Patent application title: HEAT TRANSFER DEVICE AND METHOD OF MAKING SAME
Inventors:
John H. Rosenfeld (Lancaster, PA, US)
Donald M. Ernst (Lancaster, PA, US)
IPC8 Class: AF28D1504FI
USPC Class:
16510426
Class name: Liquid fluent heat exchange material utilizing change of state utilizing capillary attraction
Publication date: 2012-07-12
Patent application number: 20120175086
Abstract:
A heat pipe is provided having an enclosed vapor chamber and a wick
disposed within the vapor chamber. The wick comprises a plurality of
lands having a thickness and a plurality of vents formed between the
lands, wherein each vent includes a layer of wick having a thickness that
is less than the thickness of the lands.Claims:
1. A heat pipe comprising: an enclosed vapor chamber; and a wick disposed
within the vapor chamber, the wick comprising a plurality of lands having
a thickness and a plurality of vents formed between the lands, wherein
each vent includes a layer of wick having a thickness that is less than
the thickness of the lands.
2. The heat pipe of claim 1, wherein the thicknesses of each of the plurality of the lands are the same and the thickness of the wick in each of the vents is the same.
3. The heat pipe of claim 1, wherein the lands and the vents are localized to a portion of the wick.
4. The heat pipe of claim 1, wherein the lands are equally spaced apart by the vents.
5. The heat pipe of claim 1, wherein each of the vents is the same size and shape.
6. The heat pipe of claim 1, wherein at least some of the plurality of lands are shaped as ridges.
7. The heat pipe of claim 1, wherein the plurality of lands of the wick forms an orthogonal pattern.
8. The heat pipe of claim 1, wherein the wick in each of the vents is continuous between the lands.
9. A heat pipe comprising: a first wall and a second wall, the second wall spaced apart and opposite from the first wall, the first and second walls defining a vapor chamber therebetween; and a wick associated with the second wall, the wick having a plurality of vents, wherein each vent comprises a layer of wick which is adjacent to the second wall and which has a thickness that is less than the thickness of the wick.
10. The heat pipe of claim 9, wherein the thickness of each vent is the same.
11. The heat pipe of claim 9, wherein the vents are localized to a portion of the wick.
12. The heat pipe of claim 9, wherein the vents are equally spaced apart.
13. The heat pipe of claim 9, wherein each of the vents is the same size and shape.
14. The heat pipe of claim 9, wherein the wick includes a plurality of ridges between the vents.
15. The heat pipe of claim 9, wherein the wick between the vents forms an orthogonal pattern.
16. The heat pipe of claim 9, wherein the wick in each of the vents is continuous between the lands.
17. A heat pipe comprising: a top wall and a bottom wall defining a vapor chamber therebetween; and a wick associated with the bottom wall, the wick having a plurality of vents, wherein each vent has a layer of wick at a bottom thereof comprising a vent wick.
18. The heat pipe of claim 17, wherein the thickness of each vent wick is the same.
19. The heat pipe of claim 17, wherein the vents are localized to a portion of the wick.
20. The heat pipe of claim 17, wherein the vents are equally spaced apart.
21. The heat pipe of claim 17, wherein each of the vents is the same size and shape.
22. The heat pipe of claim 17, wherein the wick includes a plurality of ridges between the vents.
23. The heat pipe of claim 17, wherein the wick between the vents forms an orthogonal pattern.
24. The heat pipe of claim 17, wherein the vent wick is continuous between the lands.
Description:
CROSS-REFERENCE TO RELATED APPLICATION
[0001] This application is a continuation of and claims priority to U.S. patent application Ser. No. 12/367,296, filed on Feb. 6, 2009, which published as Publication No. 2009/0139697, which is itself a continuation of and claims priority to U.S. patent application Ser. No. 11/344,857, filed on Feb. 1, 2006, which is a divisional of and claims priority to U.S. application Ser. No. 10/765,660, filed Jan. 27, 2004, now U.S. Pat. No. 7,028,759, which is a continuation-in-part of Ser. No. 10/607,337, filed Jun. 26, 2003, now U.S. Pat. No. 6,994,152, the content of each of which is incorporated herein by reference in its entirety.
FIELD OF THE INVENTION
[0002] The present invention generally relates to heat transfer devices that rely upon capillary action as a transport mechanism and, more particularly, to wicking materials for such devices.
BACKGROUND
[0003] It has been suggested that a computer is a thermodynamic engine that sucks entropy out of data, turns that entropy into heat, and dumps the heat into the environment. The ability of prior art thermal management technology to get that waste heat out of semiconductor circuits and into the environment, at a reasonable cost, limits the density and clock speed of electronic systems.
