Patent application title: COMPOSITE FACE PANELS FOR STRUCTURAL INSULATED PANELS
Inventors:
Woodrow W. Holley (Malden, MA, US)
IPC8 Class: AE04B194FI
USPC Class:
527414
Class name: Static structures (e.g., buildings) processes sealing
Publication date: 2013-12-05
Patent application number: 20130318908
Abstract:
Composite face panels for use with structural insulated panels (SIP) are
provided to form a suitable replacement for structural insulated panels
that employ oriented strand board or plywood. The structural insulated
panel has a sandwich structure with a generally planar, insulating core.
A composite face panel is disposed on each of the opposed surfaces of the
insulating core. The insulating core composition includes an insulating
material that is formed of an expanded polystyrene or a rigid
polyurethane foam. Each composite face panel includes a core and face
sheets on each surface of the core. The core composition includes mixture
of a resin binder and a fire retardant. The resin binder can be formed of
a methacrylate modified urethane, and the fire retardant can be formed of
alumina trihydrate.Claims:
1. A structural insulated panel comprising: a sandwich structure
comprising an insulating core having a generally planar configuration and
two opposed surfaces, a face panel disposed on each of the two opposed
surfaces; the insulating core comprising an insulating material; and each
face panel comprising: a core comprising a mixture of at least a binder
resin and a fire retardant, the amount of binder resin being at least 25
percent by weight of the mixture, the amount of fire retardant ranging
from 50 to 200 parts per hundred relative to the binder resin; and face
sheets on opposed surfaces of the core of the face panel, each face sheet
comprised of a fiber reinforcing material embedded in the binder resin,
the binder resin comprised of the same binder resin as in the core of
each face panel.
2. The structural insulated panel of claim 1, wherein the binder resin is comprised of a methacrylate modified urethane, the amount of binder resin being at least 25 percent by weight of the mixture, the fire retardant is comprised of alumina trihydrate, and the amount of alumina trihydrate ranging from 50 to 200 parts per hundred relative to the binder resin.
3. The structural insulated panel of claim 1, wherein the fiber reinforcing material is comprised of a glass fiber material.
4. The structural insulated panel of claim 1, wherein each face panel has a thickness ranging from 1/4 inch to 3/4 inch.
5. The structural insulated panel of claim 1, wherein each sandwich structure has a width of at least 4 feet, a length of at least 8 feet, and a thickness of at least 3 inches.
6. The structural insulated panel of claim 1, wherein the insulating material is comprised of an expanded polystyrene or a rigid polyurethane foam.
7. The structural insulated panel of claim 1, wherein the insulating material is comprised of a phenolic foam, an expandable polyethylene foam, or a polyisocyanurate.
8. The structural insulated panel of claim 1, wherein the core of each face panel further includes a phase change material.
9. The structural insulated panel of claim 1, wherein the core of each face panel further includes microballoons.
10. The structural insulated panel of claim 1, wherein the core of each face panel further includes a pigment.
11. A method of manufacturing the structural insulated panel of claim 1, comprising: pultruding an arrangement of the core mixture of the binder resin in an uncured state and the fire retardant with the face sheets on the opposed surfaces through a pultrusion die for a time and at a rate sufficient to cure the binder resin; cutting the cured product exiting the pultrusion die into sections transverse to a pultrusion direction, each section comprising one of the face panels; and laminating one of the face panels on one of the two opposed surface of the insulating core to form the sandwich structure of the structural insulated panel.
12. A method of constructing a structure comprising: providing a plurality of structural insulated panels according to claim 1; and incorporating the structural insulated panels into the structure.
13. A composite face panel comprising: a face panel comprising: a core comprising a mixture of at least a binder resin and a fire retardant, the binder resin comprised of a methacrylate modified urethane, the fire retardant comprised of alumina trihydrate, the amount of binder resin being at least 25 percent by weight of the mixture; and the amount of alumina trihydrate ranging from 50 to 200 parts per hundred relative to the binder resin, and face sheets on opposed surfaces of the core of the face panel, each face sheet comprised of a glass fiber reinforcing material embedded in the binder resin, the binder resin comprised of a methacrylate modified urethane.
