Patent application title: METHOD FOR MANUFACTURING A PLATE-TYPE HEAT PIPE AND A PLATE-TYPE HEAT PIPE OBTAINED THEREBY
Inventors:
Chuen-Shu Hou (Tu-Cheng, TW)
Assignees:
FOXCONN TECHNOLOGY CO., LTD.
IPC8 Class: AF28D1500FI
USPC Class:
16510426
Class name: Liquid fluent heat exchange material utilizing change of state utilizing capillary attraction
Publication date: 2010-03-25
Patent application number: 20100071879
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: METHOD FOR MANUFACTURING A PLATE-TYPE HEAT PIPE AND A PLATE-TYPE HEAT PIPE OBTAINED THEREBY
Inventors:
CHUEN-SHU Hou
Agents:
PCE INDUSTRY, INC.;ATT. Steven Reiss
Assignees:
FOXCONN TECHNOLOGY CO., LTD.
Origin: CITY OF INDUSTRY, CA US
IPC8 Class: AF28D1500FI
USPC Class:
16510426
Patent application number: 20100071879
Abstract:
A method for manufacturing a plate-type heat pipe includes providing an
elongated engaging plate and a base plate. A plurality of supporting
members is secured on a top surface of the base plate. A second and third
metal powders are filled onto the base plate, surrounding lower ends of
the supporting members. The second and third metal powders are heated to
obtain a first wick structure and a second wick structure. The first wick
structure adheres to the top surface of the base plate and the second
wick structure adheres to the top surface of the first wick structure.
The base plate and the supporting members are secured to a bottom surface
of the engaging plate to obtain a workpiece. A working fluid is injected
into the workpiece and the workpiece is vacuumed to obtain the plate-type
heat pipe.Claims:
1. A method for manufacturing a plate-type heat pipe comprising:a)
offering an elongated engaging plate and a base plate with a trough
therein;b) securing a plurality of supporting members formed by sintering
a first metal powder on a top surface of the base plate;c) filling a
second metal powder and a third metal powder onto the base plate, the
second and third powder enclosing bottom ends of the supporting
members;d) heating the base plate and the second and third metal powder
at a high temperature to obtain a first wick structure by the second
metal powder and a second wick structure by the third metal powder,
wherein the first wick structure securely adheres to the top surface of
the base plate and the second wick structure securely adheres to the top
surface of the first wick structure;e) securing the base plate and the
supporting members to a bottom surface of the engaging plate to obtain a
workpiece; andf) injecting a work fluid into the workpiece, vacuuming the
workpiece, and hermetically sealing the sintered workpiece to obtain the
plate-type heat pipe.
2. The method for manufacturing a plate-type heat pipe as claimed in claim 1, wherein the supporting members tightly abut against the engaging plate and the base plate.
3. The method for manufacturing a plate-type heat pipe as claimed in claim 2, wherein at step c), a plurality of fourth metal powder is applied on a periphery of each supporting member, and at step d) the fourth metal powder is heated to form a third wick structure on the periphery of the each supporting member.
4. The method for manufacturing a plate-type heat pipe as claimed in claim 3, wherein the third wick structure abuts against the bottom surface of the engaging plate and connects with the second wick structure.
5. The method for manufacturing a plate-type heat pipe as claimed in claim 4, wherein the third wick structure has a plurality of pores communicating with those of the second wick structure.
6. The method for manufacturing a plate-type heat pipe as claimed in claim 5, wherein at step c), a plurality of fifth metal powder is applied on a bottom surface of the engaging plate and at step d), the fifth metal powder is heated to form a fourth wick structure, pores of the fourth wick structure communicating with the pores of the third wick structure.
7. The method for manufacturing a plate-type heat pipe as claimed in claim 1, wherein the supporting members are porous and abut against the engaging plate and the base plate.
8. The method for manufacturing a plate-type heat pipe as claimed in claim 7, wherein at step c), a plurality of sixth metal powder is applied on a bottom surface of the engaging plate and at step d), the sixth metal powder is heated to form a fifth wick structure, pores of the fifth wick structure communicating with the pores of the supporting members.
9. The method for manufacturing a plate-type heat pipe as claimed in claim 7, wherein the third metal powder comprises a particle size exceeding that of the second metal powder.
