Patent application title: SCENTED SHEETS
Inventors:
Zenobia Williams Muskelly (Miramar, FL, US)
IPC8 Class: AA47G900FI
USPC Class:
5487
Class name: Beds bedclothing disposable
Publication date: 2012-09-13
Patent application number: 20120227183
Abstract:
A disposable, scented, fitted mattress cover has a disposable substrate
having a top surface and a bottom surface, an attachment positioned to
secure the disposable substrate to a mattress, and a fabric softening
composition applied to the disposable substrate, the fabric softening
composition including a fragrance of a sufficient amount to generate a
scent while the disposable covering is secured to the mattress.Claims:
1. A disposable, scented, fitted mattress covering comprising: a
disposable substrate having a top surface and a bottom surface; an
attachment positioned to secure the disposable substrate to a mattress;
and a fabric softening composition applied to the disposable substrate,
the fabric softening composition including a fragrance of a sufficient
amount to generate a scent while the disposable covering is secured to
the mattress.
2. The mattress covering of claim 1, wherein the disposable substrate comprises one of synthetic or natural fibers formed into a sheet.
3. The mattress covering of claim 2, wherein the disposable substrate comprises one of polyester or polymer fibers.
4. The mattress covering of claim 2, wherein the disposable substrate comprises one of cotton, linen, or bamboo.
5. The mattress covering of claim 2, wherein the fibers are formed into one of an air-laid, spunlace, woven or non-woven sheet.
6. The mattress covering of claim 1, wherein the attachment comprises elastic bands connected to the sheet positioned to fit around at least two corners of the mattress.
7. The mattress covering of claim 1, wherein the attachment comprises a fitted portion having end portions and side portions, the end and side portions including elastic to hold the ends and side portions to the mattress.
8. The mattress covering of claim 1, wherein the attachment comprises a roughened bottom surface having a roughness sufficient to cause the mattress covering to remain in place on the mattress.
Description:
BACKGROUND
[0001] In the art, there presently exist a variety of known fitted sheets for mattresses and the like, as well as mattress toppers and covers. As used here, the term `fitted sheet` means a sheet that has a top portion, side portions and end portions, generally with an elasticized band at the bottoms of the side and end portions. The band holds the sides and end portions in place against the mattress. In some instances, the band may be further assisted in holding by straps or fastening devices. For example, one can purchase elastic straps with clips at either end to assist in holding fitted sheets in place. Similarly, one can purchase small plastic or rubber grippers that anchor the fitted sheet to the seams of the mattress.
[0002] Similarly, mattress pads or covers are often configured like fitted sheets, but thicker and intended to lie between the fitted sheet and the mattress. A mattress topper typically consists of a soft pad, quilted or foam, that is positioned on top of the mattress and then possible covered with the fitted sheet. A mattress sleeve consists of a zippered or other closed `bag` that completely encases the mattress, generally to prevent allergens or other particulates to escape.
[0003] For purposes of discussion here, all of these items will be referred to as mattress covers. Generally, mattress covers are durable, designed to be washed frequently and to hold up well afterwards. Typically, one does not consider mattress covers disposable. They generally consist of natural or synthetic fibers designed to wear well, such as cotton, wool, bamboo, linen, nylon, polyester, polymer, etc., of sufficient thickness and weight.
[0004] In contrast, some substrates are designed to have limited durability and to be essentially disposable. Typically, these substrates are small, such as wipes of all kinds, such as wipes for cleaning babies' skin, dryer sheets, facial tissue, etc. Dryer sheets, for example, typically have enough tensile strength to survive in the high heat environment of a typical clothes dryer without separating into several small pieces of substrate.
[0005] Because of the typical applications of these two different types of substrates, mattress covers and disposable substrates, no current means exist for using disposable substrates as mattress covers.
BRIEF DESCRIPTION OF THE DRAWINGS
[0006] FIG. 1 shows an embodiment of a disposable mattress cover having a fabric conditioning composition.
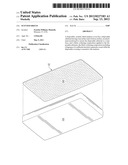
[0007] FIG. 2 shows an alternative embodiment of a disposable mattress cover having a fabric conditioning composition.
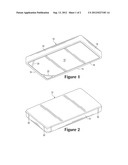
[0008] FIG. 3 shows an alternative embodiment of a disposable mattress cover having a fabric conditioning composition.
DETAILED DESCRIPTION OF THE EMBODIMENTS
[0009] FIG. 1 shows an embodiment of a disposable mattress cover. The disposable mattress cover 12 in this embodiment fits around the mattress 10 like a fitted sheet. The disposable mattress cover 12 has side portions 14 and end portions 16 that cover the sides and ends of the mattress respectively. The elastic band 18 allows the disposable mattress cover to stretch to fit over the mattress and then pulls the cover into place, much like a traditional mattress cover or fitted sheet.
[0010] The disposable mattress cover may have bands such as 20, integrated into the cover, or as external items such as 22. These bands may provide extra holding capability for the disposable mattress cover. The external items such as 22 may also consist of merely a clip or other holder that anchors the disposable mattress cover to the mattress. Whatever mechanism is used to secure the disposable substrate to the mattress will be referred to here as an attachment.
[0011] The user would then place the fitted sheet over the mattress cover. The disposable mattress cover may be used in place of a traditional mattress cover under a fitted sheet, or it may be used in addition. The user may place the disposable mattress cover between the traditional mattress cover and the fitted sheet, or under the mattress cover, the choice of which is left up to user preferences.
[0012] The disposable mattress cover may be used as a traditional mattress cover to protect the underlying mattress from stains or other damage. However, the disposable mattress covers discussed here consist of a disposable substrate that has a scent or aroma. The disposable substrates used as disposable mattress covers have received a treatment that makes the substrate have a pleasing scent or aroma. The fabric conditioning may be one of many types, some examples are included below.
[0013] In addition to the examples below, the fabric conditioning composition may consist of a simple fragrance solution. The disposable mattress covers may have one of many possible scents, such as floral, herbal, spices, even therapeutic scents such as eucalyptus and menthols. One could easily put a disposable mattress cover treated with menthol on the mattress of suffering from a cold or flu to assist in their breathing.
