Patent application title: Mobile Pelletizing System
Inventors:
Thomas K. Mason (Lynchburg, VA, US)
IPC8 Class: AC10L544FI
USPC Class:
44589
Class name: Fuel and related compositions consolidated solids (e.g., briquette, etc.) vegetation or refuse
Publication date: 2014-09-18
Patent application number: 20140259895
Abstract:
The present invention provides portable pelletizing systems for in situ
processing of biomass material to pellets. Systems according to
embodiments of the invention have a complete set of processing components
and an engine for powering the processing components. The processing
components are interconnected. Loading, unloading, and coordination of
each of the processing components is automatically controlled through a
controller. A heat exchange network is integrated with the engine and the
processing components, wherein the heat exchange network transfers heat
between the engine and the processing components. The system is
self-contained and may be transported using a vehicle so that the system
may receive biomass material of varying composition and moisture content
at a point of origin. The complete set of processing components may
include an input, a means for reducing the size of the biomass material,
a blender, a dryer, a conditioner, a pellet mill, a cooler, and an
output.Claims:
1. A mobile biomass pelletizing system comprising: modules for reducing,
blending, drying, conditioning, and pelletizing biomass; one or more
sensors for determining composition, moisture, and temperature
information about the biomass contained in the modules during use; a
control system in operable communication with the modules and sensors
for: receiving the composition, moisture, and temperature information;
adjusting operating parameters of one or more module and automatically
moving the biomass between modules in response to the information
received; wherein the modules are disposed within a single, portable
housing; and wherein during use pellets having a density within a
selected range are produced from multiple batches of biomass feedstock
varying in composition and moisture content.
2. The system of claim 1, wherein during use the pellets produced have a density varying no more than 10% and are produced from biomass feedstock varying more than 2-5 times in moisture content.
3. The system of claim 1, wherein during use total energy consumption is less than 150 kWh/t for operating all modules.
4. A system for in situ processing of biomass material to pellets, comprising: an input module for receiving biomass; a reducer module for reducing particles size of the biomass; a blender module for homogenizing the biomass; a dryer module for removing moisture from the biomass; a conditioner module for adding moisture to the biomass; a pellet mill module for converting the biomass into pellets; a cooler module for optionally cooling the biomass or the biomass pellets; an output module for exporting the biomass pellets from the system; an engine in operable communication with and for powering any one or more of the input, reducer, blender, dryer, conditioner, pellet mill, cooler, or output modules; wherein each module and the engine are disposed within a single housing.
5. The system of claim 4, further comprising a heat recycling module for recycling heat from at least one of the engine or cooler modules to at least one of the input, reducer, blender, dryer, conditioner, or pellet mill modules.
6. The system of claim 4, further comprising a controller in operable communication with any one or more of the input, reducer, blender, dryer, conditioner, pellet mill, cooler, or output modules for automatically operating each module.
7. The system of claim 6, wherein one or more modules are interconnected by a means for transporting the biomass material between modules, wherein loading, unloading, and coordination of each module is automatically controlled through a controller.
8. The system of claim 1, wherein the system is capable of being transported as a unit using a vehicle so that the system may receive biomass material of varying composition and moisture content at a point of origin.
9. The system of claim 1, wherein the reducer module is a grinder comprising a grinder assembly with one or more pairs of opposed cutting means operably connected to a grinding motor and wherein spacing between the cutting means may be increased according the load on the motor, so that spacing is increased with increased load on the grinding motor, and wherein one of the pairs of opposed cutting means is a pair of auger-style cutters or a pair of shearing plates.
10. The system of claim 1, wherein the dryer module comprises individual dryers comprised of a vertical tower wherein feed enters through the top of the tower and exits at the bottom, and exhaust enters from the bottom and exits from the top.
11. The system of claim 10, wherein the dryer module is interconnected with a heat exchange network.
12. The system of claim 1, wherein the pellet mill module comprises: a die assembly comprising two opposed cylindrical dies that rotate in an inward direction from the die assembly; an input for receiving biomass; and a motor; wherein each die is operably connected to the motor; wherein the two opposed dies each comprise a die head comprising a plurality of die holes extending radially through its circumference; and wherein the two die heads having a point of contact at their circumference wherein biomass is extruded into pellets through compression of the biomass though the die holes at the point of contact.
13. The system of claim 12, wherein spacing between the two opposed die heads may be adjusted according to the load on the motor, so that spacing is increased with increased load on the motor by: adjusting one of the die head's center of rotation using a cantilever operably connected to a cam actuator; or adjusting one of the die head's center of rotation using a ring gear.
14. The system of claim 13, wherein each die head comprises a plurality of vents for removal of water during extrusion.
15. The system of claim 8, wherein the vehicle is a truck or a trailer.
16. The system of claim 7, wherein the controller is a microprocessor operating under the control of a computer program.
17. A process for in situ conversion of biomass to pellets, comprising: a. Receiving biomass material; b. Reducing the size of the biomass material after it has been received; c. Blending the biomass material after it has been reduced in size; d. Drying the biomass material after it has been blended; e. Conditioning the biomass material after it has been dried; f. Pelletizing the biomass material to pellets after it has been conditioned; g. Cooling the pellets after they have been extruded; and h. Offloading the pellets after they have been cooled.
18. The process of claim 17, wherein the biomass is screened between drying and conditioning of the biomass.
19. The process of claim 17, wherein the process is carried out within a transportable system.
20. The process of claim 17, wherein steps in the process are powered by an engine and heat from the engine is transferred to one or more of steps a-e.
Description:
CROSS REFERENCE TO RELATED APPLICATIONS
[0001] This application claims priority to and the benefit of the filing date of U.S. Provisional Application No. 61/783,635 filed Mar. 14, 2013, the disclosure of which is hereby incorporated by reference herein in its entirety.
BACKGROUND OF THE INVENTION
[0002] 1. Field of the Invention
[0003] The present invention relates to the conversion of biomass material to pellets at a point of origin using a transportable system. Such pellets are a useful energy source.
[0004] 2. Description of the Related Art
[0005] Pelletizing is the process of conversion of low density raw materials into higher density cubes of uniform composition that allow these materials to be more efficiently handled and utilized. While pelletizing had been widely used to make feedstuffs for pets and livestock, it is also used to compact biomass for use in the energy industry. Feedstock used to make pellets for energy include sawdust and scrap wood such as chips left over from hardwood processing operation, as well as roundwood. The process of converting this feedstock to pellets requires a number of energy-intensive steps, including mechanical size reduction of the raw materials, heated drying, steam conditioning, pressing the conditioned materials at high pressure and temperature into pellets, and cooling. According to conventional techniques, the manufacture of one ton of pellets may use 300-3500 MJ for drying, 100-180 MJ for grinding or reducing, and 100-300 MJ for densification (Netherlands Agency for Energy and Environment (NOVEM), 1996). Pelletizing alone generally requires between 50 and 100 kilowatts of electricity for every ton hour of pellets produced. Drying of the raw materials, an essential step of conventional techniques, is typically the most energy-intensive part of the process, typically representing 20% of the total cost of the pellet. As current processes are not integrated, any residual energy used in the individual processing steps is wasted. For example, size reduction is typically carried out using a hammer mill, a separate facility from the pellet mill, so that these processes occur independently and often require transport of biomass between them. Such lack of integration contributes to the overall energy requirements of the pelletizing process.
