Patent application title: TWO-STAGE REFORMING PROCESS CONFIGURED FOR INCREASED FEED RATE TO MANUFACTURE REFORMATE AND BENZENE
Inventors:
Stephen Joseph Miller (San Francisco, CA, US)
Assignees:
Chevron U.S.A. Inc.
IPC8 Class: AC10G6102FI
USPC Class:
208 65
Class name: Reforming in all stages catalyst in at least one stage noble metal containing catalyst
Publication date: 2016-05-26
Patent application number: 20160145507
Abstract:
Described herein is a two-stage reforming process using a unique
configuration which allows the reforming unit to operate at a higher
naphtha feed rate as compared to conventional reforming configurations.
In the unique reforming process described herein, a naphtha feedstock
undergoes a distillation step prior to the first reforming stage. The
distillation step separates the naphtha feedstock into a top light
C6/C7 stream, which typically accounts for between 5 and 20
percent of the overall feedstock, and a C8+ stream. The C8+
stream undergoes reforming in a first stage consisting of at least one
reactor containing conventional metallic reforming catalyst, under
conditions sufficient to convert the C8+ stream into a first
intermediate reformate. The C6/C7 stream, bypasses the first
stage and is combined with the intermediate reformate, and reformed in
the second stage, at lower pressure than in the first stage, over a
reforming catalyst containing a medium pore zeolite.Claims:
1. A process for reforming a naphtha feedstock into a final reformate
having a higher Research Octane Number than the naphtha feedstock
Research Octane Number, the process comprising: separating the naphtha
feedstock into a C6/C7 fraction and a C8+ fraction;
contacting the C8+ fraction with a first-stage metallic reforming
catalyst at a first stage reforming pressure to produce an intermediate
reformate having a Research Octane Number greater than the naphtha
feedstock Research Octane Number; and contacting the C6/C7
fraction and intermediate reformate with a second-stage medium pore
zeolite-based reforming catalyst at a second stage reforming pressure to
produce benzene and a final reformate having a Research Octane Number
greater than the intermediate reformate Research Octane Number; wherein
the second stage reforming pressure is lower than the first stage
reforming pressure.
2. The process of claim 1, wherein the first stage reforming pressure is between 150 and 400 psig.
3. The process of claim 2, wherein the second stage reforming pressure is between 40 and 140 psig.
4. The process of claim 3, wherein the intermediate reformate as a Research Octane Number of between 88 and 95.
5. The process of claim 4, wherein the final reformate has a Research Octane Number of between 92 and 102.
6. The process of claim 1, wherein the second stage reforming pressure is between 40 and 140 psig.
7. The process of claim 1, wherein the intermediate reformate as a Research Octane Number of between 88 and 95.
8. The process of claim 7, wherein the final reformate has a Research Octane Number of between 92 and 102.
9. The process of claim 1, wherein the medium pore zeolite-based reforming catalyst comprises ZSM-5.
10. The process of claim 9, wherein the ZSM-5 is a high silica ZSM-5 zeolite with a molar ratio of SiO2:M2O3 of at least 40:1, where M is selected from the group consisting of Al, B, or Ga.
11. The process of claim 10, wherein the SiO2:M2O3 mole ratio is at least 200:1.
12. The process of claim 10, wherein the SiO2:M2O3 mole ratio is at least 500:1.
13. The process of claim 12, wherein the first stage reforming pressure is between 150 and 400 psig.
14. The process of claim 13, wherein the second stage reforming pressure is between 40 and 140 psig.
15. The process of claim 14, wherein the intermediate reformate as a Research Octane Number of between 88 and 95.
16. The process of claim 15, wherein the final reformate has a Research Octane Number of between 92 and 102.
17. The process of claim 10, wherein the first stage reforming pressure is between 150 and 400 psig.
18. The process of claim 17, wherein the second stage reforming pressure is between 40 and 140 psig.
19. The process of claim 18, wherein the intermediate reformate as a Research Octane Number of between 88 and 95.
20. The process of claim 19, wherein the final reformate has a Research Octane Number of between 92 and 102.
Description:
FIELD OF THE INVENTION
[0001] Described herein is a two-stage reforming process using a unique configuration which allows the reforming unit to operate at a higher feed rate as compared to conventional reforming configurations.
[0002] The term "two-stage reforming process" refers to a reforming processing wherein a naphtha feedstock is subjected to reforming conditions in one or more reforming reactors containing conventional metallic reforming catalyst (first stage) to form an intermediate reformate having a target Research Octane Number (RON) which is greater than the naphtha feedstock RON. The intermediate reformate is then subjected to reforming conditions in one or more reforming reactors containing one or more medium pore zeolite-based catalysts (second stage) to form a final reformate having a higher RON than the intermediate reformate RON.