[0014] The substrates used are designed to be disposable so the user could strip off the mattress cover and change it when the sheets are changed on the mattress. The disposable mattress covers would be available in all sizes, king, California king, queen, double, single, crib, pullout, sized for air beds, camper mattresses, etc. The substrates used may consist of natural or synthetic fibers designed to wear well, such as cotton, wool, bamboo, linen, nylon, polyester, polymer, etc. The substrates may be woven, or nonwoven such as airlaid or spunlace.
[0015] In addition to the configuration of FIG. 1, the disposable mattress cover 12 may comprise a single flat sheet arranged on the top of the mattress 10. The flat sheet may have attachments 30 to anchor the flat sheet on the top of the mattress. The sheet may be attached to the top of the mattress in one of many ways, the main characteristic being that the disposable mattress cover sheet should not move when a user lies on or moves around on the bed. The term `secure` as used here means that the cover is arranged on the mattress so that it does not move.
[0016] FIG. 3 shows an alternative arrangement of the mattress cover. The mattress cover 12 in this embodiment may have a roughened underside 32 that causes it to `stick` to the mattress 10. The roughened underside may be similar to hook and loop closures similar to Velcro®, ridges, etc. that cause the cover 12 to stay in place on the mattress.
[0017] The Fabric Conditioning Composition
[0018] The fabric conditioning composition can be any of those known in the art and/or previously disclosed by others in patent applications. Compositions that are suitable are disclosed in U.S. Pat. Nos. 3,944,694, McQueary; 4,073,996, Bedenk et al.; 4,237,155, Kardouche; 4,711,730, Gosselink et al.; 4,749,596, Evans et al.; 4,808,086, Evans et al.; 4,818,569, Trinh et al.; 4,877,896, Maldonado et al.; 4,976,879, Maldonado et al.; 5,041,230, Borcher, Sr. et al.; 5,094,761, Trinh et al.; 5,102,564, Gardlik et al.; and 5,234,610, Gardlik et al., all of said patents being incorporated herein by reference. The below discussion merely provides examples of conditioning compositions similar to those used in dryer sheets. However, no requirement of heat is needed to activate the scents in the disposable mattress covers.
[0019] Compositions of the present embodiments can contain from 0% to about 90%, preferably from 0% to about 80%, more preferably from 10% to about 70%, and even more preferably from about 20% to about 65%, of quaternary ammonium compound, preferably ester, and/or amide linked.
[0020] The quaternary ammonium compounds are typically of the Formulas I, II, and mixtures thereof.
[0021] Formula I comprises:
[0022] each Y=--O--(O)C--, --N(R)3--C(O)--, --C(O)--N(R)3--, or --C(O)--O--; m=1 to 3; n=1 to 4; p=0 or 1; each R substituent is a short chain C1-C6, preferably C1-C3, alkyl or hydroxy alkyl group, e.g., methylused, ethyl, hydroxyethyl, propyl, and the like, benzyl and mixtures thereof, each R2 is a long chain, saturated and/or unsaturated (Iodine Value--"IV" of from about 3 to about 60), C8-C30 hydrocarbyl, or substituted hydrocarbyl substituent and mixtures thereof; R3 is R or H; and the counterion, X.sup.-, can be any softener-compatible anion, for example, methylsulfate, ethylsulfate, chloride, bromide, formate, sulfate, lactate, nitrate and the like, preferably methylsulfate.
[0023] It will be understood that substituents R and R2 of Formula I can optionally be substituted with various groups such as alkoxyl or hydroxyl groups.
[0024] The used ester linked compounds (DEQA) can be considered to be diester variations of ditallow dimethyl ammonium chloride (DTDMAC), which is a widely used fabric softener. Preferably, at least 80% of the DEQA is in the diester form, and from 0% to about 20%, preferably less than about 10%, more preferably less than about 5%, can be DEQA monoester (e.g., only one --Y--R2 group). For optimal antistatic benefit monoester should be low, preferably less than about 2.5%. The level of monoester can be controlled in the manufacturing of the DEQA.
[0025] The quaternary softening compounds with at least partially unsaturated alkyl or acyl groups have advantages (i.e., antistatic benefits) and are highly acceptable for consumer products when certain conditions are met. Antistatic effects are especially important where the fabrics are dried in a tumble dryer, and/or where synthetic materials that generate static are used. Any reference to IV values hereinafter refers to IV of fatty alkyl or acyl groups and not to the resulting quaternary, e.g., DEQA compound. As the IV is raised, there is a potential for odor problems.
[0026] For unsaturated softener actives, the optimum storage temperature for stability and fluidity depends on the specific IV of, e.g., the fatty acid used to make DEQA and/or the level/type of solvent selected. Exposure to oxygen should be minimized to keep the unsaturated groups from oxidizing. It can therefore be important to store the material under a reduced oxygen atmosphere such as a nitrogen blanket. It is important to provide good molten storage stability to provide a commercially feasible raw material that will not degrade noticeably in the normal transportation/storage/handling of the material in manufacturing operations.
[0027] The following are non-limiting examples of DEQA Formula I (wherein all long-chain alkyl substituents are straight-chain):
[0028] Saturated
[C2H5]2.sup.(+)N[CH2CH2OC(O)C17H35].s- ub.2SO4CH3.sup.(-)
[C3H7][C2H5].sup.(+)N[CH2CH2OC(O)C11H- 23]2SO4.sup.(-)CH3
[CH3]2.sup.(+)N[CH2CH2OC(O)R2]2SO4CH.- sub.3.sup.(-)
where --C(O)R2 is derived from saturated tallow.
