. D represents the compression ratio, and D=S1/S2, S1 is denoted for the sectional area before press process, and S2 is denoted for the sectional area after the press process. AT represents a temperature variation of the Al--Ti--C alloy before the press process and after the press process. V represents a line speed of the outlet, and V=3ΔT-6, V≧1 m/s. Currently the line speed V can reach high to 30 m/s. N represents the number of the standers of the rolling mill 30.
[0018] The above-mentioned formula ΔAA=KDV/(ΔTn) is applicable to both single stander and a plurality of standers, that is, whether the computation is for total standers or for single stander, the formula is applicable. When n=1, the computation means for the last one of the standers, and the sectional area of the Al--Ti--C alloy products output from the last stander is 70.8 mm2.
[0019] In the production of the Al--Ti-c alloy, the press process parameters including temperature variation ΔT, line speed of the outlet V, and the amount of the standers are normally fixed, and through controlling on the compression ratio of the press process of the Al--Ti--C alloy, the refinement ability variation ΔAA can be controlled precisely. As shown in table 1, when ΔT=4° C., V=6 m/s, and n=8, by controlling the compression ratio D from 10.7 to 16.9, the refinement ability ΔAA can raised from 10.3 up to 16.3, and when the AA1 value maintains at 170, the AA2 value can be changed from 160 to 154.
TABLE-US-00002 TABLE 2 S1 (mm2) S2 (mm2) D = S 1 S 2 ##EQU00002## ΔT (° C.) V (m/s) n Δ AA AA1 AA2 760 70.8 10.7 149 3 1 1.1 170 169 780 70.8 11.0 149 3 1 1.1 170 169 800 70.8 11.3 149 3 1 1.2 170 169 960 70.8 13.6 149 3 1 1.4 170 169 980 70.8 13.8 149 3 1 1.4 170 169 1000 70.8 14.1 149 3 1 1.5 170 169 1160 70.8 16.4 149 3 1 1.7 170 168 1180 70.8 16.7 149 3 1 1.7 170 168 1200 70.8 16.9 149 3 1 1.8 170 168 1360 70.8 19.2 149 3 1 2.0 170 168 1380 70.8 19.5 149 3 1 2.0 170 168 1400 70.8 19.8 149 3 1 2.0 170 168 760 70.8 10.7 150 4 1 1.5 170 169 780 70.8 11.0 150 4 1 1.5 170 168 800 70.8 11.3 150 4 1 1.5 170 168 960 70.8 13.6 150 4 1 1.9 170 168 980 70.8 13.8 150 4 1 1.9 170 168 1000 70.8 14.1 150 4 1 1.9 170 168 1160 70.8 16.4 150 4 1 2.2 170 168 1180 70.8 16.7 150 4 1 2.3 170 168 1200 70.8 16.9 150 4 1 2.3 170 168 1360 70.8 19.2 150 4 1 2.6 170 167 1380 70.8 19.5 150 4 1 2.7 170 167 1400 70.8 19.8 150 4 1 2.7 170 167 760 70.8 10.7 149 5 1 1.8 170 168 780 70.8 11.0 149 5 1 1.9 170 168 800 70.8 11.3 149 5 1 1.9 170 168 960 70.8 13.6 149 5 1 2.3 170 168 980 70.8 13.8 149 5 1 2.4 170 168 1000 70.8 14.1 149 5 1 2.4 170 168 1160 70.8 16.4 149 5 1 2.8 170 167 1180 70.8 16.7 149 5 1 2.9 170 167 1200 70.8 16.9 149 5 1 2.9 170 167 1360 70.8 19.2 149 5 1 3.3 170 167 1380 70.8 19.5 149 5 1 3.4 170 167 1400 70.8 19.8 149 5 1 3.4 170 167 760 70.8 10.7 151 6 1 2.2 170 168 780 70.8 11.0 151 6 1 2.2 170 168 800 70.8 11.3 151 6 1 2.3 170 168 960 70.8 13.6 151 6 1 2.8 170 167 980 70.8 13.8 151 6 1 2.8 170 167 1000 70.8 14.1 151 6 1 2.9 170 167 1160 70.8 16.4 151 6 1 3.3 170 167 1180 70.8 16.7 151 6 1 3.4 170 167 1200 70.8 16.9 151 6 1 3.5 170 167 1360 70.8 19.2 151 6 1 3.9 170 166 1380 70.8 19.5 151 6 1 4.0 170 166 1400 70.8 19.8 151 6 1 4.0 170 166
[0020] Contents of table 2 is part of experiments data conducted by continuous casting and continuous extruding machines designed by the applicant and using a method for controlling variations of Al--Ti--C alloy crystal grain refinement ability through controlling a compression ratio of sectional area of Al--Ti--C alloy according to an exemplary embodiment of the present invention. The continuous casting and continuous extruding machines includes a casting extrusion machine 40 and a cooling module for Al--Ti--C alloy during a cooling press process. The press process of the Al--Ti--C alloy is competed in a roller of the casting extrusion machine 40. The Al--Ti--C alloy maintains solid state before, after, and during the press process. During the press process, there are two points of temperatures that one point of the temperature is before the pressure being imposed and the other point of the temperature is after the pressure being released. Before the pressure being imposed, an instantaneous temperature of the Al--Ti--C alloy is about the same as an friction heat temperature, and after the pressure being released, an instantaneous temperature of Al--Ti--C alloy is about the same as an temperature outputted from the casting extrusion machine 40, therefore it is convenient to detect temperatures of the two points.