Description:
CROSS REFERENCE TO RELATED APPLICATION
[0001] This application claims the benefit under 35 U.S.C. §119(e) of U.S. Provisional Patent Application No. 61/655,176, filed on Jun. 4, 2012, the disclosure of which is incorporated by reference herein.
BACKGROUND OF THE INVENTION
[0003] Structural insulated panel (SIP) construction is a labor saving method of construction that employs minimal wood framing and provides a durable continuous insulation. SIPs have a web and flange design that functions like a structural I-beam, offering increased structural integrity. The SIP has a sandwich structure with a core of an insulating material, which functions as the web, between two face sheets, which function as the flanges. The face sheets are typically formed of oriented strand board, a wood material. An SIP can be used for walls and roofs of buildings. The inherent air-tightness is greater than wood-frame construction, which leads to greater energy efficiency. The SIP can be pre-fabricated in large panel sizes, leading to construction efficiencies.
SUMMARY OF THE INVENTION
[0004] The present invention relates to composite face panels for use as face sheets of structural insulated panels (SIP) to form a suitable replacement for structural insulated panels that employ oriented strand board or plywood. The composite face panel is a sandwich structure with a core material and two opposed face sheets. The core is formed of material composition including at least a binder resin and a fire retardant. In one embodiment, the core is formed of a material composition including a methacrylate modified urethane (MAMU) as the binder resin and alumina trihydrate (ATH) as the fire retardant. The composite face panels in turn form the face sheets of an SIP having a core formed from an insulating material. One or more other additives, such as phase change materials, light-weight structural fillers, and pigments, can be included in the core of the face panels.
[0005] A method of manufacturing the structural insulated panel (SIP) is also provided, including pultruding the face panels and laminating the face panels to an insulating core material to form a sandwich structure. Also, a method of constructing a building is provided, including incorporating the structural insulated panels into the building.
[0006] Additionally, a composite face panel is provided. The composite face panel comprises a core comprised of a mixture of a binder resin comprised of methacrylate modified urethane and a fire retardant comprised of alumina trihydrate and face sheets comprised of a glass fiber reinforcing material embedded in a methacrylate modified urethane.
DESCRIPTION OF THE DRAWINGS
[0007] The invention will be more fully understood from the following detailed description taken in conjunction with the following drawings:
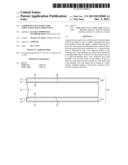
[0008] FIG. 1 is a schematic cross sectional illustration of a structural insulated panel including a composite face panel of the present invention.
[0009] FIG. 2 is a schematic illustration of a pultrusion process for manufacturing a composite face panel of the present invention.
DETAILED DESCRIPTION OF THE INVENTION
[0010] The disclosure of U.S. Provisional Patent Application No. 61/655,176, filed on Jun. 4, 2012, is incorporated by reference herein.
[0011] FIG. 1 illustrates an embodiment of composite face panels 20 incorporated in a structural insulated panel (SIP) 30. The SIP includes a central core 32 having a generally planar configuration with two opposed flat surfaces 34. A composite face panel 20 is disposed on each of the flat surfaces 34 of the core. Each face panel comprises a sandwich structure with a generally planar core 22 and two opposed face sheets 24 on each of the two opposed flat surfaces 26 of the face core.
[0012] The core 22 of each face panel 20 is a material composition having good fire, smoke, and toxicity (FS&T) properties and that provides a good thermal barrier. The material composition includes at least a binder resin and a fire retardant. In one preferred embodiment, the material composition includes a mixture of a methacrylate modified urethane (MAMU) as the binder resin and alumina trihydrate (ATH) as the fire retardant that meets desired FS&T requirements. The face sheets 24 are formed of a fiber reinforcing material impregnated with the same binder resin. The binder resin provides the matrix backbone for both the core composition and the face sheets. The fiber reinforcing material can be a glass or carbon fiber material. These materials are also resistant to water, weather, and insect damage, particularly during the installation period.