[0029] Unsaturated
[CH3]2.sup.(+)N[CH2CH2OC(O)C17H33]2SO- 4.sup.(-)CH3
[C2H5]2.sup.+)N[CH2CH2OC(O)C17H33].su- b.2Cl.sup.(-)
[CH2CH2OH][CH3].sup.(+)N[CH2CH2OC(O)R2].su- b.2CH3SO4.sup.(-)
[CH3]2.sup.(+)N[CH2CH2OC(O)R2]2CH3SO.- sub.4.sup.(-)
where --C(O)R2 is derived from partially hydrogenated tallow or modified tallow having the characteristics set forth herein.
[0030] In addition to Formula I compounds, the compositions and articles of the present embodiments comprise DEQA compounds of Formula II: wherein, for any molecule:
each Q is --O--C(O)-- or --(O)C--O--; each R1 is C1-C4 alkyl or hydroxy alkyl; each T1 and T2 is a C8-C30 alkyl or alkenyl group; n is an integer from 1 to 4; and X.sup.(-) is a softener-compatible anion; and wherein preferably R1 n is a methyl group, n is 1, Q is --O--C(O)--, T1 and T2 are C14-C18, and X.sup.(-) is methyl sulfate.
[0031] The straight or branched alkyl or alkenyl chains, T1 and T2, have from about 8 to about 30 carbon atoms, preferably from about 14 to about 18 carbon atoms, more preferably straight chains having from about 14 to about 18 carbon atoms.
[0032] These compounds can be prepared by standard esterification and quaternization reactions, using readily available starting materials. General methods for preparation are disclosed in U.S. Pat. No. 4,137,180, incorporated herein by reference.
[0033] The composition can also contain an ethoxylated and/or propoxylated sugar derivative contains a "sugar" moiety, e.g., a moiety derived from, e.g., a polyhydroxy sugar, or sugar alcohol, that contains from about 4 to about 12 hydroxy groups. This sugar moiety is substituted by at least one long hydrophobic group, containing from about 8 to about 30 carbon atoms, preferably from about 16 to about 18 carbon atoms. For improved physical characteristics, e.g., higher melting point, the hydrophobic group can contain more carbon atoms, e.g., 20-22, and/or there can be more than one hydrophobic group, preferably two or, less preferably, three. In general, it is used that the hydrophobic group is supplied by esterifying one of the hydroxy groups with a fatty acid. However, the hydrophobic group can be supplied by esterifying the hydroxy group to connect the hydrophobic group to the sugar moiety by an ether linkage, and/or a moiety containing a carboxy group esterified with a fatty alcohol can be attached to the sugar moiety to provide the desired hydrophobic group.
[0034] Sugar moieties include sucrose, galactose, mannose, glucose, fructose, sorbitan, sorbitol, mannitol, inositol, etc., and/or their derivatives such as glucosides, galactosides, etc. Other "sugar" types of moieties containing multiple hydroxy groups can also be used including starch fractions and polymers such as polyglycerols. The sugar moiety is any polyhydroxy group that provides the requisite number of hydroxy groups.
[0035] The hydrophobic group can be provided by attachment with an ester, ether, or other linkage that provides a stable compound. The hydrophobic group is preferably primarily straight chain, and preferably contains some unsaturation to provide additional antistatic benefits. Such hydrophobic groups and their sources are well known, and are described hereinafter with respect to the more conventional types of softening agents.
[0036] The polyalkoxy chain can be all ethoxy groups, and/or can contain other groups such as propoxy, glyceryl ether, etc., groups. In general, polyethoxy groups are used, but for improved properties such as biodegradability, glyceryl ether groups can be inserted. Typically there are from about 5 to about 100, preferably from about 10 to about 40, more preferably from about 15 to about 30, ethoxy groups, or their equivalents, per molecule.
[0037] An empirical formula is as follows:
[0038] wherein R is a hydrophobic group containing from about 8 to about 30, preferably from about 12 to about 22, more preferably from about 16 to about 18 carbon atoms; "sugar" refers to a polyhydroxy group, preferably derived from a sugar, sugar alcohol, or similar polyhydroxy compound; R1 is an alkylene group, preferably ethylene or propylene, more preferably ethylene; m is a number from 1 to about 4, preferably 2; and n is a number from about 5 to about 100, preferably from about 10 to about 40. A compound of this type is polyethoxylated sorbitan monostearate, e.g., Glycosperse S-20 from Lonza, which contains about 20 ethoxylate moieties per molecule.
[0039] The level of the polyethoxy sugar derivative is typically at least about 5%, preferably at least about 10%, more preferably at least about 15%. Preferably the maximum level is no more than about 90%, more preferably no more than about 75%.
[0040] The polyethoxy sugar derivative provides improved antistatic properties to the compositions and can provide equivalent antistatic properties to conventional dryer added compositions, and/or articles, even with less, or no, quaternary ammonium softener materials present. It is possible to prepare a dryer-added composition, or article, that is entirely nonionic.
[0041] Fabric softening compositions employed herein can also contain, as a component, at a level of from about 0% to about 95%, preferably from about 10% to about 75%, more preferably from about 20% to about 60%, carboxylic acid salt of a tertiary amine that has the formula:
[0042] wherein R5 is a long chain aliphatic group containing from about 8 to about 30 carbon atoms; R6 and R7 are the same or different from each other and are selected from the group consisting of aliphatic groups containing from about 1 to about 30 carbon atoms, hydroxyalkyl groups of the Formula R4OH wherein R4 is an alkylene group of from about 2 to about 30 carbon atoms, and alkyl ether groups of the formula R9O(CnH2nO)m wherein R9 is alkyl and alkenyl of from about 1 to about 30 carbon atoms and hydrogen, n is 2 or 3, and m is from about 1 to about 30, and wherein R8 is selected from the group consisting of unsubstituted alkyl, alkenyl, aryl, alkaryl and aralkyl of about 1 to about 30 carbon atoms, and substituted alkyl, alkenyl, aryl, alkaryl, and aralkyl of from about 1 to about 30 carbon atoms wherein the substituents are selected from the group consisting of halogen, carboxyl, and hydroxyl, said composition having a melting point of from about 35° C. to about 100° C.