[0004] A typical characteristic of heat transfer devices for electronic systems is that the atmosphere is the final heat sink of choice. Air cooling gives manufacturers access to the broadest market of applications. Another typical characteristic of heat transfer devices for electronics today is that the semiconductor chip thermally contacts a passive spreader or active thermal transport device, which conducts the heat from the chip to one of several types of fins. These fins convect heat to the atmosphere with natural or forced convection.
[0005] As the power to be dissipated from semiconductor devices increases with time, a problem arises: over time the thermal conductivity of the available materials becomes too low to conduct the heat from the semiconductor device to the fins with an acceptably low temperature drop. The thermal power density emerging from the semiconductor devices will be so high that copper, silver, or even gold based spreader technology will not be adequate.
[0006] One technology that has proven beneficial to this effort is the heat pipe. A heat pipe includes a sealed envelope that defines an internal chamber containing a capillary wick and a working fluid capable of having both a liquid phase and a vapor phase within a desired range of operating temperatures. When one portion of the chamber is exposed to relatively high temperature it functions as an evaporator section. The working fluid is vaporized in the evaporator section causing a slight pressure increase forcing the vapor to a relatively lower temperature section of the chamber, which functions as a condenser section. The vapor is condensed in the condenser section and returns through the capillary wick to the evaporator section by capillary pumping action. Because a heat pipe operates on the principle of phase changes rather than on the principles of conduction or convection, a heat pipe is theoretically capable of transferring heat at a much higher rate than conventional heat transfer systems. Consequently, heat pipes have been utilized to cool various types of high heat-producing apparatus, such as electronic equipment (See, e.g., U.S. Pat. Nos. 3,613,778; 4,046,190; 4,058,299; 4,109,709; 4,116,266; 4,118,756; 4,186,796; 4,231,423; 4,274,479; 4,366,526; 4,503,483; 4,697,205; 4,777,561; 4,880,052; 4,912,548; 4,921,041; 4,931,905; 4,982,274; 5,219,020; 5,253,702; 5,268,812; 5,283,729; 5,331,510; 5,333,470; 5,349,237; 5,409,055; 5,880,524; 5,884,693; 5,890,371; 6,055,297; 6,076,595; and 6,148,906).
[0007] The flow of the vapor and the capillary flow of liquid within the system are both produced by pressure gradients that are created by the interaction between naturally-occurring pressure differentials within the heat pipe. These pressure gradients eliminate the need for external pumping of the system liquid. In addition, the existence of liquid and vapor in equilibrium, under vacuum conditions, results in higher thermal efficiencies. In order to increase the efficiency of heat pipes, various wicking structures have been developed in the prior art to promote liquid transfer between the condenser and evaporator sections as well as to enhance the thermal transfer performance between the wick and its surroundings. They have included longitudinally disposed parallel grooves and the random scoring of the internal pipe surface. In addition, the prior art also discloses the use of a wick structure which is fixedly attached to the internal pipe wall. The compositions and geometries of these wicks have included, a uniform fine wire mesh and sintered metals. Sintered metal wicks generally comprise a mixture of metal particles that have been heated to a temperature sufficient to cause fusing or welding of adjacent particles at their respective points of contact. The sintered metal powder then forms a porous structure with capillary characteristics. Although sintered wicks have demonstrated adequate heat transfer characteristics in the prior art, the minute metal-to-metal fused interfaces between particles tend to constrict thermal energy conduction through the wick. This has limited the usefulness of sintered wicks in the art.
[0008] Prior art devices, while adequate for their intended purpose, suffer from the common deficiency, in that they do not fully realize the optimum inherent heat transfer potential available from a given heat pipe. To date, no one has devised a wick structure for a heat pipe, which is sufficiently simple to produce, and yet provides optimum heat transfer characteristics for the heat pipe in which it is utilized.
SUMMARY
[0009] The present invention provides a capillary structure for a heat transfer device that comprises a plurality of particles joined together by a brazing compound such that fillets of the brazing compound are formed between adjacent ones of the plurality of particles. One or more vapor-vents are defined through the capillary structure so as to provide enhanced vapor escaped passages through the capillary structure. In this way, while a network of capillary passageways are formed between the particles to aid in the transfer of working fluid by capillary action, with the plurality of fillets provided to enhance thermal conduction properties between the plurality of particles so as to greatly improve over all heat transfer efficiency of the device, the one or more vapor vents allow for a minimized pressure drop and therefore a minimized ΔT.
