Patent application title: GLOVE HAVING REGION OF BOTH HIGH COEFFICIENT OF FRICTION AND HIGH PERMEABILITY TO AMBIENT AIR
Inventors:
John Cabauy (Miami, FL, US)
Peter Cabauy (Miami, FL, US)
IPC8 Class: AA41D1900FI
USPC Class:
2167
Class name: Hand or arm coverings gloves materials
Publication date: 2012-12-27
Patent application number: 20120324623
Abstract:
A hand covering. The hand covering has at least a portion of a gripping
region comprising a first material having a first air permeability and a
first coefficient of friction when gripping an article, the first
material defining openings therein, other regions of the hand covering
except the gripping region comprising a second material having a second
coefficient of friction when gripping the same article and a second air
permeability lower than the first air permeability, wherein the second
air permeability lower than the first air permeability allows a user's
perspiration to be more easily removed through the gripping region than
through the other regions, wherein the first coefficient of friction is
greater than the second coefficient of friction, and wherein the openings
in the first material occupy between about 20% and 60% of an area of the
first material.Claims:
1. A hand covering comprising; at least a portion of a gripping region
comprising a first material having a first air permeability and a first
coefficient of friction when gripping an article, the first material
defining openings therein; other regions of the hand covering except the
gripping region comprising a second material having a second coefficient
of friction when gripping the same article and a second air permeability
lower than the first air permeability; wherein the second air
permeability lower than the first air permeability allows a user's
perspiration to be more easily removed through the gripping region than
through the other regions; wherein the first coefficient of friction is
greater than the second coefficient of friction; and wherein the openings
in the first material occupy between about 20% and 60% of an area of the
first material.
2. The hand covering of claim 1 wherein the first and second air permeabilities are responsive to one or both of characteristics of the first and second materials, size of openings defined in the first material and a percentage of an area of the first material occupied by the openings.
3. The hand covering of claim 1 wherein the first material comprises a mesh material.
4. The hand covering of claim 3 wherein the mesh material comprises a core material and a coating layer disposed thereon, wherein the coating layer substantially determines the first coefficient of friction.
5. The hand covering of claim 3 wherein the mesh material comprises different aperture patterns, aperture sizes, thread sizes or thread types in different areas of the gripping region and wherein the mesh material comprises one or more of a warp knitted material, a weft knitted material, a woven material, polyester, nylon, polyethylene, polypropylene, cotton or acrylic.
6. The hand covering of claim 3 wherein the mesh material defines a repeating or a non-repeating pattern of openings.
7. The hand covering of claim 3 wherein the mesh material comprises a yarn, fiber, filament or thread having the first coefficient of friction.
8. The hand covering of claim 1 wherein openings in the first material occupy about 40% of the area of the first material.
9. The hand covering of claim 1 wherein the first coefficient of friction is greater than about 0.2.
10. The hand covering of claim 1 wherein a wearer's hand skin is visible through the openings in the first material.
11. The hand covering of claim 1 wherein a coefficient of friction between the first material and a wearer's hand is greater than about 0.2.
12. The hand covering of claim 1 wherein the mesh material comprises a core material and a coating layer disposed thereon, wherein the coating layer is disposed on one or both surfaces of the mesh material.
13. The hand covering of claim 1 wherein the first material comprises a mechanically constructed mesh material comprising textile threads configured to form the mesh material.
14. The hand covering of claim 1 further comprising a liner layer having a first mesh surface in contact with the first material and a breathable padding layer in contact with a wearer's hand.
15. The hand covering of claim 14 wherein the first mesh surface defines openings therein smaller than the openings of the first material.
16. The hand covering of claim 1 wherein the gripping region comprises one or more of a palm region, one or more finger regions and a thumb region.
17. The hand covering of claim 1 wherein the gripping region comprises a patch region, wherein the coefficient of friction of the patch region is greater than regions surrounding the patch region.
18. The hand covering of claim 1 wherein the openings are between about 0.1 mm and 5 mm.
19. The hand covering of claim 1 further comprising a spacer fabric in the gripping region.
20. A glove comprising: gripping and non-gripping regions; a first air permeability and a first coefficient of friction in the gripping region; a second air permeability and a second coefficient of friction in the non- griping region; and the first air permeability greater than second air permeability and the first coefficient of friction greater than the second coefficient of friction.
Description:
REFERENCE TO RELATED APPLICATIONS
[0001] This application is a continuation-in-part application claiming the benefit of the patent application filed on Mar. 28, 2008 and assigned application Ser. No. 12/058,643, which claims the benefit under 35 U.S.C. 119(e) of the provisional application filed on Mar. 28, 2007 and assigned application No. 60/908,674; application Ser. No. 12/058,643 is further a continuation-in-part application claiming the benefit of the patent application filed on Jun. 15, 2006 and assigned application Ser. No. 11/424,363 now abandoned, which claims the benefit, under 35 U.S.C. 119(e), of the provisional patent application filed on Jun. 15, 2005 and assigned application No. 60/690,782.
FIELD OF THE INVENTION
[0002] The present invention relates generally to a glove and specifically to a glove having improved breathability and user grip in the palm region of the glove.
BACKGROUND OF THE INVENTION
[0003] The palm region of gloves for sports, work and other activities is often made of high coefficient of friction (COF) material to enhance the user's grip. Some examples of such high COF materials include acrylics, latex, leather, nitrile, polyurethane, polyvinyl chloride (PVC), rubber, silicon, synthetic leather and vinyl. Unfortunately, these materials are intrinsically impervious to moisture and air circulation in the palm region, thereby trapping the users' sweat and heat generated by the user's hand within the glove. This problem is compounded by the fact that one of the highest concentrations of sweat glands in the human body is located in the palms of the hands. Gloves constructed from solid cloth-like breathable fabric materials with a high impedance to air flow are known. It is therefore desired to reduce this air flow impedance.