[0043] This component can provide the following benefits: superior odor, a decrease in paint softening of the dryer drum, and/or improved fabric softening performance, compared to similar articles without this component. Either R5, R6, R7, and/or R8 chains can contain unsaturation for improved antistatic benefits.
[0044] Tertiary amine salts of carboxylic acids have superior chemical stability, compared to primary and secondary amine carboxylate salts. For example, primary and secondary amine carboxylates tend to form amides when heated, e.g., during processing or use in the dryer. Also, they absorb carbon dioxide, thereby forming high melting carbamates that build up as an undesirable residue on treated fabrics.
[0045] Preferably, R5 is an aliphatic chain containing from about 12 to about 30 carbon atoms, R6 is an aliphatic chain of from about 1 to about 30 carbon atoms, and R7 is an aliphatic chain of from about 1 to about 30 carbon atoms. Particularly used tertiary amines for static control performance are those containing unsaturation; e.g., oleyldimethylamine and/or soft tallowedimethylamine.
[0046] Examples of tertiary amines as starting material for the reaction between the amine and carboxylic acid to form the tertiary amine salts are: lauryldimethylamine, myristyldimethylamine, stearyldimethylamine, tallowedimethylamine, coconutdimethylamine, dilaurylmethylamine, distearylmethylamine, ditallowmethylamine, oleyldimethylamine, dioleyl methylamine, lauryldi(3-hydroxypropyl)amine, stearyldi(2-hydroxyethyl)amine, trilaurylamine, laurylethylmethylamine, and C18H37NROC2H4)10OH]2.
[0047] Fatty acids are those wherein R8 is a long chain, unsubstituted alkyl or alkenyl group of from about 8 to about 30 carbon atoms, more preferably from about 11 to about 17 carbon atoms. Examples of specific carboxylic acids as a starting material are: formic acid, acetic acid, lauric acid, myristic acid, palmitic acid, stearic acid, oleic acid, oxalic acid, adipic acid, 12-hydroxy stearic acid, benzoic acid, 4-hydroxy benzoic acid, 3-chloro benzoic acid, 4-nitro benzoic acid, 4-ethyl benzoic acid, 4-(2-chloroethyl)benzoic acid, phenylacetic acid, (4-chlorophenyl)acetic acid, (4-hydroxyphenyl)acetic acid, and phthalic acid.
[0048] Carboxylic acids are stearic, oleic, lauric, myristic, palmitic, and mixtures thereof.
[0049] The amine salt can be formed by a simple addition reaction, well known in the art, disclosed in U.S. Pat. No. 4,237,155, Kardouche, issued Dec. 2, 1980. Excessive levels of free amines may result in odor problems, and generally free amines provide poorer softening performance than the amine salts.
[0050] Amine salts for use herein are those wherein the amine moiety is a C8-C30 alkyl or alkenyl dimethyl amine or a di-C8-C30 alkyl or alkenyl methyl amine, and the acid moiety is a C8-C30 alkyl or alkenyl monocarboxylic acid. The amine and the acid, respectively, used to form the amine salt will often be of mixed chain lengths rather than single chain lengths, since these materials are normally derived from natural fats and oils, or synthetic processed which produce a mixture of chain lengths. Also, it is often desirable to utilize mixtures of different chain lengths in order to modify the physical or performance characteristics of the softening composition.
[0051] Specific amine salts for use in the present embodiments are oleyldimethylamine stearate, stearyldimethylamine stearate, stearyldimethylamine myristate, stearyldimethylamine palmitate, distearylmethylamine palmitate, distearylmethylamine laurate, and mixtures thereof A particularly used mixture is oleyldimethylamine stearate and distearylmethylamine myristate, in a ratio of 1:10 to 10:1, preferably about 1:1.
Optional Ingredients
[0052] Well known optional components included in fabric conditioning compositions are narrated in U.S. Pat. No. 4,103,047, Zaki et al., issued Jul. 25, 1978, for "Fabric Treatment Compositions," incorporated herein by reference.
Optional Nonionic Softener
[0053] A highly used optional ingredient is a nonionic fabric softening agent/material. Typically, such nonionic fabric softener materials have an HLB of from about 2 to about 9, more typically from about 3 to about 7. In general, the materials selected should be relatively crystalline, higher melting, (e.g., >25° C.).
[0054] The level of optional nonionic softener in the solid composition is typically from about 10% to about 50%, preferably from about 15% to about 40%.
[0055] Used nonionic softeners are fatty acid partial esters of polyhydric alcohols, or anhydrides thereof, wherein the alcohol, or anhydride, contains from about 2 to about 18, preferably from about 2 to about 8, carbon atoms, and each fatty acid moiety contains from about 8 to about 30, preferably from about 16 to about 20, carbon atoms. Typically, such softeners contain from about one to about 3, preferably about 2 fatty acid groups per molecule.
[0056] The polyhydric alcohol portion of the ester can be ethylene glycol, glycerol, poly (e.g., di-, tri-, tetra, penta-, and/or hexa-) glycerol, xylitol, sucrose, erythritol, pentaerythritol, sorbitol or sorbitan. These nonionic fabric softening materials do not include the ethoxylated sugar derivatives disclosed hereinbefore. They typically contain no more than about 4 ethoxy groups per molecule.
[0057] The fatty acid portion of the ester is normally derived from fatty acids having from about 8 to about 30, preferably from about 16 to about 20, carbon atoms. Typical examples of said fatty acids being lauric acid, myristic acid, palmitic acid, stearic acid, oleic acid, and behenic acid.
[0058] Highly used optional nonionic softening agents for use in the present embodiments are C10-C26 acyl sorbitan esters and polyglycerol monostearate. Sorbitan esters are esterified dehydration products of sorbitol. The used sorbitan ester comprises a member selected from the group consisting of C10-C26 acyl sorbitan monoesters and C10-C26 acyl sorbitan diesters and ethoxylates of said esters wherein one or more of the unesterified hydroxyl groups in said esters contain from 1 to about 4 oxyethylene units, and mixtures thereof. For the purpose of the present embodiments, sorbitan esters containing unsaturation (e.g., sorbitan monooleate) are used.
