Patent application title: METHOD FOR PRODUCING A PROTECTIVE LAYER FOR A ROTOR BLADE
Inventors:
Fathi Ahmad (Kaarst, DE)
Uwe Paul (Ratingen, DE)
Uwe Paul (Ratingen, DE)
IPC8 Class: AF01D514FI
USPC Class:
416241 R
Class name: Fluid reaction surfaces (i.e., impellers) specific blade structure (e.g., shape, material, etc.) coating, specific composition or characteristic
Publication date: 2013-12-12
Patent application number: 20130330203
Abstract:
A method for producing a protective layer for a rotor blade of a
turbomachine is proposed. The rotor blade has a wear cap wall that in
relation to the axis of the turbomachine protrudes radially towards the
exterior of the turbomachine beyond a body of the rotor blade. The method
enables the entire rotor blade to have a comparatively long service life
and at the same time allows the wear cap wall to be thermally insulated
in an especially simple manner. For the purpose, a profile producing a
positive fit effective in the radial direction is inserted in a radially
located region of the wear cap wall, a slip containing metal powder
and/or a ceramic slip is applied to the region and the slip in sintered.Claims:
1.-10. (canceled)
11. A method for producing a protective layer for a rotor blade of a turbomachine having a wear tip wall projecting toward an outside of the turbomachine beyond a body of the rotor blade in a radial direction with respect to an axis of the turbomachine, comprising: introducing a profile producing a radial form fit into a radial region of the wear tip wall; and applying a metal powder-containing slurry and/or a ceramic slurry to the region, wherein the slurry is sintered.
12. The method as claimed in claim 11, wherein the profile is cast and/or introduced by electric discharge machining.
13. The method as claimed in claim 11, wherein the slurry is dried before sintering, and wherein shape of the dried slurry is machined.
14. The method as claimed in claim 11, wherein the slurry is water based and/or an organic binder is added to the slurry.
15. The method as claimed in claim 11, wherein a metal powder-containing slurry and a ceramic slurry are applied in sequence.
16. The method as claimed in claim 11, wherein the slurry comprises ceramic fibers or gauzes.
17. The method as claimed in claim 11, wherein the wear tip wall is arranged around a circumference of the rotor blade and forms a recess arranged radially toward the outside of the turbomachine with respect to the axis of the turbomachine, and wherein the region encloses an inside of the recess.
18. A rotor blade for a turbomachine, comprising: a wear tip wall projecting toward an outside of the turbomachine beyond a body of the rotor blade in a radial direction with respect to an axis of the turbomachine; a profile being introduced in a region of the wear tip wall; and a sintered metal powder-containing slurry and/or a ceramic slurry being applied to the region.
19. A power plant, comprising: a turbomachine comprising a rotor blade as claimed in claim 18.
Description:
CROSS REFERENCE TO RELATED APPLICATIONS
[0001] This application is the US National Stage of International Application No. PCT/EP2011/074282 filed Dec. 30, 2011 and claims benefit thereof, the entire content of which is hereby incorporated herein by reference. The International Application claims priority to the European application No. 11155382.2 EP filed Feb. 22, 2011, the entire contents of which is hereby incorporated herein by reference.
FIELD OF INVENTION
[0002] The invention relates to a method for producing a protective layer for a rotor blade of a turbomachine, having a wear tip wall projecting toward the outside of the turbomachine beyond a body of the rotor blade in the radial direction with respect to the axis of the turbomachine. It further relates to a rotor blade of this type.
BACKGROUND OF INVENTION
[0003] Turbomachines encompass generally continuously working fluid energy machines such as compressors, steam turbines and gas turbines. A gas turbine converts energy from a hot combustion gas into kinetic energy which drives, on one hand, a compressor connected upstream and, on the other hand, typically an electricity generator. A gas turbine can however also be used to power aircraft.
