Patent application title: STABILIZATION OF JET FUEL
Inventors:
Mark A. Greaney (Upper Black Eddy, PA, US)
Richard J. Quann (Moorestown, NJ, US)
Heather A. Elsen (Bethlehem, PA, US)
Heather A. Elsen (Bethlehem, PA, US)
Kuangnan Qian (Skillman, NJ, US)
Kuangnan Qian (Skillman, NJ, US)
Anthony S. Mennito (Flemington, NJ, US)
Assignees:
EXXONMOBIL RESEARCH AND ENGINEERING COMPANY
IPC8 Class: AC10G3202FI
USPC Class:
205703
Class name: Electrolytic material treatment (product, process, and electrolyte composition) organic using membrane
Publication date: 2016-03-03
Patent application number: 20160060545
Abstract:
The stability of distillate type jet fuels is improved by cathodic
hydrogenation in an electrolytic cell with a proton permeable membrane
separating cathode and anode compartments; a source of hydrogen is
oxidized in the anode compartment to form protons which permeate the
membrane to effect a cathodic reduction of the nitrogenous components of
the fuel in the cathode compartment.Claims:
1. A method for the denitrogenation of a distillate boiling range jet
fuel which comprises cathodically hydrogenating nitrogenous components of
the fuel in a cathode compartment of a divided electrolytic cell having a
proton permeable membrane separating the cathode compartment from an
anode compartment in which a source of hydrogen is anodically oxidized to
form protons.
2. A method according to claim 1 in which the proton permeable membrane comprises a membrane electrode assembly comprising a having a catalytic anode surface and a catalytic cathode surface on opposing surfaces of the membrane.
3. A method according to claim 1 in which the proton permeable membrane comprises an ionomer.
4. A method according to claim 1 in which the proton permeable membrane comprises sulfonated poly(tetrafluoroethylene).
5. A method according to claim 2 in which the catalytic anode surface comprises a noble metal.
6. A method according to claim 5 in which the catalytic anode surface comprises platinum or palladium.
7. A method according to claim 2 in which the catalytic cathode surface comprises a an electrically conductive catalytic material having hydrogenation activity.
8. A method according to claim 7 in which the catalytic cathode surface comprises a finely divided Raney-type metal.
9. A method according to claim 7 in which the catalytic cathode surface comprises a noble metal.
10. A method according to claim 7 in which the catalytic cathode surface comprises platinum or palladium.
11. A method according to claim 1 which is carried out at a temperature of not more than 80.degree. C.
12. A method according to claim 1 in which the distillate boiling range jet fuel comprises a kerosene having an initial boiling point of not less than 150.degree. C. and an endpoint not more than 300.degree. C. (ASTM D86).
13. A method according to claim 1 in which nitrogenous components of the fuel are hydrogenated to form ammonia which is released from the treated fuel in a liquid/gas separator.
14. A method according to claim 13 in the ammonia is released from the treated fuel by stripping with inert gas.
15. A method according to claim 13 in the ammonia is released from the treated fuel by increasing the temperature of the treated fuel.
16. A method according to claim 1 in which the hydrogen source comprises hydrogen gas.
17. A method according to claim 1 in which the hydrogen source comprises water.
Description:
CROSS-REFERENCE TO RELATED APPLICATIONS
[0001] This application claims priority to U.S. Provisional Application Ser. No. 62/042,363 filed Aug. 27, 2014, herein incorporated by reference in its entirety.
FIELD OF THE INVENTION
[0002] This invention relates to a method for stabilization of distillate type jet fuel.
BACKGROUND OF THE INVENTION
[0003] The stability of distillate type jet fuel, either during storage or during use, has always been a significant technical challenge and is becoming more of an issue recently with increasing volumes of cracked stock entering the jet pool. Nitrogen compounds are known to be deleterious to the stability of hydrocarbon fuels by promoting the formation of highly intractable sediment or sludge under storage conditions and during thermal stress. Frankenfeld et al, demonstrated that "the rate of sediment formation was dependent on the presence of nitrogen compounds . . . The initial reaction rate was approximately first order in nitrogen concentration . . . . and appears to involve a free-radical oxidative self-condensation of the nitrogen compound." (Ind. Eng. Chem. Prod. Res. Dev. 1983, 22, 608-614). This is still the consensus view of the issue today, although the increased use of cracked stocks in the jet pool has added olefinic materials as another contributor to jet fuel instability. Therefore, nitrogen removal is a key element of improving the stability of kerosene jet fuels.
[0004] The conventional and standard approach to stabilizing jet fuel is to use catalytic hydrodenitrogenation to achieve this goal. Catalytic processes require ever more severe conditions (equipment, temperatures, pressure, residence time, hydrogen consumption) to achieve ever lower levels of nitrogen in the final product. More severe conditions generally translates into higher processing costs and a more costly product.
