Patent application title: Compostable Tie
Inventors:
Edward A. Haase (South Milwaukee, WI, US)
Patrick J. Radle (Mequon, WI, US)
Anthony W. Gilbert (Waukesha, WI, US)
IPC8 Class: AB65D6310FI
USPC Class:
24268
Class name: Bale and package ties, hose clamps with tighteners wedge
Publication date: 2012-12-27
Patent application number: 20120324679
Abstract:
A tie composed of a compostable material can include an elongated strip
having a head end and tail end with a body between the head end and the
tail end. The tail end can be received in the head end to form a loop
with the tie. Some structural modifications may be made to the tie to
improve the manufacture, flexibility, and compostability of the tie.Claims:
1. In a tie that includes an elongated strip having a head end and tail
end with a body between the head end and the tail end, the body having
ratchet teeth on at least one side thereof and the head end having a hole
therethrough and further having a pawl extending into the hole to engage
the ratchet teeth of the body when the tail and body are inserted through
the hole in the head end so as to form a loop with the tie, the
improvement wherein the tie is composed of a compostable material in
which at least 90 percent of the compostable material of the tie is
degradable in a commercial composting unit within 180 days.
2. The improvement of claim 1, wherein the tail end has an aperture therethrough.
3. The improvement of claim 2, wherein the aperture is the same shape as the outer perimeter of the tail end.
4. The improvement of claim 3, wherein the aperture is spaced inward from the outer perimeter of the tail end by a web of material of constant width.
5. The improvement of claim 1, wherein the body between the head end and the tail end is solid.
6. The improvement of claim 5, wherein the hole in the head end and an aperture in the tail end are the only two holes in the tie.
7. The improvement in claim 1, wherein the body of the tie includes a series of living hinges thereby providing the body with flexibility.
8. The improvement of claim 7, wherein the living hinges are a thin section located between a trough of a pair of ratchet teeth and a bottom surface of the body.
9. The improvement of claim 1, wherein the compostable material is a polymeric resin.
10. The improvement of claim 1, wherein the compostable material is a polylactide resin.
11. The improvement of claim 1, wherein a wall thickness of the tie is less than 1.3 mm throughout the body of the tie.
12. In a tie that includes an elongated strip having a head end and tail end with a body between the head end and the tail end, the head end having a hole therethrough and further having a pawl extending into the hole, the improvement wherein the tie is composed of a compostable material in which at least 90 percent of the compostable material of the tie is degradable in a commercial composting unit within 180 days and wherein the body includes two lateral sides with rungs extending therebetween such that a series of apertures are formed across the length of the body and, when the tail and body are inserted through the hole in the head end so as to form a loop with the tie, the pawl engages one of the rungs.
13. The improvement of claim 12, wherein the lateral sides of the body have thin sections on the lateral ends of the series of apertures which both provide a living hinge and allow for the rungs to separate from one another during degradation of the tie.
14. The improvement of claim 12, wherein the compostable material is a polymeric resin.
15. The improvement of claim 12, wherein the compostable material is a polylactide resin.
16. The improvement of claim 12, wherein a wall thickness of the tie is less than 1.3 mm throughout the body of the tie.
17. In a tie that includes an elongated strip having a head end and tail end with a body between the head end and the tail end, the body having ratchet teeth on at least one side thereof and the head end having a hole therethrough and further having a pawl extending into the hole to engage the ratchet teeth of the body when the tail and body are inserted through the hole in the head end so as to form a loop with the tie, the improvement wherein the tie is composed of a compostable material in which at least 90 percent of the compostable material of the tie is degradable in a commercial composting unit within 180 days and wherein a wall thickness of the tie is less than 1.3 mm throughout the body of the tie to improve compostability.
Description:
CROSS-REFERENCE TO RELATED APPLICATION
[0001] This application is a continuation application of U.S. Non-provisional patent application Ser. No. 12/712,565 filed Feb. 25, 2010 which claims the benefit of U.S. Provisional Application No. 61/155,394 filed Feb. 25, 2009. The contents of these applications are incorporated by reference for all purposes as if set forth in their entirety herein.
STATEMENT CONCERNING FEDERALLY SPONSORED RESEARCH OR DEVELOPMENT
[0002] Not applicable.