BACKGROUND OF THE INVENTION
[0003] Catalytic reforming is a petroleum refining process for upgrading light hydrocarbon feedstocks, frequently referred to as naphtha feedstocks. Products from catalytic reforming are referred to as reformates, and can include high Research Octane Number (RON) gasoline useful as an automobile fuel blend stock, aromatics (for example benzene, toluene, xylenes and ethylbenzene), and hydrogen. Reformers often function as the sole hydrogen source for refinery operations.
[0004] Catalytic reforming of naphtha feedstocks is well known in the petroleum refining industry. Most naphtha feeds contain large quantities of naphthenes and paraffins, and consequently these feedstocks have low octane numbers. In catalytic reforming, these components go through a variety of hydrocarbon conversions resulting in a reformate product of improved Research Octane Number (RON). Different reactions occur during reforming of naphtha feedstocks, including:
[0005] (a) dehydrogenation and dehydroisomerization of naphthenes to aromatics;
[0006] (b) hydroisomerization of paraffins to isoparaffins; and
[0007] (c) dehydrogenation and aromatization of paraffins to aromatics.
[0008] Typical catalyst reforming conditions necessary to achieve these reactions are indicated in the table below.
TABLE-US-00001 Reaction Pressure Temperature dehydrogenation of low pressure high temperature naphthenes to aromatics isomerization of indeterminate indeterminate naphthenes dehydrocyclization of low pressure high temperature paraffins to aromatics
[0009] Less desirable reactions which commonly occur include hydrocracking of paraffins and naphthenes to produce coke and gaseous hydrocarbons such as ethane and propane. Due to these less desirable reactions, an important objective of catalytic reforming is to rearrange the structure of the hydrocarbon molecules to form higher octane products without any significant change in the carbon number distribution of the naphtha feedstock.
[0010] The reforming reactions are typically catalyzed by metallic reforming catalysts composed of porous supports, such as alumina, that have dehydrogenation promoting metal such as platinum (Pt/Al2O3--Cl) or bimetallic species such as platinum-rhenium (Pt--Re/Al2O3--Cl).
[0011] Conventional reforming units can be operated using one or more reforming reactors. FIG. 1 is a flow scheme for a typical semi-regenerative three-reactor reforming unit. This three-reactor reforming unit would be considered the first stage in the unique two-stage process described herein below.
[0012] In the conventional reforming process illustrated in FIG. 1, a naphtha feedstock 1 and hydrogen 2 are preheated in a first heater 3, and the heated naphtha feedstock 4 is introduced into the first reforming reactor 5 and subjected to reforming conditions to upgrade the RON of the feedstock 4. Each reforming reactor is generally provided with a fixed bed or beds of reforming catalyst.
[0013] The reformed first intermediate reformate 6 from the first reforming reactor 5 is heated in a second heater 7, and the heated reformed first intermediate reformate 8 is passed to a second reforming reactor 9 for further reforming to a higher RON. The reformed second intermediate reformate 10 from the second reforming reactor 9 is then heated in a third heater 11, and the heated second intermediate reformate 12 is passed to a penultimate third reforming reactor 13. The reformate products 14 from the third reforming reactor 13 undergo separation in a distillation column 15 to separate the higher-RON reformate product 16 (and optionally aromatics products) from the light ends and hydrogen gas 17, which is recycled back to the first stage reforming reactor 5 or piped off for use in other refinery operations.
[0014] During operation, the activity of the reforming catalyst gradually declines due to the build-up of coke formed by the hydrocracking of components in the naphtha feedstock, and the temperature of a given reactor is gradually raised to compensate for the activity loss caused by the coke deposits. Eventually, economics dictate the necessity of regenerating the catalyst in that reactor. Furthermore, the presence of halogens such as chlorine during regeneration results in the formation of corrosive by-products such as HCl and NH4Cl. These compounds can cause damage to equipment used in the reforming process such as heat exchangers, liquid/gas separators and reactor internals. The halogen containing compounds and their products used for platinum re-dispersion are highly toxic as well.
[0015] Conventional methods for regeneration of reforming catalysts take several days, and the equipment is exposed to hydrochloric acid during this period. In conventional catalyst regeneration processes, the oxygen which remains in the catalyst bed after regeneration is purged from the catalyst at low pressure, typically less than 50 psig, and at temperatures around 400° F. The hydrogen which is then introduced to reduce the catalyst is brought in at this low temperature. The required additional cooling to bring the catalyst to around 400° F., and the additional heating to return the catalyst to reaction temperature adds many hours for the regeneration.
[0016] In addition, the shut-down, regeneration and start-up of a reformer reactor can pose a risk to the health and safety of the environment and refinery personnel. Therefore, increasing the time intervals between regenerations is highly advantageous to refineries.