[0010] In one embodiment, a heat pipe is provided having an enclosed vapor chamber and a wick disposed within the vapor chamber. The wick comprises a plurality of lands having a thickness and a plurality of vents formed between the lands, wherein each vent includes a layer of wick having a thickness that is less than the thickness of the lands.
[0011] In another embodiment, a heat pipe is provided comprising a first wall and a second wall, the second wall spaced apart and opposite from the first wall, and a wick associated with the second wall. The first and second walls define a vapor chamber therebetween. The wick has a plurality of vents, wherein each vent comprises a layer of wick which is adjacent to the second wall and which has a thickness that is less than the thickness of the wick.
[0012] In still another embodiment, a heat pipe is provided comprising a top wall and a bottom wall defining a vapor chamber therebetween, and a wick associated with the bottom wall. The wick has a plurality of vents, wherein each vent has a layer of wick at a bottom thereof comprising a vent wick.
BRIEF DESCRIPTION OF THE DRAWINGS
[0013] These and other features and advantages of the present invention will be more fully disclosed in, or rendered obvious by, the following detailed description of the preferred embodiments of the invention, which are to be considered together with the accompanying drawings wherein like numbers refer to like parts and further wherein:
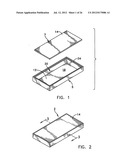
[0014] FIG. 1 is an exploded perspective view of a typical heat pipe enclosure of the type used in connection with the present invention;
[0015] FIG. 2 is a perspective view of the heat pipe enclosure shown in FIG. 1;
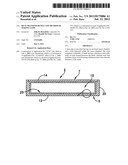
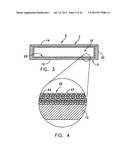
[0016] FIG. 3 is a cross-sectional view of the heat pipe shown in FIG. 2;
[0017] FIG. 4 is a significantly enlarged cross-sectional view of a portion of a brazed wick formed in accordance with one embodiment of the present invention;
[0018] FIG. 5 is a broken-way perspective view that has been highly enlarged to clearly represent metal particles and fillets that comprise one embodiment of the present invention;
[0019] FIG. 6 is a highly enlarged view, similar to FIG. 5, of an alternative embodiment of brazed wick formed in accordance with the present invention;
[0020] FIG. 7 is an exploded perspective view of a heat pipe enclosure having an alternative embodiment of brazed wick in accordance with the present invention;
[0021] FIG. 8 is a cross-sectional view, as taken along lines 8-8 in FIG. 7;
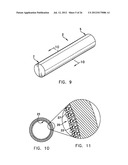
[0022] FIG. 9 is a further alternative embodiment of heat pipe enclosure formed in accordance with the present invention;
[0023] FIG. 10 is a cross-sectional view of the tubular heat pipe enclosure shown in FIG. 9, as taken along lines 10-10 in FIG. 9;
[0024] FIG. 11 is a highly enlarged view of a portion of a brazed wick disposed on the wall of the heat pipe shown in FIG. 10;
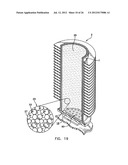
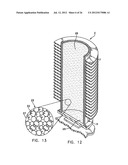
[0025] FIG. 12 is a perspective cross-sectional view of a tower heat pipe having a brazed wick formed in accordance with the present invention;
[0026] FIG. 13 is a highly enlarged surface view of a brazed wick coating the anterior surfaces of the tower heat pipe shown in FIG. 12;
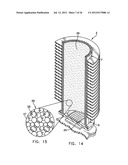
[0027] FIG. 14 is an alternative embodiment of tower heat pipe having grooved base wick formed in accordance with the present invention;
[0028] FIG. 15 is a highly enlarged surface view of a brazed wick formed in accordance with the present invention;
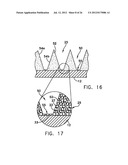
[0029] FIG. 16 is a broken-way cross-sectional view of the groove-wick shown in FIGS. 7, 8, and 13;
[0030] FIG. 17 is a highly enlarged cross-sectional view of a portion of the groove brazed wick shown in FIGS. 7, 8, 13, and 15;
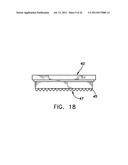
[0031] FIG. 18 is an end view of a mandrel used in manufacturing a grooved brazed wick in accordance with the present invention.