[0059] Sorbitol, which is typically prepared by the catalytic hydrogenation of glucose, can be dehydrated in well known fashion to form mixtures of 1,4- and 1,5-sorbitol anhydrides and small amounts of isosorbides. (See U.S. Pat. No. 2,322,821, Brown, issued Jun. 29, 1943, incorporated herein by reference.)
[0060] The foregoing types of complex mixtures of anhydrides of sorbitol are collectively referred to herein as "sorbitan." It will be recognized that this "sorbitan" mixture will also contain some free, uncyclized sorbitol.
[0061] The used sorbitan softening agents of the type employed herein can be prepared by esterifying the "sorbitan" mixture with a fatty acyl group in standard fashion, e.g., by reaction with a fatty acid halide, fatty acid ester, and/or fatty acid. The esterification reaction can occur at any of the available hydroxyl groups, and various mono-, di-, etc., esters can be prepared. In fact, mixtures of mono-, di-, tri-, etc., esters almost always result from such reactions, and the stoichiometric ratios of the reactants can be simply adjusted to favor the desired reaction product.
[0062] For commercial production of the sorbitan ester materials, etherification and esterification are generally accomplished in the same processing step by reacting sorbitol directly with fatty acids. Such a method of sorbitan ester preparation is described more fully in MacDonald; "Emulsifiers:" Processing and Quality Control: Journal of the American Oil Chemists' Society, Vol. 45, October 1968.
[0063] Details, including formula, of the used sorbitan esters can be found in U.S. Pat. No. 4,128,484, incorporated hereinbefore by reference.
[0064] For the purposes of the present embodiments, it is used that a significant amount of di- and tri-sorbitan esters are present in the ester mixture. Ester mixtures having from 20-50% mono-ester, 25-50% di-ester and 10-35% of tri- and tetraesters are used.
[0065] The material that is sold commercially as sorbitan mono-ester (e.g., monostearate) does in fact contain significant amounts of di- and tri-esters and a typical analysis of commercial sorbitan monostearate indicates that it comprises about 27% mono-, 32% di- and 30% tri- and tetra-esters. Commercial sorbitan monostearate therefore is a used material. Mixtures of sorbitan stearate and sorbitan palmitate having stearate/palmitate weight ratios varying between 10:1 and 1:10, and 1,5-sorbitan esters are useful. Both the 1,4- and 1,5-sorbitan esters are useful herein.
[0066] Other useful alkyl sorbitan esters for use in the softening compositions herein include sorbitan monolaurate, sorbitan monomyristate, sorbitan monopalmitate, sorbitan monobehenate, sorbitan monooleate, sorbitan dilaurate, sorbitan dimyristate, sorbitan dipalmitate, sorbitan distearate, sorbitan dibehenate, sorbitan dioleate, and mixtures thereof, and mixed tallowalkyl sorbitan mono- and di-esters. Such mixtures are readily prepared by reacting the foregoing hydroxy-substituted sorbitans, particularly the 1,4- and 1,5-sorbitans, with the corresponding acid or acid chloride in a simple esterification reaction. It is to be recognized, of course, that commercial materials prepared in this manner will comprise mixtures usually containing minor proportions of uncyclized sorbitol, fatty acids, polymers, isosorbide structures, and the like. In the present embodiments, it is used that such impurities are present at as low a level as possible.
[0067] The used sorbitan esters employed herein can contain up to about 15% by weight of esters of the C20-C26, and higher, fatty acids, as well as minor amounts of C8, and lower, fatty esters.
[0068] Glycerol and polyglycerol esters, especially glycerol, diglycerol, triglycerol, and polyglycerol mono- and/or di-esters, preferably mono-, are also used herein (e.g., polyglycerol monostearate with a trade name of Radiasurf 7248). Glycerol esters can be prepared from naturally occurring triglycerides by normal extraction, purification and/or interesterification processes or by esterification processes of the type set forth hereinbefore for sorbitan esters. Partial esters of glycerin can also be ethoxylated with no more than about 4 ethoxy groups per molecule to form usable derivatives that are included within the term "glycerol esters."
[0069] Useful glycerol and polyglycerol esters include mono-esters with stearic, oleic, palmitic, lauric, isostearic, myristic, and/or behenic acids and the diesters of stearic, oleic, palmitic, lauric, isostearic, behenic, and/or myristic acids. It is understood that the typical mono-ester contains some di- and tri-ester, etc.
[0070] The "glycerol esters" also include the polyglycerol, e.g., diglycerol through octaglycerol esters. The polyglycerol polyols are formed by condensing glycerin or epichlorohydrin together to link the glycerol moieties via ether linkages. The mono and/or diesters of the polyglycerol polyols are used, the fatty acyl groups typically being those described hereinbefore for the sorbitan and glycerol esters.
3) Optional Soil Release Agent
[0071] Optionally, the compositions herein contain from 0% to about 10%, preferably from about 0.1% to about 5%, more preferably from about 0.1% to about 2%, of a soil release agent. Preferably, such a soil release agent is a polymer. Polymeric soil release agents useful in the present embodiments include copolymeric blocks of terephthalate and polyethylene oxide or polypropylene oxide, and the like. U.S. Pat. No. 4,956,447, Gosselink/Hardy/Trinh, issued Sep. 11, 1990, discloses specific used soil release agents comprising cationic functionalities, said patent being incorporated herein by reference.
[0072] A used soil release agent is a copolymer having blocks of terephthalate and polyethylene oxide. More specifically, these polymers are comprised of repeating units of ethylene and/or propylene terephthalate and polyethylene oxide terephthalate at a molar ratio of ethylene terephthalate units to polyethylene oxide terephthalate units of from about 25:75 to about 35:65, said polyethylene oxide terephthalate containing polyethylene oxide blocks having molecular weights of from about 300 to about 2000. The molecular weight of this polymeric soil release agent is in the range of from about 5,000 to about 55,000.