10. The method for manufacturing a plate-type heat pipe as in claim 1, wherein the supporting members are spaced from each other and perpendicular to the engaging plate and the base plate.
11. A plate-type heat pipe comprising:a base plate defining a trough in a top surface thereof;an engaging plate secured on the top surface of the base plate over the trough;a plurality of supporting members interconnects the top surface of the base plate in the trough and a bottom surface of the engaging plate for reinforcing a strength of the plate-type heat pipe;a first wick structure provided on the top surface of the base plate in the trough;a second wick structure provided on a top surface of the first wick structure, wherein the second wick structure has a pore size larger than that of the first wick structure.
12. The plate-type heat pipe as in claim 11, wherein the supporting members each are a solid metal post.
13. The plate-type heat pipe as in claim 12, wherein a third wick structure is formed on a periphery of each of the supporting members.
14. The plate-type heat pipe as in claim 13, wherein a fourth wick structure is formed on the bottom surface of the engaging plate.
15. The plate-type heat pipe as in claim 11, wherein the supporting members each are made of sintered metal powder and have a plurality of pores therein.
16. The plate-type heat pipe as in claim 15, wherein a fifth wick structure is formed on the bottom surface of the engaging plate.
Description:
BACKGROUND OF THE INVENTION
[0001]1. Field of the Invention
[0002]The present invention relates to a method for manufacturing a plate-type heat pipe, and more particularly to a method for manufacturing a plate-type heat pipe which has a plurality of supporting members interconnecting opposite sides thereof. The present invention also relates to a plate-type heat pipe obtained by the method.
[0003]2. Description of Related Art
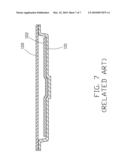
[0004]Generally, plate-type heat pipes efficiently dissipate heat from heat-generating components such as a central processing unit (CPU) of a computer. Referring to FIGS. 6-7, a conventional plate-type heat pipe comprises an engaging plate 100 and a base plate 101 defining a trough therein. The heat pipe contains working fluid therein. A wick structure 102 is laid on an inner wall of the base plate 101. The base plate 101 is used to thermally contacting with the heat-generated components. The engaging plate 100 is used to thermally contact with a heat dissipation member such as a heat sink to transfer heat generated by the heat-generating components to the heat dissipation member. The base plate 101 and the engaging plate 100 are assembled together by welding. When heat generated by the heat-generating component is inputted into the heat pipe via its base plate 101, the working fluid absorbs the heat and turns into vapor. The vapor moves, with the heat being carried, towards the engaging plate 100 of the heat pipe where the vapor is condensed into condensate after releasing the heat into the engaging plate 100. Due to different vapor pressure of the different portions of the engaging plate 100 is endured, the engaging plate 100 is prone to deform. Thus, the contact area between the engaging plate 100 and the heat dissipation member is decreased, and the heat generated by the heat-generating components is accumulated in the heat pipe.
[0005]It is therefore desirable to provide a method for manufacturing a plate-type heat pipe and a plate-type heat pipe obtained by the method, which has a good heat conductivity and can overcome the limitations described.
SUMMARY OF THE INVENTION
[0006]A method for manufacturing a plate-type heat pipe includes providing an elongated engaging plate and a base plate with a trough therein. A plurality of supporting members is provided by sintering a first metal powder and is secured on a top surface of the base plate. A second metal powder and a third metal powder are filled onto the base plate to enclose bottom ends of the supporting members. The base plate and the second and third metal powders are then heated, whereby the second metal powder and the third metal powder are turned into a first wick structure and a second wick structure respectively. The first wick structure securely adheres to the top surface of the base plate and the second wick structure securely adheres to the top surface of the first wick structure. The base plate and the supporting members are then secured to a bottom surface of the engaging plate to obtain a workpiece. Finally a working fluid is injected into a space between the base plate and the engaging plate and the space is vacuumed via an opened end of the workpiece. The opened end of the workpiece is sealed to obtain the plate-type heat pipe.