[0032] FIG. 19 is a further alternative embodiment of tower heat pipe having vapor vents formed in a wick structure in accordance with the present invention;
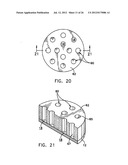
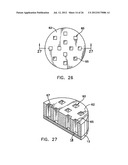
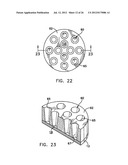
[0033] FIGS. 20-30 comprise a group of top elevational views and perspective cross-sectional views of a variety of possible wick structures having vapor vents formed in accordance with the present invention;
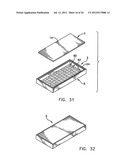
[0034] FIG. 31 is an exploded perspective view of a heat pipe heat spreader including a wick structure having vapor vents formed in accordance with the present invention;
[0035] FIG. 32 is a perspective view of the heat pipe heat spreader shown in FIG. 31, as assembled;
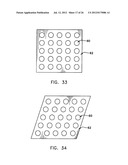
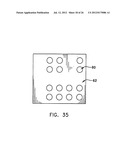
[0036] FIGS. 33-35 are top elevational views of a further variety of patterns of vapor vents that may be employed with wick structures formed in accordance with the present invention;
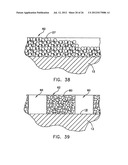
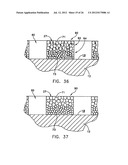
[0037] FIG. 36 is a broken-way, cross-sectional view of an alternative embodiment of wick structure comprising a graded, brazed wick formed in accordance with the present invention;
[0038] FIG. 37 is a broken-way, cross-sectional perspective view similar to FIG. 36, showing a graded sintered wick structure;
[0039] FIG. 38 is a broken-way, cross-sectional view of a alternatively graded wick structure;
[0040] FIG. 39 is a broken-way, cross-sectional perspective view of a wick structure comprising a plurality of cylindrical particles;
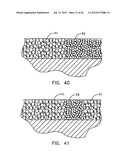
[0041] FIG. 40 is a broken-way, cross-sectional view of a further alternative embodiment of wick structure comprising a transversely graded wick structure;
[0042] FIG. 41 is a broken-way, cross-sectional perspective view of a further alternative embodiment of graded wick structure;
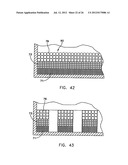
[0043] FIGS. 42-43 are broken-way, cross-sectional views of a portion of a heat pipe heat spreader having a multiple layer graded wick structure; and
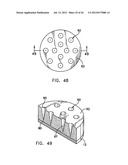
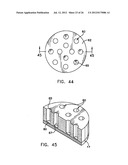
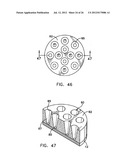
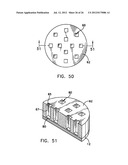
[0044] FIGS. 44-51 comprise a group of top elevational views and perspective cross-sectional views of a variety of possible wick structures having vapor vents formed in accordance with the present invention.
DETAILED DESCRIPTION
[0045] This description of preferred embodiments is intended to be read in connection with the accompanying drawings, which are to be considered part of the entire written description of this invention. The drawing figures are not necessarily to scale and certain features of the invention may be shown exaggerated in scale or in somewhat schematic form in the interest of clarity and conciseness. In the description, relative terms such as "horizontal," "vertical," "up," "down," "top" and "bottom" as well as derivatives thereof (e.g., "horizontally," "downwardly," "upwardly," etc.) should be construed to refer to the orientation as then described or as shown in the drawing figure under discussion. These relative terms are for convenience of description and normally are not intended to require a particular orientation. Terms including "inwardly" versus "outwardly," "longitudinal" versus "lateral" and the like are to be interpreted relative to one another or relative to an axis of elongation, or an axis or center of rotation, as appropriate. Terms concerning attachments, coupling and the like, such as "connected" and "interconnected," refer to a relationship wherein structures are secured or attached to one another either directly or indirectly through intervening structures, as well as both movable or rigid attachments or relationships, unless expressly described otherwise. The term "operatively connected" is such an attachment, coupling or connection that allows the pertinent structures to operate as intended by virtue of that relationship. In the claims, means-plus-function clauses are intended to cover the structures described, suggested, or rendered obvious by the written description or drawings for performing the recited function, including not only structural equivalents but also equivalent structures.
[0046] Referring to FIGS. 1-6, the present invention comprises a wick structure for a heat pipe or heat spreader 2, hereinafter referred to as simply a heat pipe. Such heat pipes 2 are often sized and shaped to transfer and/or spread the thermal energy generated by at least one thermal energy source, e.g., a semiconductor device (not shown), that is thermally engaged between a portion of the heat pipe and a heat sink (not shown). Heat pipes 2 generally comprise a hermetically sealed enclosure such as a flat, hollow plate-like structure (FIG. 2) or a tubular structure (FIGS. 9, 12, 14 and 19). Regardless of outer profile, each enclosure structure defines an evaporator section 5, a condenser section 7, and an internal void space or vapor chamber 10 (FIG. 3). For example, in a planar rectangular heat pipe 2, vapor chamber 10 is defined between a bottom wall 12 and a top wall 14. In a tubular or tower heat pipe 2, vapor chamber 10 extends longitudinally from one end of the tube to the other (FIGS. 9, 12, 14, and 19).