[0004] Those skilled in the art have attempted to alleviate sweat build up and heat entrapment in the palm region of the glove using a variety of glove materials and designs. In one example, combinations of breathable fabrics (which are known to have a relatively low COF) are strategically placed in areas of the glove not requiring a high gripping-force surface.
[0005] In other gloves direct ventilation areas are created through pinhole or microscopic perforations on the backside of the glove, in the area between the fingers or to a lesser extent in the palm and palm-finger areas. Such pinhole perforations may not provide sufficient air flow to remove entrapped sweat and/or may not be located in desired glove areas to effectively reduce accumulated palm and hand moisture.
[0006] The breathable fabrics used in gloves are typically low COF materials that are knitted, woven or non-woven and are made of natural and synthetic fibers and yarns. These low COF materials are not suitable for the palm region of the glove if a good grip is desired.
[0007] One example of a highly breathable fabric that can be used for gloves and other articles of clothing (e.g. sneakers and traffic safety vests) is a mesh fabric, also referred to as simply mesh. Meshes are knitted or woven and made of natural and/or synthetic fibers and yarns. They provide excellent breathability due to their screen-like architecture that provides easy passage for air flow due to the visible repeating pattern of apertures throughout the material, Disadvantageously, the mesh fabrics have a low coefficient of friction and therefore provide a relatively poor gripping surface.
[0008] Currently it is known in the art to use a class of mesh fabrics known as warp knitted mesh made of polyester or nylon for work or sports gloves. Patches of this mesh may be sewn on to the backside of the glove and/or between the fingers. The glove offers optimum ventilation in those areas due to the screen- like porosity of the mesh fabric's apertures. As noted above, other breathable fabrics used in gloves, such as knitted cotton, polyester, rayon, and other combination fabrics are porous but do not provide the same degree of breathability as a mesh fabric, since these fabrics present a significantly higher impedance to air flow due to their smaller apertures. In either case, the low coefficient of friction remains problematic.
[0009] Those skilled in the art have attempted to use mesh fabrics in the palm region of gloves due to its high breathability, but these attempts have not met with success due to the low COF grip of the mesh fabric. In the few cases where mesh fabrics are used in the palm region (e.g. cyclist gloves, lacrosse gloves and women's weight training gloves), their use has been limited only to small patches of mesh, with the remainder of the palm area comprising a less breathable but high grip (i.e., high COF) material. Thus these glove designs attempt to mitigate the need for high grip and high breathability by placing the mesh in areas of the palm where the need for a strong gripping force is less.
BRIEF DESCRIPTION OF THE DRAWINGS
[0010] The present invention can be more easily understood and the advantages and uses thereof more readily apparent when the following detailed description of the present invention is read in conjunction with the figures wherein:
[0011] FIGS. 1 and 2 illustrate gloves constructed according to different embodiments of the present invention.
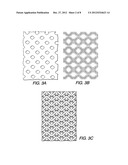
[0012] FIGS. 3A, 3B and 3C illustrate different mesh materials for use in the gloves of FIGS. 1 and 2.
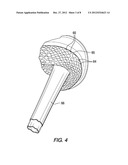
[0013] FIGS. 4 and 5 illustrate a section of a glove of the present invention gripping a golf club shaft.
[0014] FIG. 6 illustrates the air flow and sweat absorption mechanism of certain glove embodiments according to the present invention.
[0015] FIG. 7 illustrates the air flow and sweat absorption mechanism of an embodiment having an inner liner.
[0016] FIG. 8 illustrates an embodiment of the present invention using a spacer fabric construction.
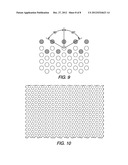
[0017] FIG. 9 illustrates a die pattern for use in forming openings in a material for use with the glove of the present invention.
[0018] FIG. 10 illustrates a mesh pattern formed using the die pattern of FIG. 9.
[0019] In accordance with common practice, the various described device features are not drawn to scale, but are drawn to emphasize specific features relevant to the invention. Like reference characters denote like elements throughout the figures and text.
DETAILED DESCRIPTION OF THE INVENTION
[0020] Before describing in detail the exemplary methods and apparatuses related to a glove having both desired gripping and breathability properties, it should be observed that the present invention resides primarily in a novel and non-obvious combination of elements and process steps. So as not to obscure the disclosure with details that will be readily apparent to those skilled in the art, certain conventional elements and steps have been presented with lesser detail, while the drawings and the specification describe in greater detail other elements and steps pertinent to understanding the invention.
[0021] The following embodiments are not intended to define limits as to the structure or method of the invention, but only to provide exemplary constructions. The embodiments are permissive rather than mandatory and illustrative rather than exhaustive.
[0022] It is known that the coefficient of friction between two surfaces is determined by the material comprising each of the two surfaces. When referred to herein, a high or a low coefficient of friction material surface (or a high or a low COF value) refers to a first material surface that when placed in contact with a second material surface, (e.g., for gloves that are typically worn for gripping or grasping, the second material surface comprising a golf club shaft or a hammer handle, for example) exhibits a coefficient of friction of greater than about 0.2. A glove with leather, synthetic leather, nitrile or a form of rubber in the gripping or grasping region (typically the hand palm region) exhibits a COF of between about 0.3 and 1.0 when in contact with metal, wood or glass.