[0006] Current pelletizing technology requires the use of a pellet mill, which is essentially a hollow cylindrical die with press rollers inside that extrude feedstock through holes in the die. However, current pellet mills are extremely sensitive to the quality of the input materials received. While the processing steps prior to pelletizing are undertaken to ensure a consistent quality and amount of feedstock are fed to the mill, these processes are limited in efficacy, and often times improper drying, conditioning, or size reduction occurs prior to extrusion of pellets. As a result, the pellet mill may either become overloaded or receive input of inconsistent composition, resulting in plugging of the mill which requires costly downtime and must be cleared manually to remedy. This downtime is a large contributor to the inefficiency of these operations. The state of the art can be represented by numerous disclosures, including U.S. Pat. Nos. 4,073,442, 4,354,817, 4,861,529, 4,979,887, 5,021,940, 5,152,215, 5,472,651, 5,509,610, 5,823,856, 6,045,070, 6,099,770, 6,102,310, 6,135,373, and 7,241,127, and US Application Publication Nos. 2011/0041390, 2006/0193936, and 2006/0127510, for example. In embodiments, features of these patents and patent applications can be incorporated into the devices, systems and methods of the invention, especially those listed in Appendix I, which forms a part of this specification.
[0007] In addition to being energy intensive and inefficient, current pelletizing technology is limited in its ability to handle a variety of biomass, in part due to the potential for plugging, but also due to the fact that the inefficiency of these systems requires them to be stationary. As a result, a number of potential sources of biomass end up going to waste due to the fact that there is currently no means for conversion of biomass at a site of origin. For example, wood waste from tree and yard service companies currently are disposed rather than recycled. Further, there are other potential sources of biomass that are not being utilized effectively such as those produced from weather/natural disasters, pest infestation, forest thinning operations, grasses from cash crops, and random bioorganic waste. As a result, millions of tons of potential energy sources end up going to waste each year. Thus, there is a need for more efficient, integrated, and transportable pelletizing systems capable of providing more cost-effective sources of energy.
SUMMARY OF THE INVENTION
[0008] To address these concerns, embodiments of the invention provide a system for in situ processing of biomass material to pellets. Provided in embodiments is a mobile pelletizing system (otherwise referred to as the MOPET pelletizing system) that is novel due to the arrangement, compactness and efficiency and novel adaptability of the component parts integrated together as a whole. The combination of these attributes allows mobility of the unit. There is nothing like this system in existence. Furthermore, the pellet mill in and of itself is novel and can be used as a stand-alone unit (i.e., as a stationary pellet plant) or it can be used in a mobile system as well.
[0009] Systems according to the invention improve on current stationary pelletizing operations in energy real-time adaptability, efficiency, maintainability, ease of operation, and operating costs. The system is mobile, energy efficient, and easy to set up and, as a result, reduces the logistical barriers for conversion of biomass to pellets in situ and allows conversion of a wide range of biomass materials. The system includes automated process controls for better product consistency and reorganizes the current process steps to improve overall energy efficiency and reduce in-process time requirements. The system improves upon the equipment that has been conventionally used to carry out biomass processing and uses process energy streams to reduce the overall cost of production. As a result of these improvements, the system may be self-contained and mobile for transport to sources of biomass at the point of origin.
[0010] The system according to the invention has a complete set of processing components and an engine for powering the processing components. The processing components are interconnected by a means for transporting the biomass material between processing components, and loading, unloading, and coordination of each of the processing components is automatically controlled through a controller. A heat exchange network is integrated with the engine and the processing components, wherein heat can be transferred between the engine and the processing components. The system is self-contained and may be transported using a vehicle or as a self-propelled unit so that the system may receive biomass material of varying composition and moisture content at a point of origin.
[0011] The complete set of processing components may include an input for receiving biomass material into the system, a means for reducing the size of the biomass material preferably after it has been received into the system (but before is also acceptable), a blender for homogenizing the biomass material preferably after it has been reduced in size (but before is also acceptable), a dryer for drying the biomass material preferably after it has been homogenized (but before is also acceptable), a conditioner for conditioning the biomass material preferably after it has been dried (but before is also acceptable), a pellet mill for extrusion of biomass material to pellets preferably after it has been conditioned (but before is also acceptable), a cooler for cooling the pellets after they have been extruded, and an output for transporting the pellets out of the system preferably after they have been cooled (but before is also acceptable). The heat exchange network is capable of transferring heat from the engine and the cooler to components upstream in the process, ensuring more efficient processing as well as conservation of heat within the system. Due to this configuration, of having all modules disposed in a single housing and by re-capturing heat from some parts of the process and re-distributing the heat to other parts of the process, the total energy consumption of the entire process is greatly reduced.
[0012] The processing components are configured for the highest degree of energy efficiency and quality production of the overall system. For example, providing the drying components upstream of the conditioning and pelletizing components ensures pelletizing occurs at high temperatures, which has been shown to be correlated with greater pellet quality. Further, some of the processing components include adaptive feedback systems that prevent interruption of steady-state operation of the system due to blockages. Some of the components include sensors to ensure optimal processing has occurred. The invention also provides for a novel pellet mill and methods for operating a pellet mill, wherein the pellet mill components are reconfigured and optimized for more efficient processing as well as a feedback system for minimizing blockages. The invention also includes a grinder with a similar feedback system.
[0013] The integration, configuration, and optimization of the components provides for the entire system to be self-contained and mobile, so that the system can be transported for in situ conversion of biomass to pellets at the point of origin. The system allows for conversion of biomass that has not previously been able to be utilized by conventional pelletizing systems, such as forest slash, chips from tree trimming, grasses from cash crops, and random bioorganic waste.
BRIEF DESCRIPTION OF THE DRAWINGS
[0014] FIG. 1 is a schematic diagram depicting a prior art pelletizing operation.
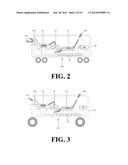
[0015] FIG. 2 is a schematic diagram depicting an embodiment of a mobile pelletizing system according to the invention.
[0016] FIG. 3 is a schematic diagram depicting another embodiment of a mobile pelletizing system according to the invention.
[0017] FIG. 4 is a schematic diagram depicting energy streams that a heat exchange system of a mobile pelletizing system according the invention will manipulate.
[0018] FIG. 5 is a chart depicting energy usage data comparing prior art pelletizing operations to that of the mobile pelletizing systems of the invention.
[0019] FIG. 6A is a schematic diagram depicting an embodiment of a grinder assembly of a mobile pelletizing system according to the invention that is in low motor load mode.
[0020] FIG. 6B is a schematic diagram depicting an embodiment of a grinder assembly of a mobile pelletizing system according to the invention that is in high motor load mode.
[0021] FIG. 7A is a schematic diagram depicting a close-up perspective of an embodiment of a grinder assembly of a mobile pelletizing system according to the invention that is in low motor load mode.
[0022] FIG. 7B is a schematic diagram depicting a close-up perspective of an embodiment of a grinder assembly of a mobile pelletizing system according to the invention that is in high motor load mode.
[0023] FIG. 8 is a flow chart of a method for operation of a grinder or a pellet mill.
[0024] FIG. 9A is a schematic diagram depicting an embodiment of a blending auger of a mobile pelletizing system according to the invention.
[0025] FIG. 9B is a schematic diagram depicting an embodiment of a blending vessel of a mobile pelletizing system according to the invention.
[0026] FIG. 10A is a schematic diagram depicting a cross-sectional view of an embodiment of a drying module of a mobile pelletizing system of the invention.
[0027] FIG. 10B is a schematic diagram depicting an outer view of an embodiment of a drying module of a mobile pelletizing system according to the invention.
[0028] FIG. 10C is a schematic diagram depicting a cross-sectional view of the bottom portion of a drying module of a mobile pelletizing system according to the invention.
