Patent application title: SOLID WASTE INCINERATOR SYSTEM
Inventors:
Anthony Hughey (Sullivan, MO, US)
IPC8 Class: AF23G5033FI
USPC Class:
110215
Class name: Furnaces with exhaust gas treatment means means contacting exhaust gas with liquid
Publication date: 2015-04-23
Patent application number: 20150107497
Abstract:
A system and for incinerating solid waste material that generates energy
and minimal emissions. The incinerator system of the present disclosure
is modular and may be configured to fit within a desired location. The
system accepts raw solid material and processes, dries and ignites the
waste material in an, optionally automated process.Claims:
1. A solid waste incinerator system comprising: a solid waste receiving
system; a waste dryer, wherein the dryer further comprises a rotating
drum, a plurality of ribs, and a condensation removal system mounted
within the rotating drum; a pulverizer; a fuel material transportation
system; an incinerator, wherein the incinerator further comprises an air
jet system to aid continuous combustion of the waste material; a boiler
system, wherein the boiler system comprises at least one rotating
cleaning rod; and, an emissions control system.
2. The system of claim 1 further comprising a heat exchange system, wherein at least a portion of an exhaust from the boiler system is used to provide heat to the waste dryer.
3. The system of claim 1, where the solid waste receiving system comprises a conveyor mechanism to transport solid waste to the waste dryer.
4. The system of claim 3, where the conveyor mechanism includes bag ripper and a waste inspection area.
5. The system of claim 1, wherein said rotating drum is rotated by a drive motor in communication with a chain.
6. The system of claim 1, wherein said rotating drum has a multi-wall construction.
7. The system of claim 1, wherein said fuel material transportation system further comprises at least one draft fan, wherein said draft fan transfers the fuel material pneumatically.
8. The system of claim 1, wherein said incinerator has a solid refractory material housing with said housing having sidewalls engaged to a top wall.
9. The system of claim 1, wherein said boiler system comprises a plurality of tubes with said tubes in communication with an exhaust outlet.
10. The system of claim 1, wherein said rotating cleaning rods have an elongated square shaft positioned coaxially within a rotating cylinder.
11. The system of claim 1, wherein said rotating cleaning rods comprise a wire brush.
12. The boiler system of claim 1, wherein said rotating cleaning rods are adjacent to the exhaust outlet and opposite the boiler.
13. The system of claim 1, wherein said emission control system is equipped with a series of spray fans wherein said spray fans mist exhaust to capture particles in the exhaust.
14. The system of claim 1, wherein said the heat form the boiler is captured at a heat exchanger before entering the emission control system.
15. The system of claim 1 wherein the pulverizer reduces waste to a size determined by an operator.
16. A solid waste incinerator system comprising: a solid waste receiving system; a waste dryer, wherein the dryer further comprises a rotating drum, a plurality of ribs, and a condensation removal system mounted within the rotating drum; a pulverizer; a fuel material transportation system; an incinerator, wherein the incinerator further comprises an air jet system to aid continuous combustion of the waste material; a heat exchange system; a boiler system, wherein the boiler system comprises at least one rotating cleaning rod; and, an emissions control system.
17. The system of claim 16 wherein the heat exchange system comprises one or more coils of heat exchange piping disposed within a wall of the incinerator.
18. The system of claim 17 wherein an exterior surface of the one or more coils of heat exchange piping is contacted by a resilient material.
19. The system of claim 16 wherein the heat exchange system further comprises one or more circulator pumps in communication with one or more thermo-pressure switches, wherein said circulator pumps regulate the pressure of steam within the piping.
20. The system of claim 15 wherein the wherein the pulverizer reduces waste to small pieces, wherein the size of waste is determined by an operator.
Description:
RELATED APPLICATIONS
[0001] This application claims priority to U.S. Provisional Application No. 61/894,224 entitled "Solid Waste Incinerator System," filed on Oct. 22, 2013; the entire contents of which are herein incorporated by reference.
FIELD OF THE INVENTION
[0002] Aspects of the systems and methods disclosed herein relate to a Solid Waste Incinerator system that can generate energy from the combustion of solid waste.