[0023] Prior art gloves are fabricated to provide suitable gripping surfaces without considering the inherent conflict between suitable gripping surfaces and removal or evaporation of perspiration. This disadvantage is further exacerbated because glove surfaces where the highest gripping forces are desired (the palm of the hand) also cover the hand surfaces that produce the most perspiration. Prior art gloves generally favor increased griping forces at the expense of maintaining dry hands. The present invention accomplishes both objectives.
[0024] The present invention achieves these objectives by teaching that perspiration can be adequately removed from the inside palm/grip region of a glove (i.e., a hand covering) consistent with providing a grip suitable for a desired use or application of the glove. Specifically, the invention relates to a glove that facilitates greater air circulation (air permeability) and sweat evaporation in the palm and/or finger grip areas while maintaining an excellent gripping force using a high COF material (e.g., a mesh) in the same areas. Thus the present invention provides the dual (and conflicting) features of a high coefficient of friction in the gripping region plus high air permeability (or breathability) in the same region. Achieving both of these objectives (e.g., high COF and high air permeability) produces an unexpected result given that in the prior art these are conflicting objectives.
[0025] The size of the openings of the present invention (i.e., the openings covering about at least 40% of the palm region and/or finger grip areas according to one embodiment) provides effective air permeability and evaporation of hand perspiration from the skin surface in the gripping region. But such a large open area suggests, before the advent of the present invention, a low COF in the gripping region, which, of course, is the region where a high COF is desired. In one embodiment the opening size is sufficient to see the wearer's hand skin.
[0026] Pin-hole openings, which are not considered a mesh material, that are present in prior art gloves provide good gripping action, but do not permit suitable evaporation of sweat from the palm due to the small area of each pinhole and thus their low air permeability. The glove of the present invention provides the unexpected result of excellent air permeability and/or breathability, and thus effective perspiration evaporation in the gripping region, and excellent gripping ability material in the same gripping region.
[0027] The process by which sweat is evaporated from the hand, including the palm region, is referred to as convection. Air circulates around the hand and carries the heat away. This is the transfer of heat from a region of higher heat (e.g., the gloved hand) by the circulation or movement of a liquid or a gas to a region of lower heat. Also, evaporation carries away heat because there is a latent heat required to induce evaporation.
[0028] A user wearing a glove of the present invention e.g., a high COF mesh material in the gripping regions, experiences a cooling effect in the gripping region that feels like both convection and evaporation of sweat from the gripping region.
[0029] Breathability is the ability of a fabric to allow moisture vapor to be transmitted through the material. Air permeability is the ability of a fabric to allow air to pass through it. Although air permeable fabrics tend to have relatively high moisture vapor transmission characteristics (i.e., high breathability), it is not necessary that a fabric be considered breathable for that fabric to be also considered air permeable. Both breathability and air permeability of a fabric can be quantified. One objective of the present invention is to increase one or both of breathability and air permeability of a glove.
[0030] A glove of the present invention comprises a palm area surface formed partially or completely from a knitted or a woven mesh material, fabric, textile or cloth (referred to herein as a mesh). Those skilled in the art recognize that various processes (including both knitting processes and weaving processes) can be used to form a mesh suitable for use according to the teachings of the present invention. Generally, a knitted material comprises substantially parallel courses of natural or synthetic yarn, fiber, filament, textile or any knittable product joined by interlocking loops, including interlocking knots. Generally, a woven material comprises two sets of natural or synthetic yarn, fiber, filament, textile or any weavable product that are combined or interlaced to form a cloth-like material.
[0031] A mesh material suitable for use with the glove of the present invention can be formed by knitting, weaving, or a molding or extrusion process.
[0032] According to the present invention, hand perspiration and moisture is transferred and vented from the palm through a plurality of holes or apertures in the mesh. According to a first embodiment a material from which the mesh is formed provides a high coefficient of friction surface. According to a second embodiment a mesh is formed from a material with a lower coefficient of friction (referred to as a core material) and is treated (either before or after the mesh is formed) with a coating to provide a high coefficient of friction surface while maintaining a plurality of holes within the mesh to provide suitable air permeability or breathability.
[0033] FIG. 1 illustrates a glove 20 comprising a gripping surface 22 further comprising a palm region 24, finger regions 26 and a thumb region 28. Generally, these are considered gripping regions of the glove 20 since the gloved hand contacts a griped or grasped object in these regions. The gripping surface 22 comprises a mesh material that provides a relatively high COF when a gloved hand grasps and therefore contacts an object with which it is intended to be used. The mesh material permits the user to maintain a firm grip on the object while also providing suitable air permeability or breathability.
[0034] A specific COF value is dependent on the material employed in the glove gripping region, the material of the object that is grasped and the conditions of the interface surface (e.g., wet, dirty). In any case, the mesh material, the item grasped and the grasping force should provide a sufficiently high COF such that the user can maintain a firm grip on the object for completing the desired task, while the openings in the mesh allow for the evaporation of sweat from the palm area COF values greater than about 0.2 should be capable of providing a sufficiently firm grip by the user.
[0035] A FIG. 2 embodiment of a glove 40 comprises a gripping surface 42 further comprising the palm region 24 and partial finger and thumb regions 46 and 48, respectively. In one embodiment the gripping surface 42 comprises a mesh material as described herein.
[0036] In one embodiment, the gripping surface 22 or 42 comprises a mesh material having a relatively high COF. Generally, a non-mesh material used in the regions 22 or 42 is regarded as non-permeable or at least having a lower air permeability characteristic than the mesh material and thus is not as effective in the evaporation of the wearer's perspiration.