FIELD OF THE INVENTION
[0003] This invention relates to ties.
BACKGROUND OF THE INVENTION
[0004] Cable ties or zip ties are common household items typically sold in hardware stores that are used for not only tying bundles of cables, but for many other purposes. A typical tie is a plastic molded elongated strip that has an enlarged head at one end, a tapered tail at the other end, and a body of generally constant rectangular cross section in between. The head end has a hole with a pawl in it, and the body has ratchet teeth on one or both surfaces so that when the tail is inserted through the hole in the head, so as to form a loop with the tie, the pawl engages the ratchet teeth to prevent reverse movement of the body through the hole in the head. That way, the cable tie can be tightened around a bundle or other thing but not loosened. As used herein, "cable tie" does not denote a tie that is used only to tie cables, but that may be used to tie anything.
[0005] A major market differentiator of cable ties has been the ability of the cable ties to withstand high tensile loads. At high tensile loads, either the engagement of the pawl and the ratchet teeth may break or a portion of the body may fracture thereby releasing the bundled items. To meet the requirements of the most extreme applications, the body and tail of the cable ties are conventionally injection molded from a nylon material. Nylon material is sufficiently strong such that, for most applications, the bundle will be well-secured.
SUMMARY OF THE INVENTION
[0006] Because nylon is an excellent material for the most extreme bundling applications and the processing of nylon is well known, virtually all ties are made of nylon regardless of whether the actual application demands it. One of the downsides to nylon is that nylon does not quickly degrade or compost. Although the size of ties is relatively small and, when disposed of, they do not constitute a particularly high volume in a landfill, a commercial compost factory, or a residential compost heap this inability to quickly break down or compost may be problematic.
[0007] For instance, given their ability to quickly bundle items together, ties are in many ways ideal for many gardening or landscaping uses. However, once the tie is severed to unbundle the items, the severed tie often falls to the ground. Given the small size of the severed tie, the tie is often lost or ignored rather than retrieved and thrown away. As conventional ties do not break down, over time the fragments of severed ties may accumulate in a high use area such as a garden and prove difficult to clean up.
[0008] The present invention provides a compostable tie that is well-suited for these kinds of outdoor applications. By molding the tie from a compostable or a biodegradable polymeric material, the ties may be compostable either in a personal or commercial compost environment. Further, these ties may be used in other indoor applications that do not require high tensile load bearing ability.
[0009] Some structural modifications may be made to the tie to improve the manufacture, flexibility, and compostability of the tie. For example, the apertures may be strategically located to improve the rate of degradation of material upon composting the tie. The formation of apertures also removes unnecessary material from the tie for a cost savings. As compostable resins are not as flexible as nylon, the compostable tie may also be formed to include a series of living hinges that provides the tie with the flexibility to bend into a loop and with a reduced cross section which facilitates degradation.
[0010] Additionally, the tie may be formed with an aperture in the tail end of the body. This aperture makes it easier to get the tail started and inserted through the hole in the head end. In addition, the aperture provides a place to tie a string if there was a need for a string, or a place to hang the tie from, either in its straight condition, or after it is made into a loop. A label or tag may be attached to this aperture, such as the label for a particular variety of plant or flower.
[0011] In a preferred form, the aperture is provided in a shape that is generally the same shape as the outer periphery of the tie at the tail end. This shape can be used to create a relatively thin thickness of the plastic material of the tie between the outer periphery of the tail end and the aperture with the thin thickness of material being flexible itself, so it can flex inwardly into the aperture. Thereby inserting the tail end into the hole in the head is made easier.
[0012] In addition, the aperture is preferably made large enough so that after the tip of the tail is inserted into the head past the pawl, the pawl is received in the aperture and does not interfere with continued insertion of the tail into the head, until the pawl is moved out of the aperture.
[0013] The foregoing and other objects and advantages of the invention will appear in the detailed description which follows. In the description, reference is made to the accompanying drawings which illustrate a preferred embodiment of the invention.