[0005] Alternative desulfurization processes have received considerable attention, including electrochemical process such as those reviewed by Lam in Fuel Processing Technology 98 (2012), 30-38. Among those techniques are the variant electrochemical processes in which hydrogen generated in an electrolytic cell is used to reduce the sulfur compounds to inorganic form (H2S) which can then be removed from the hydrocarbons. Examples of such desulfurization methods are described by Greaney in US2007/0108101; US 2009/0159427; 2009/0159500; US2009/0159501 and US 2009/0159503. Exploitation of the intrinsic electrical conductivity at elevated temperatures in the range of about 200 to 400° C. in the electrochemical desulfurization methods described by Greaney dispenses with the use of liquid electrolytes but does require the use of the high temperatures which restrict the material choices in the processing equipment.
[0006] While conventional hydrotreating processes effect denitrogenation along with desulfurization little attention has been given to the problem of improving jet fuel stability by the removal of the nitrogenous compounds.
SUMMARY OF THE INVENTION
[0007] An electrochemical approach can be used to improve the stability of distillate type jet fuels by denitrogenation under mild conditions (e.g. 60° C., atmospheric pressure) utilizing a polymer electrolyte membrane fuel cell, hydrogen gas or water and electricity. There are several advantages to this approach. First, this process can achieve equivalent results at milder conditions and could be used as a "polishing" step after standard hydrotreating. This could thereby reduce the severity required in the hydrogenative step. This could reduce process costs for example, by reducing hydrogen consumption and extending catalyst life by operation at lower temperatures. Fuel cells could also be distributed to fuel storage facilities and used locally to stabilize fuel, once it is delivered and ensure that it remains stable over time. These fuel cells are commercially available and are designed for ease of installation for distributed power generation.
[0008] According to the present invention, the distillate jet fuel is denitrogenated by cathodically hydrogenating the fuel in a electrolytic cell analogous to a proton exchange membrane (PEM) fuel cell in which a proton permeable membrane separates the anode and cathode compartments. A source of hydrogen is oxidized to form protons in the anode compartment which permeate the membrane to effect a cathodic reduction of the nitrogenous components of the fuel in the cathode compartment.
[0009] The electrolytic cell in which the denitrogenation is carried out is a divided cell in which a proton permeable membrane separates the anode and cathode compartments. A source of hydrogen is oxidized in the anode compartment to form protons which permeate through the membrane to the cathode side through which the jet fuel is passed. The electrolytic denitrogenation is carried out by cathodic reduction of the nitrogen species to ammonia which takes place in the cathode compartment of the cell. The ammonia is released from the treated fuel in a liquid/gas separator with separation being enhanced by stripping with inert gas or by increase of temperature.
DRAWINGS
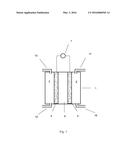
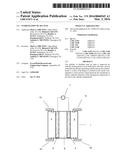
[0010] The single FIGURE of the accompanying drawings is a simplified sectional diagram of a divided cell electrolysis cell useful for jet fuel denitrogenation.
DETAILED DESCRIPTION
Jet Fuel
[0011] The present invention is applicable to the treatment of distillate (kerosene type) jet fuels such as Jet-A, Jet A-1, JP-5 and JP-8. These fuels typically have an initial boiling point of not less than 150° C. and an endpoint not more than 300° C. (ASTM D86). Flashpoint is not less than 38° C. (ASTM D56 or D3828) and freeze point not more than -40° C. (-47° C. for Jet A-1 and JP-8). Smoke point (ASTM D1322) not less than 25 mm of smoke point or not less than 18 mm if naphthalenes are not more than 3 vol. pct (ASTM D1840). The sulfur specification is a maximum of 0.3 wt. pct; nitrogen is not specified but, as noted above, is important to stability. Thermal stability (JFTOT, ASTM D3241) is defined as a pressure drop less than 25 mm Hg and deposits less than 3.
Denitrogenation
[0012] The major nitrogen component of distillates, such as jet fuels, are molecules which are difficult to remove by conventional hydroprocessing methods without using severe conditions, such as high temperatures and hydrogen pressures, these molecules are however, converted by the practice of the present invention to ammonia which can be readily removed. Nitrogen species such as alkylbenzo derivatives of pyridine and pyrrole.are removed together with mixed heterocyclic species containing one nitrogen (pyridinic, quinolinic) with one sulfur (thiophenic) or oxygen (hydroxyl) atoms as well; there is also the added possibility for saturation of olefinic species which may be present. The electrolytic denitrogenation is carried out by the cathodic reduction of the nitrogen species to ammonia in a cell analogous to a proton exchange membrane (PEM) fuel cell. In the cell, a source of hydrogen is oxidized in the anode compartment to form protons which permeate through the membrane electrode assembly (MEA) which divides the cell to the cathode side through which the jet fuel is passed. The anode reaction can be represented as:
H2→2H++2e.sup.