[0029] FIG. 11 is a schematic diagram depicting an embodiment of a dryer assembly of a mobile pelletizing system according to the invention.
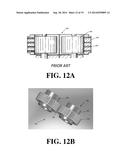
[0030] FIG. 12A is a schematic diagram of a prior art pellet mill roller-and-die assembly.
[0031] FIG. 12B is a schematic diagram depicting an embodiment of a die assembly according to the invention.
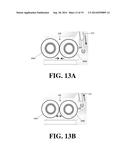
[0032] FIG. 13A is a schematic diagram depicting an embodiment of a die assembly according to the invention that is in low motor load mode.
[0033] FIG. 13B is a schematic diagram depicting an embodiment of a die assembly according to the invention that is in high motor load mode.
[0034] FIG. 14 is a schematic diagram of an embodiment of a die assembly adjustment mechanism according to the invention.
[0035] FIG. 15 is a schematic diagram of an end-view of a pellet mill of the invention.
[0036] FIG. 16 is a flow chart depicting a process for conversion of biomass to pellets according to the invention.
[0037] FIGS. 17A and 17B are schematic diagrams depicting a prototype die construction according to the invention.
[0038] FIGS. 18A and 18B are schematic diagrams of various views of a grinder according to embodiments of the invention.
[0039] FIG. 19 is a schematic diagram of a pellet mill of the invention.
[0040] FIG. 20 is a schematic diagram of a top view of a pellet mill of the invention.
DETAILED DESCRIPTION OF THE INVENTION
[0041] Reference will now be made in detail to various exemplary embodiments of the invention. The following detailed description is presented for the purpose of describing certain embodiments in detail. The present invention may be further illustrated in the following figures, attention being called to the fact, however, that the embodiments described in the description and shown in the figures are illustrative only and are not intended to limit the scope of the invention, and that changes may be made in the specific constructions described in this specification and accompanying drawings that a person of ordinary skill in the art will recognize are within the scope and spirit of the invention.
[0042] Referring now to FIG. 1, a conventional, prior art pelletizing operation 1 is shown. The conventional pelletizing operation begins with a rotary dryer 6, which has as its heat source burner 2. The burner has an air intake 3 and a fuel intake 4. Feedstock is provided to the rotary dryer 6 through a feed intake 5. As used in the context of this specification, the term "feedstock" refers to biomass that is being processed for pelletizing. The contents of the rotary dryer 6 are then fed to a cyclone 7, then a hammer mill 8, where size reduction of the dried feed occurs. The size-reduced feedstock is then transported to a separate conditioner 9 where it is conditioned to a correct moisture content and temperature through application of steam and hot water, and fed to a pelletizing mill 10, the products of which are fed to a cooler 11. The cooled pellets are then put through a screener 12 to remove fines, and then are packaged 13. A blower 14 removes emissions from the cyclone 7 and conditioner 9. The large arrows show the relative amounts of heat that are released as a result of each step in the process. FIG. 1 also shows the amount of energy required in each major step of the process, with drying requiring the most energy at 84-970 kWh/t, followed by 50-83 kWh/t grinding energy and 28-50 kWh/t pelletizing energy, with 160-1,106 kWh/t total energy required for the process. As the individual processes are not integrated, heat radiated from each step in the process is not recaptured. Further notable is that the drying step occurs prior to size reduction as well as several steps prior to pelletizing. In addition, the conventional pelletizing operation shown in FIG. 1 is not mobile, and requires transport of biomass from distal locations, thereby increasing the cost of production due to transportation costs and increasing the overall energy consumption of the process. Further, the individual processes are not coordinated.
[0043] FIG. 2 shows an overview of embodiment of a mobile pelletizing system 20A according to the invention. The entire system 20A may be contained on a flat-bed truck, trailer, or similar vehicle, as well as a self-propelled vehicle. The system 20A begins with an input device 21A for receiving raw biomass which leads to a mechanism for size reduction 22A such as a crusher, chopper, or grinder, where size reduction of the raw materials to a consistent particle size occurs. Not depicted is an optional blender that receives contents from the size reduction mechanism and homogenizes them. The blended, size-reduced materials are fed directly to a drier 23. The dried materials are then transported to a conditioner (not shown), where the materials are prepared for pelletizing by bringing them to a desired temperature and moisture content. The conditioned materials are then fed to a pellet mill 24, preferably after which the hot pellets are fed to a cooler 25 (but cooling of the material can also be performed before pelletizing if desired). The pellets are then conveyed to an output container 28A, which may be a hopper, for offloading of the pellets, which can be cooled before or after offloading. A diesel generator 26A connected to a gas tank 27 is in operable communication with the components of the system to provide electricity to the motors powering each component.
[0044] A heat exchanger network 30 transfers heated exhaust from the diesel generator 26A to provide heat to the dryer 23 and conditioner. The heat exchange network also recovers heat from the cooler 25, and sends heat upstream in the process to the mechanism for size reduction 22A and the blender. Insulation 29 surrounds the entire system 20A to prevent heat loss. The large arrows show the flow of the biomass material as it is processed through the mobile pelletizing system 20A. The smaller arrows show the flow of heat within the heat exchanger network. The raw material is exposed to progressively higher energy streams and acquires more heat as it moves through the process, while the heat exchanger network 30 removes heat from heat-intensive processes upstream such as the cooler 25 and diesel generator 26A and sends heat upstream to allow warming of biomass at the beginning of the process for more efficient processing.
[0045] FIG. 3 shows an overview of an embodiment of a single-pass harvesting mobile pelletizing system 20B according to the invention, for use in obtaining agricultural biomass. The single-pass harvesting mobile pelletizing system 20B is similar to the embodiment shown in FIG. 2, except that it has a combine head 21B at the input that feeds to a chopper 22B, and is powered by a diesel hydraulic 26B. In a preferred embodiment, the single-pass mobile pelletizing equipment has high-flotation tires to avoid damage to cropland.
[0046] FIG. 4 is a schematic diagram depicting energy streams that a heat exchanger of a mobile pelletizing system according the invention will manipulate.
[0047] FIG. 5 depicts energy usage data comparing conventional pelletizing mills to that of the mobile pelletizing system of the invention, showing high and low estimates of conventional pelletizing mills with that of the mobile pelletizing system (MOPET) for total energy, drying energy, grinding energy, pelletizing energy, and auxiliary energy. Notable is that standard operations incur a heavy fuel cost for the drying process. In contrast, the drying process in the present invention does not include a fuel cost, because the drying energy is reclaimed from the diesel engine and the heat exchange network, which recovers thermal energy from the other heat sources in the system.
[0048] The mobile pelletizing system begins the process of biomass conversion to pellets by receiving raw biomass in situ from forest slash, chips from tree trimming, grasses from cash crops, random organic biomass waste, and other suitable material through the input 21A, as shown in FIG. 2. Preferably, the upper limit for the size of the feedstock particles may be chips about 3 inches in size, although the systems of the invention can be designed to accommodate larger particle sizes, including feedstock with a measurement in any one or more dimension of between 0 and 1 ft. Especially preferred feedstock has a measurement in any one or more dimension of from 1-6 inches, or from 2-5 inches, or from 3-4 inches. Batches of feedstock that can be used in the systems of the invention can vary widely in moisture content from one batch to the next. Any feedstock with a moisture content ranging between 0% up to 100% can be used, such as from 10-90%, or from 20-80%, or from 30-70%, or from 40-60%. One advantage of systems of the invention is that feedstock having varying moisture content can be input into the system and processed into pellets having a desired target density. For example, feedstock with a moisture content of 10% can be introduced to the system through the input then feedstock with a moisture content of 75% can be introduced to the system without stopping the system from processing. The processing can be continuous in that feedstocks with varying moisture content can be continuously introduced and processed into pellets having a consistent density. Preferably the target density of the pellets varies no more than 10% from pellet to pellet even though the feedstock input varies widely. In other embodiments, the target density varies no more than 20%, or 25%, or 30%, or 40%, or 50%, or 60%, or 70%, or 100%, or 200%, or 300%, or 500% with varying moisture level feedstock as input material. The temperature of the feedstock particle will be ambient at intake. In chipped form, the energy density is about 3000 BTU/lb.