BRIEF DESCRIPTION OF THE DRAWINGS
[0014] FIG. 1 is a perspective view of a typical tie incorporating the invention;
[0015] FIG. 2 is another perspective view from a different perspective;
[0016] FIG. 3 is another perspective view from a different perspective;
[0017] FIG. 4 is a front plan view of the tie;
[0018] FIG. 5 is a rear plan view of the tie;
[0019] FIG. 6 is a detailed perspective view of the tail end of the tie;
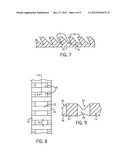
[0020] FIG. 7 is a side cross sectional view of the body of an alternative tie;
[0021] FIG. 8 is a top plan view of a body of yet another tie with a ladder-like form including apertures formed in the body;
[0022] FIG. 9 is a side cross-sectional view taken through line 9-9 of FIG. 8; and
[0023] FIG. 10 is a perspective view of a beaded tie.
DETAILED DESCRIPTION OF THE PREFERRED EMBODIMENT
[0024] Referring to FIGS. 1-6, a tie 10 of the invention is generally a solid elongated strip of plastic with a head 12 at one end, a tail 14 at the other end, and a solid body 16 in between the head 12 and tail 14. The head end 12 includes a hole or eye 18 and a pawl 20 is molded as part of the tie 10 in the hole 18. In addition, engagement teeth 22 can be provided on the opposite side of the hole 18 from the pawl 20. The pawl 20 is like a small leaf spring that engages ratchet teeth 24 of the body 16, which may be on one or both sides of the body (see e.g., U.S. Pat. No. 5,664,294, commonly owned herewith, which is hereby incorporated by reference for its disclosure of tie structures that may be used with the present invention). The teeth 24 are ramped on their leading side and squared off on their trailing side so that once they pass by the resilient pawl 20, the pawl 20 engages the squared-off side and prevents the body 16 from being pulled out of the head 12. Both the front and rear sides of the body 16 can be provided with teeth, one set to engage the pawl 20 and the other set to engage the teeth 22 in the hole 18. The difference between the tie 10 and typical prior art ties is that the tie 10 has an aperture 30 in the tail end 14. The aperture 30 goes all the way through the tie 10 in the direction of the thickness of the tie 10 and is of the same shape as the outer perimeter of the tail end 14. The aperture 30 ends at a proximal end 32 that is adjacent to the body 16 and extends to a distal end 34 that is spaced by the thickness of tail web 36 from the extreme distal end of the tail 14. The tail web 36 is of constant width from the proximal end 32 all the way around the aperture 30. The tail web 36 is relatively flexible in that it can be flexed inwardly and pinched into the area of the aperture 30 so that it is easy to deform as it is inserted into the hole 18, but it has sufficient rigidity to be pushed past the pawl 20. Once the end 34 clears the pawl 20, it can be pushed through the hole 18 with essentially no resistance until the pawl 20 reaches the end 32. In addition, once the end 34 is pushed past the pawl 20, there is some resistance to pulling the tail end 14 out of the hole 18 which is desirable. The sides 38 and 40 of the aperture 30 are spaced further apart adjacent to the proximal end 32 and closer together adjacent to the distal end 34, as is the outer perimeter of the tie in those areas. This tapering also facilitates insertion of the tail 14 into the head 12.
[0025] A tie of the invention could be made of moldable materials that are biodegradable or compostable, such as plastarch material (PSM). PSM is a biodegradable, thermoplastic resin. It is composed of starch combined with several other biodegradable materials. The starch is modified in order to obtain heat-resistant properties, making PSM capable of withstanding high temperatures. PSM is commercially available and is stable in the atmosphere, but biodegradable in compost, wet soil, and activated sludge where microorganisms exist. In some specific forms, it has a softening temperature of about 257° F. (125° C.) and a melting temperature of 313° F. (156° C.). Some PSM may be hygroscopic and need to be dried in a material dryer at 150° F. (66° C.) for five hours or 180° F. (82° C.) for three hours. For injection molding and extrusion the barrel temperatures should be at 340°+/-10° F. (171° C.) with the nozzle/die at 360° F. (182° C.). PSM can also be disposed of through incineration, resulting in non-toxic smoke and a white residue which can be used as fertilizer.