[0013] The reduction of the nitrogen species in the jet fuel takes place in the reaction at the cathode side which may be represented simplistically as:
2R--N--H+6H++6e.sup.-→2R--H+2NH3
Proton Exchange Electrolytic Cell
[0014] A much simplified diagrammatic section of a proton exchange electrolytic cell suitable for carrying out the present denitrogenation reaction is shown in the FIGURE. The electrolytic cell 1 contains and anode compartment 2 and a cathode compartment 3 separated by a membrane electrode assembly composed of catalytically-active, electrically-conductive anode 4, a catalytically-active electrically-conductive cathode 6 which form the faces of a permeable membrane 6 in the two respective compartments. Anode 4 and cathode 3 are connected to a source of dc current 7 to provide power to the two electrodes during operation. The anode compartment is provided with an inlet 10 for the hydrogen source and an outlet 11 for excess not consumed in the reaction. The cathode compartment is similarly fitted with an inlet 12 for the fuel and an outlet 13 for fuel containing the denitrogenated species. The anode and cathode compartments are constructed to be narrow so that they each constitute a flow passage for the respective process fluid (hydrogen source or jet fuel) which optimizes contact of the fluid with the respective electrode.
[0015] The hydrogen source may suitably be hydrogen gas or water. Other hydrogen sources susceptible to electrolytic oxidation may also be used, for example, methanol. If hydrogen itself is used, the effluent from the anode compartment will be excess hydrogen which can be recycled to the inlet; it is not, however, necessary to maintain a high flow regime using hydrogen since essentially all the hydrogen is consumed in the anode reaction and transported to the cathode where the reduction reactions are effected. If water is used, the effluent will contain oxygen formed in the cathodic oxidation which can be separated from the water in a simple gas/liquid separator before recycling the water, if desired.
[0016] The anode and cathode of the membrane electrode assembly are separated by a thin, proton-conducting membrane with the respective electrode materials attached directly to its opposing surfaces. Suitable anodes include graphite, platinum, platinum-coated titanium, or ruthenium oxide titanium oxide-coated titanium (the so-called dimensionally stable anode materials). The electrolytic cathode is an electrically conductive catalytic material having hydrogenation activity. Suitable materials comprises a finely divided metal such as Raney-type metals (e.g., nickel, cobalt, copper, molybdenum), Raney alloys (e.g., nickel-molybdenum and nickel-cobalt), and high surface area precious (noble) metals (e.g., platinum black, ruthenium black, and palladium black as well as palladium-loaded carbon powder).
[0017] The cathode can have several configurations. The cathode can consist of a finely divided catalyst powder layered in a bed about 100-300 microns thick (although thicker beds have no deleterious effects on the hydrogenation reaction). The bed is prepared by allowing the catalyst particles to gravity-settle (coat) onto a flat sheet current collector. The particles in the bed must contact one another for the applied current to pass from one particle to another. The cathode can consist of a mixture of catalyst particles and an inert binder such as polytetrafluoroethylene (PTFE) rolled into a flat sheet and affixed to the surface of the membrane.
[0018] The membrane comprises a proton exchange membrane which permits permeation of the protons while inhibiting passage of the gases, liquids and the electrons generated in the anode reaction. A proton exchange membrane (PEM) is a semipermeable membrane generally made from ionomers and designed to conduct protons while being impermeable to gases such as oxygen or hydrogen. PEMs can be made from either pure polymer membranes or from composite membranes where other materials are embedded in a polymer matrix. One of the most common and commercially available PEM materials is the fluoropolymer (PFSA) Nafion® from DuPont. Nafion is an ionomer with a perfluorinated backbone and pendant sulfonate groups in the H+ form produced by incorporating perfluorovinyl ether moieties terminated with sulfonate groups onto a tetrafluoroethylene backbone. Nafion polymers are noted for their excellent thermal and mechanical stability, making them highly suitable for use in electrolysis cells although their preferred range of operating temperatures is typically less than 100° C. and for best functioning, less than 80° C. e.g. 75 or 60° C. Nafion polymers will tend to dehydrate (thus losing proton conductivity) when temperature is significantly above ˜80° C. but versions capable of operation at higher temperatures can be made by incorporating silica and zirconium phosphate into the polymers to increase the working temperature to above 100° C. Nafion polymers can be extrusion cast into thin membranes, e.g. from about 125 to 250 microns, to form membrane assemblies. Other ionomers also exist, however, which are useful for proton exchange membranes and which can be used at higher temperatures. Other ionomer materials with potential for higher temperature operation include sulfonated polyetheretherketones, sulfonated polysulfones, polybenzimidazoles, diaminobenzidines and polybenzimidazole/poly(tetrafluoro ethylene) composites. The membrane exchange assembly is suitably made by connecting or depositing the electrode material on both sides of the membrane. If elevated pressures are contemplated, a structural reinforcement may be provided with the use of a permeable support material which may be pressed onto the membrane.
