Patent application title: Method to separate and process particles by compartmentalized field flow fractionation
Inventors:
Philip J. Wyatt (Santa Barbara, CA, US)
Assignees:
Wyatt Technology Corporation
IPC8 Class: AB03B500FI
USPC Class:
73 5401
Class name: Measuring and testing liquid analysis or analysis of the suspension of solids in a liquid viscosity
Publication date: 2012-06-14
Patent application number: 20120144900
Abstract:
A method is described for separating and processing liquid-borne
particles within an aliquot thereof following injection into a field flow
fractionator. Said fractionation method may be employed also to capture,
for subsequent segregation, specific predefined classes of such
particles. The unique fractionation method disclosed contains means to
control the applied transverse flow at each designated location along the
length of said channel. In one embodiment of the method a separate
compartment lies below each distinct location and corresponding membrane
supporting permeable frit segment of the fractionator, providing the
individual means to control the localized flow through the membrane
section thereabove. Employment of a corresponding concentric compartment
implementation achieves the same type of compartmentalized cross flow
when applied to a hollow fiber fractionation means.Claims:
1. A method to separate and process a liquid aliquot containing particles
of varying sizes and compositions comprising the steps of: A. selecting
the aliquot to be processed; B. providing a channel comprising i) a port
through which a mobile phase may enter and flow along said channel
continuously, ii) means though which said aliquot is injected into said
mobile phase, iii) an exit port through which constituents of said
aliquot may leave said channel after interactions therewith, and iv) a
plurality of distinct regions transverse to said mobile phase flow along
said channel, each said distinct region provided with independent means
to regulate a controlled flow transverse to said aliquot bearing mobile
phase; C. controlling said means to regulate transverse flow at each said
distinct region to achieve aliquot processing desired; D. injecting said
aliquot into said mobile phase, and E. collecting said processed aliquot.
2. The method of claim 1 where said channel is comprised of A. a base plate element containing a set of separated compartments open from above and fabricated to lie within said base, said openings all lying in the same plane parallel to the base of said base plate; B. a permeable segmented frit element that lies on top of said compartment openings in said base plate with each said frit segment covering a corresponding compartment thereunder; C. a permeable membrane that covers said segmented frit structure; D. a spacer means on top of said permeable membrane from which has been cut out a section providing thereby a channel cutout region, bounded on all sides by the remaining region of said spacer, said cutout region spanning the segmented flits lying below said permeable membrane; E. a top plate element that lies on top of said spacer means sealing said channel region cutout therefrom and providing ports suitably positioned over said channel cutout; to permit, sequentially i. flow through of a mobile phase, ii. injection of said sample aliquot, iii. flow out of said sample that has been driven through said channel cutout by said mobile phase flow; and F. sealing means by which fluid introduced into said channel cutout is restricted to flow therethrough or transverse to it through said permeable membrane and said supporting frit elements into compartments thereunder.
3. The method of claim 1 where said channel is comprised of a hollow permeable fiber having A. means at one end through which a mobile phase may be pumped therethrough; B. means by which a sample aliquot may be injected into said mobile phase; C. means to provide distinct transverse flows per unit fiber length to said mobile phase at each of a plurality of distinct regions along said fiber.
4. The method of claim 1 where said aliquot is processed to separate therefrom particles of specific sizes by controlling appropriate segmented transverse flow fields.
5. A method for purifying a liquid borne sample by the removal of large aggregates from said sample comprising the steps of A. injecting said liquid borne sample into an improved flow field-flow fractionation channel, said channel comprising 1. ports permitting the in-flow of a mobile phase, the injection of said liquid borne sample, and the outflow of said mobile phase, and 2. a plurality of distinct regions along the accumulation wall of said channel, each said distinct region provided with independent means to apply a controlled flow field transverse to the flow of said sample bearing mobile phase; B. adjusting the cross-flow of said mobile phase through said accumulation wall at one or more of said distinct regions along said accumulation wall such that larger aggregates are retained within said channel; C. allowing remaining sample to exit through said outflow port; and D. collecting the purified sample from which said large aggregates have been removed.
6. The method of claim 5 further comprising the step of analyzing said purified sample by light scattering detection means.