[0026] Other biodegradable or compostable materials for use in the compostable tie include polylactic acid or polylactide (PLA) resins. PLA is a thermoplastic which is derivable from corn starch or cane sugar. By bacterial fermentation of corn starch or sugar cane, lactic acid is produced which is then oligomerized and cayalytically dimerized to form a cyclic lactic monomer. These monomers then, undergo a ring-opening polymerization using, most commonly, a stannous octoate catayst to form the polylactide. The amount of amorphous and crystalline phases present in the resultant polymer, and thus the mechanical and thermal behavior of the resultant resin, may be adjusted by controlling the ratio of L and D enantiomers of lactide used in forming the PLA resin.
[0027] According to the ASTM 6400 test standards, a compostable plastic material is a plastic that undergoes degradation by biological processes during composting to yield CO2, water, inorganic compounds, and biomass at a rate consistent with other known compostable materials and leaves no visible, distinguishable or toxic residue. To classify as compostable under the EN 13432 industrial standard, 90 percent or more of the material in question must degrade in a commercial composting unit within 180 days. As of the date of filing of this application, the Biodegradable Products Institute currently certifies 20 resins as compostable for different purposes. Based on the wall thickness of approximately 1.3 mm for the body of a tie, some examples of certified compostable resins which may be preferable for ties include resins available from Cardia Bioplastics Limited of Mulgrave, Australia (Cardia Compostable B-MT02) and Cereplast, Inc. of Hawthorne, Calif. (Cereplast Compostable 1013).
[0028] It should be appreciated that there are significant tradeoffs and compromises involved in moving from a nylon material to a compostable material that presents serious structural and manufacturing challenges. Simply put, for many of the reasons that will be described below, a compostable or biodegradable material is not substitutable with a nylon material.
[0029] As mentioned above, the tensile strength of many biodegradable or compostable resins is significantly less than that of nylon. One of the factors that determines the maximum load of the tie is the thickness dimension of the body of the tie. Thus, to improve the load-bearing capability of the tie there is some benefit to increasing the cross-sectional area of the body of the tie.
[0030] However, the thicker the body, the longer it takes to break down the material during composting. A thin-walled part will degrade more quickly than a thick-walled part because for a thin-walled part it does not take as long for moisture and microbes to penetrate into the body. Thus, to improve compostability of the tie, it would also be preferable to make the part thin.
[0031] Further, in comparison to nylon, compostable resins are not as flowable. For materials such as nylon, there is a large range of temperatures at which the nylon is fluid and further increasing the temperature will increase the flowability of the nylon material. However, for biodegradable or compostable resins, further heating of the material may result in the decomposition of the resin and there is little flow response to heat. Thus, during injection molding, the reduced flowability of compostable resins may require additional measures to ensure the mold fills quickly and completely before the liquid resin solidifies.
[0032] Thus, depending on the particular biodegradable or compostable resin being used, the dimensions or structure of the tie may need to be altered and/or the mold or injection molding process may need to be modified. For example, the mold may be heated to maintain the resin at a flowable temperature (but below a degradation temperature) as the resin is injected into the mold. Further, the mold may include more than one point of injection or injection pressures may be increased to ensure that the entire mold cavity is filled.
[0033] Yet another problematic aspect of processing biodegradable or compostable resins is obtaining sufficient post-molding flexibility. Whether the tie is made of nylon or a compostable resin, immediately after molding, ties are too brittle to bend to form a tight or small loop. After molding, nylon ties are typically exposed to a moist or humid environment for some length of time to allow the material to absorb moisture. This moisture imparts the necessary flexibility to the nylon material so that the tie may be bent to form a tight or small loop during use. However, with biodegradable or compostable resins, exposure to a moist or humid environment does not impart sufficient flexibility.
[0034] To impart the flexibility into a compostable tie, the structure of the tie may be altered to include more thin sections that can be more easily plastically deformed. Referring now to FIG. 7, one potential modification to the tie is shown in which the body of the tie is altered to be a series of living hinges at the troughs 42 of the ratchet teeth 43. The distance 44 between the troughs 42 of the ratchet teeth 43 and the bottom surface 46 is selected for the particular compostable resin such that the thin section behaves as a living hinge, providing the flexibility for the body of the tie to be bent. In some forms, the bottom surface 46 will include grooves that align with the troughs 42 to further reduce the thickness at each hinge and to provide improved clearance during flexure. With this construction, the trough of each ratchet tooth 43 provides a line of flexibility. Further, although traditional ties may have thick sections on each of the lateral sides to improve the maximum load of the tie, when the multiple living hinge configuration is being used, it may be preferable to not include the thick sections such that the cross section shown in FIG. 7 is the side cross section taken anywhere across the width of the body, i.e., the teeth 43 extend all of the way across the width of the tie.