[0047] In one preferred embodiment of a rectilinear enclosure, bottom wall 12 and a top wall 14 comprise substantially uniform thickness sheets of a thermally conductive material, e.g., copper, steel, aluminum, or any of their respective alloys, and are spaced-apart by about 2.0 (mm) to about 4.0 (mm) so as to form vapor chamber 10 within heat pipe 2. Top wall 14 of heat pipe 2 is often substantially planar, and is complementary in shape to bottom wall 12. Bottom wall 12 preferably comprises a substantially planer inner surface 18 and a peripheral edge wall 20. Peripheral edge wall 20 projects outwardly from the peripheral edge of inner surface 18 so as to circumscribe inner surface 18. Vapor chamber 10 is created within heat pipe 2 by the attachment of bottom wall 12 and a top wall 14, along their common edges which are then hermetically sealed at their joining interface 24. A vaporizable fluid (e.g., water, ammonia or freon not shown) resides within vapor chamber 10, and serves as the working fluid for heat pipe 2. For example, heat pipe 2 may be made of copper or copper silicon carbide with water, ammonia, or freon generally chosen as the working fluid. Heat pipe 2 is completed by drawing a partial vacuum within the vapor chamber after injecting the working fluid just prior to final hermetic sealing of the common edges of bottom wall 12 and top wall 14.
[0048] Referring to FIGS. 3-6, in order for heat pipe operation to be initiated within the enclosure of heat pipe 2, a capillary must be present within vapor chamber 10 that will pump condensed liquid from condenser section 7 back to evaporator sections, substantially unaided by gravity. In one embodiment of the present invention, a brazed wick 25 is located on inner surface 18 which defines the boundaries of vapor chamber 10. Brazed wick 25 comprises a plurality of metal particles 27 combined with a filler metal or combination of metals that is often referred to as a "braze" or brazing compound 30. It will be understood that "brazing" is the joining of metals through the use of heat and a filler metal, i.e., brazing compound 30. Brazing compound 30 very often comprises a melting temperature that is above 450° C.-1000° C. but below the melting point of metal particles 27 that are being joined to form brazed wick 25.
[0049] In general, to form brazed wick 25 according to the present invention, a plurality of metal particles 27 and brazing compound 30 are heated together to a brazing temperature that melts brazing compound 30, but does not melt plurality of metal particles 27. Significantly, during brazing metal particles 27 are not fused together as with sintering, but instead are joined together by creating a metallurgical bond between brazing compound 30 and the surfaces of adjacent metal particles 27 through the creation of fillets of re-solidified brazing compound (identified by reference numeral 33 in FIGS. 5 and 6). Advantageously, the principle by which brazing compound 30 is drawn through the porous mixture of metal particles 27 to create fillets 33 is "capillary action", i.e., the movement of a liquid within the spaces of a porous material due to the inherent attraction of molecules to each other on a liquid's surface. Thus, as brazing compound 30 liquefies, the molecules of molten brazing metals attract one another as the surface tension between the molten braze and the surfaces of individual metal particles 27 tends to draw the molten braze toward each location where adjacent metal particles 27 are in contact with one another. Fillets 33 are formed at each such location as the molten braze metals re-solidify.
[0050] In the present invention, brazing compound 30 and fillets 33 create a higher thermal conductivity wick than, e.g., sintering or fusing techniques. This higher thermal conductivity wick directly improves the thermal conductance of the heat transfer device in which it is formed, e.g., heat pipe, loop heat pipe, etc. Depending upon the regime of heat flux that evaporator 5 is subjected to, the conductance of brazed wick 25 has been found to increase between directly proportional to and the square root of the thermal conductivity increase. Importantly, material components of brazing compound 30 must be selected so as not to introduce chemical incompatibility into the materials system comprising heat pipe 2.