BACKGROUND
[0003] Numerous solid waste systems have been developed to convert solid waste into thermal energy that may be used to produce electricity or heat. Previous attempts often required the use of an external fuel to promote combustion of the material. The use of fossil fuels in particular often results in emissions that negate any environmentally friendly gains sought by the incineration of the waste. Therefore, a need exists for a scalable system to incinerate and converter solid-waste to energy in an environmentally-sound manner with minimal to no harmful emissions.
SUMMARY
[0004] The present disclosure relates to a system for processing and incinerating solid waste. In one embodiment, the system includes a solid waste receiving system, a waste dryer, and a waste pulverizer. In one aspect, the dryer further includes a rotating drum, a plurality of ribs, and a condensation removal system mounted within the rotating drum.
[0005] The incinerator system also includes a fuel material transportation system, an incinerator, a boiler system, and an emissions control system. In one aspect, the incinerator further includes a multi-stage air jet system to aid in the continuous combustion of the waste material. In another aspect, the boiler system includes at least one gear-driven rotating cleaning rod to clean the tubes of the boiler. In another embodiment, the incinerator system includes a heat exchange system that converts at least a portion of the exhaust from the boiler system to provide heat to the waste dryer.
BRIEF DESCRIPTION OF THE DRAWINGS
[0006] FIG. 1 is a plan view of a solid-waste incinerator system according to one embodiment.
[0007] FIG. 2 is a cross-sectional view of a dryer viewed along line B-B as shown in FIG. 1, according to one embodiment.
[0008] FIG. 3 is a cross-sectional view of a dryer viewed along line A-A as shown in FIG. 1, according to one embodiment.
[0009] FIG. 4 is a cross-sectional view of a storage container viewed along line C-C as shown in FIG. 1, according to one embodiment.
[0010] FIG. 5 is a cross-sectional view of an incinerator system viewed along line D-D as shown in FIG. 1, according to one embodiment.
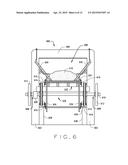
[0011] FIG. 6 is a cross-sectional view of an incinerator system viewed along line E-E as shown in FIG. 1, according to one embodiment.
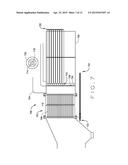
[0012] FIG. 7 is a cross-sectional view of a boiler system and a boiler tube cleaning system viewed along line F-F as shown in FIG. 1, according to one embodiment.
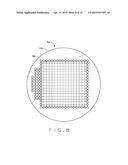
[0013] FIG. 8 is a cross-sectional view of boiler tube arrangement viewed along line G-G as shown in FIG. 7, and a cleaning rod according to one embodiment.
[0014] FIG. 9 is a cross-sectional view of an emissions control system according to one embodiment
[0015] FIG. 10 is a plan view of a filter and dryer wire arrangement according to one embodiment.
[0016] FIG. 11 is a plan view of a centrifugal fan according to one embodiment.
[0017] FIG. 12 is a cross-sectional view of a spray fan blade according to one embodiment.
[0018] FIG. 13 is a cross-sectional view of a heat exchanger according to one embodiment.
[0019] FIG. 14 is a cross-sectional view the heat exchanger viewed along line H-H as shown in FIG. 13, according to one embodiment.
[0020] FIG. 15 is a partial cross-sectional view of the incinerator system that includes heat-exchange piping, according to one embodiment.
DETAILED DESCRIPTION
[0021] The present disclosure generally relates to a solid-waste incinerator system that is configured to process and incinerator solid waste for energy production.
[0022] As shown in FIG. 1, one embodiment of the solid-waste incinerator system 10 includes a waste receiving system 100, a dryer 200, a pulverizer 300, a fuel transportation system 400A-B, a storage system 500, an incinerator 600, a boiler system 700, an emission control system 800, and various heat exchange components 900. In various embodiments, one or more of the incinerator system 10 components may be modular and mobile, such that the system may be easily built on site. Alternately, the system 10 may be easily moved and reconfigured to fit to the desired placement location.