[0013] The selection of the binder resin is based on considerations of physical properties of the final matrix and the process conditions required to effect the resin cure. Different properties are achieved in part by the constituents used to construct the backbone of the individual polymer chains and also by the functional chemical groups (often located at the ends of the polymer chains). The chemical functional groups determine how the material cures or hardens to its final form. This is accomplished by the functional groups on each polymer chain reacting chemically with a second chain and/or through an intermediate monomer such as styrene or methyl methacrylate and continues to propagate until a complete matrix is formed by the combined effects of the cross chain reactions (referred to as "cross linking"). In general, thermosetting plastics are named for the type of chemical functionality that is used to cure them. Hence phenolic resins have phenol chemical groups that cause reactions between polymer molecules under the influence of heat to form the final matrix. Vinyl esters have vinyl groups that react with other vinyl groups to form very large polymers using particular catalysts. Both methods function by cross linking but under different conditions and with different results with respect to the physical properties that they produce.
[0014] As noted above, in one embodiment, a suitable resin system for the face panel is a methacrylate modified urethane (MAMU). It is a hybrid of a vinyl ester resin (chemical functionality) and a urethane resin (backbone polymer portion). This combination results in a binder resin that combines the ease of processing of a vinyl ester resin with the toughness and good mechanical properties of a urethane resin. The cost of this hybrid is approximately equal to a general purpose vinyl ester, which is significantly less than the cost of typical phenolic resins. Pultrusion die temperatures are much lower than for phenolic resins. This makes the product much easier and quicker to process, further reducing overall costs. The MAMU resin does require addition of a fire retardant additive to meet fire standards. This is easily accommodated for within this resin system since it has a high capacity for accepting solid additives with minimal effects on its cure or mechanical properties. Also, the cured part has very low water absorption, less than 0.1% by weight.
[0015] A suitable commercially available MAMU resin binder for the face panel is Crestapol 1212 from Scott Bader Company. Crestapol 1212 is a urethane methacrylate resin in methyl methacrylate (MMA) and styrene monomers. Due to specific resin backbone and monomer developments, this resin is advantageous over established thermosetting pultrusion resins: its tough resin backbone offers improvements in mechanical properties of pultruded profiles and its fast reactivity allows increased rates of productivity (i.e., increased pultrusion line speed). Its mechanical properties are superior to that of phenolic and other resins. Its very low viscosity (usually less than 100 cps) allows high filler loadings to be used. When used with alumina trihydrate (ATH), the low smoke and toxic fume aspects of the base resin allow the stringent fire, smoke, and toxic fume international standards to be achieved. Alumina trihydrate (ATH) filled Crestapol 1212 resin passes ASTM E662, ASTM E162 and ASTM E84 tests. (Annual Book of ASTM Standards, 2009, Vol. 4.07, "Test Method for Specific Optical Density of Smoke Generated by Solid Materials," p. 717; "Test Method for Surface Flammability of Materials Using a Radiant Heat Energy Source," p. 643; "Test Method for Surface Burning Characteristics of Building Materials," p. 567.)
[0016] Also as noted above, in one embodiment, the inorganic mineral alumina trihydrate (ATH) is added to the MAMU resin binder as a fire retardant to meet the FS&T requirements. ATH is a white crystal powder available in several degrees of whiteness, particle sizes and particle distributions. ATH is a material that releases water from its molecular structure upon being heated above a specific temperature limit. The released water is converted to steam which cools the fire and once converted to steam the water vapor smothers the fire by depriving it of oxygen. This approach is particularly effective since the water vapor is available at the instant that the fire attempts to spread and is available exactly at the point where it is needed due to its prior incorporation into the matrix structure. ATH is approximately one-third chemically combined water [2Al(OH)3→Al2O33H2O] which begins to be released at 230° C. (446° C.). The resulting endothermic reaction cools the product below flash point, reducing the risk of fire, and acts as a vapor barrier to prevent oxygen from reaching the flame. Thus, this water release results in active flame retardancy and smoke suppression. In contrast, many non-phenolic resins incorporate halogen elements (such as chlorine and bromine) into their structure to achieve fire retardancy. In general this approach is not acceptable for building applications due to the toxic by-products (chlorine and bromine gases) that are released in a fire situation. The use of ATH as an additive with MAMU resin avoids this problem.