[0073] U.S. Pat. No. 4,976,879, Maldonado/Trinh/Gosselink, issued Dec. 11, 1990, discloses specific used soil release agents that can also provide improved antistat benefit, said patent being incorporated herein by reference.
[0074] Another used polymeric soil release agent is a crystallizable polyester with repeat units of ethylene terephthalate units containing from about 10% to about 15% by weight of ethylene terephthalate units together with from about 10% to about 50% by weight of polyoxyethylene terephthalate units, derived from a polyoxyethylene glycol of average molecular weight of from about 300 to about 6,000, and the molar ratio of ethylene terephthalate units to polyoxyethylene terephthalate units in the crystallizable polymeric compound is between 2:1 and 6:1. Examples of this polymer include the commercially available materials Zelcon.®. 4780 (from DuPont) and Milease.®. T (from ICI).
(4) Cyclodextrin/Perfume Complexes and Free Perfume
[0075] The products herein can also contain from about 0.5% to about 60%, preferably from about 1% to about 50%, cyclodextrin/perfume inclusion complexes, as disclosed in U.S. Pat. Nos. 5,139,687, Borcher et al., issued Aug. 18, 1992; and 5,234,610, Gardlik et al., to issue Aug. 10, 1993, which are incorporated herein by reference. Perfumes are highly desirable, can usually benefit from protection, and can be complexed with cyclodextrin. Fabric softening products typically contain perfume to provide an olfactory aesthetic benefit and/or to serve as a signal that the product is effective.
[0076] The perfume ingredients and compositions of this embodiments are the conventional ones known in the art. Selection of any perfume component, or amount of perfume, is based solely on aesthetic considerations. Suitable perfume compounds and compositions can be found in the art including U.S. Pat. Nos. 4,145,184, Brain and Cummins, issued Mar. 20, 1979; 4,209,417, Whyte, issued Jun. 24, 1980; 4,515,705, Moeddel, issued May 7, 1985; and 4,152,272, Young, issued May 1, 1979, all of said patents being incorporated herein by reference. Many of the art recognized perfume compositions are relatively substantive, as described hereinafter, to maximize their odor effect on substrates. However, it is a special advantage of perfume delivery via the perfume/cyclodextrin complexes that nonsubstantive perfumes are also effective. The volatility and substantivity of perfumes is disclosed in U.S. Pat. No. 5,234,610, supra.
[0077] If a product contains both free and complexed perfume, the escaped perfume from the complex contributes to the overall perfume odor intensity, giving rise to a longer lasting perfume odor impression.
[0078] As disclosed in U.S. Pat. No. 5,234,610, supra, by adjusting the levels of free perfume and perfume/CD complex it is possible to provide a wide range of unique perfume profiles in terms of timing (release) and/or perfume identity (character). Solid, dryer-activated fabric conditioning compositions are a uniquely desirable way to apply the cyclodextrins, since they are applied at the very end of a fabric treatment regimen when the fabric is clean and when there are almost no additional treatments that can remove the cyclodextrin.
(5) Stabilizers
[0079] Stabilizers can be present in the compositions of the present embodiments. The term "stabilizer," as used herein, includes antioxidants and reductive agents. These agents are present at a level of from 0% to about 2%, preferably from about 0.01% to about 0.2%, more preferably from about 0.05% to about 0.1% for antioxidants and more preferably from about 0.01% to about 0.2% for reductive agents. These assure good odor stability under long term storage conditions for the compositions. Use of antioxidants and reductive agent stabilizers is especially critical for unscented or low scent products (no or low perfume).
[0080] Examples of antioxidants that can be added to the compositions of this embodiments include ascorbic acid, ascorbic palmitate, propyl gallate, available from Eastman Chemical Products, Inc., under the trade names Tenox.®. PG and Tenox S-1; a mixture of BHT, BHA, propyl gallate, and citric acid, available from Eastman Chemical Products, Inc., under the trade name Tenox-6; butylated hydroxytoluene, available from UOP Process Division under the trade name Sustane.®. BHT; tertiary butylhydroquinone, Eastman Chemical Products, Inc., as Tenox TBHQ; natural tocopherols, Eastman Chemical Products, Inc., as Tenox GT-1/GT-2; and butylated hydroxyanisole, Eastman Chemical Products, Inc., as BHA.
[0081] Examples of reductive agents include sodium borohydride, hypophosphorous acid, and mixtures thereof.
[0082] The stability of the compounds and compositions herein can be helped by the stabilizers, but in addition, the preparation of compounds used herein and the source of hydrophobic groups can be important. Surprisingly, some highly desirable, readily available sources of hydrophobic groups such as fatty acids from, e.g., tallow, possess odors that remain with the compound, e.g., DEQA despite the chemical and mechanical processing steps that convert the raw tallow to finished DEQA. Such sources must be deodorized, e.g., by absorption, distillation (including stripping such as steam stripping), etc., as is well known in the art. In addition, care must be taken to minimize contact of the resulting fatty acyl groups to oxygen and/or bacteria by adding antioxidants, antibacterial agents, etc. The additional expense and effort associated with the unsaturated fatty acyl groups is justified by the superior performance.
(6) Other Optional Ingredients
[0083] The present embodiments can include other optional components (minor components) conventionally used in textile treatment compositions, for example, colorants, preservatives, optical brighteners, opacifiers, physical stabilizers such as guar gum and polyethylene glycol, anti-shrinkage agents, anti-wrinkle agents, fabric crisping agents, spotting agents, germicides, fungicides, anti-corrosion agents, antifoam agents, and the like.
(B) The Substrate
[0084] The present embodiments relates to articles of manufacture comprising a substrate that has been modified to provide superior feel and acceptability after use.