[0021] Referring to FIG. 2, Al--Ti--C alloy melt is put into a crystallize wheel 20 from a crucible 10 thereby forming an Al--Ti--C alloy bar. Thereafter, the bar-shaped Al--Ti--C alloy is put into the casting extrusion machine 40 to conduct press process.
[0022] Referring to FIG. 2, Al--Ti--C alloy melt is put into a crystallize wheel 20 from a crucible 10 thereby forming an Al--Ti--C alloy bar. Thereafter, the bar-shaped Al--Ti--C alloy is put into the casting extrusion machine 40 to conduct press process. An amount of the standers of the casting extrusion machine 40 is as shown in FIG. 2. Referring to FIG. 4, S1 is denoted for the sectional area before press process, and S2 is denoted for the sectional area after the press process. There are at least two temperature sensors provided therein, which are configured to detect the temperature of the Al--Ti--C alloy before the press process and the temperature of the Al--Ti--C alloy after the press process. The temperature of the Al--Ti--C alloy is raised when being processed in the casting extrusion machine 40 and the Al--Ti--C alloy is altered into semifluid. The cooling module spraying cooling fluid into the casting extrusion machine 40. By controlling a flow rate of the cooling fluid, a temperature difference ΔT of the Al--Ti--C alloy before the press process and after the press process can be controlled within a proper range. In the illustrated embodiment, the cooling fluid can be water. The Al--Ti--C alloy comes out from the casting extrusion machine 40 and forms an Al--Ti--C alloy rod.
[0023] From the data shown in table 1, the relation between the parameters of the press process and the refinement ability variation ΔAA can be conclude as the formula described below:
ΔAA=KDV/(ΔTn)
[0024] In the formula, ΔAA=AA1-AA2, wherein AA1 represents a refinement ability value of the Al--Ti--C alloy before the press process, AA2 represents a refinement ability value of the Al--Ti--C alloy after the press process. K is a constant and can be calculated according the data of table 1 to be 5.13. D represents the compression ratio, and D=S1/S2, S1 is denoted for the sectional area before press process, and S2 is denoted for the sectional area after the press process. ΔT represents a temperature variation of the Al--Ti--C alloy before the press process and after the press process. V represents a line speed of the outlet. N represents the number of the standers of the casting extrusion machine 40, and n=1.
[0025] The above-mentioned formula ΔAA=KDV/(ΔTn) is applicable to casting extrusion machine 40 with single stander. When n=1, the computation means for the last one of the standers, and the sectional area of the Al--Ti--C alloy products output from the last stander is 70.8 mm2.
[0026] In the production of the Al--Ti-c alloy, the press process parameters including temperature variation ΔT, line speed of the outlet V, and the amount of the standers are normally fixed, and through controlling on the compression ratio of the press process of the Al--Ti--C alloy, the refinement ability variation ΔAA can be controlled precisely. As shown in table 2, when ΔT=150° C., V=4 m/s, and n=1, by controlling the compression ratio D from 10.7 to 19.8, the refinement ability ΔAA can raised from 1.5 to 2.7, and when the AA1 value maintains at 170, the AA2 value can be changed from 169 to 167.
[0027] The method for controlling variations of Al--Ti--C alloy crystal grain refinement ability through controlling a compression ratio of sectional area of Al--Ti--C alloy has overcome the deficiencies of conventional technique for Al--Ti--C alloy process, and proved that variations of the refinement ability can be controlled through controlling a compression ratio of sectional area of Al--Ti--C alloy. By adopting the present invention, with the parameters of press process, the temperature variation before and after the press process, the line speed of outlet, and the amount of the standers being set fixed, the variations of the refinement ability of Al--Ti--C alloy crystal grain can be precisely controlled by controlling the compression ratio. The greater the variation is, the better the refinement ability of Al--Ti--C alloy crystal grain is with a certain AA value before the press process and a lesser AA value after the press process.
[0028] It is to be understood, however, that even though numerous characteristics and advantages of exemplary and preferred embodiments have been set out in the foregoing description, together with details of the structures and functions of the embodiments, the disclosure is illustrative only, and changes may be made in detail, especially in matters of shape, size, and arrangement of parts within the principles of the invention to the full extent indicated by the broad general meaning of the terms in which the appended claims are expressed.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-07-14 | Copper alloy |
| 2016-03-03 | Computationally-designed transformation-toughened near-alpha titanium alloy |
| 2016-03-03 | Forged titanium alloy material and method for producing same, and ultrasonic inspection method |
| 2015-11-26 | Forged titanium alloy material and method for manufacturing same |
| 2014-08-28 | Methods for processing alloys |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2022-09-15 | Internally embedded copper plate-type soft magnetic powder core inductor, preparation method therefor, and use thereof |
| 2012-05-17 | Method for continuious and efficient casting roll of magnesium alloy plate |
| Top Inventors for class "Metal treatment" | |
| Rank | Inventor's name |
|---|---|
| 1 | William L. Johnson |
| 2 | Marios D. Demetriou |
| 3 | Ralph R. Sawtell |
| 4 | Jen C. Lin |
| 5 | Jong Hyun Na |