[0049] Material may be loaded into the system using a large hopper. In a preferred embodiment, the hopper is positioned in the rear of the system (the back of the trailer). A grill or other suitable conventional means may be positioned over the hopper to prevent foreign objects and oversized biomass from entering the system. In another embodiment, the chipped material is fed directly from an on-site chipping machine into the debris separator, or directly into the grinder/reduction unit. The material is moved into the system using augers or other suitable means. Before, or preferably after loading into the system, the biomass material may be cleaned by separating the biomass from contaminants such as rocks and metals based on the density differences between the materials. In one embodiment, the biomass material is floated over an open space by air forced upward which allows the lighter biomass material to transit the space while denser contaminants fall into the space, thereby separating the material from the contaminants. In another embodiment, the material is separated by variations in surface area to weight ratios as in a cyclone separator. However, similar means based on density differential are known in the art and may be also used. Before, during or after separation, any remaining contaminants that may damage the equipment may be manually removed, if desired.
[0050] The biomass material otherwise referred to as the feedstock, whether cleaned or in a raw state, is advanced through the system through a gravity-fed chute into the mechanism for size reduction 22A. In embodiments, size reduction mechanism 22A of the mobile pelletizing system is a grinder comprising a grinding assembly. The grinding assembly may receive raw biomass at a range of moisture levels, including wet material. In a preferred embodiment, the grinding assembly comprises multiple mechanisms for reducing the wet biomass material to a consistent granular size.
[0051] For example, FIGS. 6A and 6B depict an embodiment of a grinder assembly 40 of a mobile pelletizing system according to the invention. FIGS. 18A and 18B provide additional views. The grinder assembly 40 includes a pair of opposed inner 43 and outer 41 auger-style cutters and a pair of opposed shearing plates 42 and 44. The grinder assembly 40 is fed by an in-feed chute 45 that brings feedstock to the auger 47, which advances the feedstock to the pair of auger style cutters 41 and 43, and then to the shearing plates 42 and 44. The pair of auger-style cutters 41 and 43 and shearing plates 42 and 44 are separated by a gap that is adjustable (independently from one another) according to the load on the grinding motor. FIG. 6A shows the grinding assembly in a state when the load on the grinding motor is relatively low, whereas FIG. 6B shows the grinding assembly in a state when the load on the grinding motor is higher.
[0052] As shown in FIG. 6B, the gap between the pair of auger cutters 41 and 43 as well as the shearing plates 42 and 44 increases as a result of the increased load on the grinding motor. The gap between the shearing plates may or may not be altered, as it determines the granule size and hence affects the finished product directly. This increase in the gap between the pairs of cutters is shown in a magnified view in FIGS. 7A and 7B, where FIG. 7A shows the edges 41B and 43B of the pair of auger-style cutters and the pair of shearing plates 42 and 44 together when there is a relative small load on the grinding motor, and FIG. 7B shows the separation of the two pairs of cutters as a result of increased load on the grinding motor. The large arrows show the directional movement of the components at low motor load and high motor load. At low motor loads, the gap between the two pairs of cutters may be varied only slightly depending on the material, and will retain a slight pulsation in the gap, while at high motor loads, the variable gap between the two pairs of cutters may increase significantly to reduce the load on the grinding motor and prevent jamming of the grinding assembly. As the motor slows down at high loads, the two halves of the pairs of the cutters separate, and when the separation is so large that the material is not correctly sized, the outfeed chute 46 may deliver the material back to the in-feed chute 45 for reprocessing. This self-clearing mechanism obviates the need for human intervention and allows the grinder assembly 40 to operate in a steady-state condition. Additional mechanisms for clearing may be incorporated as needed, such as high pressure steam or air or mechanical stripping plates or shredding plates. The system, once cleared, re-engages to continue the grinding process while still monitoring parameters such as load, speed, and material in and material out.
[0053] Sensors can be used to monitor the load on the system, and when the load reaches a specified threshold the auger style cutters 41 and/or 43 and/or the shearing plates 42 and/or 44 can be automatically separated or drawn together a desired distance to respectively reduce or increase the load on the system, thereby maintaining the system within operating conditions below a maximum load condition. In a preferred embodiment, a rapid adjustment servo-driven feedback loop based on system load may be used to maintain the system at or below a desired load condition during operation. For example, control sensors such as an amperage monitor and tachometer can be used to monitor changes in the grinder's amps and rpms to detect an overload condition that may clog the assembly, wherein a reduction in rpms and/or an increase in amps indicates an anomaly. When an overload condition is detected, the control sensors send a signal to an actuator to increase the spacing between the auger style cutters 41 and/or 43 and/or the shearing plates 42 and/or 44. The adjustment occurs within a second or two to limit the load on the system and prevent clogging of the grinder. Additionally, the feeding auger can be slowed down or stopped or even reversed to reduce load on the grinding auger.
[0054] Thus, the invention also provides a grinder for size-reduction of biomass in preparation for pelletizing, comprising a grinding assembly comprising one or more pair of opposed cutting means operably connected to a grinding motor, wherein spacing between the cutting means may be increased in response to increased load on the motor or decreased in response to a decreased load on the motor.
[0055] In one embodiment, the grinder assembly 40 includes steam and water jackets (not shown) from the heat exchanger network 30 to heat the biomass for more efficient processing. In another embodiment, the pairs of auger style cutters 41 and 43 and shearing plates 42 and 44 have an automatic sharpening feature to improve overall equipment efficiency of the grinder assembly 40. In another embodiment, the auger may have a quick change mechanism to allow the rapid replacement of new cutting tools.
[0056] In another embodiment, the invention provides a method for operating a grinder for size-reduction of biomass in preparation for pelletizing, wherein the grinder comprises a grinding assembly comprising one or more pair of opposed cutting means operably connected to a grinding motor, wherein the method comprises the steps of: (a) receiving biomass into said grinder; (b) driving the grinding motor to effect movement of the two opposed cutting means, so that the movement provides for size reduction of biomass;(c) monitoring the load on the motor for an overload condition; and (d) increasing the distance between the cutting means and/or shearing means when an overload condition has been reached, thereby reducing the load on the grinding motor.
[0057] Such a method is represented schematically in FIG. 8, wherein "INCREASE DISTANCE" refers to the distance between the two opposed cutting and/or shearing means. The process may also include the step of decreasing the distance between the cutting and/or shearing means once the overload condition has been resolved. These method steps can be performed automatically and/or manually by a user.