[0007]A plate-type heat pipe comprises a base plate defining a trough therein and an engaging plate hermetically secured on a top of the base plate. A plurality of supporting members is received in the heat pipe and interconnects the base plate and the engaging plate. The supporting members are formed by sintering a metal powder. First and second wicks are provided on a top face of the base plate in the trough. The first wick is located over the second wick and has a pore size larger than that of the second wick. The first and second wicks surround lower ends of the supporting members.
[0008]Other advantages and novel features will become more apparent from the following detailed description of preferred embodiments when taken in conjunction with the accompanying drawings.
BRIEF DESCRIPTION OF THE DRAWINGS
[0009]Many aspects of the present embodiments can be better understood with reference to the following drawings. The components in the drawings are not necessarily drawn to scale, the emphasis instead being placed upon clearly illustrating the principles of the present embodiments. Moreover, in the drawings, like reference numerals designate corresponding parts throughout the several views.
[0010]FIG. 1 is a cross-sectional view showing a plate-type heat pipe in accordance with a first embodiment of the present invention.
[0011]FIG. 2 is a cross-sectional view of a plate-type heat pipe in accordance with a second embodiment of the present invention.
[0012]FIG. 3 is a cross-sectional view of a plate-type heat pipe in accordance with a third embodiment of the present invention.
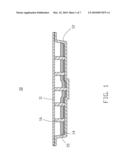
[0013]FIG. 4 is a cross-sectional view of a plate-type heat pipe in accordance with a fourth embodiment of the present invention.
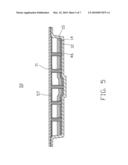
[0014]FIG. 5 is a cross-sectional view of a plate-type heat pipe in accordance with a fifth embodiment of the present invention.
[0015]FIG. 6 is an exploded, cross-sectional view of a related plate-type heat pipe.
[0016]FIG. 7 is an assembled view of FIG. 6.
DETAILED DESCRIPTION OF THE INVENTION
[0017]Referring to FIG. 1, a method for manufacturing a plate-type heat pipe 10 in accordance with a first embodiment of the present invention comprises providing an elongated engaging plate 11 and a base plate 12 with a trough (not labeled) therein. A plurality of supporting members 16 is made of solid posts of first metal. The supporting members 16 are secured on a top surface of the base plate 12. A second metal powder and a third metal powder are filled onto the top surface of the base plate 12 in the trough. The second and third powder enclose bottom ends of the supporting members 16, wherein the third metal powder comprises a particle size exceeding that of the second metal powder. The base plate 12 and the second and third metal powder are heated at a high temperature to obtain a first wick structure 14 by the second metal powder and a second wick structure 15 by the third metal powder. The first wick structure 14 securely adheres to the top surface of the base plate 12 and the second wick structure 15 securely adheres to the top surface of the first wick structure 14. The base plate 12 and the supporting members 16 are secured to a bottom surface of the engaging plate 11 to obtain a workpiece (not shown). A work fluid (not shown) such as water, alcohol, methanol, or the like is injected into the workpiece through an opened end (not shown) of the workpiece and then the workpiece is vacuumed through the opened end. Finally, the opened end of the workpiece is sealed to obtain the plate-type heat pipe 10.
[0018]The supporting members 16 are spaced from each other. The supporting members 16 are perpendicular to, interconnect and abut against the engaging plate 11 and the base plate 12 to enhance stability and strength of the plate-type heat pipe 10. The first wick structure 14 comprises a plurality of pores which communicate with pores of the second wick structure 15. The pores of the first wick structure 14 each have a pore size smaller than that of the pores of the second wick structure 15.
[0019]Referring to FIG. 2, a method for manufacturing a plate-type heat pipe 20 in accordance with a second embodiment of the present invention is similar to the method of the first embodiment of the present invention, except that a fourth metal powder is applied on a periphery of each supporting member 16 to form a third wick structure 27 by sintering the fourth metal powder on the periphery of the each supporting member 16. The third wick structure 27 abuts against the bottom surface of the engaging plate 11 and connects with the second wick structure 15. The third wick structure 27 has a plurality of pores communicating with those of the second wick structure 15. Thus, the working fluid returns to the first and second wick structures 14, 15 of the plate-type heat pipe 20 from the third wick structure 27 when the plate-type heat pipe 20 is in use and vapor condenses into liquid on the bottom surface of the engaging plate 11.