[0017] J M Huber Corporation's MoldX A105 is a suitable commercially available ATH additive. It is an optimized alumina trihydrate (ATH) flame retardant capable of high loading levels in resin binders. Since MoldX A105 is a non-halogen flame retardant it not only satisfies flame spread requirements, but also satisfies the toxicity test. Moreover, incorporating ATH filler with MAMU resin reduces the material cost even further, as the ATH filler typically is about one-fourth the cost of the binder resin.
[0018] Other suitable binder resins include unsaturated polyester (UPR), vinyl ester, and epoxies. Other suitable fire retardants include calcium sulfate dehydrate (gypsum) (CaSO42H2O) and other hydrates of inorganic salts. The amount of binder resin should be at least 30 percent by weight of the mixture, and the amount of fire retardant should range from 50 to 200 parts per hundred relative to the binder resin. In the preferred embodiment described above, the amount of MAMU in the core material should be at least a minimum of 25 percent by weight, and the amount of ATH can range from 50 to 200 parts per hundred relative to the resin.
[0019] The face sheets 24 of the face panel 20 are comprised of a fiberglass material embedded within the MAMU resin. The face sheet materials can include other fiber materials (such as carbon fibers), although glass fibers are generally the most cost effective. The longitudinal edges can also be wrapped or covered with the same fiber material.
[0020] The fiber material can be arranged in any suitable manner. Any number of plies or layers can be used. For example, in one embodiment, two or more plies or layers of one-dimensional fiberglass fabric arranged at alternating 0°/90° can be used. The plies can be stitched together if desired. Woven fabrics or nonwoven mats can also be used. A glass to resin ratio ranging from 30 to 60 percent by weight is satisfactory. The fiber material can be preimpregnated with the resin binder if desired. The weight of the fiber material can be selected to achieve a particular mechanical strength and to control thickness. The weave and density of the fiber material can be selected to provide good nail bolding capacity during construction.
[0021] One suitable commercially available glass fabric is E Glass (18 oz/yd2) supplied by the Northern Fiberglass Company. Another suitable commercially available glass fabric is E-LTM 2408 (32 oz/yd2) supplied by Vectorply Corporation.
[0022] The face panels 20 described herein are used as a component within an SIP construction 30. The SIP includes an insulating core formed from an insulating composition or material. Suitable insulating materials include an expanded polystyrene (EPS) and a rigid polyurethane foam (PUR). Other insulating materials that may be suitable for certain applications include a phenolic foam, an expandable polyethylene foam (EPE), and a polyisocyanurate (PIR, also known as polyiso and ISO). The face panels 20 typically range from 1/4 to 3/4 inch in thickness, although it can be greater or less. The core 32 typically ranges in thickness from 2 to 12 inches, although it can be greater or less. The overall thickness of an SIP panel 30 typically ranges from 3 to 14 inches.
[0023] Other structural components can be included in the SIP construction. For example, thermally reflective films can be included. A traditional or legacy interior wall or ceiling finish (such as dry wall, plaster, or the like) can be provided on one of the face panels. A traditional or legacy roof treatment (for example, roofing felt and shingles) or exterior wall treatment (for example, clapboards) can be placed over one of the face panels of the SIP. The traditional interior wall or ceiling finish may be spaced from the SIP construction by an air cavity. Spacers can be provided to form the air cavities.
[0024] Optionally other additives can be included in the core 22 of the face panel 20. For example, a phase change material (PCM) can be incorporated into the material composition of the core. A PCM assists in shifting the energy load from the peak times to other times of the day. When a material changes phase to a more random physical state, such as from solid to liquid, or from liquid to vapor, an amount of heat energy is absorbed. Conversely, when a material changes from a vapor to a liquid or a liquid to a solid, an amount of heat energy is released. The heat change associated with this change of state is referred to as "latent heat." Heat absorbed or desorbed as a material experiences a change in temperature between the state changes is referred to as "sensible heat." A phase change material (PCM) is a material that is capable of storing a usefully large amount of energy as latent heat. The solid-to-liquid or liquid-to-solid phase changes are the most practical for using such a material as a thermal storage medium. Materials for interior building applications typically have a narrow required temperature range. Paraffins and fatty acids and salt hydrates, when suitably encapsulated, are generally suitable as PCMs in embodiments of a building panel as described herein. The PCM is encapsulated in, for example, a thin, high melt temperature thermoplastic shell of an acrylic. The encapsulated PCM when added to the material of the core absorbs excess heat without a temperature rise during high heating periods and eliminates or delays thermal impact on the building interior. The amount of PCM in the core material can range from, for example, 30 to 70 percent by weight.