[0058] The mobile pelletizing system further comprises a blender that is placed directly under the grinder for receiving all ground material. The blender of the mobile pelletizing system is used to homogenize the feedstock, and is particularly advantageous for allowing it to accept a variety of biomass concurrently for pelletizing. The blender homogenizes the feedstock in preparation for drying. The blender mixes the feedstock through the use of blending augers. FIG. 9A shows an embodiment of a representative blending auger 60 for use in systems of the invention with blades 62 on one side of the auger to mix the feedstock when turning clockwise and to transport the feedstock when turning counterclockwise. However, paddles or other conventional means may be used. High pressure steam or air may also be utilized for the purpose of agitation and blending. As shown in FIG. 9B, the blending augers 60 can be contained in a blending vessel 70 with a central auger 62 for transporting the feedstock out of the vessel. The shell 65 of the blending vessel 70 contains a jacket for circulation of engine coolant, for heating the biomass and cooling the diesel generator 26A. The blending vessel 70 may use high temperature thermocouplers to provide a continuous readout in several locations inside the vessel 70. The capacity of the blending vessel 70 may be more than 1.5 times that of a drying tower, so that material is blended in overlapping batches. The weight of the material may be monitored through the use of strain gage load cells that provide a continuous readout.
[0059] Preferably after blending, the feedstock is further advanced into a drier 23, however, blending can also take place during the drying if preferred. The drier 23 component of the mobile pelletizing system is particularly advantageous over conventional drying systems, which are typically large rotating driers that run continuously and operate on a steady-state. In these conventional drying systems, the drying settings are set manually based on variables such as moisture content, chip size, and type of biomass, and these settings must be reset manually with a change in materials. Thus, conventional drying systems are not suitable for highly varying biomass.
[0060] In contrast, the drier 23 component of the mobile pelletizing system of the present invention is highly suited to varying biomass, as it relies on temperature and residence time to adjust the moisture content of the biomass. In one embodiment, the dryer uses moisture and temperature sensors to indicate whether the correct moisture content and temperature has been reached, and adjusts the residence time of a batch of biomass accordingly. The drier may employ an algorithm to track the relationship between time and temperature to determine the heat history for a batch which is used in the downstream processes.
[0061] In one embodiment, the drier 23 is comprised of a series of individual drying modules that are heated by exhaust from the diesel generator 26A. FIG. 10A shows a cross-section of an embodiment of a drying module 80 of a mobile pelletizing system according to the invention. The direction of feedstock is shown by 82 while the direction of exhaust is shown by 81. FIG. 10B depicts an outer view of an embodiment of a drying module 80 of a mobile pelletizing system according to the invention. The feedstock input chute 84 at the top of the drying module 80 allows biomass into the drying module 80. After the drying module is filled to a desired level, the feedstock input chute is closed. Once the moisture sensors indicate that the correct moisture content has been reached, the dried feedstock is advanced through a feedstock exit chute 86 at the bottom of the drying module 80. Exhaust enters the drying module 80 from an exhaust intake 83 on the bottom and exits through an exhaust outlet pipe 85 at the top. The direct engine may exhaust sequester CO2, CO, SO2, SO3, NO, and NO2 into the biomass, resulting in reduced discharge of pollutants.
[0062] FIG. 10C shows the bottom portion of the drying module 80 in greater detail. The feedstock is fed through the drying module 80 by use of an agitation auger 91, and then ultimately exits the drying module 80 through the feedstock exit chute 86. The process gas first enters the drying module through the exhaust intake 83 on the bottom, and flows inward from a dispersion cone 93.
[0063] FIG. 11 shows a drier assembly 23, which made up of a set of individual drying modules 80. The use of multiple drier modules 80 ensures the throughput that is required by the mobile pelletizing system, and allows the pellet mill 24 to operate in a steady state even though incoming feedstock may vary widely.
[0064] Another configuration of the drier modules may be based on the fluidized bed methodology wherein the material is spread on a horizontal perforated grid which allows drying medium to circulate up through the material being dried.
[0065] In another embodiment, the drier 23 may include a steam drier. The use of superheated steam for drying the biomass is very efficient from a heat transfer aspect, as steam from the drier may be recovered and recompressed to 10-20 bar by use of a screw or turbo steam compressor (Mechanical Vapor Recompression). The recovered steam may then be reused as the heating media in the drier.
[0066] Preferably after drying, batches of the biomass material within the mobile pelletizing system may be advanced through a screen to ensure consistent particle consistency. In embodiments, drying can also be performed during the screening process. The temperature of the biomass that was achieved in drying may be maintained through the use of heating jackets on the screening area, as well as insulated jacketed vessels. Preferably after screening (but before or during screening is also acceptable), the batch of biomass material is conditioned in a conditioning vessel that may be similar to the blending vessel. In one embodiment, the conditioning vessel contains high temperature and moisture sensors to ensure that the biomass material has the correct moisture content and temperature prior to pelletizing, and if additional moisture is necessary the contents of the conditioning vessel may be steamed. The conditioning vessel has multiple batch capacity which allows mixing and averaging of batches in preparation for, and as a buffer to, the pelletizing process to improve pellet consistency.
[0067] Due to conservation of heat from the drying process, the biomass material will already be at a high temperature prior to conditioning, which is advantageous for allowing high temperatures to be achieved during conditioning. For example, the biomass material in the mobile pelletizing system may be increased to a temperature of 400° F. over a period of 5-10 minutes during conditioning. Similar to the dryer, the mobile pelletizing system uses heat from the diesel generator 26A in the form of exhaust and coolant for the conditioning process. The higher temperatures achieved during conditioning increases melting of the lignin, reduces the amount of energy required for pelletizing, and improves pellet hardness.
[0068] Preferably after conditioning (or during is also acceptable), the biomass materials are transported to the pellet mill of the mobile pelletizing system. For comparison, FIG. 12A shows a schematic diagram of existing technology depicting a sectional view of a conventional pelletizing die assembly 100 comprising two press rollers 106 disposed within an cylindrical die 104 containing die holes 105. For extrusion of pellets, press rollers 106 press material radially outward away from press rollers 106 through circular die 104 by way of die holes 105.
[0069] High quality biomass pellets are themselves within the scope of the invention. Preferably, biomass pellets are produced using the system embodiments of the invention. High quality biomass pellets of the invention can comprise an energy content ranging between 0-20,000 btu/lb and a density ranging from between 0-2,000 kg/m3. Preferably, the energy content of the inventive pellets ranges from 100-10,000 btu/lb, such as from 200-9,000 btu/lb, or from 300-8,000 btu/lb, or from 400-7,000 btu/lb, or from 500-6,000 btu/lb, or from 600-5,000 btu/lb, such as from 1,000-4,000 btu/lb. Especially preferred are inventive pellets having an energy content ranging from 5,500-9,500 btu/lb, such as from 5,700-9,200 btu/lb, or from 6,200-8,800 but/lb, such as from 6,500-7,500 btu/lb. Alternatively or in addition, the preferred density of the inventive pellets can range from 100-1,500 kg/m3, such as from 200-1,200 kg/m3, or from 300-1,000 kg/m3, or from 400-900 kg/m3, or from 500-800 kg/m3, such as from 600-700 kg/m3. In embodiments, the density and/or energy content of pellets processed continuously from feedstock of varying composition and/or moisture content can be consistent. For example, the density and/or energy content of pellets produced in this manner preferably varies no more than 2%, or 5%, or 10%, or 20%, or 30%, or 40%, or 50%, or 60%.
[0070] FIG. 12B is a schematic diagram showing an outer view of an embodiment of a pelletizing die assembly 200 of the invention, comprising two cylindrical dies 202 each comprising a die head 204 and a die support ring 203. The two dies 202 are arranged so that the die heads 204 are opposed to each other and rotated inwardly. Feedstock enters the pelletizing die assembly 200 at the interface 201 of the two die heads 204. Each die head 204 contains a plurality of holes 205 extending radially through its circumference so that pellets are compressed at the interface 201 between die heads 204 and are extruded toward the interior of the die 202. Using two die heads with holes in an opposed configuration creates at least twice as many die holes per revolution than the prior art configuration. Further, the use of two opposed die heads has the further advantage of eliminating gyroscopic effects that are present in systems that use a single die head. This aspect is especially useful in a self-propelled single pass system that remains in motion while processing the harvested feedstock.