[0019] The process is preferably carried out at normal atmospheric pressures and a temperatures of about 25 to about 75° C., e.g., 60° C. Elevated pressures are not required but may be used (e.g. 50-100 kPag) provided the mechanical integrity of the MEA is preserved in the reactor. Mildly elevated pressures may have a beneficial effect by helping to maintain a high hydrogen concentration on the cathode surface, promoting permeation through the membrane assemble to affect the hydrodenitrogenation.
EXAMPLE
[0020] A 500 ml sample of kerosene (API gravity=43°, boiling range=110-290° C. (about 228-550° F.), freeze pt=-46° C.) was circulated through the cathodic side of a polymer electrolyte membrane fuel cell. The fuel cell is a commercially available product from Scribner Associates, of Southern Pines, N.C., consisting of two carbon blocks with serpentine flow channels designed for a 5×5 cm active area of catalyst. The membrane electrode assembly was purchased from Lynntech, Inc of College Station, Tex. and consisted of a Nafion® 117 polymer electrolyte membrane with a 2.5 mg/cm2 anode catalyst layer of platinum black and a 2 mg/cm2 cathode catalyst layer of palladium black. The catalyst layers were first deposited on Toray Paper TGP-H-060 gas diffusion material before being hot pressed to the Nafion. The kerosene was circulated at a flow rate of 50 cm3/min while simultaneously passing hydrogen gas at atmospheric pressure through the anodic side of the membrane electrode assembly at a flow rate of 100 cm3/min. The cell temperature was maintained at 70-75° C. throughout the run of two hours. A constant current of 1 amp was applied to the cell during the run. The nitrogen content was found to be reduced from an initial concentration of 22 wppm down to a 1 wppm level after two hours of treatment.
[0021] As a control experiment, the procedure was repeated identically, except no power was applied to the fuel cell. In this instance, the nitrogen level dropped to 13 wppm, which we attribute to adsorption of the surface active nitrogen species on the carbon support of the MEA.
[0022] The storage stability of the untreated and electrochemically treated kerosenes were tested by storing two 100 ml samples of each in closed glass containers, in the dark, at ambient temperatures for two years. At the end of this test, the untreated kerosene had darkened to a yellow orange color and contained solid matter. The treated kerosene remained a straw color and did not have any sediment visible to the eye. To quantify the solids, both solutions were filtered through Whatman® 47 mm diameter glass microfiber filters. The filters were dried in a vacuum oven at 100° C. until constant weight was achieved. The untreated kerosene produced the equivalent of 500 mg/L of dry solids, whereas the treated kerosene only produced 40 mg/L. To compare the discoloration, visible light absorbance at 400 nm was measured for each. The untreated kerosene had an absorbance of 0.40 absorbance units, whereas the treated sample had an absorbance of 0.11 absorbance units.
[0023] Close inspection of the fuel by Electrospray Ionization (ESI) Mass Spectrometry (KQ and AM) provided further insight into the types of nitrogen species present in the fuel sample and the changes in composition that occurred during the control experiment without power and the proof-of-principle experiment with power. It was found that not only are nitrogen species removed, but also mixed heterocyclic species containing one nitrogen (pyridinic, quinolinic) with one sulfur (thiophenic) or oxygen (hydroxyl) atoms.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2016-03-10 | Method and apparatus for uniformly metallization on substrate |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2015-03-19 | Stabilization of an aqueous solution of an organic iron salt |
| 2013-10-10 | Functionally switchable self-assembled coating compound for controlling translocation of molecule through nanopores |
| 2011-11-24 | Process and apparatus for separating nitroaromatics from wastewater |
| 2011-02-17 | Gas decomposition apparatus and method for decomposing gas |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2022-08-11 | Redox active liquid electrolytes for organic redox flow battery |
| 2021-11-11 | Solvent and temperature assisted dissolution of solids from steam cracked tar |
| 2017-05-18 | Lubricants from mixed alpha-olefin feeds |
| 2016-04-28 | Catalyst configuration for increased hydrocracking activity |
| 2015-09-10 | Lubricants from mixed alpha-olefin feeds |
| Top Inventors for class "Electrolysis: processes, compositions used therein, and methods of preparing the compositions" | |
| Rank | Inventor's name |
|---|---|
| 1 | Benjamin J. Feldman |
| 2 | Adam Heller |
| 3 | Michael S. Lockard |
| 4 | Fei Mao |
| 5 | Joseph A. Vivolo |