Patent application title: PLASTIC PUMP, AND METHOD FOR MANUFACTURING SAME
Inventors:
Sang Seon Lee (Gangwon-Do, KR)
IPC8 Class: AF04D2902FI
USPC Class:
4152082
Class name: Working fluid passage or distributing means associated with runner (e.g., casing, etc.) vane or deflector plural and arcuately or circularly arranged in radial plane around runner axis
Publication date: 2015-12-10
Patent application number: 20150354580
Abstract:
The present invention relates to a plastic pump and to a method for
manufacturing same. The method includes: a pre-manufacturing step for
pre-manufacturing an inner body and impeller formed from a fluorine resin
material by means of injection molding; a body manufacturing step for
manufacturing a complete body, in which the inner body is formed from a
fluorine resin and the outer body is formed from a plastic material, by
molding the plastic material in a first mold after fixing the
pre-manufactured inner body to the first mold; a cover manufacturing step
for manufacturing an impeller cover, which is formed from a plastic
material, by molding the plastic material in a second mold so as to
protect the manufactured impeller; and a finishing step for completing
the plastic pump by sequentially assembling the manufactured complete
body, the impeller, and the impeller cover. According to the present
invention, only a fluid transporting path is lined with the fluorine
resin and is thus not easily deformed by temperature regardless of the
type of fluid and is resistant to a chemical reaction with a fluid for
improved product quality and significant extension of the period over
which the pump can be used.Claims:
1. A method for manufacturing a plastic pump, comprising: a pre
manufacturing step wherein an inner body made of a fluorine resin
material and forming a fluid transporting path and an impeller engaged to
the inner body are previously manufactured through an injection mold
method; a body manufacturing step wherein for manufacturing a complete
body, in which the inner body is formed from a fluorine resin and the
outer body is formed from a plastic material, by molding the plastic
material in a first mold after fixing the pre-manufactured inner body to
the first mold; a cover manufacturing step wherein for manufacturing
impeller cover, which is formed a plastic material, by molding the
plastic material in a second mold so as to protect the manufactured
impeller; and a finishing step wherein for completing a plastic pump by
sequentially assembling the manufactured complete body, the impeller and
the impeller cover.
2. The method of claim 1, wherein the fluorine resin is formed of PFA or PVDF, and the plastic material is formed of PP, PVC or PPS.
3. The method of claim 2, wherein during the injection mold method with respect to the inner body and the impeller, a PFA, which is a fluorine resin material is injected in the injection mold at a pressure of 35.about.80 kgf/cm2.
4. The method of claim 3, wherein the PFA, which is the fluorine resin material, has a temperature of 270.degree. C.˜420.degree. C.
5. The method of claim 2, wherein the PVDF, which is the fluorine resin material, has a temperature of 170.degree. C.˜235.degree. C.
6. The method of claim 2, wherein when mold-injecting the plastic material in the first mold, the injection is performed at a pressure of 35.about.80 kgf/cm2.
7. The method of claim 2, wherein the inner body formed of the fluorine resin material has a thickness of 1.about.10 mm.
8. A plastic pump which is manufactured by a manufacturing method of claim 1.
9. A plastic pump which is manufactured by a manufacturing method of claim 2.
10. A plastic pump which is manufactured by a manufacturing method of claim 3.
11. A plastic pump which is manufactured by a manufacturing method of claim 4.
12. A plastic pump which is manufactured by a manufacturing method of claim 5.
13. A plastic pump which is manufactured by a manufacturing method of claim 6.
14. A plastic pump which is manufactured by a manufacturing method of claim 7.
Description:
TECHNICAL FIELD
[0001] The present invention relates to a plastic pump, and a method for manufacturing the same, and in particular to a plastic pump, and a method for manufacturing the same wherein a fluid transporting path of the inside of a plastic pump is lined with a fluorine resin, so the plastic pump will not be easily deformed by temperature based on the kinds of fluids, and the plastic pump is strong to any chemical reaction with fluid.
BACKGROUND ART
[0002] In recent years, a plastic pump the weight of which is lighter than a steel product is being used more and more thanks to the benefits resulting from is the decreased weight of the pump. In such a plastic pump, since a pump itself is made of a plastic material (PP, GFFRP), a fluid transporting path formed in the inside is also made of only a plastic material.