[0004] Gas turbines comprise, on one hand, stationary guide vanes which guide the flow of air and gas and, on the other hand, on the rotor of the gas turbine, rotor blades which rotate about the axis of the turbomachine. The rotor blades typically extend from the axis of the turbomachine to an internal wall arranged coaxially therewith, which thus defines the flow duct for the combustion gas. In this context, the clearance between the body of the rotor blade and the internal wall must be kept as small as possible in order to minimize the loss of efficiency due to combustion gas flowing past the rotor blades along the internal wall.
[0005] However, the clearance between the internal wall and rotor blade tips located opposite this can vary due to differential thermal expansion of the internal wall and the rotor blade, as well as centrifugal forces and radial accelerations. In such cases, in order to avoid damage to the rotor blade body and/or to the internal wall, a certain minimum clearance must be planned when building the gas turbine.
[0006] In order to nevertheless keep the losses in efficiency caused by the minimum clearance small--or to avoid them entirely--the rotor blade body is usually provided with a wear tip wall which extends from the rotor blade body toward the internal wall, i.e. radially toward the outside of the gas turbine with respect to the axis of the gas turbine. This wear tip wall is thinner than the rotor blade body, allowing the wear tip wall to abrade in a controlled manner. This protects the rotor blade body itself from damage and minimizes the gap between the rotor blade and the internal wall.
[0007] However, by being thinner, the wear tip wall is more susceptible to the high thermal loading due to the hot combustion gas. In addition, the temperature is typically highest at the wear tip wall due to the radial temperature distribution in the flow duct. This can lead to premature corrosion of the wear tip wall, limiting the life of the entire rotor blade.
[0008] Therefore, a thermally insulating, thermally stable coating is often provided. This thermal coating is typically applied using common coating processes such as plasma deposition or high velocity oxygen fuel spraying. However, such methods frequently require an additional adhesive layer for corresponding adhesive strength.
SUMMARY OF INVENTION
[0009] It is therefore an object of the invention to provide an alternative method for producing a protective layer for a rotor blade permitting, simultaneously, a comparatively long life of the entire rotor blade and particularly simple thermal insulation of the wear tip wall.
[0010] This object is achieved according to the invention in that a profile producing a radial form fit is introduced into a radial region of the wear tip wall, a metal powder-containing slurry and/or a ceramic slurry is applied to the region, and the slurry is sintered.
[0011] The invention is based on the consideration that an alternative method for applying an insulating layer can be used to achieve a comparatively long life of the entire rotor blade, while at the same time simplifying the process of thermally insulating the wear tip wall. In particular, an additional adhesive layer should not be necessary. This can be achieved in that a form fit could be ensured as an alternative to or in addition to the force-fitting connection of the insulating layer. To this end, a profile producing a radial form fit should be introduced into that region of the wear tip wall which is to be treated.
[0012] The profiling should then be filled with a suitable material in order on one hand to ensure the form fit and on the other hand to minimize the surface area and thus the input of heat. To this end, the materials used should have high thermal stability, be insulating and have good adhesive strength in the profile. This can be achieved by applying a metal powder-containing slurry and/or a ceramic slurry to the region, the slurry then being sintered to give a solid, thermally stable layer. On one hand, this permits relatively flexible forming of the layer, and, on the other hand, the sintering process ensures good adhesion and stability.
[0013] The rotor blade is typically made of steel by a casting process. The wear tip wall is here cast directly together with the rotor blade body. In order to introduce the profile into the desired region of the wear tip wall particularly simply, an advantageous configuration of the method provides for casting the profile directly when casting the wear tip wall or the entire rotor blade with wear tip wall. Alternatively or in addition, at least part of the profile is applied subsequently by electric discharge machining. Electric discharge machining makes it possible to produce with high precision even highly complex geometric shapes as the profile.
[0014] Advantageously, the slurry is dried before sintering, and the shape of the dried slurry is machined. This makes it possible to easily vary with precision, by means of mechanical machining, the shape of the layer applied using the slurry. This results in a high degree of freedom regarding the geometric configuration, and therefore it is possible to generate and test a multiplicity of shapes of the protective layer for the wear tip wall. This allows the shape of the protective layer to be optimized with respect to friction and efficiency losses.