7. The method of claim 6 wherein said light scattering detection means is a multi-angle light scattering detector
8. The method of claim 6 wherein said light scattering detection means is a dynamic light scattering detector.
9. The method of claim 5 further comprising the step of analyzing said purified sample by UV detection means.
10. The method of claim 5 further comprising the step of analyzing said purified sample by differential refractive index detection means.
11. The method of claim 5 further comprising the step of analyzing said purified sample by viscometric detection means.
12. A method for separating a specific size range of particles contained within a liquid from the remainder of said sample comprising the steps of A. injecting said liquid borne sample into an improved flow field-flow fractionation channel, said channel comprising 1. ports permitting the in-flow of a mobile phase, the injection of said liquid borne sample, and the outflow of said mobile phase, and 2. a plurality of distinct regions along the accumulation wall of said channel, each said distinct region provided with independent means to apply a controlled flow field transverse to the flow of said sample bearing mobile phase; B. adjusting the cross-flow of said mobile phase through said accumulation wall at one or more of the early of said distinct regions along said accumulation wall such that the particles above the lower threshold of selected size range are retained or delayed within said regions; C. allowing remaining sample of particles below the selected size range to exit through said outflow port; D. adjusting the cross-flow of said mobile phase through said accumulation wall at one or more of said distinct regions along said accumulation wall such that the remaining particles contained within said channel proceed along its length; E. adjusting the cross-flow of said mobile phase through said accumulation wall at one or more of the late of said distinct regions along said accumulation wall such that the particles above the upper threshold of selected size range are retained or delayed within said region thus F. allowing the particles within said selected size range to exit through said outflow port; and G. collecting the sample of particles within the selected size range.
13. The method of claim 12 further comprising the step of programming the distinct regions of channel in order to provide said cross flow to retain or delay significantly particles above said specified size threshold.
14. The method of claim 12 further comprising the step of analyzing said purified sample by light scattering detection means.
15. The method of claim 14 wherein said light scattering detection means is a multi-angle light scattering detector
16. The method of claim 14 wherein said light scattering detection means is a dynamic light scattering detector.
17. The method of claim 12 further comprising the step of analyzing said purified sample by UV detection means.
18. The method of claim 12 further comprising the step of analyzing said purified sample by differential refractive index detection means.
19. The method of claim 12 further comprising the step of analyzing said purified sample by viscometric detection means.
20. A method for concentrating a sample above a specific size range of particles contained within a liquid comprising the steps of A. injecting said liquid borne sample into an improved flow field-flow fractionation channel, said channel comprising 1. ports permitting the in-flow of a mobile phase, the injection of said liquid borne sample, and the outflow of said mobile phase, and 2. a plurality of distinct regions along the accumulation wall of said channel, each said distinct region provided with independent means to apply a controlled flow field transverse to the flow of said sample bearing mobile phase; B. adjusting the cross-flow of said mobile phase through said accumulation wall at one or more of the later of said distinct regions along said accumulation wall such that the particles above the threshold of selected size range are retained or delayed within said channel; C. allowing remaining sample to exit through said outflow port; D. adjusting the cross-flow of said later of said distinct regions along said accumulation wall such that the previously retained particles are released and allowed to exit said channel through said outflow port; and E. collecting the sample of particles within the selected size range.
Description:
PRIORITY
[0001] This is a divisional of U.S. application Ser. No. 12/790,707 filed May 28, 2010, "Compartmentalized Field Flow Fractionation."
RELATED APPLICATIONS AND PATENTS
[0002] The following patents and applications relate to similar characterizations of separated molecules and small particles:
[0003] U. S. Pat. No. 6,774,994, P. J. Wyatt and M. Weida "Method and apparatus for determining absolute number densities of particles in suspension" 10 Aug. 2004.
[0004] P. J. Wyatt, M. H. Chen, and D. N. Villalpando "Method and apparatus for optimizing the separation of small particles using Asymmetric Flow Field Flow Fractionation," Ser. No. 12/157,367, filed 9 Jun. 2008.
BACKGROUND
[0005] Throughout this specification, the term "particle" refers to the constituents of liquid sample aliquots that may be molecules of varying types and sizes, nanoparticles, virus like particles, liposomes, emulsions, bacteria, colloids, etc. Their size range may lie between 1 nm and several thousand micrometers.