[0037] In other embodiments, the high COF material region is reduced in size from the gripping surface 42, with portions of the palm region 24, the finger regions 26 and/or the thumb region 28 comprising relatively low COF material, i.e., having a COF lower than the COF of the relatively high COF mesh. Also in different embodiments different regions of the gripping surface 42, the palm region 24, the finger regions 26 and the thumb region 28 comprise the mesh or non-mesh high COF material or a low COF material. For example, in one embodiment one of the finger regions 26 comprises the high COF mesh material and the remaining finger regions 26, the palm region 24 and the thumb region 28 comprise a high COF non-mesh material. The non-mesh material is not as effective as the mesh material in removing perspiration from the wearer's hand.
[0038] One embodiment of the present invention comprises a glove region having a high COF impermeable patch for reinforcing high-wear areas, such as the palm area next to the thumb or finger areas, with the remaining finger regions 26, the palm region 24 and the thumb region 28 comprising the low COF material. Thus it is not necessary for a high COF mesh to cover the entire palm area according to the present invention.
[0039] Thus in different embodiments different ones of the palm region 24, the finger regions 26 and the thumb region 28 comprise high COF mesh material, low COF material or high COF, non-mesh material depending on the intended use for the glove and the desired amount of air permeability and breathability.
[0040] In the various described glove embodiments a composition of the glove backside material is not relevant to the inventive features and can therefore comprise any common glove material, cloth, fabric, etc.
[0041] Candidate mesh fabric materials for use as the gripping surface are constructed using known processes (e.g. warp knitting, weft knitting, woven etc.) and made of known materials (e.g., polyester, nylon, polyethylene, polypropylene, cotton, acrylic etc.). Suitable mesh fabrics are available from Apex Mills of Inwood, N.Y.; Fablok Mills, Inc. of Murray Hill, N.J. and Gehring Textiles, Inc. of Garden City, N.J.
[0042] Suitable mesh fabrics comprise a repeating or random pattern of relatively closely spaced holes/apertures/openings for providing the desired features. See FIGS. 3A, 3B and 3C. FIG. 3A illustrates substantially square mesh apertures and FIG. 3B illustrates elliptical mesh apertures. The thread knitting or weaving density is greater in the mesh fabric of FIG. 3A than that of FIG. 3B. In FIG. 3C a mesh fabric with varying aperture shapes and sizes repeats across the mesh fabric intermediate a zigzag knitting pattern. Other shaped apertures are also suitable, including for example, round, oblong, hex, square, diamond, elliptical and rectangular.
[0043] The gripping region can comprise a single mesh aperture pattern and aperture size formed from a single thread size and type. Alternatively, different aperture patterns, aperture sizes, thread sizes and types can be used in different portions of the gripping region. Thread types and sizes can be chosen to provide mesh fabric properties that are easy to integrate into the glove and comfortable for the user to wear. For example, threads may be chosen to be thicker for high durability and padding in work gloves, while thinner threads may be chosen for a more tactile skin feel in sports gloves.
[0044] Aperture sizes with openings ranging from about 0.1 millimeters long to about 5 millimeters long are all suitable for use with the present invention. Generally, the length dimension referred to in the immediately preceding sentence refers to a longest dimension of the opening. In lieu of considering opening sizes, one can consider the percentage of open area in the mesh. The inventors have discovered through experimentation that a mesh surface comprising between about 15% and 80% open areas provides a suitable compromise between grip-ability and heat release/sweat evaporation. With 50% open area the wearer may be able to actually feel convection/evaporation action.
[0045] Generally the larger aperture sizes are for use with thicker mesh materials. For example, a glove constructed from a padding material of about 1/2'' for handling hot objects may have larger openings.
[0046] Variously shaped apertures are also suitable, including for example, round, oblong, hex, square, diamond, elliptical and rectangular. One example of an untreated mesh fabric for use with the glove of the present invention comprises a warp knitted mesh made of nylon thread (resulting in a nylon mesh material) with a thickness of about 0.013 inches, weighing about 2.2 ounces per square yard and having roughly 7-8 apertures per linear inch or per square inch. In another embodiment, the mesh material comprises up to about at least 100 apertures per inch. In still another embodiment the mesh material comprises less than about 30 apertures per inch.
[0047] Preferably, one embodiment of the present invention comprises a mesh material formed from a high COF yarn, fiber, filament or thread.
[0048] In another embodiment a mesh fabric formed from a material with a relatively low COF (referred to as a core material) is treated by coating processes representative of those used to make synthetic/imitation leather, vinyl and other coated textiles to enhance or increase the mesh material's COF. An untreated mesh fabric may be purchased from Apex Mills of Inwood, N.Y. The untreated fabric comprises a warp knitted material of nylon thread with a thickness of about 0.013 inches, weighing about 2.2 ounces per square yard and having roughly 7-8 apertures per linear inch or about 40 apertures per square inch.
[0049] Some high COF coatings that may be used to increase the mesh material's COF are the following: acrylic, latex, nitrile, polyurethane, rubber, PVC, silicon elastomer, vinyl, compounds used for making synthetic/imitation leather or compounds and combinations of compounds that yield a high COF surface. Certain of these high COF coating materials may be purchased from Dow Corning of Midland, Mich.
[0050] Coating thicknesses according to the present invention vary depending on the intended glove application. For instance, thinner coatings tend to retain the original mesh substrate properties, such as flexibility and tensile strength. Also, relatively thin coatings do not substantially reduce the aperture (opening) size. Thicker coatings can increase padding (cushioning) between the user's hand skin and the object as well as provide more protection from abrasion and the elements when the glove is worn. However, such a relatively thicker coating tends to reduce the aperture size and thus the air permeability. It is preferable that the aperture size of the coated mesh material be within the approximate range of about 0.1 millimeters to about 5 millimeters.