[0023] The waste receiving system 100 includes a dumpster 102 or other receptacle to receive solid waste from a variety of sources. In one aspect, the solid-waste incinerator system 100 is well suited for use with non-recyclable solid waste. The dumpster 100 is in communication with a conveyor mechanism 104 to transport waste from the dumpster to the dryer 200.
[0024] The conveyor mechanism 104 may include a belt-type conveyor that incorporates a bag ripper 106 to puncture and shred any bags or other containers containing the waste. In various other embodiments, any suitable mechanism for transporting solid waste may be used. In various aspects, the conveyor system 104 includes a metal detection system 108 as well as a "scavenger area" 110 for the manual inspection of the solid waste. The metal detection system 108 includes an innovative X-ray fluorescence (XRF) system to detect heavy metals. The system 108 is similar to XRF used in the mining industry for grading ore. In various aspects the system 108 can be configured to trigger an alarm at specific conditions or the detection of specific compositions and automatically stop the conveyor mechanism 104 for the removal of the identified waste. In one aspect, hand-held metal detectors may also be used. In addition to allowing manual inspection of the waste, the scavenger area 110 also serves as a location to input easily combustible solid waste, including but not limited to yard waste, mulch, or limbs.
[0025] The conveyor mechanism 104 transfers the solid waste to a dryer 200 for drying. In one embodiment, the waste material on the conveyor mechanism 104 enters the dryer 200 via a chute 112, as shown in FIGS. 1 and 4.
[0026] As shown in FIGS. 2-3, the dryer 200 includes a generally cylindrical rotating drum 202 that may rotate about a central longitudinal axis. The drum 202 is rotated by a drive motor 204 in communication with a chain (not shown) that extends around the outer circumference of the drum 202. The chain engages a plurality of drive sprockets 206 mounted on the exterior surface of the drum 202. To facilitate the rotation of the drum 202 by the drive motor 204, the drum is supported on a roller system, generally indicated as 208, mounted within a support frame 210.
[0027] As shown in FIG. 2, the drum 202 may rest on two or more roller systems 208 and support frames 210. The exterior surface of the drum 202 also includes one or more roller guides 212 that engage the roller system 208.
[0028] In various embodiments, the drum 202 may have a single-wall construction or have a multi-wall construction, with at least one interior wall 214A and an exterior wall 214B. The space between the walls may include one or more struts 215. Typically, the exterior of the dryer drum 202 is insulated. The wall of the drum 202 also defines one or more air channels 216 for providing air to the interior of the dryer 200. In one aspect, the air channels 216 are defined by a series of portholes within the struts 215. The air channels 216 may extend the entire length of the drum 202. Alternately, in various other embodiments, the air channels 216 may have various lengths to deliver air to different portions of the dryer 200. By way of example and not limitation, the air circulated in the dryer may be in a range between approximately 350°-450° F.
[0029] In one aspect, a plurality of dryer drum ribs 218 project away from the interior surface of the drum 202. Each drum rib includes a distal portion that is engaged to the interior surface of the drum 202 and a proximal portion that is held away from the wall 214A by a rib strut 220. The ribs are positioned to move the waste through the dry as the drum rotates. For example, the ribs are oriented to move material in the dryer from the chute 112 to a distal end 217 of the dryer at a range between approximately 2 inches per revolution to approximately 6 inches per revolution. In one embodiment, the dryer 200 is dimensioned to dry approximately 75-155 tons of material in a 24 hour period. In one aspect, each rib 218 extends the length of the dryer drum 202. The width of each rib may depend on the number of ribs in the drum 202.
[0030] In one aspect, the leading edge of each rib, relative to the direction of rotation is engaged to the wall 214A, while the trailing edge is extended away from the wall by the strut 220. Each rib is positioned over an aperture 222 in the wall 214A that is in fluid communication with the one or more of the air channels 216. As such, air flowing through the air channels 216 enters the interior of the drum 202 via the ribs 218, as indicated by 224.
[0031] The dryer 200 also includes one or more exhaust ports 226 and a condensation and drainage system 228 that are suspended within the dryer 200 by a girder support system 232. In one aspect, the condensation and drainage system 228 includes an arrangement of condensation tubes or coils 230 that are maintained at a temperature lower than the dryer by an externally located air conditioning unit (not shown) or a draft fan that also draws air from the exhaust ports 226 and removes it from the interior of the dryer 200.