[0025] A suitable commercially available PCM is Micronal® DS 5001X from BASF Company. This PCM is a formaldehyde-free microencapsulated latent heat storage material that is durable and provides efficient isothermal storage of the peak thermal loads, which usually occur during the day, in a defined temperature range, and releases the stored heat with a time delay (for example, in the evening or at night).
[0026] Other additives can be included in the composition of the core 22 of the face panel 20. For example, a light-weight filler can be added, which can serve one or more purposes. Operationally, a light-weight filler can assist in rendering the binder material a comparatively "dry," non-tacky composition that is readily flowable. Thus, handling, mixing and transferring of the core composition are more operationally friendly. Also, the replacement of denser components with a light-weight filler reduces the overall weight of the part. Additionally, a light-weight filler provides thermal insulation properties and contributes to increasing the R-value of the system. Since an SIP application has significant structural requirements, a light-weight filler for the core can be chosen not only on the basis of its potential for density reduction and thermal insulation value but also on the basis of its mechanical strength, especially resistance to compressive crushing or distortion.
[0027] Glass microballoons are one light-weight additive suitable to meet the structural and reduced weight requirements of an SIP application. Microballoons are hollow glass spheres that come in a range of sizes, densities and crush strengths. The microballoons encapsulate air, which adds to the insulation properties of the SIP. The microballoon properties are determined by the overall average diameter of the microballoons and the average thickness of the microballoons' glass walls. In general, smaller diameter microballoons are denser and stronger than larger diameter microballoons. Likewise, thicker walled microballoons are denser and stronger than thinner walled microballoons. A variety of products featuring many combinations of differing wall thicknesses and diameters are available. A product line of microballoons is offered by 3M Corporation. A combination of two 3M microballoons, grades K-1 and S-32, have been found to be suitable. The density of K-1 microballoons is 0.125 g/cm3 and their crush strength is 250 psi. The density of S-32 microballoons is 0.32 g/cm3 and their crush strength is 2,000 psi. It was found that a ratio of 80 parts of S-32 microballoons and 20 parts of K-1 microballoons provided the maximum achievable density reduction while maintaining almost all of the crush strength of the stronger S-32 microballoons. The actual ratio of total microballoon weight to resin weight, however, can vary from product to product based on the percentage of other additives, such as PCM, that is used and the amount of microballoons incorporation that the mixture could tolerate and remain operationally functional.
[0028] A pigment can be added to the composition of the core 22 of the face panel 20 if it is desired to give the core material a color. Many suitable pigments are known.
[0029] The face panels can be manufactured in any suitable manner capable of producing large sized parts with dimensions of at least 4 ft. by 8 ft. Suitable processes capable of producing these sizes include pultrusion, extrusion, hand lay-up, and vacuum assisted resin transfer molding (VARTM) processes.
[0030] In one embodiment, a pultrusion process is used to manufacture the panels. In this case, the core mixture should have properties suitable for a pultrusion process. For example, the viscosity should range from 300 to 5,000 cP. The rate of cure of the resin should range from 0.5 to 5.0 ft/min. Operating temperatures for the die curing zone are from 70° F. to 420° F.