[0085] Representative articles and their components are those that are adapted to soften fabrics in an automatic laundry dryer, including the ones disclosed in U.S. Pat. Nos. 5,470,492, Childs et al., issued Nov. 11, 1995; 3,989,631 Marsan, issued Nov. 2, 1976; 4,055,248, Marsan, issued Oct. 25, 1977; 4,073,996, Bedenk et al., issued Feb. 14, 1978; 4,022,938, Zaki et al., issued May 10, 1977; 4,764,289, Trinh, issued Aug. 16, 1988; 4,808,086, Evans et al., issued Feb. 28, 1989; 4,103,047, Zaki et al., issued Jul. 25, 1978; 3,736,668, Dillarstone, issued Jun. 5, 1973; 3,701,202, Compa et al., issued Oct. 31, 1972; 3,634,947, Furgal, issued Jan. 18, 1972; 3,633,538, Hoeflin, issued Jan. 11, 1972; and 3,435,537, Rumsey, issued Apr. 1, 1969; and 4,000,340, Murphy et al., issued Dec. 28, 1976, all of said patents being incorporated herein by reference.
[0086] The fabric treatment compositions are provided as an article of manufacture in combination with the flexible substrate as described hereinafter. The substrates herein effectively release the composition (A) in an automatic laundry (clothes) dryer.
[0087] The substrate dispensing means will normally carry an effective amount of fabric treatment composition. Such effective amount typically provides sufficient fabric conditioning/antistatic agent and/or anionic polymeric soil release agent for at least one treatment of a minimum load in an automatic laundry dryer. Amounts of fabric treatment composition for multiple uses, e.g., up to about 30, can be used. Typical amounts for a single article can vary from about 0.25 g to about 100 g, preferably from about 0.5 g to about 20 g, most preferably from about 1 g to about 10 g.
[0088] The substrates useful herein are polyester non-woven fabrics having basis weights of from about 0.53 oz/yd2 to about 0.59 oz/yd2, preferably from about 0.54 oz/yd2 to about 0.58 oz/yd2, more preferably from about 0.55 oz/yd2 to about 0.57 oz/yd2. These substrates are prepared using polyester fibers having deniers of from 5 to about 8, preferably from 5 to about 7, and more preferably about 6.
[0089] Surprisingly, the use of fibers having a denier of from 5 to about 8, while maintaining the same basis weight, provides more void volume and increases the substrate thickness, as compared to the use of fibers with lower deniers. This property had not previously been recognized. This unexpected property results in substrates with increased loft as compared to substrates produced using fibers with a denier of about 4 and with no loss of substrate strength. Typically, the fiber is a continuous filament that is laid down, in a pattern that results in a multiplicity of layers and intersections between overlaid portions of the filament, on a belt, preferably foraminous, and then the fiber intersections are fused into fiber-to-fiber bonds by a combination of heat and pressure, typically a temperature of about 237° C. and a roll pressure of about 40 lbs/sq-in. It had been discovered, that reducing the temperature to from about 237° C. to about 231° C., preferably to from about 237° C. to about 233° C., more preferably from about 237° C. to about 235° C. and/or pressure of from about 40 psig to about 10 psig, more preferably from about 10 psig to about 0 psig, also provided increased thickness (loft), a softer substrate, especially after use, increased fuzziness, especially on the belt side of the substrate, and no loss of strength or an actual improvement in strength. The conditions can be varied, but are adjusted to provide at least a 14% increase in thickness, more preferably at least a 30% increase in thickness, from about 0.14 mm for the standard conditions, to at least about 0.17 mm, more preferably at least about 0.20 mm. The fuzziness, as rated by a panel on a scale of from 1 to 5, where 1 is high fuzz, improves from about 4 to about 2.9 on the outside (non-belt or "jet" side where the air jets are located) and from about 4.4 to about 1.9 on the belt side of the substrate. In order for the polyester substrate to be rated significantly better than available substrates, the "belt fuzz" and "jet fuzz" grades should be from about 1.8 to about 3.3, preferably from about 2 to about 3, more preferably from about 2.2 to about 2.9.
[0090] The "fuzz" test uses a rubber bottom sled with a standard weight, approximately 1000 gm, which is pulled back and forth across a sample of the substrate. A standard sample of commercial substrate is assigned a fuzz value of 4 and the fuzz grades are assigned based on no fuzz being 0. The grading is visual. The test measures the tendency of the individual fibers to be loosened by moderate abrasion conditions. Grading of softness shows that the fuzz test predicts the softness of the substrate after use.
[0091] The typical polyester substrate used heretofore is significantly less soft after use than a rayon substrate whereas the polyester substrates herein, especially those formed with lower temperature and lower pressure are not significantly less soft than a commercial rayon substrate.
[0092] In addition to the above noted improvements in the physical characteristics, the breaking strengths remain at least about 3 lbs/sq-in in each direction. i.e., from about 3 to about 14, preferably from about 6 to about 12, more preferably from about 7 to about 9, lbs/sq-in. These substrates are fabricated from polyester fibers having a denier from 5 to about 8, preferably from 5 to about 7, more preferably about 6.
[0093] The fabrics are typically prepared by laying a thin layer of fiber in a random patern on a moving foraminous belt and then applying heat to melt at least a portion of the surfaces of the fibers and applying heat and pressure to fuse the adjacent fibers to each other at their intersections. The amount of heat and pressure is adjusted to provide the desired bonding.
Usage
[0094] The articles of this embodiments can be used for imparting the fabric treatment composition to fabric (clothes) to provide softening and/or antistatic effects to fabric in an automatic laundry dryer. Generally, the method of using the articles of the present embodiments comprises: commingling pieces of damp fabric by tumbling said fabric under heat in an automatic clothes dryer with an article comprising an effective amount of composition (A). The composition should have a melting point greater than about 35° C. and be flowable at dryer operating temperature.
[0095] The present embodiments relate to improved solid dryer-activated fabric softener articles that have improved acceptability to the consumer.
[0096] All percentages, ratios, and parts herein, in the Specification, Examples, and Claims, are by weight and are approximations unless otherwise stated.
[0097] The following are nonlimiting examples of the instant articles, methods, and compositions of the present embodiments.