[0032] In one embodiment, the dried waste material is pushed from the dryer, at least in part, by the rotation of the inclined ribs 218, and enters a pulverizer 300. The pulverizer 300 further reduces the solid waste to small pieces referred to herein as refuse derived fuel ("RDF") or fuel material. The pulverized solid waste or fuel material is therefore ground, cut, or otherwise reduced to a size that can be transported the fuel transportation system 400A-B. By way of example and not limitation, the pulverizer 300 reduces the solid waste to RDF that is approximately 1/2''×1/2'' or 1/2'' in diameter. In other embodiments, the size of the RDF may be smaller or greater as determined by the operator.
[0033] In one embodiment, the fuel transportation system 400A-B includes one or more draft fans 402 that transfer the fuel material pneumatically. An embodiment of the storage system 500, as shown in FIG. 2 includes multiple of storage containers 502. The fuel transportation system 400A is in communication with a fill inlet 504 located at or near the top of each storage container 502 and includes a diverter 504 that allows a user of the incinerator system 10 to select a particular storage container to receive the fuel material.
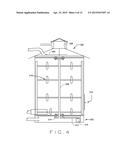
[0034] As shown in FIG. 4, one embodiment of the storage container 502 includes a screen and moisture vent 506 to trap and collect any dust and moisture within the storage container. The storage containers also include an agitator mechanism 508 to break up large chunks of the fuel material as well as mixing the fuel material to provide a heterogeneous mixture of fuel material. As shown, the agitator mechanism 508 may include a number of rotating baffles 518 that are positioned at various heights and locations within the storage container 502. The agitator mechanism 508 is driven by an agitator drive motor 510 located in a lower portion 520 of the storage container that is isolated from the fuel material. As shown, in one embodiment, the agitator drive motor 510 is operatively engaged to a shaft of the agitator mechanism 508 via a chain or belt 512 and a drive sprocket 514.
[0035] Fuel material that enters the fill inlet 504 is mixed and agitated as it falls through the storage container 502 before collected on the floor of the container. In one aspect, the floor of the storage container 502 permits hot air pumped in to the lower portion 520 to rise through the fuel material to dry the material if necessary and to collect dust or moisture that are collected at the vent 506. The storage container 502 may also include an access door 516 to access the interior of the container 502 for cleaning or maintenance.
[0036] The fuel material stored in the storage container 502 may be withdrawn as desired by a second section of the fuel transportation system 400B. This portion of the fuel transportation is in communication with outlets located at or near the bottom of the storage containers 502. Similar to the first portion of the fuel transportation system 400A, one or more draft fans 402 delivers the fuel material to the incinerator 600. In one aspect, the draft fans 402 can deliver up to approximately 200 pounds per minute for RDF. In other aspects, greater or lesser amounts of fuel may be transported by the fuel transportation system 400A-B. This may depend on the desired operation of the system 10 and the size of the RDF. In one aspect, the amount of fuel can be varied automatically by a computing or processing device (not shown) in communication with the incinerator system. For example, the forced air volume moved by the draft fans 402 may be varied, thus altering the amount of fuel delivered to the incinerator 600.
[0037] The incinerator 600, as shown in FIGS. 5-6 is an air-assisted flow-through incinerator. The incinerator includes a housing composed of a solid refractory material that further includes sidewalls 602 engaged to a top wall 604. In one aspect, the walls 602 and 604 of the incinerator housing are composed of a solid refractory material thereof, as well as sufficient insulation. In another aspect, the walls 602-604 may be composed of granite or another material, suitable to withstand the temperatures within the incinerator. In one embodiment, the top wall 604 is modular and may be removed in sections to provide access to the incinerator interior 606 for maintenance.