[0051] Certain mesh coatings may absorb and/or retain moisture and thus can absorb or retain the wearer's sweat. Other materials are hydrophobic and therefore have a lower tendency to absorb moisture.
[0052] Generally, according to the various embodiments of the invention the sweat will be evaporated and the wearer's hand maintained at a relatively cool temperature due to a combination of evaporation and convection. Depending on material characteristics, the material may also wick some of the user's perspiration. Also, the coating thickness affects the air permeability of the glove. Perforated synthetic leather and perforated leather are relatively air impermeable due to the small size of the perforations.
[0053] The mesh fabrics with a relatively low COF may be treated with high COF coatings before or after the fabric is knitted or woven. However, it is preferable to apply the coating after the fabric has been knitted or woven into a mesh. Some exemplary processes that may be used to apply high COF coatings to mesh or knitted fabrics are the following as well as others known in the art: curtain coating, foam spraying, gap coating (knife over roll, floating knife, etc.), gravure coating, hot melt coating, immersion dip coating, slot die coating, spraying, etc. In addition, the mesh material may be pre-treated with adhesion promoters and fabric pre-treatment processes, known in the art, that increase the adhesion of the coating to the mesh material. In one embodiment the coating is applied with an adhesion promoter.
[0054] In another embodiment, coatings may be applied in a single layer or in multiple layers with varying coating materials and thicknesses in each layer so as to enhance the coated mesh material properties. In addition, in some applications it may be desirable to texture or emboss the surface of the coating with sand or a grainy pattern to increase the COF of the coating. Some representative properties are the following: coating adhesion strength, coating abrasion resistance, durability, flexibility, texture, tear strength, tensile strength. Additionally, adhesion promoters may be applied between coating layers in order to increase the adhesion strength between applied coatings.
[0055] In yet another embodiment processes associated with making synthetic leather can used on a mesh substrate, resulting in a synthetic leather material with a relatively high COF.
[0056] Mesh fabrics may also be coated by laminating a high COF film comprising common coating materials or by combining multiple layers of coatings and multiple laminating film layers to create a high COF surface. The laminating film or films can preserve the mesh fabric's aperture patterns by laminating only the mesh fabric surface while leaving the apertures unobstructed. However during this coating process the apertures tend to get smaller. Such a process suggests that the laminate material exhibit an aperture pattern that is similar to the aperture pattern of the mesh fabric material. Alternatively, the mesh's apertures may be partially obstructed with the laminating film or films while retaining an aperture size within the range of about 0.1 mm to about 5 mm diameter. In yet another process, the laminate or laminates may initially cover the entire mesh fabric including the apertures and in a second step be cleared of the portion of laminate film or films obstructing the apertures. As in the previous case, a portion of the laminating film or films may be left to obstruct a partial area of the mesh's apertures while still leaving an apertures size within the range of about 0.1 mm to about 5 mm in diameter (or the longest dimension). Some representative processes that may be used to remove the portion of laminating film or films obstructing the apertures are the following: chemical etch with a mask overlying the mesh's pattern, heat melt, heat melt and high pressure air blowing off the excess laminate, etc.
[0057] In yet another process, synthetic/imitation leathers, vinyls etc. can be coated onto a transfer paper making a laminate (laminate film). The fabric substrate may also be coated with an adhesive or other coating, or it may be dip coated and coagulated within its pores with a polyurethane coat. High pressure is applied to the combination of the laminate and the treated fabric substrate, for example by passing the combination through a pair of rollers with or without the application of heat, causing the laminate and the substrate to fuse according to a chemical and/or melting process. The transfer paper is then removed, producing a synthetic/imitation leather, vinyl, etc. with a coating applied thereto. In one embodiment the transfer paper is patterned to create a grainy or patterned surface on the fabric substrate. The coating material and surface pattern can be selected to enhance the COF of the substrate or create other appealing texture surface properties (i.e. soft to touch, supple etc.). Material formed according to these techniques can be used to increase the COF in one or more areas of the glove according to the teachings of the present invention. In an embodiment where the fabric substrate comprises a woven or knitted material, it may be advantageous to remove the laminate within the mesh openings according to a chemical etching, heating or forced air process.
[0058] Coatings applied to the mesh fabric may be supplemented with additives for coating textiles as is known in the art. Some representative supplements are the following: colorants, odor/scents, fillers, flame retardants, heat stabilizers, lubricants, accelerators, antidegradants, cross-linking agents etc. These coatings may be further treated to create microporousity features, enabling moisture transfer through the coating as well as increased surface area providing more contact area and higher friction with other surfaces that the coated surfaces contacts.
[0059] A prevalent method of obtaining a microporous coating is by coagulating the mesh fabric's internal matrix by a polymer solution in a nonsolvent. In one embodiment a solution of polyurethane in dimethylformamide (DMF) is applied onto the fabric's matrix by dipping and/or coating, followed by dipping in a large excess of water. The polyurethane coagulates in the nonsolvent due to precipitation and coalescence. After drying, the microporous coating on the mesh fabric may be treated with other layers of coating materials and finishes that preserve the microporousity and the increased surface area, using methods known in the art. In yet another embodiment, a microporous laminate may be constructed on a transfer paper or substrate and then transferred onto the mesh fabric's surface using methods previously described. Additionally, surface area and friction may be increased for the coated mesh fabric by embossing, engraving or using other methods known in the art that can create tiny grainy pattern or other textured-like patterns to increase the surface area coming into contact with the surface to be gripped.
[0060] The exemplary mesh fabric identified above having a thickness of about 0.013 inches, weighing about 2.2 ounces per square yard and having roughly 5-10 apertures per linear inch is suitable for coating according to these methods. Preferably the coating is less than about 0.3 mm thick to increase the COF and enhance the user's grip when the coated material is used to form the palm region of a glove or other hand covering. In another embodiment a material with 5-10 apertures per square inch is used.