[0017] It is common for refineries with an existing reforming unit to add additional reforming reactors to that unit. Refiners may add reactors in order to allow the reformer to be operated as less severity to increase catalyst life, or to allow the refiner to produce reformate having higher specifications.
[0018] In addition, the reforming configuration illustrated in FIG. 1 has a disadvantage. In the reforming process described in FIG. 1, the entire effluent from each stage passed to the next stage. While the addition of reforming units allows refiners to potentially lengthen the time between catalyst regeneration cycles, or more tailor the reformate product slate, the addition of reforming units does not allow the refiner to increase the feed rate, and therefore the reformate production rate, of the reforming unit for the case where feed rate is limited by factors such as feed pump size or furnace size.
[0019] Accordingly, it would be highly beneficial if an existing conventional first stage reforming unit could be reconfigured in a way where the total throughput of naphtha feedstock could be increased, allowing for the production of more reformate.
[0020] In addition, it would be beneficial if an existing conventional reforming first stage reforming unit could be reconfigured so that components in the naphtha feedstock are contacted with the reforming catalyst best suited for converting the naphtha feedstock into reformate, while minimizing hydrocracking.
SUMMARY OF THE INVENTION
[0021] Described herein is a two-stage reforming process using a unique configuration which allows the reforming unit to operate at higher naphtha feed rates as compared to conventional reforming configurations.
[0022] In the unique reforming process described herein, a naphtha feedstock undergoes a distillation step prior to the first reforming stage (e.g., the three-reactor reformer of FIG. 1). The distillation step separates the naphtha feedstock into (1) a top light C6 and C7 fraction, or in the alternative a C7 fraction, and (2) a C8+ fraction. These top light fractions typically accounts for between 5 and 25 percent of the overall naphtha feedstock.
[0023] The C8+ fraction undergoes reforming in the first reforming stage at a first stage reforming pressure, which contains at least one conventional metallic reforming catalyst, under conditions sufficient to convert the C8+ fraction into a first intermediate reformate having a higher RON than the naphtha feedstock RON. The first reforming stage may contain more than one reforming reactor (collectively referred to as the "first stage" of the reforming unit), around which the C6/C7 fraction (or in the alternative the C7 fraction) is bypassed.
[0024] The light top C6/C7 or C7 fraction bypasses the first stage reformer reactor(s) and is combined with the intermediate reformate stream from the first stage reactor(s). The combined stream undergoes reforming in a second stage at a lower second stage reforming pressure, which contains a medium pore zeolite-based reforming catalyst described herein, under conditions sufficient to produce a final reformate having a higher RON than the intermediate feedstock. The final reformate undergoes distillation to separate hydrogen and other products, such as benzene and the like, from the final reformate.
[0025] Operation of the reforming unit as described above tailors the feedstock to each stage that portion of the feedstock the catalyst in each stage are best suited for reforming It has been found the medium pore zeolite-based catalysts in the second stage are best suited for reforming the C6/C7 portion of the naphtha feedstock. By removing the C6/C7 portion of the naphtha feedstock from the first stage, the first stage can operate at a higher feed rate, thereby allowing the refiner to operate the first stage at high feed rates because there is less material to reform. The increased feed rate results in increased reformate product production.
BRIEF DESCRIPTION OF THE DRAWINGS
[0026] FIG. 1 is a block flow diagram of a conventional semi-regenerative three-reactor reforming process.
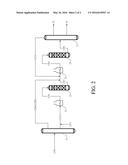
[0027] FIG. 2 is a block flow diagram of the unique two-stage reforming process described herein.
DETAILED DESCRIPTION
Introduction
[0028] "Two-stage reforming process" refers to a reforming processing wherein a naphtha feedstock is subjected to reforming conditions in one or more reforming reactors containing conventional metallic reforming catalyst (first stage) to form an intermediate reformate. The intermediate reformate is then subjected to reforming conditions in one or more reforming reactors containing one or more zeolite-based catalysts (second stage) to form a final reformate.
[0029] "Periodic Table" refers to the version of IUPAC Periodic Table of the Elements dated Jun. 22, 2007, and the numbering scheme for the Periodic Table Groups is as described in Chemical and Engineering News, 63(5), 27 (1985).
[0030] "Hydroprocessing" refers to a process in which a carbonaceous feedstock is brought into contact with hydrogen and a catalyst, at a higher temperature and pressure, for the purpose of removing undesirable impurities and/or converting the feedstock to a desired product.
[0031] "Naphtha" means a mixture of hydrocarbons containing at least some compounds with between 6 and 12 carbon atoms.
[0032] "Paraffin" means a saturated straight or branched chain hydrocarbon (i.e., an alkane).