[0071] Holes 205 of die heads 204 can be any shape or size. Preferred embodiments comprise die heads where 20-90% of the surface area of the die head has holes 205. For example, 30-80%, or 40-75%, or 50-60% of the die surface area can comprise holes 205. Additionally, or alternatively, the holes 205 can have a diameter ranging from 5-50 mm, such as from 10-30 mm, or from 15-25 mm, and preferably about 20 mm. The size of holes 205 will correlate with the diameter of the pellets, so virtually any diameter can be used. The passageways through the die heads to which the holes 205 serve as output and input can be cylindrical and of consistent diameter throughout or can be tapered at one or both hole 205 ends. For example, the holes 205 on the outer surface of one or more die heads can be about 35 mm and the passageway through the die can taper down to a diameter of about 12 mm at the inner surface of the die head.
[0072] The die head 204 may be made of any suitable material capable of withstanding pressure induced by feedstock disposed between rotating die heads. In a preferred embodiment, the die head 204 is made of ceramic material such as silicon nitride or silicon carbide. Other acceptable materials may include a sintered binary solid solution of aluminum oxide and silicon nitride, with or without a metal or metal alloy, such as molybdenum or tungsten, dispersed and bonded therein. A ternary solid solution formed of aluminum oxide, silicon nitride, and aluminum nitride, with or without a metal or metal alloy dispersed in and bonded thereto is also acceptable. The die heads may also be made of any metal, or metal coated with ceramic. Acceptable metals include stainless steel, steel, titanium, iron, cast iron, aluminum, or composites such as tungsten carbide. Preferable materials for the die heads have a hardness ranging from about 40 to 90 on the Rockwell C-scale (HRC). Especially preferred are metals, alloys, or composites with an HRC ranging from 45-70, such as from 55-65. Similarly, the die heads can be made of metal or an alloy coated with ceramic, or a ceramic coated with metal or an alloy. For example, a ceramic, such as a zirconium ceramic, can be braised onto a stainless-steel die body and coated/braised with a titanium carbide/stainless-steel surface layer.
[0073] The opposed die head configuration keeps the die heads under compression rather than tension as is the case for inner roller style dies. Thus, the die material need not require extensive tensile strength, allowing the use of high-wear ceramic materials that exhibit excellent compression properties. Ceramic die heads may be retained in a pelletizing die assembly using compression mechanisms, such as clamps.
[0074] The invention also provides a pellet mill comprising a die assembly comprising two opposed cylindrical dies that rotate in an inward direction from the die assembly, an input for receiving biomass, and a motor, wherein each die is operably connected to the motor, wherein the two opposed dies each comprise a die head comprising a plurality of die holes extending radially through its circumference, the two die heads having a point of contact or interface at their surface, wherein biomass is extruded into pellets through compression of the feedstock though the die holes at the interface.
[0075] FIG. 13A shows an embodiment of a pelletizing die assembly 200 of the invention, comprising two opposed die heads 204A and 204B. Die head 204A rotates around a stationary center, while die head 204B is capable of changing its center of motion. Both dies are in continuous rotation during the pelletizing process. However, the center of rotation of die head 204B may be adjusted through movement of actuator 213 the die head 204B away from die head 204A, so that during heavy loads of material, the spacing between the die heads 204A and 204B can be increased. As shown in FIG. 14, the actuator can be manual and comprise a lever 208 in operable communication with die head 204B for moving the center of rotation of the die head. FIG. 13A depicts the positioning of the two die heads 204A and 204B together at normal loads, while FIG. 13B depicts an increase between the spacing of the die heads 204A and 204B as a result of the movement of the actuator 213, as indicated by the heavy arrows.
[0076] FIG. 14 shows a diagrammatic view of the pellet die adjustment, with pellet die head 204A in rotation around a stationary center 210A and pellet die head 204B with an adjustable center of motion 210B. In other embodiments, both die heads 204a and 204B can be adjusted to relocate their center of rotation. The pellet die head 204B is mounted on a lever arm 208 with high mechanical advantage. A large clockwise motion on the lever arm 208 brings it to position 208', which moves the short arm 209 clockwise to position 209', resulting in a movement of the center of motion 210B of the pellet die head 204B to 210B' as well as movement of the die head 204B to position 204B'. This movement results in a decrease in the distance of the two die heads 204A and 204B. A counterclockwise motion of the lever arm 208 produces the opposite effect, resulting in increased spacing between the two die heads 204A and 204B.
[0077] The pellet die adjustment may be a rapid adjustment servo-driven feedback loop based on system load. Control sensors such as an amperage monitor and tachometer can be used to monitor changes in the pellet die assembly's amps and rpms for an overload condition that may clog the assembly, wherein a reduction in rpms and/or an increase in amps indicates an anomaly. When an overload condition is detected, the control sensors send a signal to the actuator 213 to increase the spacing between the two die heads 204A and 204B. The adjustment occurs within a second or two to limit the load on the system and prevent clogging of the die assembly.
[0078] Thus, another embodiment of the invention provides a method for operating a pellet mill having a die assembly comprising two opposed cylindrical dies that rotate in an inward direction from the die assembly, an input for receiving biomass, and a motor, wherein each die is operably connected to the motor, wherein the two opposed dies each comprise a die head comprising a plurality of die holes extending radially through its circumference, the two die heads having a point of contact at their circumference wherein biomass is extruded into pellets through compression of the biomass though the die holes, wherein the method comprises the steps of: (a) receiving biomass into said pellet mill;
[0079] (b) driving the motor to effect inward rotation of the two opposed die heads; (c) monitoring the load on the motor for an overload condition; and (d) increasing the distance between the two dies' centers of rotation when an overload condition has been reached, thereby increasing the distance between the two die heads so that the point of contact is no longer maintained and the load on the motor is reduced. In embodiments, the die heads need not have a point of contact in order to extrude feedstock through the die holes to produce pellets. There may be sufficient pressure for extruding the material through the die holes by maintaining a certain distance between the die heads and a certain amount of feedstock between the die heads as the die heads rotate.
[0080] Additional rollers or pressing features may be used on the exterior of the die to place the feedstock on the die heads in a pre-determined thickness prior to reaching the interface of the main dies with each other.
[0081] Another feature that may or may not be used is a variable rate of material infeed through the use of augers or conveyors or gates having limiting features to achieve the variable rates of feed.
[0082] The method of operating the pellet mill may also be represented schematically in FIG. 8, wherein "INCREASE DISTANCE" refers to the distance between the two dies' centers of rotation. The process may also include the step of decreasing the distance between two dies' centers of rotation after the overload condition has been resolved. These method steps can be performed automatically and/or manually by a user.