[0038] Each of the sidewalls 602 includes at least two draft shaft openings 608 that align with corresponding openings on the opposite wall to receive a driveshaft 610 there through. The draft shaft openings 608 may further include a roller bearing 609 to engage the driveshaft 610 and to permit smooth rotation of the driveshaft. In one embodiment each portion of the driveshaft that extends away from the sidewalls 602 is engaged to a drive sprocket 612. At least one of the drive sprockets is engaged to a drive motor (not shown). In one aspect, the drive sprocket is configured for use with a universal jack shaft and/or worm drive to rotate the drive shaft at any desired speed.
[0039] Within the incinerator 600, each driveshaft is further engaged to at least one conveyor drive sprocket 614 that operatively engages series of ball-bearing carriage rollers 616 attached to a conveying surface. The conveyor sprockets 614 receive the ball-bearing rollers 616 in the region between the teeth of the sprockets. The rollers 616 are engaged to a conveying surface that extends that transports the fuel material through the incinerator 60. In one embodiment, the carriage rollers 616 are engaged to a roller chain loop (not shown) that is also engaged to the conveyor drive sprocket 614. In this embodiment, the chain may have links that are approximately 4 inches by 8 inches and approximately 3/8 to 1/2 inch thick.
[0040] In one embodiment, the conveyor surface has a speed of approximately 2 feet to 10 feet per minute. In one aspect, the conveyor may convey approximately three cubic feet of fuel material 618 per linear foot of conveyor surface 620. It is believed that between approximately 100 tons and up to 144 tons of fuel material may be burned in the incinerator in a 24 hour period. In various other embodiments, smaller or greater volumes of fuel material may be burned.
[0041] The conveyor surface is further covered with a series of spacers 622 to elevate the fuel material such that it remains in the burn area, generally indicated as 624, while moving through the incinerator. The conveyor surface 620 also includes a number of staves 626 that engage and pull or alternately push the fuel material as the conveyor surface moves.
[0042] The conveyor surface is further supported by a support structure 628 that functions to support the mass of fuel on the conveyor surface as well as shielding the driveshaft and portions of the conveyor drive sprocket from the heat of the incinerator. In addition, the support structure 628 includes a support ledge 630 for supporting the underside of the conveyor surface 620 as it returns and transitions into the upper fuel carrying surface 621. In one aspect, a chain tightening and lubricating mechanism (not shown) is housed beneath the support structure 628. The support structure 628 may be composed of high-heat grade abrasion resistant steel or any other suitable material. As shown in FIG. 6, the support structure also defines one or more air ducts 632 beneath the conveyor surface 620. The air ducts 632 provide positive air flow to cool the conveyor sprockets, driveshaft, and other sensitive equipment.
[0043] The incinerator 600 also includes an arrangement of heat shields 634 that insulate the fuel burning area 624 and also shield other equipment in the incinerator from the high temperatures of combustion. As shown in FIG. 6, additional heat shielding may be used to partition the interior if the incinerator 600 to form air-cooled regions, generally indicated as 636. The heat shielding may be made of any suitable material, including but not limited to granite. In one embodiment, elongated heat shields are positioned alongside the burn area 624. The heat shields are angled away from the conveyor surface 620 to form a fuel material guide that funnels loose material downward back to the conveyor surface. The angled side heat shields 634 also include a series of openings to receive an air jet supply system 640 and a burner starter system 642.
[0044] The burner starter system 642 provides the initial ignition for the fuel material that enters the incinerator. In one embodiment, once the fuel material is ignited by the gas burner system 642, no other external fuel is necessary. The combustion of the fuel material is aided and controlled by the air jet supply system 640. In one aspect, the air jet supply system 640 is a four-stage jet system that delivers jet streams of air to the incinerator. In one embodiment, the air jet supply system 640 delivers air at a rate of between about 15,000 cubic feet per min (CFM) and 25,000 CFM. An operator of the incinerator system 10 may adjust or vary the flow rate of air along the length of the incinerator to achieve the desired burn rate or alternately the desired temperature in the incinerator 600. For example, an operator may vary the operation of one or more fans or any other suitable electrical control system to adjust the volume and rate at which air is supplied by the air jet supply system 640. In one aspect, the air flow to the incinerator 600 may be used to provide a burning temperature of approximately 1500 to 2000° F.