[0033] "Distillation column" and "fractionator" are synonymous and refer to a distillation column or columns for separating a feedstock into one or more fractions according to boiling point.
[0034] Unless otherwise specified, as used herein, feed rate to a catalytic reaction zone is reported as the volume of feed per volume of catalyst per hour. The feed rate as disclosed herein is reported in reciprocal hours (i.e. hr-1) which is also referred to as liquid hourly space velocity (LHSV).
[0035] "Cx fraction" and "Cx feedstock" where x is an integer between 6 and 12 for naphtha feedstocks, means the fraction or feedstock contains at least 80% Cx hydrocarbons, including linear, branched and cyclic variations, as determined by standard gas chromatography. By way of example, a C8 fraction would contain at least 80% C8 hydrocarbons.
[0036] "Hydrocarbonaceous" means a compound or substance that contains hydrogen and carbon atoms, but which can include heteroatoms such as oxygen, sulfur or nitrogen.
[0037] Where permitted, all publications, patents and patent applications cited in this application are herein incorporated by reference in their entirety; to the extent such disclosure is not inconsistent with the present invention.
[0038] Unless otherwise specified, the recitation of a genus of elements, materials or other components, from which an individual component or mixture of components can be selected, is intended to include all possible sub-generic combinations of the listed components and mixtures thereof. Also, "include" and its variants are intended to be non-limiting, such that recitation of items in a list is not to the exclusion of other like items that may also be useful in the materials, compositions and methods described herein.
[0039] Properties for materials described herein are determined as follows:
[0040] (a) SiO2/Al2O3 Ratio (SAR): determined by ICP elemental analysis. A SAR of infinity (Go) represents the case where there is no aluminum in the zeolite, i.e., the mole ratio of silica to alumina is infinity. In that case the molecular sieve is comprised of essentially all of silica.
[0041] (b) Research Octane Number (RON): determined using the method described in ASTM D2699-13b.
Reforming Process and Conditions
[0042] FIG. 2 is a flow scheme for an improved two-stage reforming process for making reformate from a naphtha feedstock. While only two reactors are illustrated for each of the first and second stages, it is recognized that each stage could consist of multiple reactors, each containing their respective catalysts (metallic reforming catalyst for the first stage, medium-pore zeolite reforming catalyst in the second stage).
[0043] The refining equipment used in the refining process described below will consist of conventional process equipment typically used in commercial reforming units for recovery of reformate and any other products, and hydrogen, including feed heater and heat exchangers, gas separators, pumps, caustic scrubbers, flash drums, suction traps, acid washes, fractionators and separators, and the like.
[0044] Each reforming stage will typically be accomplished using a bed reactor or reactors which can include one or more fixed or moving catalyst beds of the same, or different, of the reforming catalysts described below.
[0045] Interstage heating between reactors or reaction zones, or between catalyst beds in the same reactor or reaction zone, can be employed since the reforming reactions are generally endothermic.
[0046] The naphtha boiling range feedstock used in the unique process described herein can be a mostly C5 to C12 full range naphtha fraction boiling within the range of 50° to 550° F. (10 to 288° C.). In some refineries, the C5/C6 portion of the naphtha feedstock is stripped upstream from the reforming unit, for separate upgrading to higher octane products using processes such as UOP's PENEX process.
[0047] Table 1 below lists the typical physical properties for a naphtha feedstock suitable for manufacturing reformate using the unique two-stage reforming process described herein.
TABLE-US-00002 TABLE 1 Properties Feedstock gravity, ° API 48-65 N, ppm 0-2 S, ppm 0-5 n-paraffinic content, vol % 18-35 i-paraffinic content, vol % 20-40 olefin content, vol % 0-1 naphthene content, vol % 25-45 aromatics content, vol % 5-20 distillation 5% boiling point ° F. (° C.), D86 30-220 (1-104) distillation, 90% boiling point ° F. (° C.), D86 280-330 (138-166)
[0048] As will be described herein below, in one embodiment described herein, the naphtha feedstock is a C6 to C12 naphtha fraction, allowing for the co-production of benzene. In another embodiment, the naphtha feedstock is a C7 to C12 naphtha fraction.
[0049] The naphtha feed can include, for example, straight run naphthas, paraffinic raffinates from aromatic extraction or adsorption, C6-C10 paraffin-rich feeds, bio-derived naphtha, naphtha from hydrocarbon synthesis processes, including Fischer Tropsch and methanol synthesis processes, as well as naphtha products from other refinery processes, such as hydrocracking or conventional reforming. In reforming processes involving more than two reactors, the reformer feed may comprise at least a portion of the product generated in a preceding reactor.