[0015] Such machining is particularly simple if the slurry can dry at room temperature and no additional heat treatment is needed before the sintering process. This can be achieved by the slurry being advantageously water based and/or an organic binder being advantageously added to the slurry.
[0016] A further degree of freedom regarding the arrangement of the protective layer for the wear tip wall can be achieved by a metal powder-containing slurry and a ceramic slurry being advantageously applied in sequence. Thus, a metallic slurry can first be applied for good adhesion, followed by a ceramic slurry for the thermally stable outer layer. The sintering process binds all layers stably to each other. A plurality of alternating layers or different sequences of layers in different regions of the wear tip wall are also conceivable, depending on the requirements.
[0017] In a further or alternative configuration, the respective slurry contains ceramic fibers or gauzes. These reinforce, after the sintering process, the structure of the respective layer and make it more resistant to fracture or delamination, i.e. erosion of the layer by wear processes.
[0018] In order to optimize the flow properties, the wear tip wall should advantageously be arranged around the circumference of the rotor blade. The wear tip wall thus forms a radial extension to the profile of the rotor blade and therefore has the same axial flow profile. By virtue of the circumferential profile, the wear tip wall forms a recess arranged radially toward the outside of the turbomachine with respect to the axis of the turbomachine. In particular, this recess should be provided with a corresponding protective layer in order, on one hand, to permit lower thermal loading of the rotor blade tip and, on the other hand, to restrict or prevent the inward propagation of any cracks arising on the outside of the wear tip wall. To that end, the region provided with the protective layer advantageously encloses the inside of the recess. That the protective layer is thus enclosed by a circumferential profile also ensures a better form fit and therefore increased protection against delamination or loss due to centrifugal forces during operation of the turbomachine.
[0019] With respect to the rotor blade, the object is achieved in that a region of the wear tip wall has a profile and a sintered metal powder-containing slurry and/or a ceramic slurry is applied to the region.
[0020] A turbomachine advantageously comprises a rotor blade produced according to the method presented, having a protective layer, and in an advantageous configuration is used in a power plant.
[0021] The advantages obtained by virtue of the invention consist particularly in the fact that applying a protective layer of sintered metallic and/or ceramic slurry in the region of the wear tip wall ensures particularly good protection from destruction of the wear tip wall and thus achieves a particularly long life of the entire rotor blade. The simple workability and machinability of the applied slurry, before sintering, allows the thicknesses of the respective layers to be varied as desired, and the shape of the layers to be optimized with respect to durability. An additional adhesive layer is not necessary. Finally, overhauling of worn rotor blades can be performed quickly on-site by applying a new protective layer.
BRIEF DESCRIPTION OF DRAWINGS
[0022] An exemplary embodiment of the invention is described with reference to a drawing, in which:
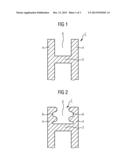
[0023] FIG. 1 shows in section the tip of a rotor blade, oriented radially away from the axis of a turbomachine, according to the prior art;
[0024] FIG. 2 shows in section the tip of a rotor blade, oriented radially away from the axis of a turbomachine, after the introduction of a profile into the wear tip wall;
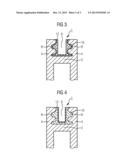
[0025] FIG. 3 shows the tip of the rotor blade with slurries applied;
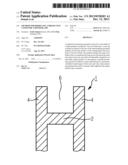
[0026] FIG. 4 shows the tip of the rotor blade with slurries applied, in an alternative configuration;
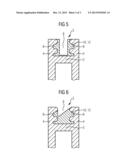
[0027] FIG. 5 shows the tip of the rotor blade after sintering; and
[0028] FIG. 6 shows the tip of the rotor blade after sintering, in a further alternative configuration.