[0045] In one aspect, the conveyor is a vibrating sifting conveyor where the unburned fuel matter may be channeled to a designated container (not shown), while ash, indicated as 644, from burned fuel material is collected in an ash receptacle 646 for subsequent processing and packing. In one aspect, the ash may be collected for use in the manufacture of asphalt.
[0046] The heat and exhaust gas generated from the incineration of the fuel material 618 are directed towards a boiler system 700, as shown in FIG. 7. The boiler system 700 includes a boiler 702 in communication with an exhaust outlet 704 and a boiler tube cleaning system 706. The boiler contains water or any other suitable fluid that is heated by the combustion of the fuel material 618. The steam or vaporized fluid may then be used for any desired purpose, including but not limited to the generation of electricity via a turbine or other suitable mechanisms.
[0047] One embodiment of the boiler 702 includes an arrangement of tubes 708 within a cylindrical vessel 710. FIG. 8 is a cross-section of the tubes 708 as viewed along line F-F. For example, in a boiler vessel 710 approximately ten feet in diameter, an arrangement of approximately 444 tubes, in a 18×18 tube grid, with a layered arrangement of approximately thirty additional tubes on each side of the grid. In one aspect, the tubes 708 are each approximately 22 feet long and have a diameter of approximately 3 inches. In one embodiment, it is estimated that each tube provides approximately at least eight square feet of surface area for a total of approximately 3,552 square feet for heating exchange. As shown, one end of the tubes 708 are in fluid communication with the incinerator, while the other ends are in communication with the exhaust outlet 704 that carries exhaust gases and other materials, including unburned fuel material away from the boiler.
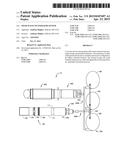
[0048] In one embodiment, each cleaning rod 712 includes an elongated square shaft 714 positioned coaxially within a rotating cylinder 716. For example, the cleaning rod may have a length of approximately 25-30 feet; however other lengths may be used based upon the dimensions of the boiler 702 and boiler tubes 708. The square shaft is held within the cylinder such that the square shaft rotates with the cylinder. As shown, a telescoping air supply tube extends along the entire length of the square shaft 714. The air supply tube 718 may run along the interior of the square shaft 714. In another embodiment, the air supply tube 718 may be external to the square shaft. The proximal end 720 of each cleaning rod 712 is engaged to a high pressure air inlet where pressurized is provided to the air supply tube associated with each cleaning rod. The distal end 722 of each cleaning rod 712 includes a number of tools that may be used to clean the tubes 708 of the boiler 702. For example, each cleaning rod may include a nozzle to direct pressurized air at the interior walls of the tubes 708. Similarly, each cleaning rod 712 may include a wire brush and a scraper to engage and clean the interior walls of each tube 708. The cleaning rid may also include a sandblaster 724 and supply tube (not shown) that may be used in conjunction with or instead of the air supply tube. Any combination of suitable tools may be used with the cleaning rods to clean the tubes 708 of the boiler 702.
[0049] The boiler tube cleaning system 706 includes an arrangement of cleaning rods 712 that are positioned adjacent to the exhaust outlet 704 and opposite the boiler. In one embodiment, the wall 726 of the boiler adjacent to the exhaust outlet 704 includes a number of openings 728 corresponding to and aligned with the tubes 708. When deployed, the cleaning rods 712 are received through the openings 728, extend across the exhaust outlet 704, and enter the tubes 708 of the boiler. The cleaning rods 712 are extended into the boiler 702 and the boiler tubes 708 by a gear arrangement (not shown). In one aspect, the rotation of the cylinder is air driven, while the air-driven gear arrangement engages one or more sides of the square shaft 714. In one embodiment, the gear arrangement also includes mechanisms to provide a high torque impact to the cleaning rods similar to an impact wrench. Therefore the cleaning rod will rotate about its central longitudinal axis as it travels along the tube 708. Similarly other embodiments include mechanisms to provide repetitive lateral motion similar to an impact driver. While another embodiments, may contain mechanisms to provide both functionalities simultaneously or in an alternating manner
[0050] FIGS. 9-12 depict features of the emission control system 800 according to one embodiment. The emission control system 800 is housed within a concrete structure and includes an arrangement of fans 802-804, filters 806, dryer wires 808, and an emissions stack 830. As shown, exhaust from the boiler 702 may enter the emission control system 800 at approximately 25,000 to 33,000 cubic feet per min or greater. The intake portion of the emission control system 800 includes a draft equalizer 810 that may open and close to regulate a positive air control within the system. The draft equalizer 810 may be operated manually or automatically by a computing device and one or more sensors (not shown).