[0083] FIG. 15 depicts an end-view of an embodiment of a pellet mill 250 according to the invention. FIGS. 19 and 20 provide additional views. The pellet mill 250 comprises a pelletizing die assembly 200. The pelletizing die assembly comprises dual opposed cantilevered die heads 204A and 204B, which assembly creates an inward compressive force between die heads 204A and 204B due the spacing between die heads and the amount of feedstock present between the die heads during use. The die assembly 200 receives feedstock at feedstock input 230. In preferred embodiments, the die heads are in direct contact with one another during use and the feedstock is forced through die holes disposed in the die heads at the interface of the die heads during rotation. In the context of this specification, the interface between die heads need not involve direct contact between the die heads, but can also include the situation where sufficient pressure is generated to extrude the feedstock through the die heads by virtue of the amount of feedstock disposed between the die heads during use. The pellet mill includes a heavy duty short stroke eccentric cam 212 that is connected to a lever 208. During use, lever 208 can be moved by a linear stroke cam actuator 213 for cam adjustment and die spacing control, wherein an upward movement of the actuator moves the center of rotation of die head 204B away from that of die head 204A, thereby increasing the spacing between the die heads 204A and 204B. A horizontal bridge 214 connects and helps transfer movement between the cam actuator 213 and the lever 208. A motor 215 powers the rotation of the die heads 204A and 204B directly. Shrouds and chutes for intake and output are not shown but can be incorporated into the system. The chutes may serve the additional purpose of returning bypassed feedstock to the feedstock input area of the pelletizing system.
[0084] Direct drive of the dies eliminates belts and pulleys as wear items. In another embodiment, a ring gear with a servo-driven gearbox may be used for adjustment of the die head 204B instead of the liner stroke cam actuator 213.
[0085] In another embodiment, the pelletizing die assembly 200 of the mobile pelletizing system includes an automatic die hole clean-out system (not shown) to automatically remove plugging that does occur. The automatic die hole clean-out system may be a group of boring tools to clean each die hole as the die is indexed using a feedback system that indicates the radial location of the die holes to allow clearing of any foreign material that may be become impacted (e.g. small rocks).
[0086] In another embodiment, the die head 204 of the pelletizing die assembly has a series of vents to allow the escape of water from the die head during the extrusion process. In another embodiment, the die holes 205 in the die head 204 are tapered to mitigate friction at the interface 201 of the die heads 204 where compression of the material begins. Thus, the invention provides a die or die head assembly for use in a pellet mill wherein the die is cylindrical and comprises a die head comprising a plurality of die holes extending radially through its circumference, wherein the die head comprises a plurality of vents for removal of water during extrusion. Alternatively or in addition, the invention provides a singular die or die assembly for use in a pellet mill wherein the die is cylindrical and comprises a die head comprising a plurality of die holes extending radially through its circumference, wherein the die holes are tapered.
[0087] Preferably after pelletizing the hot pellets are transferred to a cooler 25 that is connected to the heat exchange network 30. The heat exchange network 30 removes and recovers heat from the hot pellets and transfers it back upstream through the process where it can be absorbed as an energy stream that increases or maintains the temperature of the incoming material. For example, the heat exchanger network may transfer heat back to the grinder or blending vessels for more efficient processing.
[0088] Preferably after cooling (but before or during are also acceptable), the pellets may be screened to remove small particulates (fines) from the bulk pellets. The pellets then may be stored in a small hopper aboard the mobile pelletizing system and then transported to trucks or other containment through an offload auger, conveyor, or other transport means.
[0089] The biomass material may be advanced between the different components of the mobile pelletizing system through the use of conveyor augers, belt conveyors, pneumatic conveyors, gravity, and the like, wherein loading and unloading of the components is automatically controlled through a controller that coordinates operation of the various components. The controller may be a conventional microprocessor operating under the control of a computer program.
[0090] The mobile pelletizing system may be controlled by a human operator through the use of a wireless HMI (Human-Machine Interface) that may be positioned at input 21A of the mobile pelletizing system. For example, the HMI may be mounted on a roll cage of the input device 21A. The HMI allows the human operator to interact with the controller and receive output about conditions within the system at all times and give commands such as start-up or shut down. However, as the system will automatically set up and start up based on preprogrammed routines and will require minimal maintenance, the human operator may be free to perform other duties for system operation such as manual loading and unloading of the system.
[0091] The diesel generator or other form of motive power 26A may be sized to match the electrical and/or hydraulic and/or mechanical loads from the grinding, pelletizing, and auxiliary equipment, based on estimated energy usage. For example, at an estimated energy usage of 80 kWh/ton (FIG. 5) and an output of five tons per hour, the diesel generator 26A may have a size of 400-500 effective kilowatt hour capacity to power the mobile pelletizing system. This representative size generator would meet the needs for processing biomass with a pellet output of about five (5) tons per hour at the low energy usage rate disclosed herein. Diesel fuel usage is estimated to be in the range of about 4-8 gallons per ton of finished product. The capacity of the generator can be adjusted according to desired operating needs.
[0092] Heat may be recovered from the diesel generator either directly, as in the use of exhaust gas to heat the drier 23, or through the use of a jacketed secondary circuit containing water, ethylene glycol, or other heat transfer fluid for providing heat to the heat exchange network 30.
[0093] The subcomponents of the mobile pelletizing system may be so designed so that individual modules are hydraulically extended clear of the main system for ease of maintenance, repair, and replacement. This design allows the components to be adjacent to each other, creating a compact system that may be made mobile.
[0094] In another embodiment, the present invention provides a process for converting biomass material to pellets. The process comprises the steps of: (a) receiving biomass material; (b) reducing the size of the biomass material, preferably after it has been received but before is also acceptable; (c) blending the biomass material, preferably after it has been reduced in size, but before is also acceptable; (d) drying the biomass material, preferably after it has been blended, but before is also acceptable; (e) conditioning the biomass material, preferably after it has been dried, but before is also acceptable; (f) pelletizing the biomass material to pellets, preferably after it has been conditioned, but before is also acceptable; (g) cooling the pellets, preferably after they have been extruded, but before is also acceptable; and (h) offloading the pellets, preferably after they have been cooled, but before is also acceptable.
[0095] A summary of a representative pellet fabrication process is provided in FIG. 16. Processes of the invention may be carried out using conventional pelletizing equipment and operations, or a mobile pelletizing system as described herein. Notable in preferred embodiments of the process is that size reduction occurs early in the process before drying, and drying occurs prior to conditioning and pelletizing. Providing the drying step immediately before the conditioning and pelletizing steps ensures that the biomass is provided at a high temperature prior to conditioning, enhancing the energy efficiency of the overall process and facilitating pelletizing at high temperatures, improving resultant pellet quality.
[0096] In other embodiments of the process, biomass may be screened between the drying and conditioning steps, and pellets may be screened between cooling and offloading of the pellets. The process may be carried out within a transportable system as described herein, wherein steps in the process are powered by an engine or other means, and heat from the engine or power supply and the cooling step are transferred to one or more upstream steps in the process, such as receiving, reducing, blending, drying, conditioning, or pelletizing.
EXAMPLES
[0097] Die Design Extrusion Experiments
[0098] Since the die design's novel capabilities are key to optimizing pelletizing efficiency in certain embodiments, a series of experiments were done to study various changes to the die chamber for pelletizing. It was determined by these experiments that using other methods of construction for the die head of the pellet mill allows very different geometry possibilities beyond the standard reamed holes disclosed. For example, one experiment examined whether gradual tapers may mitigate some of the friction at the interface of the dies where the compression of the material begins. A second concept was studied wherein vents were introduced to the die chamber to release any unwanted matter, such as water. These concepts are shown in FIG. 17A.