[0050] In the unique reforming process illustrated in FIG. 2, a naphtha feedstock 18 is subjected to separation in a distillation column 19 prior to being subjected to reforming conditions. In one embodiment, the distillation column 19 separates the naphtha feedstock 18 into a C6/C7 fraction 20a, and a C8+ fraction 21. In another embodiment, the C5/C6 components of the naphtha feedstock 18 are removed (not illustrated) upstream from the reforming unit, and the distillation column 19 separates the naphtha feedstock 18 a C7 fraction 20b and a C8+ fraction 21. Each of these top light fractions (20a/20b) typically account for between 5 and 25 percent of the overall naphtha feedstock 18.
[0051] The C8+ fraction 21 is combined with fresh make-up hydrogen 22 and heated in a first heater 23. The heated hydrogen rich C8+ fraction 24 undergoes reforming in a first stage reformer ("first stage") 25 containing conventional metallic reforming catalyst, at a first stage pressure and under reforming conditions sufficient to convert the hydrogen rich C8+ fraction 24 into a first intermediate reformate 26 having a higher RON than the naphtha feedstock 18. As noted above, although FIG. 2 illustrates the first stage as consisting of only one reactor (reformer 25), the first stage operation could consist of multiple reactors connected in series, collectively representing the first stage, each reactor containing conventional metallic reforming catalyst and possibly operated under varying conditions (e.g. temperature and pressure), depending on the target RON for the intermediate reformate 26.
[0052] The selection of the first stage catalyst and reforming conditions will depend on the naphtha feedstock 18 characteristics (paraffinic, iso-paraffinic, naphthenic and aromatic content) as well as target reformate specifications. A refiner with ordinary skill in the art will readily be able to select a suitable catalyst and first stage reforming conditions to meet the refinery's target reformate product slate. Table 2 illustrates the typical reforming conditions in the first stage reformer 25. It should be understood the liquid hour space velocity (LHSV) selected for operation of the first stage operation will be less than if the C6/C7 fraction (20a) were not removed from the naphtha feedstock, while at the same time producing an intermediate reformate 26 having the same target RON. Conversion of the C6/C7 fraction is difficult using conventional metallic reforming catalysts. If the C6/C7 fraction is reformed in the first stage operation, the LHSV must be decreased (lower feed rate) in order for to achieve the target RON for the intermediate reformate 26. Bypassing the C6/C7 fraction 20a around the first stage reformer 25 results in a feed (C8+ fraction 21) that is easier to convert to the target intermediate reformate RON, thereby allowing the refinery to operate the first stage reformer 25 at a higher LHSV (higher feed rate), assuming a higher feed rate operation is not prevented due to rate limits on feed pumps, heat exchangers, furnaces, recycle compressors, etc.)
TABLE-US-00003 TABLE 2 1st Stage Reforming Conditions Liquid hour space velocity (LHSV) 0.5-5.0 hr-1 H2 partial pressure 150-400 psig H2/C mole ratio 2-8 Operating temperature 800-1100° F. (427-593° C.) Intermediate reformate RON 88-95
[0053] The C6/C7 fraction (20a) (or C7 fraction (20b) in an alternate embodiment) by-passes the first stage reformer 25 and is combined with the intermediate reformate stream 26 from the first stage reformer 25. If the first stage consists of multiple reactors, the intermediate reformate 26 would be the effluent from the last reactor forming the first stage.
[0054] The combined stream is heated in a second stage furnace 27 (or multiple furnaces if multiple reactors in the second stage), and the heated combined intermediate reformate stream 28 undergoes reforming, at a lower second stage pressure, in the second stage reformer 29 ("second stage") containing at least one medium pore zeolite-based reforming catalyst described herein below, under reforming conditions sufficient to convert the combined intermediate reformate stream 28 into a final reformate stream 30 having a higher RON than the intermediate reformate stream 28.
TABLE-US-00004 TABLE 3 2nd Stage Reforming Conditions Liquid hour space velocity (LHSV) 0.5-5.0 hr-1 H2 partial pressure 40-140 psig H2/C mole ratio 1-5 Operating temperature 800-1100° F. (427-593° C.) Final reformate RON 92-102
[0055] Note the second stage reformer 29 is operated at a lower second stage pressure than the first stage reformer 25. This lower pressure operation in the second stage thermodynamically favors the formation of aromatics from the C6/C7 components of the feedstock over hydrocracking to lower RON products. Also, the second stage medium-pore zeolite catalyst is much more stable at the lower H2 partial pressure than the first stage catalyst, allowing operation of the second stage at low pressure conditions.
[0056] As noted above, although FIG. 2 illustrates the second stage as consisting of only one reactor (reformer 29), the second stage operation could consist of multiple reactors connected in series collectively representing the second stage, each reactor containing the medium-pore zeolite reforming catalyst described below, with each reactor containing the medium pore reforming catalyst and possibly operated under varying conditions (e.g. temperature and pressure), depending on the target reformate product specifications.