DETAILED DESCRIPTION OF INVENTION
[0029] In all figures, identical parts are given the same reference signs.
[0030] FIG. 1 shows the upper region of a rotor blade 1, the rotor blade tip 2, in profile according to the prior art. The rotor blade tip 2 is exposed to increased wear due to thermal expansion, rotation induced centrifugal forces and other influences. In order to avoid damage to the rotor blade tip 2 caused by contact with the adjacent internal wall (not shown) of a turbomachine, and to allow controlled abrasion, the rotor blade tip 2 has a wear tip wall 4. The wear tip wall 4 extends the outer profile of the rotor blade 1 radially and thus forms a recess 6 above the rotor blade tip 2.
[0031] This recess 6 is exposed to particular thermal and mechanical loads and should therefore be provided with a protective layer, as shown in the following figures.
[0032] A profile 8 is first introduced to the inside of the wear tip wall 4, i.e. into the recess 6, as shown in FIG. 2. This profile can be either cast directly or introduced by means of electric discharge machining. A metal powder-containing slurry 10 and a ceramic slurry 12 are then applied to the profile, as shown in FIGS. 3 and 4. In FIG. 3, a thin layer of metal powder-containing slurry 10 is firstly applied, having an even thickness over the profile 8. The ceramic slurry 12 is then used to even out the surface.
[0033] In FIG. 4, the process is reversed: first the metal powder-containing slurry 10 is used to even out the surface, and then an even layer of ceramic slurry 12 is applied. Depending on the requirement profile, the layers can be adapted and a plurality of different layers can also be applied. In this respect, the method can easily be varied.
[0034] Then, the slurry 10, 12 is sintered. As a result, the protective layer is hardened and protects the wear tip wall 4 from thermal and mechanical loads. In addition, the slurries 10, 12 contain ceramic fibers and gauzes in order to increase the strength of the protective layer. The profile 8 comprises grooves and/or fluting which are oriented at least in part perpendicular to the radial direction. As the slurry is hardened in these grooves and notches, this effects a form fit of the protective layer in the radial direction.
[0035] The slurry 10, 12 is water based and an organic binder was added. This allows the slurry 10, 12 to be dried before sintering in order to make machining possible, as shown in FIG. 6. In this case, the dried slurry 10, 12 was given a wedge shape. In general, the method allows a high degree of freedom with respect to the configuration of the protective layer such that this can be optimized in any way, for example with respect to aerodynamics, strength, thermal stability or other parameters.
[0036] The described method ensures particularly good protection from destruction of the wear tip wall 4 and thus achieves a particularly long life of the entire rotor blade.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2014-05-15 | Apparatus and method for tuning a vibratory response of a rotor blade |
| 2014-05-22 | Variable bolt parameters for a wind turbine rotor blade |
| 2014-01-02 | Laminate pre-form for a wind turbine blade |
| 2014-05-22 | System and method for reinforcing a weakened area of a wind turbine blade |
| 2014-05-08 | Locking blade for a rotor |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2022-05-05 | Method for manufacturing cobalt-based alloy structure, and cobalt-based alloy structure obtained thereby |
| 2016-06-30 | Rotor construction for high speed motors |
| 2016-06-30 | Advanced gamma tial components |
| 2016-06-23 | Articles for high temperature service and method for making |
| 2016-06-23 | Blade |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2018-06-07 | Rotor blade for a gas turbine |
| 2017-09-14 | Turbine blade and turbine |
| 2016-05-26 | Gas turbine and heat shield for a gas turbine |
| 2016-05-26 | Turbine blade or vane having a stepped and beveled platform edge |
| Top Inventors for class "Fluid reaction surfaces (i.e., impellers)" | |
| Rank | Inventor's name |
|---|---|
| 1 | Frank B. Stamps |
| 2 | Ching-Pang Lee |
| 3 | Gabriel L. Suciu |
| 4 | Stefan Herr |
| 5 | Tracy A. Propheter-Hinckley |