Example I
[0099] The extrusion mechanism was tested using the Nozzle Stack Assembly 7410. The assembly (shown in FIG. 17B) has a series of vents in the body of the die to allow the escape of moisture and steam while the material is under pressure. Ambient temperature was 55 F. No heat was used for either the die or the feedstock material. Feedstock was raw White Oak sawdust from using a chainsaw. Hydraulic pressure was set at 1700 psi. Material was fed into the chamber while the extrusion piston was cycled up and down using limit switches at either end of the stroke and a delay timer on the upper end of travel to allow feedstock to enter the chamber. Some of the feedstock fell through the Nozzle Stack at the beginning of cycling. This was blocked to allow the material to build up inside the stack. After the material began to compress in the stack, moisture in the form of water droplets came out of the side holes as predicted. This moisture indicated that the venting was functioning correctly and that water was migrating out to the edge of the chamber and through the vents. The vents are in four places equally spaced around the periphery and at intervals of 0.67 inch so as to have five equally spaced sets of vents down the sides of the chamber within the Nozzle Stack. In other embodiments, any number of vents may be used, such as 1-20 vents, or 2-15 vents, or 3-10 vents, such as 4-8 vents, or 5-7 vents, and the vents may be disposed randomly.
[0100] The pressing cylinder was 23/4'' in diameter which translates to about 10,000 lbf on the extrusion piston. The extrusion piston area is about one square inch. The total pressure was insufficient to force the wood through the end extrusion orifice which is about 0.72'' diameter. The sawdust compacted into a tight, flaky cone that retained considerable moisture even after the pressing process.
[0101] The angle of the taper was determined to be too high. There was too much internal friction to overcome within the feedstock material to allow it to extrude or flow at the temperature used. While higher temperatures might improve the flow, the moisture level could cause the material to separate and blow forward rather than to properly extrude as it should. The pressure behind the extrusion piston (10,000 psi) was too low. It should be noted that this experiment involved only one feedstock, that is White Oak.
Example II
[0102] The extrusion mechanism was tested using the Nozzle Stack Assembly 7410. In this example, the piston diameter was reduced to about 0.45 square inches and the cylinder was sleeved to the same size. The nozzle stack was extended at the bottom and the top three segments were removed. This change was made to reduce the overall compression ratio at the throat. Ambient temperature was 45 F. No heat was used for either the die or the feedstock material. Hydraulic pressure was set at 1700 psi.
[0103] Material was fed into the chamber while the extrusion piston was cycled up and down using limit switches at either end of the stroke and a delay timer on the upper end of travel to allow feedstock to enter the chamber. Feedstock was raw White Oak sawdust from using a chainsaw and a variety of chopped dead leaves soaked in water (mainly Oak and Maple). The leaves were fed through without any sawdust. They exited the nozzle quite easily as there was little compression. The leaves did not form into a tight mass. They came out still wet but crushed together nonetheless. Sawdust was added to make a 1:1 mixture of the two materials. This was mixed until evenly distributed. The mixture was fed into the nozzle in the same manner as before. This mixture offered more resistance to compression and responded similarly to the sawdust mix in Example I. More sawdust was added until the mixture was an even 2:1 (sawdust:leaves). The mixture again behaved more like sawdust, offering increased resistance to compression. Water extraction became more noticeable at this point. The pressing cylinder was 23/4'' in diameter which translates to about 10,000 lbf on the extrusion piston. The extrusion piston area is about 0.45 square inch. This translates into an available force of 22,000 psi. No jamming occurred and all material was able to be processed without increasing the force. This procedure was reiterated for 3:1, 4:1 and 5:1 with predictable results. With an increase in resistance comes greater water extraction.
Example III
[0104] The material used for pelletizing (feedstock) was sawdust/dry leaf mix with approximately 10% dry leaves (by weight). This material was steamed in a closed container of approximately five (5) cubic feet. Material was fed into the pressing chamber directly from the steamer at about 160° F. Pellet die diameter was 0.400 inch. Heat set point was 310° F. Ambient temperature was 55° F. Hydraulic pressure was 1500 psi. Pressing cylinder diameter was 2.50 inch (4.9 sq in piston area). Effective pressing force was 7360 lbf. Piston diameter was 0.50 inch (0.20 sq in pressing piston area). Pelletizing ram pressure was 36,800 psi. Temperature controller mode was "on/off."
[0105] Material was fed into the throat of the chamber and pressed at a controlled rate which was set using a hydraulic flow control. Most effective rate for this experiment was about 0.3 inches per second. The steamed, preheated material processed smoothly and consistently. There was no tendency for the die to become clogged. Material exited the pellet die with a surface temperature close to that of the die temperature--about 280° F. The experiment was run for about 1/2 hr to validate the consistency of the process. Sufficient pellets were collected for study and samples. Pellet quality was inconsistent because the process was not a true steady-state in this model.
[0106] Novel construction of the pellet die allows venting as well as reshaping the die cavity. Venting of the chamber allows for higher moisture content materials to be extruded to the same net moisture content as standard pellet techniques. This allows for material to be pelletized from the raw state. By shaping the cross-section of the die chamber to minimize the maximum thickness of the pellet, the moisture will be allowed to travel to the surface of the pellet in the minimum time, allowing higher feed rates.
[0107] It will be apparent to those skilled in the art that various modifications and variations can be made in the practice of the present invention without departing from the scope or spirit of the invention. One skilled in the art will recognize that these features may be used singularly or in any combination based on the requirements and specifications of a given application or design. Other embodiments of the invention will be apparent to those skilled in the art from consideration of the specification and practice of the invention. The description of the invention provided is merely exemplary in nature and, thus, variations that do not depart from the essence of the invention are intended to be within the scope of the invention. Additionally, the references cited in this disclosure are each hereby incorporated by reference herein in their entireties, especially for information that is well known in the art for example with respect to pelletizing methods, devices, systems and desired pellet composition. If there is any conflict in the usages of a word or term in this specification and another document that may be incorporated herein by reference, definitions consistent with this specification should be adopted.
[0108] Therefore, the present invention is well adapted to attain the ends and advantages mentioned as well as those that are inherent therein. While embodiments are described in terms of "comprising," "containing," or "including" various components or steps, the embodiments can also "consist essentially of" or "consist of" the various components and steps. All numbers and ranges disclosed above may vary by some amount and when terms such as approximately or about are used the values can vary by up to 10%. Whenever a numerical range with a lower limit and an upper limit is disclosed, any number and any included range falling within the range is specifically disclosed. In particular, every range of values (of the form, "from about a to about b," or "from approximately a to b," or "from approximately a-b") disclosed herein is to be understood to set forth every number and range encompassed within the broader range of values. Also, the terms in the claims have their plain, ordinary meaning unless otherwise explicitly defined. Moreover, the indefinite articles "a" or "an," as used in the claims, are defined herein to mean one, at least one, or more than one of the element that it introduces.
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20140259497 | Paint Roller |
| 20140259496 | Cleaning Pad With Abrasive Layer |
| 20140259495 | TWISTED TUBULAR WEB ELEMENT AND MOP HEAD MADE THEREFROM |
| 20140259494 | DOUBLE-SIDED MOP |
| 20140259493 | HAND OPERATED TOOL FOR APPLICATION OF VINYL GRAPHIC MATERIALS |
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2014-09-18 | Associative polymers and related compositions, methods and systems |
| 2011-08-18 | Ammonia salt fuel system |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-03-03 | Method to produce charcoal without producing bio oil through pyrolysis of woody biomass |
| 2016-01-14 | Systems and methods for producing engineered fuel feed stocks from waste material |
| 2016-01-07 | Systems and methods of forming densified biomass |
| 2015-12-17 | Hydrothermal carbonization of algal feedstocks and fuels produced thereby |
| 2015-12-17 | Aggregates of cleaned low energy coal fines and beneficiated organic-carbon-containng feedstock |
| Top Inventors for class "Fuel and related compositions" | |
| Rank | Inventor's name |
|---|---|
| 1 | Dingrong Bai |
| 2 | Paul O'Connor |
| 3 | Joseph Broun Powell |
| 4 | Timothy A. Brandvold |
| 5 | Dietmar Posselt |