[0051] The exhaust entering the emission control system 800 first passes through a series of spray fans 802 that a mist or fog of water to capture any large particles in the exhaust. The blades 812 of spray fans 802 include a number of nozzles 814, as shown in FIG. 12, that emit water delivered by water supply tubes 708 to provide a water treatment commonly used to manage the pH level, the content level of various salts ad minerals in the exhaust. The nozzles may be attached to the surface of the fan blades 812, or in one embodiment, may be embedded within the fan blades along with associated water supply lines 818. Runoff from the water treatment is collected in a drain 816.
[0052] In one aspect, the spray fans rotate in the opposite direction relative to the immediately adjacent fans. The spray fans are driven by drive motors 820. Each of which may be engaged to a reduction gear arrangement to decrease the rate of rotation for the corresponding spray fan 802.
[0053] The exhaust next enters a centrifugal fan 804 driven by a pair of drive motors 822. The centrifugal fan 804, as shown in FIG. 11, includes a series of thin-slotted air foil blades 824 to reduce moisture by applying both draft and centrifugal forces to the exhaust. In one aspect, the blades 824 of the centrifugal fan are perforated and contain a plurality of holes.
[0054] Before entering an emissions stack 830 to cool and be released to the environment, the exhaust passes through a series of electronic filters 806 and heater wires 808. In one embodiment, the filters 806 include charged metallic plates (e.g. nickel) that are held a voltage in a range between about 240 V to about 480 V. The charged plates collect additional particulates in the exhaust through electromagnetic attraction similar to static electricity as used in ionic air purifiers. The electronic filters, as shown in FIG. 10, are removable and may be removed during operation of the incinerator system 10 without stopping operation of the system. The filters are also reusable and may be washed and replaced.
[0055] Between the filters 806, one or more unshielded metallic wires (e.g. nickel) are held a high temperature to dry the air, aid the collection of particulates on the filters, and if necessary burn of any residual gas that may remain in the exhaust. In one aspect, the dryer wires 808 may be heated as a result of resistive heating when exposed to the voltage also applied to the filters 806.
[0056] In various other embodiments, the exhaust from the boiler 702 may be provided to a baghouse or other bag or fabric based emission system. In one embodiment, the exhaust may first enter a baghouse before entering the emission control system 800. Other arrangements and other emission control systems may also be used.
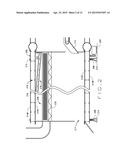
[0057] In one embodiment, the heat from the exhaust of the boiler 702 may be captured at a heat exchanger before entering the emission control system 800. FIGS. 13 and 14 depict one embodiment of a heat exchanger that may be used to capture and reuse the heat from the boiler exhaust. As shown, the exhaust may be drawn over a heat exchange system 900, where the heat is transferred to other systems. The heat exchanges system 900 includes a fresh air intake pipe 902 engaged to one or more heat exchange coils 904 that traverse the exhaust outlet 704 of the boiler 702. The heat exchange coils 904 are also engaged to a discharge pipe 906 that channels the heated fresh air for use. For example the heated fresh air may be directed to the dryer 200 and used in the drying process to reduce the amount of external energy costs to operate the dryer. Similarly, the heat fresh air may be used to heat a building interior or other similar use.
[0058] In one aspect, the intake pipe 902 includes one or more draft fans 908 to draw in fresh air and deliver the air the heat exchange coils 904 at a rate to permit the desired level of heating from the exhaust. Both the intake pipe 902 and the discharge pipe 906 may be removed for cleaning or maintenance without impacting the operation of the incinerator system 10. As shown, the exhaust is pulled through the heat exchanger 900 by another discharge fan 910 and provided to the emission control system 800. In one aspect, the discharge fan may remove the exhaust from the system 10 at approximately 35,000 CFM.