[0003] If the fluid transporting path is made of only a plastic material, the inside of the fluid transporting path may be easily deformed by the temperature based on the kinds (characteristics) of the fluid flowing through the fluid transporting path or may have a problem due to a chemical reaction with the fluid. In order to prevent such a problem, the whole materials of the plastic pump may be made of a fluorine material, but in this case the manufacturing costs a lot.
DISCLOSURE OF INVENTION
[0004] Accordingly, the present invention is made in an effort to resolve the above problems. It is an object of the present invention to provide a plastic pump and a method for manufacturing the same wherein only the fluid transporting path formed inside the plastic pump is lined with a fluorine resin, so the plastic pump is not easily deformed by temperature irrespective of the kinds of the fluids, and the plastic pump is strong to any chemical reaction with fluid.
[0005] To achieve the above objects, there is provided a method for manufacturing a plastic pump, which may include, but is not limited to a pre-manufacturing step wherein an inner body made of a fluorine resin material and forming a fluid transporting path and an impeller engaged to the inner body are previously manufactured through an injection mold method; a body manufacturing step wherein for manufacturing a complete body, in which the inner body is formed from a fluorine resin and the outer body is formed from a plastic material, by molding the plastic material in a first mold after fixing the pre-manufactured inner body to the first mold; a cover manufacturing step wherein for manufacturing impeller cover, which is formed a plastic material, by molding the plastic material in a second mold so as to protect the manufactured impeller; and a finishing step wherein for completing a plastic pump by sequentially assembling the manufactured complete body, the impeller and the impeller cover.
[0006] In addition, according to the method for manufacturing a plastic pump according to an exemplary embodiment of the present invention, the fluorine resin is formed of PFA or PVDF, and the plastic material is formed of PP, PVC or PPS.
[0007] In addition, according to the method for manufacturing a plastic pump according to an exemplary embodiment of the present invention, during the injection mold method with respect to the inner body and the impeller, a PFA, which is a fluorine resin material is injected in the injection mold at a pressure of is 35˜80 kgf/cm2.
[0008] In addition, according to the method for manufacturing a plastic pump according to an exemplary embodiment of the present invention, the PFA, which is the fluorine resin material, has a temperature of 270° C.˜420° C.
[0009] In addition, according to the method for manufacturing a plastic pump according to an exemplary embodiment of the present invention, the PVDF, which is the fluorine resin material, has a temperature of 170° C.˜235° C.
[0010] In addition, according to the method for manufacturing a plastic pump according to an exemplary embodiment of the present invention, when mold-injecting the plastic material in the first mold, the injection is performed at a pressure of 35˜80 kgf/cm2.
[0011] In addition, according to the method for manufacturing a plastic pump according to an exemplary embodiment of the present invention, the inner body formed of the fluorine resin(PFA or PVDF) material has a thickness of 1˜10 mm.
[0012] In addition, the present invention is directed to a plastic pump which is manufactured by the above method for manufacturing a plastic pump.
ADVANTAGEOUS EFFECTS
[0013] In the plastic pump manufactured according to the plastic pump and is the method for manufacturing the same according to the present invention, only the fluid transporting path is lined with a fluorine resin, so the plastic pump is not easily deformed by temperature regardless of the type of the fluids, and is resistant to a chemical reaction with a fluid for improved product quality and significant extension of the period over which the pump can be used.
BRIEF DESCRIPTION OF DRAWINGS
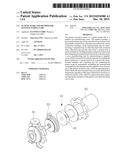
[0014] FIG. 1 is a schematic view illustrating a configuration of a plastic pump to an exemplary embodiment of the present invention may apply.
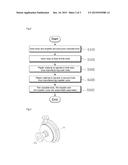
[0015] FIG. 2 is a step view for describing a manufacturing procedure of a plastic pump according to the present invention.
[0016] FIG. 3 is a view illustrating an inner body formed of a fluorine resin according to an exemplary embodiment of the present invention.
[0017] FIG. 4 is an example view illustrating an outer body formed by injecting a plastic material in a first mold according to an exemplary embodiment of the present invention.
[0018] FIG. 5 is an example view illustrating a plastic pump assembled in a finishing step according to an exemplary embodiment of the present invention.
BEST MODES FOR CARRYING OUT THE INVENTION
[0019] The most preferred embodiments of the present invention will be described with reference to the accompanying drawings to the extent that a person having ordinary skill in the art can easily implement. Throughout the description of the present invention, the same components will be given the same reference numbers, and duplicating descriptions may be omitted.