[0061] According to one embodiment, aperture opening sizes (i.e., prior to application of the high-COF coating) of a low COF material that does not provide sufficient COF in the glove grip area for the intended use of the glove can be in the range of about 1.5 to about 1.8 millimeter. After the coating is applied according to the teachings of the present invention, the mesh opening size is reduced, but it has been determined that remaining opening dimensions can provide acceptable breathability and adequate grip when the coated mesh material is employed in the palm region of the glove.
[0062] According to the present invention the mesh material can be treated on one side or both sides, depending on the intended use for the glove. For example, a high COF material can be applied to both surfaces of the mesh fabric and thus when used to form a glove palm region, the COF between the hand and the glove (an internal surface of the glove) and the COF between the glove and the grasped object (an external surface of the glove) are both increased. In an embodiment having only one surface coated with a COF material, the coated surface is preferably located on the outside or external surface of the glove to increase the friction with the grasped object.
[0063] In another preferred embodiment of a thinly coated mesh material for use in the palm or grip region of a glove, the uncoated nylon mesh material referenced above is pretreated with an adhesion promoter process and then treated with a silicon elastomer, e.g., LSR 3631 available from Dow Corning of Midland, Mich.
[0064] The silicon coating is applied thinly to the nylon mesh using a gravure coating process known in the art. Using this method the coating may be carefully controlled to apply the coating to one or both sides and to form the thin coating layer that raises the COF of the mesh material without substantially closing the apertures that provide breathability for a glove constructed from this material. For example, in one case the applied coating is about 11 microns thick. In another embodiment this coating is applied to only one side of the mesh material.
[0065] Any of the coated or uncoated, treated, etc. mesh (or non-mesh) fabrics described herein can be used to for the grip portion of a sports or work glove as shown in FIGS. 1 and 2. In the case of sports gloves, a coated nylon mesh glove can provide sufficient breathability to the user's hands allowing extended wear without degradation of the user's grip due to sweat accumulation. This feature is a further advantage (i.e., a secondary advantage) of the teachings of the present invention. That is, by simply reducing the accumulation of sweat on the hand and the amount that seeps to an external surface of the glove, the COF between the glove material and the skin surface is not degraded and the COF between the glove material and the object grasped is not degraded.
[0066] A thin mesh (e.g. less than about 0.8 millimeters) provides the user with a skin feel for grasped objects such as a baseball bat, golf club, football or racquet, etc. while also protecting against the formation of calluses and blisters. In an embodiment where the mesh apertures are sufficiently large (e.g. an opening size of more than about one millimeter), the mesh material provides direct skin contact with the grasped object, enhancing the user's feel and control of the object. This feature provides the user with a touch feel sensitivity that is important in sports such as golf.
[0067] FIGS. 4 and 5 illustrate a user's skin surface 60 protruding through apertures 64 of a mesh material 65 as the user grips a golf club shaft 66. Note that in this case the user's grip is enhanced by having a combination of skin and mesh friction surfaces linking the hand to the shaft 66.
[0068] Coating one surface of the mesh fabric with a material having a high COF and using the coated surface as the outside-facing surface for the material of a glove grip area, retains the intrinsic absorption and texture properties of the mesh on the inside-facing surface of the glove. FIG. 6 is a close-up illustration of a palm side of a thinly-coated mesh glove showing three processes that reduce sweat buildup on the user's hand, i.e. air ventilation, evaporation of sweat, and absorption or wicking away of sweat onto an internal layer of the mesh. Using a mesh material with a high COF coating on only one surface promotes the wicking action and thus offers better sweat dissipation than a mesh material having a COF coating on both surfaces. The degree of air ventilation and sweat evaporation is responsive to the mesh aperture size. Further, convective heat flow from the hand through the apertures reduces the hand temperature.
[0069] Glove variations within the scope of the present invention are achieved using different mesh types, that is, matching glove use with mesh type. Generally, a mesh type is distinguished by thread size and thread diameter, dimensions and pattern of the mesh openings, the mesh manufacturing process, the mesh materials and compositions and coatings applied to the mesh material. For example, in sports glove where a skin feel is desired (e.g. football, racquet ball, golf etc.) a relatively large mesh opening size is preferred to provide the user with direct skin contact through the mesh apertures. It has been determined experientially that an opening size of between about 1 mm and 5 mm provides an adequate skin feel. Also, there is a correlation between the opening size and the diameter of the mesh material, i.e., smaller openings provide an adequate skin feel as the diameter of the mesh material is reduced.
[0070] In a work environment where hand protection against blisters caused by repetitious actions (e.g. swinging a hammer) is important, a mesh fabric with a relatively thick coating is desired. Alternatively, an inherently thicker mesh material can be used, avoiding the need for a thick coating on the fabric. An exemplary glove comprises a thickly coated mesh material, such as a knitted polyester mesh coated via a spraying or foaming process with PVC or a silicon elastomer, where the coating may be several millimeters thick. A glove using such a PVC mesh provides a comfortable padding in the palm and finger area of a glove. With a suitable choice of aperture sizes and coating type and thickness the glove can provide a breathable alternative to prior art PVC work gloves. A thick foamed PVC mesh glove or a thick foamed silicon mesh glove provides padding and protects the user from abrasion and the elements while providing breathability and improved grip to the palm area.