[0057] The final reformate stream 30 undergoes separation in a product distillation unit 31 to separate the product reformate 32 from hydrogen 33, which can be recycled back to the front end of the second stage reformer 29 or piped off for use in other refinery operations. Where a C6 component is reformed in the second stage, the reforming process will yield benzene 34 as a product.
[0058] The unique process described herein provides many advantages over conventional multi-stage reforming processes. First, it has been found the C6 and C7 components in naphtha fractions are difficult to reform using conventional metallic reforming catalysts. When such C6 and C7 naphtha fractions contact conventional metallic reforming catalysts, these fractions undergo hydrocracking to form higher amounts of coke and light end products (high gas make), hastening the deactivation of these conventional reforming catalysts. However, the medium pore zeolite-containing reforming catalyst and low pressure operation in the second reforming stage 29 allows the second stage catalyst to readily reform C6 and C7 naphtha fractions into the target aromatic products. This is because at lower H2 partial pressure, in the presence of a medium-pore zeolite-based reforming catalyst, these aromatic products are more thermodynamically favored over hydrocracking to lighter products. Furthermore, because the reforming catalyst in the second stage 29 is highly stable, the space velocity of the second stage reformer 29 can be higher than for a second stage containing a conventional reforming catalyst, and operate at lower pressure where thermodynamic equilibrium favors reforming to aromatics versus hydrocracking.
[0059] Second, by bypassing the C6 and/or C7 fractions (20a or 20b) to the second stage reformer 29, which is more suited for reforming this portion of the naphtha feedstock, a lesser amount of overall naphtha feedstock is fed to the first stage reformer 25. This bypassing of the C6 and/or C7 fractions (20a, 20b) produces several benefits. First, by avoiding reforming of the C6 and/or C7 fractions (20a, 20b) of the overall naphtha feedstock, the first stage catalyst life is lengthened as hydrocracking (and therefore coke formation) is substantially avoided, since the C8+ fraction will be easier to reform to high octane over the first stage catalyst. Second, because a smaller amount of the overall naphtha feedstock (5 to 20%, depending on the particular naphtha feedstock employed) is being fed to the first stage reformer 25, which may be feed rate limited, the process can be operated at a higher feed rate, resulting in a higher yield of reformate product 32.
Reforming Catalysts
[0060] First stage, conventional mono-, bi- and tri-metallic reforming catalysts are well known in the art and widely commercially available. A review of the evolution of catalytic reforming catalysts can be found in Table 1 of Rahimpour et al., Applied Energy 109, pgs. 79-93 (2013).
[0061] The reforming catalysts may be employed in the form of pills, pellets, granules, broken fragments, or various special shapes, disposed as a fixed bed within a reaction zone, and the charging stock may be passed through either upward, downward or radial flow. Alternatively, the reforming catalysts can be used in moving beds or in fluidized-solid processes, in which the charging stock is passed upward through a turbulent bed of finely divided catalyst. However, a fixed bed system or a dense-phase, moving bed system are often used due to less catalyst attrition and other operational advantages.
[0062] The second stage reforming catalyst contains at least one medium pore molecular sieve. The molecular sieve is a porous inorganic oxide characterized by a crystalline structure which provides pores of a specified geometry, depending on the particular structure of each molecular sieve. The phrase "medium pore," as used herein means having a crystallographic free diameter in the range of from about 4.5 to about 7.1 Å when the porous inorganic oxide is in the calcined form.
[0063] The medium pore molecular sieves used in the unique process described herein are generally one-, two or three-dimensional (1-D, 2-D or 3-D structures, with the pores characterized as being 10-, 11- or 12-ring structures. The classification of intrazeolite channels as 1-D, 2-D and 3-D is set forth by R. M. Barrer in Zeolites, Science and Technology, edited by F. R. Rodrigues, L. D. Rollman and C. Naccache, NATO ASI Series, 1984 which classification is incorporated in its entirety by reference (see particularly page 75). In one embodiment, the medium pore molecular sieve is a high silica ZSM-5 zeolite such as silicalite.
[0064] Silicalite has a crystal structure which is nominally based on that of ZSM-5. Various references disclosing ZSM-5 are provided in U.S. Pat. No. 4,401,555 to Miller. These references include U.S. Pat. No. 4,061,724 to Grose et al.; U.S. Pat. Reissue No. 29,948 to Dwyer et al.; Flanigan et al., Nature, 271, 512-516 (Feb. 9, 1978) which discusses the physical and adsorption characteristics of high silica ZSM-5; Bibby et al., Nature, 280, 664-665 (Aug. 23, 1979) which reports the preparation of a crystalline silicate called "silicalite-2" and Anderson et al., J. Catalysis 58, 114-130 (1979) which discloses catalytic reactions and sorption measurements carried out on ZSM-5. The disclosures of these references and U.S. Pat. No. 4,401,555 are incorporated herein by reference, particularly including their disclosures on methods of making high silica to alumina crystalline ZSM-5 type zeolites. Additional disclosure on the preparation and properties of high silica ZSM-5 may be found, for example, in U.S. Pat. No. 5,407,558.