[0051] Metal particles 27 may be selected from any of the materials having high thermal conductivity, that are suitable for fabrication into brazed porous structures, e.g., carbon, tungsten, copper, aluminum, magnesium, nickel, gold, silver, aluminum oxide, beryllium oxide, or the like, and may comprise either substantially spherical, oblate or prolate spheroids, ellipsoid, or less preferably, arbitrary or regular polygonal, or filament-shaped particles of varying cross-sectional shape. For example, when metal particles 27 are formed from copper spheres (FIG. 5) or oblate spheroids (FIG. 6) whose melting point is about 1083° C., the overall wick brazing temperature for heat pipe 2 will be about 1000° C. By varying the percentage brazing compound 30 within the mix of metal particles 27 or, by using a more "sluggish" alloy for brazing compound 30, a wide range of heat-conduction characteristics may be provided between metal particles 27 and fillets 33.
[0052] For example, in a copper/water heat pipe, any ratio of copper/gold braze could be used, although brazes with more gold are more expensive. A satisfactory combination for brazing compound 30 has been found to be about six percent (6) % by weight of a finely divided (-325 mesh), 65%/35% copper/gold brazing compound, that has been well mixed with the copper powder (metal particles 27). More or less braze is also possible, although too little braze reduces the thermal conductivity of brazed wick 25, while too much braze will start to fill the wick pores with solidified braze metal. One optimal range has been found to be between about 2% and about 10% braze compound, depending upon the braze recipe used. When employing copper powder as metal particles 27, a preferred shape of particle is spherical or spheroidal. Metal particles 27 should often be coarser than about 200 mesh, but finer than about 20 mesh. Finer wick powder particles often require use of a finer braze powder particle. The braze powder of brazing compound 30 should often be several times smaller in size than metal particles 27 so as to create a uniformly brazed wick 25 with uniform properties.
[0053] Other brazes can also be used for brazing copper wicks, including nickel-based Nicrobrazes, silver/copper brazes, tin/silver, lead/tin, and even polymers. The invention is also not limited to copper/water heat pipes. For example, aluminum and magnesium porous brazed wicks can be produced by using a braze that is an aluminum/magnesium intermetallic alloy.
[0054] Brazing compound 30 should often be well distributed over each metal particle surface. This distribution of brazing compound 30 may be accomplished by mixing brazing compound 30 with an organic liquid binder, e.g., ethyl cellulose, that creates an adhesive quality on the surface of each metal particle 27 (i.e., the surface of each sphere or spheroid of metal) for brazing compound 30 to adhere to. In one embodiment of the invention, one and two tenths grams by weight of copper powder (metal particles 27) is mixed with two drops from an eye dropper of an organic liquid binder, e.g., ISOBUTYL METHACRYLATE LACQUER to create an adhesive quality on the surface of each metal particle 27 (i.e., the surface of each sphere or spheroid of metal) for braze compound 30 to adhere to. A finely divided (e.g., -325 mesh) of braze compound 30 is mixed into the liquid binder coated copper powder particles 27 and allowed to thoroughly air dry. About 0.072 grams, about 6% by weight of copper/gold in a ratio of 65%/35% copper/gold brazing compound, has been found to provide adequate results. The foregoing mixture of metal particles 27 and brazing compound 30 are applied to the internal surfaces of heat pipe 2, for example inner surface 18 of bottom wall 12, and heated evenly so that brazing compound 30 is melted by heating metal particles 27. Molten brazing compound 30 that is drawn by capillary action, forms fillets 33 as it solidifies within the mixture of metal particles 27. For example, vacuum brazing or hydrogen brazing at about 1020° C. for between two to eight minutes, and preferably about five minutes, has been found to provide adequate fillet formation within a brazed wick. A vacuum of at least 10-5 torr or lower has been found to be sufficient, and if hydrogen furnaces are to be used, the hydrogen furnace should use wet hydrogen. In one embodiment, the assembly is vacuum fired at 1020° C., for 5 minutes, in a vacuum of about 5×10-5 torr or lower.