[0071] Another embodiment of the present invention incorporates a breathable inner liner 67 (see FIG. 7) with an outer surface 68 comprising a mesh fabric according to the teachings of the present invention. The breathable inner liner 67 provides a direct passage of air from the palm side of the hand to external mesh apertures 69 defined in the outer surface 68. The liner 67 also provides a wicking action for accumulated sweat from the palm side of the hand and expediently removes the sweat through the apertures 69. Also, the inner liner 67 defines openings 70 formed therein.
[0072] Inner liner materials are breathable textile fabrics that may be comprised of one or more of the following representative textiles: polyester, rayon, cotton, spandex, brushed spandex, nylon, wool, silk, breathable suede/leathers, microporous breathable synthetic leathers and other materials commonly known in the art. Typically, inner liners are knitted, woven or non-woven and are made of natural and synthetic fibers and yarns. In addition, an inner liner material may be a mesh made with smaller openings than the external mesh fabric. Inner liner materials may be attached to the external mesh fabric through processes known in the art such as, sewing, knitting or the application of wet adhesives or dry adhesives with hot presses and rollers etc. One technique places a dry adhesive between the inner liner and a coated mesh material. The resulting laminate is processed through a series of heated rollers at about 300-400 degrees F. The combination of the high heat and pressure melts the adhesive to a liquid state. When dry, a strong bond is formed between the inner liner and the coated mesh material. Breathability of the inner liner is preserved as the adhesive does not plug or foul the openings of the inner liner. A web adhesive or dry film adhesive can also be used in lieu of the dry adhesive to retain more breathability, but the bond strength is sacrificed.
[0073] The mesh glove may consist of multiple inner liner layers (i.e., between the outer layer and a surface of the hand covered by the glove) depending on the function of the glove. For instance, a work glove where padding is necessary may consist of several inner liners allowing breathability through palm side apertures of the external mesh. Inner liners used in such a glove may be made of different materials/fabrics with varying breathability and padding characteristics. In another embodiment, a padding layer (comprising, for example, rubber, a silicon gel or another padding material, for comfort, for example) is disposed between the two inner liner layers. These pads can be modified to allow for breathability as desired. In yet another embodiment the inner liners may be treated with a high COF coating/laminate to increase contact friction between the user's hand and the glove. This technique may prevent slippage and bunching up of the glove's fabric while handling objects.
[0074] In lieu of an internal liner or liner layers, in another embodiment a spacer fabric may be used. Spacer fabrics are extremely breathable and lightweight. As shown in FIG. 8, a spacer fabric consists of three layers: a top face layer 71, a connecting layer 72 and a bottom face layer 74, with air flow indicated by arrowheads 80.
[0075] The top face and bottom face layers are typically constructed of highly breathable fabrics such as mesh fabrics as taught by the present invention. The connecting layer is knitted or woven in two or three dimensions using monofilaments or other types of yarns or threads. The connecting layer generally provides 1 to 10 millimeters of compression resistant cushioning and is extremely breathable due to its relatively hollow knitting architecture. When the top face layer 71 and/or the bottom face layer 74 comprise a breathable material as taught by the present invention, an entirely breathable spacer fabric is formed.
[0076] A mesh glove according to the present invention can be constructed with a spacer fabric where the top face layer is external on the palm side of the glove and comprises a mesh fabric with a high COF yarn, fiber or thread, or a mesh that is treated with a high COF coating or laminate. The intermediate layer or connecting layer is constructed using methods known in the art as described above, and the bottom face layer may be made of a solid breathable material or preferably a mesh fabric. The bottom face layer constructed of a solid breathable material or mesh fabric (i.e., in contact with the user's skin) may be made of high COF yarn, fiber or thread and it may be treated or untreated with a high COF coating or laminate depending on the user's need for internal grip to the glove. In addition, the spacer fabric may have an additional inner liner or multiple inner liner arrangements as described in the teachings of this invention. In an embodiment where the top and bottom faces comprise mesh fabrics it is not necessary that both surfaces comprise the same mesh fabric material. The mesh fabrics can differ in knitting styles, materials etc.
[0077] In yet another embodiment, a glove can be formed entirely of mesh material and only the gripping region coated with a high COF material. Such an embodiment provides maximum breathability for the entire hand and appropriate gripping forces for the palm area or the palm area and the finger/thumb areas.
[0078] The various embodiments of a glove of the present invention provide improved breathability and grip via a high COF mesh fabric. The mesh fabric may be knitted of high COF yarn, fiber or thread or the mesh may be treated with a high COF coating, laminates or layers of coatings. The coating may be applied before or after the knitting process, although it is preferably applied after the mesh has been knitted. The high COF coating or layers of coatings may be applied to one or both mesh surfaces depending on the glove user's needs. For instance, the internal side of the mesh may be left uncoated due to the mesh fabric's relatively soft and comfortable texture against the user's skin. In addition to comfort, the internal side of the mesh fabric may be able to better absorb or wick away sweat into the mesh fiber matrix if the internal side of the mesh is left uncoated. Alternatively, an internally coated mesh can provide an enhanced internal grip to the user. This is often needed in high hand movement applications, such as sports, where the looseness of a glove to the hand can degrade performance. Finally, the external high COF coated mesh allows the glove user to grip surfaces while maintaining breathability and moisture control in the palm of the hands.
[0079] A mesh treated with a high COF coating or layers of coatings that is applied non-uniformly on the mesh fabric (e.g. beading, varying thicknesses, etc.) increases the contact surface area between the hand and the grasped object and thus increases the COF between the two contact surfaces. Furthermore, a high COF coated mesh's surface may be embossed, engraved or patterned, using methods known in the art, to create a surface that is grainy or patterned to increase the surface area and COF between the two contact surfaces. A non- uniform coating, embossed, engraved or patterned on the internal surface increases the COF between the hand and the glove.