[0065] As synthesized, a ZSM-5 useful in the present process (according to U.S. Pat. No. 4,061,724) has a specific gravity at 77° F. of 1.99 (±0.05) g/cc, as measured by water displacement. In the calcined form (1112° F. in air for one hour), this ZSM-5 has a specific gravity of 1.70% (±0.05) g/cc. With respect to the mean refractive index of silicalite crystals, values obtained by measurement of the as synthesized form and the calcined form (1112° F. in air for one hour) are 1.48% (±0.01) and 1.39% (±0.01), respectively.
[0066] In one embodiment, the ZSM-5 for use in the second stage of the process described herein has a high silica-to-alumina (SAR) molar ratio. The ZSM-5 useful in the unique process described herein is a high silica ZSM-5 zeolite with a molar ratio of SiO2:M2O3 of at least 40:1, preferably at least 200:1 and more preferably at least 500:1, where M is selected from Al, B, or Ga. In some embodiments, the SiO2:M2O3 mole ratio is at least 1000:1.
[0067] In one embodiment, the second stage reforming catalyst consists of an all-zeolite extrudate, wherein the extrudate is formed by forming a reaction mixture, shaping the reaction mixture (e.g. into an extrudate), and heating the shaped reaction mixture substantially in the absence of an external water phase to form a crystallized extrudate. The manufacture of such extrudates is disclosed in U.S. Pat. Nos. 6,261,534 and 5,558,851.
[0068] The size of the ZSM-5 crystallites in the second stage catalyst can vary. In embodiments, the ZSM-5 is characterized as having an average crystallite size less than about 10 microns. In some embodiments, the average crystallite size is less than about 5 microns and more typically the average crystallite size is less than about 1 micron. In one embodiment, the ZSM-5 crystallites are between 20 and 40 nm. Methods for making small crystal MFI materials are described in U.S. Publication No. 2011/0117007.
[0069] Typically, the ZSM-5 second stage catalyst is characterized as having at least 80% crystallinity, more preferably at least 90% crystallinity, most preferably at least 95% crystallinity. Strong acidity is undesirable in the catalyst because it promotes cracking, resulting in lower selectivity.
[0070] To reduce acidity, the ZSM-5 catalyst preferably contains an alkali metal and/or an alkaline earth metal. The alkali or alkaline earth metals are preferably incorporated into the catalyst during or after synthesis of the molecular sieve. Preferably, at least 90% of the acid sites are neutralized by introduction of the metals, more preferably at least 95%, most preferably at least 100%. In one embodiment, the medium pore molecular sieve has less than 5,000 ppm alkali. Such medium pore silicate molecular sieves are disclosed, for example, in U.S. Pat. No. 4,061,724 and in U.S. Pat. No. 5,182,012. These patents are incorporated herein by reference, particularly with respect to the description, preparation and analysis of silicates having the specified silica to alumina molar ratios, having a specified crystallite size, having a specified crystallinity and having a specified alkali metal content.
[0071] ZSM-5 is more particularly described in U.S. Pat. No. 3,702,886 and U.S. Patent Reexamination No. 29,948, the entire contents of which are incorporated herein by reference.
[0072] The crystalline molecular sieve may be in the form of a borosilicate, where boron replaces at least a portion of the aluminum of the more typical aluminosilicate form of the silicate. Borosilicates are described in U.S. Pat. Nos. 4,268,420; 4,269,813; 4,327,236 to Klotz, the disclosures of which patents are incorporated herein, particularly those disclosures related to borosilicate preparation.
[0073] The second stage catalyst contains one or more elements from Group 6 and Groups 8 through 10 of the Periodic Table, e.g., nickel, ruthenium, rhodium, palladium, iridium or platinum. Iridium, palladium, and particularly platinum are believed to be more selective with regard to dehydrocyclization and are more stable under the dehydrocyclization reaction conditions than other Group 8-10 metals.
[0074] The percentage of the metal, such as platinum, in the catalyst is between 0.1 wt. % and 5 wt. %, more preferably from 0.3 wt. % to 2.5 wt. %. The metal(s) can be incorporated into the final stage catalyst using any method known in the art such as ion exchange, homogeneous deposition precipitation, redox chemistry, chemical vapor deposition, and impregnation.