[0055] Referring to FIGS. 7, 8, 14, and 16-17, grooved brazed wick structure 38 may also be advantageously formed from metal particles 27 combined with brazing compound 30. More particularly, a mandrel 40 (FIG. 18) is used to create grooved wick structure 38 that comprises a plurality of parallel lands 45 that are spaced apart by parallel grooves 47. Lands 45 of mandrel 40 form grooves 50 of finished brazed grooved wick structure 38, and grooves 47 of mandrel 40 form lands 52 finished brazed grooved wick structure 38. Each land 52 is formed as an inverted, substantially "V"-shaped or pyramidal protrusion having sloped side walls 54a, 54b, and is spaced-apart from adjacent lands. Grooves 50 separate lands 52 and are arranged in substantially parallel, longitudinally (or transversely) oriented rows that extend at least through evaporator section 5. The terminal portions of grooves 50, adjacent to, e.g., a peripheral edge wall 20, may be unbounded by further porous structures. In one embodiment, a relatively thin layer of brazed metal particles is deposited upon inner surface 18 of bottom wall 12 so as to form a groove-wick 55 at the bottom of each groove 50 and between spaced-apart lands 52. For example, brazed copper powder particles 27 are deposited between lands 52 such that groove-wick 55 comprises an average thickness of about one to six average copper particle diameters (approximately 0.005 millimeters to 0.5 millimeters, preferably, in the range from about 0.05 millimeters to about 0.25 millimeters) when deposited over substantially all of inner surface 18 of bottom wall 12, and between sloped side walls 54a, 54b of lands 52. Advantageously, metal particles 27 in groove-wick 55 are thermally and mechanically engaged with one another by a plurality of fillets 33 (FIG. 17). When forming grooved brazed wick structure 38, inner surface 18 of bottom wall 12 (often a copper surface) is lightly coated with organic binder ISOBUTYL METHACRYLATE LACQUER and the surface is "sprinkle coated" with braze compound copper/gold in a ratio of 65%/35%, with the excess shaken off. Between 1.250 and 1.300 grams (often about 1.272 grams) of braze coated copper powder 27 is then placed on the braze coated copper surface and mandrel 40 is placed on top to form a grooved brazed wick structure 38.
[0056] Significantly grove-wick 55 is formed so as to be thin enough that the conduction delta-T is small enough to prevent boiling from initiating at the interface between inner surface 18 of bottom wall 12 and the brazed powder forming the wick. The formation of fillets 33 further enhances the thermal conductance of groove-wick 55. Groove-wick 55 is an extremely thin wick structure that is fed liquid by spaced lands 52 which provide the required cross-sectional area to maintain effective working fluid flow. In cross-section, groove-wick 55 comprises an optimum design when it comprises the largest possible (limited by capillary limitations) flat area between lands 52. This area should have a thickness of, e.g., only one to six copper powder particles. The thinner groove-wick 55 is, the better performance within realistic fabrication constraints, as long as the surface area of inner surface 18 has at least one layer of copper particles that are thermally and mechanically joined together by a plurality of fillets 33. This thin wick area takes advantage of the enhanced evaporative surface area of the groove-wick layer, by limiting the thickness of groove-wick 55 to no more than a few powder particles while at the same time having a significantly increased thermal conductance due to the presence of fillets 33 joining metal particle 27. This structure has been found to circumvent the thermal conduction limitations associated with the prior art.
[0057] In yet a further embodiment of the present invention, groove-wick 55 may be replaced by a wick structure defining a plurality of vapor-vents 60 that are defined throughout the evaporator wick structure (FIGS. 19-38). Vapor-vents 60 are defined through a wick structure 62 that comprises either a uniformly brazed wick having a plurality of particles joined together by a brazing compound such that fillets of the brazing compound are formed between adjacent ones of the plurality of particles. Alternatively, a plurality of sintered particles may also be used to form wick structure 62. In one embodiment, vapor-vents 60 extend through wick structure 62 so as to expose a portion of the underlying base structure, e.g., inner surface 18 of bottom wall 12, onto which the wick is brazed or sintered. Wick structure 62 may be employed in either a circular or elliptically shaped portion of a tower-type heat pipe (FIG. 19) or a rectangularly or polygonally shaped heat spreader configuration (FIG. 39). The actual shape will of course normally be determined by the shape of the heat source and the evaporator.
[0058] The cross-sectional profile of vapor-vents 60, and their grouping and location in wick structure 62, may vary significantly from device to device or within the same device (FIGS. 20-38). The cross-sectional profile of vapor-vents 60 may include cylindrical, conical, frustoconical, triangular, pyramidal, rectangular, rhomboidal, pentagonal, hexagonal, octagonal, and other less commonly occurring polygonal or curved shapes. Each vapor vent 60 defines an opening 65 in the upper surface of wick structure 62 and a bore 67 that may extend downwardly toward, e.g., inner surface 18 of bottom wall 12, or equivalent structures in a tower-type heat pipe. Openings 65 and bores 67 are sized, shaped, and positioned relative to an evaporator portion of heat pipe 2 dependent upon local heat flux, wick thickness, wick pore radius, and wick permeability, such that the pressure drop required to get the vapor out of the evaporator portion is minimized and therefore the ΔT may be minimized.