Example 1
TABLE-US-00001 [0098] Components Wt. % Ditallowdimethylammonium sulfate 21.04 Stearyldimethylamine Stearic Acid 32.83 Salt* Perfume/Cyclodextrin Complex 19.36 Clay** 3.79 Perfume 1.56 Sodium C12 Alkylbenzene Sulfonate 0.38 Sorbitan Monostearate 21.04 100.0 *1:2 ratio of stearyldimethylamine:triplepressed stearic acid. **Calcium bentonite clay, Bentolite L, sold by Southern Clay Products, or Gelwhite GP clay.
Preparation of the Substrate
[0099] The substrate was prepared in a conventional manner with the changes being in the bonding temperature (from about 237° C. to about 235° C.) and the consolidating pressures (from about 40 psig to about 0 psig for the nip roll and from about 10 psig to about 4.5 psig for the consolidation roll steam pressure) and denier from 4 dpf to 6 dpf The substrate prepared by the conventional process compares to the improved substrate as follows: Denier 4 versus 6, Fuzz rating (1 to 5 grade with 1 being most used) Jet Fuzz 4.0 vs. 2.9 and Belt side Fuzz 4.4 vs. 1.9; Tearing tensile strength (lbs/in) cross direction 3.3 vs. 5.7 and machine direction 3.7 vs. 4.5; Softness vs. Rayon (-4 to +4 grade with positive numbers indicating a preference) 2.79 (significantly worse) vs. -0.58 (not significantly different).
Preparation of Fabric Conditioning Sheets
[0100] The coating mixture is applied to the said improved substrate sheets (22.86 cm. by 22.86 cm., about 523 sq. cm. having a weight of about 1 gm) The substrate sheets are comprised of about 6-denier spunbonded polyester. The molten fabric conditioning composition is applied with an impregnation head and drawn between two heated rollers to impregnate the substrate and remove excess composition. The softener composition is applied in an amount of about 2.38 gm per sheet. When the sheets (articles) are used by consumers, they are used for softness as compared to sheets prepared with existing substrates and are not significantly different from prior art rayon substrate articles.
Example 2
TABLE-US-00002 [0101] Components Wt. % Ditallowdimethylammonium sulfate 21.04 Stearyldimethylamine Stearic Acid 32.83 Salt* Perfume/Cyclodextrin Complex 19.36 Clay** 3.79 Perfume 1.56 Sodium C12 Alkylbenzene Sulfonate 0.38 Sorbitan Monostearate 21.04 100.0 *1:2 ratio of stearyldimethylamine:triplepressed stearic acid. **Calcium bentonite clay, Bentolite L, sold by Southern Clay Products, or Gelwhite GP clay.
Preparation of the Substrate
[0102] The substrate was prepared in a conventional manner with the only changes being in the bonding temperature (from about 237° C. to about 235° C.) and the consolidating pressures (from about 40 psig to about 0 psig for the nip roll and from about 10 psig to about 4.5 psig for the consolidation roll steam pressure) and a denier change from 4 to 6 denier per fiber (dpf). The substrate prepared by the conventional process compares to the improved substrate as follows: Denier 4 versus 6, Fuzz rating (1 to 5 grade with 1 being most used) Jet Fuzz 4.0 vs. 2.9 and Belt side Fuzz 4.4 vs. 1.9; Tearing tensile strength (lbs/in) cross direction 3.3 vs. 5.7 and machine direction 3.7 vs. 4.5; Softness vs. Rayon (-4 to +4 grade with positive numbers indicating a preference)-2.79 (significantly worse) vs. -0.58 (not significantly different).
Preparation of Fabric Conditioning Sheets
[0103] The coating mixture is applied to the said improved substrate sheets (22.86 cm. by 22.86 cm., about 523 sq. cm. having a weight of about 1 gm) The substrate sheets are comprised of about 6-denier spunbonded polyester. The molten fabric conditioning composition is applied with an impregnation head and drawn between two heated rollers to impregnate the substrate and remove excess composition. The softener composition is applied in an amount of about 2.38 gm per sheet. When the sheets (articles) are used by consumers, they are used for softness as compared to sheets prepared with existing substrates and are not significantly different from prior art rayon substrate articles.
Example 3
[0104] Fabric conditioning sheets are prepared according to Example 2 with the improved substrate sheets and compared after use to other commercial sheets having combined (average) belt and fuzz grades of from about 3 to about 3.5. The improved substrate sheets had average softness grades of about 1.16 versus average softness grades of about 2.24 for the commercial sheets. A difference of about 1 being consumer noticeable.
[0105] Although particular embodiments of the embodiments have been described in detail herein with reference to the accompanying drawings, it is to be understood that the embodiments is not limited to those particular embodiments, and that various changes and modifications may be effected therein by one skilled in the art without departing from the scope or spirit of the embodiments as defined in the appended claims.
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20130096993 | METHOD OF TOLLING VEHICLES IN AN OPEN-ROAD TOLL SYSTEM |
| 20130096992 | SHAREHOLDER MANAGEMENT APPARATUS, SHAREHOLDER MANAGEMENT METHOD, AND PROGRAM |
| 20130096991 | METHODS AND SYSTEMS FOR PROFILING PROFESSIONALS |
| 20130096990 | Purchasing Trading Partners Feedback Process for Purchase Practice Refinement |
| 20130096989 | Method and System for Determining Freight Shipping Pricing Based on Equipment Type, Market Geographies, Temporal Currency, and Trip Type Characteristics |
Images included with this patent application:
 |  |
 |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2014-01-02 | Composite disposable bed linen package |
| 2013-02-21 | Cover for patient transfer devices |
| 2012-12-06 | Disposable moisture proof absorbent/anti-microbial covers for exercise mats and exercise accessories |
| 2011-04-14 | Cover for deflatable support cushions |
| 2009-06-25 | Disposable cover for diaper changing station and method of use |
| Top Inventors for class "Beds" | |
| Rank | Inventor's name |
|---|---|
| 1 | Roger P. Jackson |
| 2 | David W. Hornbach |
| 3 | Richard H. Heimbrock |
| 4 | Jonathan D. Turner |
| 5 | Robert M. Zerhusen |