[0075] The second stage catalyst can optionally include promoter metals such as tin and/or rhenium. The promoter metal can be incorporated into the final stage catalyst using any method known in the art such as ion exchange, homogeneous deposition precipitation, redox chemistry, chemical vapor deposition, and impregnation. In an embodiment, the catalyst includes sufficient promoter metal to provide a promoter to metal ratio between 0.5:1 and 10:1, more preferably between 1:1 and 6:1, most preferably between 2:1 and 5:1.
[0076] Following catalytic metal incorporation, the second stage catalyst can be dried and/or calcined and/or sulfided. In an embodiment, the second stage catalyst is sulfided prior to use. This involves converting the metal components in the catalyst to their sulfided form. The sulfiding can be done by means of processes known to the skilled person, for example, by contacting the catalyst with a sulfur source such as elemental sulfur, sulfur containing compounds, or with a mixture of hydrogen and hydrogen sulfide. In an embodiment, the final stage catalyst comprises platinum and is sulfided with DMDS (dimethyldisulfide) prior to use.
[0077] The second stage catalyst can further comprise one or more inorganic oxide matrix components such as amorphous alumina. Examples of inorganic oxide matrix components which may be employed in formulating the second stage catalyst, include, but are not limited to, amorphous silicas, aluminas, silica-aluminas, silica-zirconias, silica-magnesias, silica-thorias, silica-berylias, silica-alumina-thorias, silica-alumina-zirconias, alumina-borias, alumina-titanias and mixtures thereof. The matrix may be in the form of a sol, hydrogel or gel and is typically an alumina, silica, or silica-alumina component. The matrix may itself provide a catalytic effect, such as that observed for catalytically active silica/aluminas, or it may be essentially inert. The matrix may act as a "binder" in some instances although in some instances the second catalyst may be spray dried or formed without the need of a binder.
Product Reformate
[0078] The effluent from the second stage is an upgraded product, in that the RON has been increased during reaction in the second stage as compared to the RON of the naphtha feedstock. The second stage effluent comprises hydrocarbons and hydrogen generated during reaction in the second stage and at least some of the hydrogen, if any, which is added to the feed upstream of the second stage. The effluent hydrocarbons may be characterized as a mixture of C4- hydrocarbons and C5+ hydrocarbons, the distinction relating to the molecular weight of the hydrocarbons in each group. In embodiments, the C5+ hydrocarbons in the effluent have a combined RON of at least 92. These C5+ hydrocarbons may include one or more of a high octane gasoline blending stock, benzene, toluene, xylene and ethylbenzene.
[0079] The reformate is useful as a fuel or as a blend stock for a fuel. The reformate which is produced in the second reforming stage has an increased RON relative to that of the intermediate reformate which is the feed to the second reforming stage. The RON of the final C5+ reformate is at least 92, typically at least 98. In some embodiments, the final C5+ reformate boils in the range from about 70° F. to about 280° F. In some embodiments, the final C5+ reformate boils in the range from about 100° F. to about 330° F. In some such embodiments, the final reformate comprises at least 70 vol % C6-C9 hydrocarbons. In some embodiments, the final C5+ reformate boils in the range from about 100° F. to about 280° F. In some such embodiments, the final C5+ reformate comprises at least 70 vol % C6-C8 hydrocarbons. In addition to the final C5+ reformate product, a final light stream may also be recovered from the final effluent. In such cases, the final light stream boils in the range of about 70° to about 140° F. In some such embodiments, the final light stream comprises at least 70 vol % C5 hydrocarbons.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2016-05-26 | Two-stage reforming process configured for increased feed rate to manufacture reformate |
| 2016-04-28 | Catalyst configuration for increased hydrocracking activity |
| 2016-04-28 | Catalyst configuration for increased hydrocracking activity |
| 2016-04-28 | Process for increasing a diesel recovery from a fractionation column |
| 2015-12-24 | Process for converting fcc naphtha into aromatics |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-02-25 | Staggered fired heater manifolds |
| 2015-05-28 | Process to prepare a gas oil fraction and a residual base oil |
| 2014-10-02 | Catalytic processes and systems for base oil production using zeolite ssz-32x |
| 2014-03-20 | Multi-stage reforming process to produce high octane gasoline |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2016-05-19 | Synthesis of base oils and fuels from fatty acids |
| 2016-03-24 | Hexadecene synthetic drilling fluid with improved environmental properties |
| 2016-02-25 | Bright stock base oil blend |
| 2015-11-12 | Pulse power drilling fluid and methods of use |
| Top Inventors for class "Mineral oils: processes and products" | |
| Rank | Inventor's name |
|---|---|
| 1 | Omer Refa Koseoglu |
| 2 | Scott Lee Wellington |
| 3 | Abdennour Bourane |
| 4 | Alakananda Bhattacharyya |
| 5 | Beckay J. Mezza |