[0035] In an alternative form, the top surface of the body of the tie may have a knurled pattern to provide living hinges extending widthwise over the body and to further provide some torsional flexibility.
[0036] Referring now to FIGS. 8 and 9, another way of imparting flexibility while maintaining excellent compostability may be to provide a ladder-like body with living hinges between widthwise rungs. A number of apertures 48 are formed between two laterally extending sides 50 having widthwise extending rungs 52 which connect the sides 50 to one another. A living hinge 54 may be formed in the lateral sides 50 between each of the rungs 52 and on the lateral sides of the apertures 48 to provide flexibility to the body of the tie. During use, when the tail is fed through the opening at the head, the pawl then engages one of the rungs 52 to hold the tie in place. Then upon composting, the thinnest sections at the living hinges 54 quickly degrade separating the rungs. As the rungs have a comparatively small cross section, they too will be able to quickly degrade in comparison to a solid tie body.
[0037] Referring now to FIG. 10, another beaded tie 60 is shown. The beaded tie 60 includes a head 62 disposed at one end of a beaded body 64. The beaded body 64 includes a string-like portion 66 which extends from the head 62 to a tail end 68 and has a plurality of spaced spherical beads 70 integrally molded thereon. A loop may be formed by passing the tail end 68 of beaded body 64 through an aperture 72 in the head 62.
[0038] The aperture 72 includes a wide section 74 sized such that when the tail end 68 is inserted into the aperture 72, the beads 70 may pass through the wide section 74. The aperture 72 also includes a narrow section 76 connected to the wide section 74. The narrow section 76 is sized such that, when the beaded body 64 is inserted into the wide section 74 and then displaced into the narrow section 76, the narrow section 76 prevents the substantial further movement of the beaded body 64 through the head 62. The restriction of movement is obtained by sizing the narrow section 76 to receive the string-like portion 66 of the beaded body 64, but to be so narrow as to prevent the passage of the beads 70 past the narrow section 76.
[0039] The aperture 72 is oriented so the wide section 74 is located proximate the body 64 and the narrow section 76 is located away from the body 64. By orienting the aperture 72 in this manner, as the loop formed in the beaded tie 60 may have a tendency to want to open outward, the beaded body 64 will be continually urged into a temporarily locked position. To unlock the beaded tie 60, the beaded body 64 may be moved from the narrow section 76 back into the wide section 74 of the aperture 72 after which point the beaded body 64 may be withdrawn from the aperture 72. As the beaded tie 60 may be unlocked and the beaded body 64 removed from the aperture 72, the beaded tie 60 may be non-destructively undone and may be reused multiple times.
[0040] As with the other ties described above, the beaded tie 60 may be molded using a compostable plastic material or resin. Given many of the issues identified above with imparting flexibility to the as-molded tie, the string-like structure of the beaded body 64 may be advantageous to provide a small cross-sectional area for these linkages between the beads 70. Further, during composing, the string-like portion 66 will be among the first portions to degrade, resulting in the separation of the beads 70 from one another.
[0041] It will be appreciated that the aperture on the tail end of the tie may also be incorporated in a standard nylon tie to provide a structure for hanging the tie or to reduce the volume of material needed to produce the tie, thus saving cost over large production volumes of ties or to provide a place to tie a string.
[0042] Preferred embodiments of the invention have been described in considerable detail. Many modifications and variations to the preferred embodiments described will be apparent to a person of ordinary skill in the art. Therefore, the invention should not be limited to the embodiments described.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2010-08-26 | Compostable tie |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2014-09-18 | Hose clamp |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2015-01-29 | Shore power cord set |
| 2013-11-21 | Knockout driver apparatus |
| 2013-09-19 | Portable cable puller |
| Top Inventors for class "Buckles, buttons, clasps, etc." | |
| Rank | Inventor's name |
|---|---|
| 1 | Keiichi Keyaki |
| 2 | Andreas Hörtnagl |
| 3 | Toshio Iwahara |
| 4 | Joachim Fiedler |
| 5 | Allison S. Conner |