[0020]Referring to FIG. 3, a method for manufacturing a plate-type heat pipe 30 in accordance with a third embodiment of the present invention is similar to the method of the second embodiment of the present invention, except that a fifth metal powder is applied to the bottom surface of the engaging plate 11 to form a fourth wick structure 38 by sintering the fifth metal powder. When the engaging plate 11 and the base plate 12 are assembled together, top ends of the third wick structure 27 communicate with the fourth wick structure 38. Thus, the working fluid returns to the first and second wick structures 14, 15 of the plate-type heat pipe 30 from the third and fourth wick structures 27, 38 when the plate-type heat pipe 30 is in use and vapor condenses into liquid on the bottom surface of the engaging plate 11.
[0021]Referring to FIG. 4, a method for manufacturing a plate-type heat pipe 40 in accordance with a fourth embodiment of the present invention is similar to the method of the first embodiment of the present invention, except that the supporting members 46 are formed by sintering a first metal powder to have a plurality of pores in the supporting members 46. Thus, the working fluid returns to the first and second wick structures 14, 15 of the plate-type heat pipe 40 from supporting members 46 when the plate-type heat pipe 40 is in use and vapor condenses into liquid on the bottom surface of the engaging plate 11.
[0022]Referring to FIG. 5, a method for manufacturing a plate-type heat pipe 50 in accordance with a fifth embodiment of the present invention is similar to the method of the fourth embodiment of the present invention, except that a plurality of sixth metal powder is applied to the bottom surface of the engaging plate 11 to form a fifth wick structure 57 by sintering the sixth metal powder. When the engaging plate 11 and the base plate 12 are assembled together, top ends of the supporting members 46 communicate with the fifth wick structure 57. Thus, the working fluid returns to the first and second wick structures 14, 15 of the plate-type heat pipe 50 from the fifth wick structure 57 and the supporting members 46 when the plate-type heat pipe 50 is in use and vapor condenses into liquid on the bottom surface of the engaging plate 11.
[0023]It is believed that the present embodiments and their advantages will be understood from the foregoing description, and it will be apparent that various changes may be made thereto without departing from the spirit and scope of the invention or sacrificing all of its material advantages, the examples hereinbefore described merely being preferred or exemplary embodiments of the invention.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20100096311 | BLOOD TREATMENT DIALYZER/FILTER DESIGN TO TRAP ENTRAINED AIR IN A FLUID CIRCUIT |
| 20100096310 | FILTER APPARATUS |
| 20100096309 | CENTRAL CORE ELEMENT FOR A SEPARATOR ASSEMBLY |
| 20100096308 | SEPARATOR ASSEMBLY |
| 20100096307 | PROTEIN SKIMMER FOR SALT-WATER AQUARIUM |
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2012-03-08 | Secondary pump type heat source and secondary pump type heat source control method |
| 2009-09-03 | Method of manufacturing panels having integrated heat pipes and/or inserts maintained by tongues |
| 2012-05-10 | Plate type heat pipe and heat sink using the same |
| 2010-06-17 | Method for producing heating panel and heating panel resulting therefrom |
| 2012-05-10 | Flat heat pipe and method for manufacturing flat heat pipe |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2019-05-16 | Method for preparing porous wick and product prepared by the same |
| 2019-05-16 | Semiconductor device assembly with vapor chamber |
| 2019-05-16 | Straight-through structure of heat dissipation unit |
| 2018-01-25 | Diphasic cooling loop with satellite evaporators |
| 2017-08-17 | Heat pipe |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2012-12-06 | Electronic device with heat pipe chamber cover for dissipating heat |
| 2012-12-06 | Portable electronic device with heat pipe |
| 2012-02-23 | Loop heat pipe |
| 2011-05-12 | Plate-type heat pipe |
| 2011-04-28 | Plate-type heat pipe |
| Top Inventors for class "Heat exchange" | |
| Rank | Inventor's name |
|---|---|
| 1 | Levi A. Campbell |
| 2 | Chun-Chi Chen |
| 3 | Tai-Her Yang |
| 4 | Robert E. Simons |
| 5 | Richard C. Chu |