[0031] In a pultrusion process, the components for the core 22 are mixed, and the face sheets and core mixtures are fed into a heated forming die and pulled through the die by grippers, or caterpullers, at the exit end. Curing of the thermosetting resin occurs in the die. FIG. 2 illustrates a schematic example of a pultrusion process. The die is fabricated to have the thickness dimensions required of the finished panel product. Upon entering the die, the fabrics and other materials consolidate to the exact shape and size of the die cavity. The heated die thermally cures the resin and converts the loose combination of reinforcing fabrics plus solid and semi-liquid constituents into a consolidated, hardened structural panel. Heat flows into the composite matrix to drive the cure process via direct conduction from the heated die surfaces to the composite components. The cure of the composite material is largely a function of the temperature profile to which it is subjected. The temperature profile includes the mold surface temperature(s) and the amount of time spent at those temperature(s). These parameters can be controlled and are highly correlated. For pultrusion, the temperature is controlled by control of the mold surfaces and the process line speed. The material is pulled through the die at a constant speed by means of reciprocating grippers at a rate that allows for thorough curing during the material's residence time in the die. Cooling down of the panel occurs as it moves further down the line. The pultrusion process enables a continuous high volume to be produced with low fabrication unit costs. As the material exits the die, it is cut in the cross direction into segments of any desired length (in the pultrusion direction). At this stage, the cross directional or cut edge is exposed core material. If desired, these edges can be covered, for example, with a reinforced tape material or other suitable edge treatment, to protect the edges from damage during handling and installation. In some applications, it is not necessary to cover the cross directional edge.
[0032] The composite face panels 20 can be attached to insulating core material 32 in any suitable manner to form a SIP 30. For example, the face panels 20 can be laminated to the core 32 using any suitable adhesive. Heat and/or pressure can be applied as needed.
[0033] The composite panel described herein can replace current wood and glue-based sheathing products, including OSB and plywood, as sheathing products in roof or wall elements of a building, including as components of SIPs. Oriented strand board (OSB) sheathing is formed of processed wood and wax with a phenol formaldehyde adhesive. Plywood sheathing, which is used for similar purposes, has a similar composition to OSB. Neither OSB nor plywood provides an advantage with respect to thermal storage or insulation capability. Also, current wood-based products are susceptible to environmental deterioration during storage and during construction. Wood based products are also inherently vulnerable to insect destruction and water absorption damage which may lead to mold growth and decay.
[0034] The composite panels described herein provide structural integrity, robustness and durability compared to wood-based counterparts. The composite panels repel water, provide no nutrients for microbial or insect sustainability, and are stable against thermal and UV deterioration. The acquisition costs of the panels are competitive with current wood-based products, while offering lower total ownership costs with respect to maintenance, energy savings, and life cycle. The fabrication and attachment methods used in wood construction can be used with the present composite panels. The panels can be installed using current practices and tooling with no significant changes from existing practices. The composite panels have demonstrated mechanical properties superior to wood products and fire, smoke and toxicity (FS&T) properties comparable to wood products. The panels can obviate the need for additional components or steps to achieve a desired level of fire protection, such as the addition of gypsum board to a wood-based SIP.
[0035] The panels can be installed by typical cutting and nailing building methods and can be fabricated in traditional sized sheets or pieces, for example, up to 1 inch thick, 10 feet wide and of lengths of 50+ feet. The fiberglass fabric selections (for face sheet construction) based on mechanical properties also provide sufficient nail holding capability. The two face sheets 26 of the construction provide the bulk of the resistance to nail pulling. This resistance is a function of the fabric selections with respect to weave density and thickness. The primary criteria for the face sheet fiberglass selections are to provide the maximum mechanical stiffness and strength at the lowest cost and weight.
[0036] The invention is not to be limited by what has been particularly shown and described, except as indicated by the appended claims.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2009-11-26 | Screen for glazed areas |
| 2009-07-16 | Method of manufacturing poly-bonded framed panels |
| 2009-11-12 | Composite foorboard |
| 2010-02-11 | Composite panel |
| 2010-02-25 | Insulated panel |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-09-01 | Ventilated roof system with ridge vent |
| 2016-06-23 | Integrated bonding flange support disk for prefabricated shower tray |
| 2016-04-14 | Fixture support for membrane roof |
| 2016-03-31 | Method of installing radiant barrier or insulation |
| 2016-03-24 | Method of constructing passive that reduce heat loss of a building, as well as the costs and consumption of materials |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2010-06-24 | Thermal management system using micro heat pipe for thermal management of electronic components |
| 2010-05-20 | Device for transferring a load from an object to a load-bearing element |
| Top Inventors for class "Static structures (e.g., buildings)" | |
| Rank | Inventor's name |
|---|---|
| 1 | Darko Pervan |
| 2 | Gregory F. Jacobs |
| 3 | Husnu M. Kalkanoglu |
| 4 | Ronald P. Hohmann, Jr. |
| 5 | Mark Cappelle |