[0020] Hereinafter, the manufacturing procedures according to an exemplary embodiment of the present invention will be described in details with reference to FIGS. 1 to 5.
[0021] FIG. 1 is a schematic view illustrating a configuration of a plastic pump to an exemplary embodiment of the present invention may apply. FIG. 2 is a step view for describing a manufacturing procedure of a plastic pump according to the present invention. FIG. 3 is a view illustrating an inner body formed of a fluorine resin according to an exemplary embodiment of the present invention. FIG. 4 is an example view illustrating an outer body formed by injecting a plastic material in a first mold according to an exemplary embodiment of the present invention. FIG. 5 is an example view illustrating a plastic pump assembled in a finishing step according to an exemplary embodiment of the present invention.
[0022] Referring to FIGS. 1 and 2, the plastic pump 10 according to the present invention may include, but is not limited to, an inner body 20, an outer body 30, an impeller 40 and an impeller cover 50.
[0023] The inner body 20 and the impeller 40 are previously made of a fluorine resin (PFA or PVDF) material through an injection mold method (S100). When the inner body 20 and the impeller 40 are made by the injection mold method, the PFA (PVDF), which is a fluorine resin material, is injected at a pressure of 35˜80 kgf/cm2 in the injection mold.
[0024] At this time, the PFA, which is a fluorine resin material, has a temperature of 270° C.˜420° C., and the PVDF, which is a fluorine resin material, has a temperature of 170° C.˜235° C. In addition, it is preferred that the inner body 20 made of a fluorine resin (PFA or PVDF) material has a thickness of 1˜10 mm. An example of the configuration of the inner body 20 is illustrated in FIG. 3. In the inner body 20, a fluid transporting path 20a is formed of a fluorine resin. For this, even if chemical liquid flows through the fluid transporting path 20a, the inner surface of the inner body 20, namely, the inner surface of the fluid transporting path 20a does not go corroded and is chemically safe, thus improving the quality of the product.
[0025] Thereafter, the inner body 20 previously manufactured in the step S100 is fixed at a first mold (not illustrated) (S200), and a plastic material (PP or PVC or PPS) is injected in the first mold, so the complete body is manufactured, is wherein the inner body 20 is made of a fluorine resin, and the outer body 30 is made of a plastic material (S300). During the injection mold, the plastic material is injected in the first mold at a pressure of 35˜80 kgf/cm2.
[0026] In case where the inner body 20 is made of PFA, the outer body 30 may be formed of PP, PVC or PPS, but in case where the inner body 20 is made of PVDF, it is preferred that the outer body 30 is formed of PP or PVC.
[0027] In order to protect the manufactured impeller 40, the plastic material (PP or PVC or PPS) is injected in the second mold (not illustrated), thus manufacturing an impeller cover 50 made of a plastic material (S400).
[0028] Thereafter, the manufactured whole bodies 20 and 30, the impeller 40 and the impeller cover 50 are sequentially assembled, and the plastic pump 10 is finished (S500).
[0029] At this time, since the injection is performed in the inner body 20, and then the outer body 30 is manufactured, the procedure for assembling the inner body and the outer body can be omitted in the following procedure.
[0030] The present invention made by the inventor has been described so far in details based on the exemplary embodiments, but the present invention is not limited thereto. Various modifications are available without departing from the scope of the present invention.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2015-11-26 | Split cast vane fairing |
| 2016-01-21 | Fan assembly and fan frame |
| 2016-03-17 | Impeller and fluid machine |
| 2016-05-19 | Axial-flow pumps and related methods |
| 2015-10-15 | Blower and method for decreasing eddy noise |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2017-08-17 | Riblets for a flowpath surface of a turbomachine |
| 2016-12-29 | Gas turbine engine component platform cooling |
| 2016-07-14 | Mid-turbine frame stator with repairable bushing and retention pin |
| 2016-07-07 | Turbine vane with platform rib |
| 2016-06-30 | Wind power generation tower provided with gyromill type wind turbine |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2015-09-17 | Method for manufacturing high performance butterfly valve liner |
| Top Inventors for class "Rotary kinetic fluid motors or pumps" | |
| Rank | Inventor's name |
|---|---|
| 1 | Gabriel L. Suciu |
| 2 | Frederick M. Schwarz |
| 3 | United Technologies Corporation |
| 4 | Brian D. Merry |
| 5 | Craig M. Beers |