[0080] In yet another embodiment a simulated mesh may be constructed from solid (i.e., whole or having no apertures) materials or fabrics that do not have apertures such as the previously described mesh fabrics and materials. Some examples of materials or fabrics that may be used to mechanically construct a simulated mesh are the following: non-woven fabrics, leather, synthetic/imitation leather, Poron® (cellular urethane), silicon rubber, rubber pads, abrasive pads and common knitted and woven fabrics with micropores etc. These materials or fabrics either have an intrinsic high COF or may be coated with a high COF coating before or after the mechanical construction. Coating/laminating techniques that may be employed are those according to the teaching of this invention and those known the in the art of coating textiles.
[0081] Mechanical construction of a simulated mesh may be performed by equipment that can create a set of apertures on a material or fabric. Representative equipment that can create a set of apertures in a repeating manner are the following: chemical etching with an aperture patterned mask, CO2 laser hole drills, and a punch press. Alternatively, the material may be extruded or hot pressed into a mesh. Apertures may be constructed in any variety of shapes, sizes and patterns that knitted or woven mesh fabrics can provide along with aperture shapes, sizes and patterns that can only be made via mechanical construction. This is due to the fact that mechanical constructions are not inhibited by geometries dictated by knitting, weaving or thread types. As in the case of knitted or woven mesh fabrics, the aperture sizes with openings ranging from about 0.1 millimeters to about 5 millimeters are all suitable for use with the present invention. Larger or smaller apertures may also be suitable, depending on the use for the glove. Variously shaped apertures are also suitable, including for example, round, oblong, hex, square, diamond, elliptical and rectangular. One example of a simulated mesh constructed from rubber, plastic and polyurethane based materials is an extruded mesh.
[0082] In one example of the present embodiment, Cabretta leather tanned from Hair Sheep may be purchased from The Hide House in Napa, Calif. The Cabretta leather is supple with a high COF and about 1 to 1.5 ounces per square foot corresponding to a thickness of about 0.5 to 0.8 millimeters. The Cabretta leather is mechanically altered by a punch press leaving about 41% of the leather as open area. The punch press die may be set to a staggered patterned dye with holes in a 60 degree isometric pattern as shown in FIG. 9. The diameter of the holes punched in the leather is 1/16 inch resulting in approximately 132 holes per square inch. FIG. 10 shows the mechanically constructed Cabretta Leather mesh pattern.
[0083] Tensile and tear strength of mechanically constructed, simulated mesh may be enhanced through coating layers before and/or after the fabric or material has been altered. In this case, coatings may serve a dual purpose of providing a high COF surface while increasing the durability of the simulated mesh with respect to wear and tear. As noted earlier, coatings that may be applied can come as multiple layers of laminate films and/or coating layers as well as other coating procedures known in the art. Additionally, non-woven materials, woven and knitted fabrics and materials may be mechanically constructed into a simulated mesh, and later converted into synthetic/imitation leather or other coated textile fabric while preserving the apertures in the simulated mesh's pattern.
[0084] Breathability and gripping friction are both desired qualities for a work glove or a sports glove. Breathability is necessary to remove sweat that builds up on the hand region and in particular in the gripping region. To improve the breathability a mesh material can be used, but the mesh material comprises less material (or a material having a smaller surface area) than an area of continuous material and provides less skin feel and lower frictional forces due to the smaller. All these factors reduce the gripping friction. To overcome this shortcoming, the inventors employ a mesh material with a higher COF in the gripping region, thus overcoming the disadvantage of the reduced gripping force. The higher COF can be achieved by applying a coating to the mesh and/or by employing a mesh with smaller openings (i.e., more material in the gripping region means greater frictional forces in the gripping region). These features of the glove of the present invention yield a quite unexpected result.
[0085] While the present invention has been described with reference to preferred embodiments, it will be understood by those skilled in the art that various changes may be made and equivalent elements may be substituted for the elements thereof without departing from the scope of the invention. The scope of the present invention further includes any combination of elements from the various embodiments set forth herein. In addition, modifications may be made to adapt a particular situation to the teachings of the present invention without departing from its essential scope. Therefore, it is intended that the invention not be limited to the particular embodiments disclosed, but that the invention will include all embodiments falling within the scope of the appended claims.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2013-08-15 | Clothing having cooling function or warming function |
| 2013-08-15 | Protective element for sports pads and the like |
| 2010-04-22 | Leg protection arrangement |
| 2013-08-15 | Progressive mobility assistance garment for rehabilitation |
| 2013-08-15 | Disposable absorbent insert for an athletic head covering |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-06-23 | Glove for conforming to hands of various sizes |
| 2016-06-16 | Lightweight and breathable glove structures |
| 2016-05-05 | Waterproof touchscreen glove |
| 2016-03-17 | Cut resistant glove, and manufacturing method of cut resistant glove |
| 2016-01-21 | Material for use with a capacitive touch screen |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2022-08-18 | Semiconductor device with epitaxial liftoff layers for directly converting radioisotope emissions into electrical power |
| 2018-04-19 | Semiconductor device for directly converting radioisotope emissions into electrical power |
| 2015-10-29 | Tritium direct conversion semiconductor device for use with gallium arsenide or germanium sustrates |
| 2014-12-18 | Small form factor betavoltaic battery for medical implants |
| 2008-10-02 | Glove having high coefficient of friction regions |
| Top Inventors for class "Apparel" | |
| Rank | Inventor's name |
|---|---|
| 1 | William L. Grilliot |
| 2 | Mary I. Grilliot |
| 3 | David Turner |
| 4 | Patricia K. Waters |
| 5 | Caleb Clark Crye |