[0059] In addition to the various shapes, sizes and positions of vapor vents 60, the powdered material that forms wick structure 62 may also vary in size and shape. For example, wick structure 62 may be formed from powdered metal particles 27 that are spherical, spheroidal, polygonal, or even chopped pieces of fine wire. In addition, wick structure 62 may be formed from powdered metal particles 27 comprising a mixture of particles having two or more distinct diameters, i.e., a first species of particle 71 having a first diameter, and a second species of particle 73 having a second diameter, or even a third species of particle 76 having the same or different diameter as particles 71 and 73. Multiple wire diameters 80 of varying lengths thus forming multiple species of particles. Each species of particle may be segregated from one another such that relatively larger diameter particles are located in lower heat flux regions of wick structure 62, while smaller diameter particles are located in higher heat flux regions of wick structure 62 (FIGS. 35, 38, 40, and 41). In this way, a variety of pore sizes may be created within each variety of wick structure 62. Typically, the variation in particle or wire diameters may range from several microns to several millimeters. Proper adjustment of particle sizes, and thus the pore sizes, allows for vapor to vent through larger pores while liquid remains in smaller pores thus increasing the critical heat flux limit.
[0060] In addition to having a mixture of two or more powder particle sizes, a graded wick structure 90 may be employed in the present invention (FIGS. 36, 37, 42, and 43). In one embodiment of the invention, a graded wick 90 is formed by layering particles 71, such that coarse (i.e., relatively large) particles are located in a first layer 92 near the surface of wick structure 90, with fine particles 73 (i.e., relatively small) located in a second layer 94 deposited in underlying relation to first layer 92. It will be understood that multiple layers of varying species of particle may be employed in the present invention as well, such that grading can be done with as many layers as is needed, with particle and pore sizes varying up to two orders of magnitude across wick structure 62 (FIGS. 42 and 43).
[0061] Referring to FIGS. 38, 40, and 41, powder particles 27 may also be arranged in a transversely graded array such that one species of particle is arranged transversely adjacent to another species of particle. Alternatively, wick structure 62 may have a step-wise grading in which powder particles 27 are arranged at different thicknesses.
[0062] As disclosed hereinabove, powder particles 27 forming wick structures 62 or 90 may either be brazed or sintered to each other and the evaporator plate in accordance with the methods herein disclosed and according to the present invention. Sintering temperatures vary for each different metal powder as well as being a function of the size and distribution of powder particles 27 within wick structure 62. In addition, when sintering, an appropriate protective atmosphere such as hydrogen, forming gas, vacuum or an inert gas such as helium, nitrogen or argon should be employed for adequate results.
[0063] Alternatively, a relatively thin layer of either brazed or sintered metal particles 27 may be deposited upon inner surface 18 of bottom wall 12 so as to form a vent-wick 80 at the bottom of each vapor-vent 60 (FIGS. 44-51). For example, brazed or sintered copper powder particles 27 are deposited on inner surface 18 (not shown in FIGS. 44-51, but identified in FIGS. 20-27) at the bottom of each vapor-vent 60 such that vent-wick 80 comprises an average thickness in the range from about one to six average copper particle diameters (approximately 0.005 millimeters to 0.5 millimeters, preferably, in the range from about 0.05 millimeters to about 0.25 millimeters) when deposited over substantially all of inner surface 18 of bottom wall 12. Often, vent-wick 80 comprises an average thickness in the range from about one to three average copper particle diameters.
[0064] It is to be understood that the present invention is by no means limited only to the particular constructions herein disclosed and shown in the drawings, but also comprises any modifications or equivalents within the scope of the claims.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2008-11-20 | Heat sink and method of making same |
| 2010-10-07 | Heat transfer device and method |
| 2013-01-24 | Plate heat exchanger and method of producing a plate heat exchanger |
| 2012-05-10 | Heat transport fluid passage device with hydrophobic membrane |
| 2012-11-15 | Condensing device and thermal module using same |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2019-05-16 | Method for preparing porous wick and product prepared by the same |
| 2019-05-16 | Semiconductor device assembly with vapor chamber |
| 2019-05-16 | Straight-through structure of heat dissipation unit |
| 2018-01-25 | Diphasic cooling loop with satellite evaporators |
| 2017-08-17 | Heat pipe |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2011-02-24 | Capillary assisted loop thermosiphon apparatus |
| 2010-10-21 | Chemically compatible, lightweight heat pipe |
| 2010-09-30 | Capillary assisted loop thermosiphon apparatus |
| 2009-06-04 | Heat transfer device and method of making same |
| Top Inventors for class "Heat exchange" | |
| Rank | Inventor's name |
|---|---|
| 1 | Levi A. Campbell |
| 2 | Chun-Chi Chen |
| 3 | Tai-Her Yang |
| 4 | Robert E. Simons |
| 5 | Richard C. Chu |