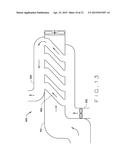
[0059] As shown in FIG. 15, another embodiment of the incinerator 600 includes one or more coils or lengths of heat-exchange piping 1000 embedded in the top wall 604. In other embodiments, the heat-exchange pipes 1000 may be embedded in other refractory material portions of the incinerator 600. To allow for expansion and contraction of the piping 1000, the piping may be coated with a foam substance. Any other suitable resilient substance, including solids, liquids, and/or gases, may be applied to or otherwise used to surround or shield the piping 1000 within the incinerator 600. For liquid and gas shielding, any necessary components to supply or evacuate the shielding may be located external to the incinerator 600, or alternatively, incorporated into portions of the incinerator 600, such as the top wall 600. As well understood in the art, the piping 1000 may be filled with any suitable medium for capturing and transferring heat from the incinerator 600 to a heat exchanger 1100. In one aspect, the heat exchanger 1100 may be a boiler; however, other heat exchangers may be used.
[0060] In one embodiment, the heat exchange piping 1000 circulates water through the top wall 604 were it is heated and converted into steam. The stream may be used to drive a turbine directly, or it may be sent to the heat exchanger 1100. The heat exchanger 1100 may further include one or more circulator pumps 1102 that regulate the pressure of steam within the piping 1000. By way of example, the circulator pumps 1102 may use thermo/pressure switches and gauges to regulate the pressure of the steam based on temperature, pressure, or both. As such, operation of the circulator pumps 1102 may be automated to maximize the amount of heat captured from the incinerator 600 before the exhaust enters the emissions control system 800.
[0061] The incorporated heat-exchange piping 1000 may reduce the amount of emissions control and heat exchange systems in similar systems. As such, the incorporation of the heat-exchange piping may reduce installation and maintenance costs. By capturing additional heat from the incinerator 600 through the heat-exchange piping 1000, more efficient combustion and fewer emissions are possible. Additionally, this permits the use of multiple fuel types, including mixtures of different fuels.
[0062] It is believed that the present disclosure and many of its attendant advantages will be understood by the foregoing description, and it will be apparent that various changes may be made in the form, construction, and arrangement of the components without departing from the disclosed subject matter or without sacrificing all of its material advantages. The form described is merely explanatory, and it is the intention of the following claims to encompass and include such changes.
[0063] While the present disclosure has been described with reference to various embodiments, it will be understood that these embodiments are illustrative and that the scope of the disclosure is not limited to them. Many variations, modifications, additions, and improvements are possible. More generally, embodiments in accordance with the present disclosure have been described in the context of particular implementations. Functionality may be separated or combined in blocks differently in various embodiments of the disclosure or described with different terminology. These and other variations, modifications, additions, and improvements may fall within the scope of the disclosure as defined in the claims that follow.
[0064] Those skilled in the art will appreciate that variations from the specific embodiments disclosed above are contemplated by the invention. The following invention should not be restricted to the above embodiments, but should be measured by the following claims.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2015-05-21 | High temperature reactor refractory systems |
| 2011-05-05 | Vortex incinerator |
| 2010-09-30 | Cyclonic incinerator |
| 2015-05-21 | Control of combustion system emissions |
| 2012-10-11 | Solar boiler system |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2015-12-03 | Infinitely variable injector for improved sncr performance |
| 2014-07-24 | Air pollution control system, air pollution control method, spray drying device of dewatering filtration fluid from desulfurization discharged water, and method thereof |
| 2014-06-19 | Simultaneous treatment of flue gas with sox absorbent reagent and nox reducing agent |
| 2014-05-22 | Method and apparatus for reducing nox emmisions and slag formation in solid fuel furnaces |
| 2013-04-18 | Column |
| Top Inventors for class "Furnaces" | |
| Rank | Inventor's name |
|---|---|
| 1 | Toshihiko Yamada |
| 2 | Mario Magaldi |
| 3 | Terutoshi Uchida |
| 4 | Masayuki Taniguchi |
| 5 | Douglas C. Comrie |