[0006] The separation of particles in a solution by means of field flow fractionation, FFF, was studied and developed extensively by J. C. Giddings beginning in the early 1960s. The basis of these techniques lies in the interaction of a channel-constrained sample and an impressed field applied perpendicular to the direction of flow. Among those techniques of current interest is cross flow FFF, often called symmetric flow or SF1FFF, whereby an impressed field is achieved by introducing a secondary flow perpendicular to the sample borne fluid within the channel. There are several variations of this technique including asymmetric flow FFF, or A4F, and hollow fiber, or H4F, flow separation.
[0007] Other FFF techniques include sedimentation FFF, SdFFF, wherein a gravitational/centrifugal cross force is applied perpendicular to the direction of the channel flow; electrical FFF, EFFF, wherein an electric field is applied perpendicular to the channel flow; and thermal FFF, ThFFF, wherein a temperature gradient is transversely applied. As the application of a particular FFF technique is achieved by means of a corresponding device, said application will be referred to herein as a type of "field flow fractionator."
[0008] Common to all these field flow fractionators is a fluid, or mobile phase, into which is injected an aliquot of a sample whose separation into its constituent fractions is achieved by the application of the cross field. Many of the field flow fractionators allow for the control and variation, during the time the sample aliquot flows down the channel, of the channel flow velocity and the strength of the applied cross field. Common also to these field flow fractionators is the fact that only the cross field and channel flow rates may be varied and, only then, throughout the entire region in which the separation is occurring. Although such programming is capable of producing effective separations for a wide variety of particle classes, it has associated limitations.
[0009] An illustration of such limitations relates to the separation of particles by means of a symmetric flow cross flow fractionator. As the sample aliquot begins to undergo non-steric separation while it moves down the channel, the smaller particles lead the larger ones. By increasing the cross flow rate, the separation of all species continues yet the larger fractions begin to trail further behind their smaller sized companions. With sufficient cross flow, these larger fractions may be slowed down considerably while the smaller particles have already completed their traversal of the channel producing their associated fractionation. By this time, the smaller fractions, though separated, may have been diluted significantly so that their local peaks have broadened and their associated concentration diminished. Upon leaving the channel, subsequent analyses using various detection means may be unable to detect fractions of such correspondingly very low concentration. While the retained larger particles as yet may not have had sufficient time to complete their passage through the channel and to separate therein, the smaller particles may have long left the channel and no longer, therefore, be subject to the cross forces needed to continue their separation. Indeed, the separation of substantially larger particles, say, within the range of 500 to 1000 nm requires considerably different channel and cross flow rates than might be required to separate particles within the range of 5 to 10 nm. The separation of samples whose sizes extend over very large size ranges requires considerable flexibility in programming the relative channel and cross flow rates during the passage of such sample aliquots through the channel selected. Optimal fractionation of one group of sizes does not insure an equivalent or even comparable fractionation of another group of sizes.
[0010] A continuing problem for such FFF separations lies in the historic inability of these techniques to vary local flow conditions within the channel. Heretofore, control of the fractionation process, irrespective of the FFF method, has been directed to the entire channel. It is the major objective of the inventive methods and field flow fractionators described herein to permit localized control over the applied flow and forces. By these means, the flows and forces may be controlled at specific local regions throughout the length of the fractionating channel.
[0011] Although most of the illustrations of the new fractionation method presented will be in the context of cross flow based separations, as will be obvious to those skilled in the art, the methods disclosed will be applicable equally to other field flow fractionators. The most important class of such field flow fractionators, in terms of the sheer numbers of scientific papers referring thereto, is that referred to as asymmetric flow field flow fractionation, or A4F, and invented by Karl-Gustav Wahlund. A brief review of the technique is provided later.
[0012] The A4F fractionator is considered a variation of the earlier developed symmetrical flow field fractionator, SF1FFF. In this earlier device, a cross flow is provided to the channel by a separate pump. Thus each flow is produced by a separate pump providing, thereby, crossflow symmetry. For A4F, on the other hand, an effective cross-flow is established by restricting the channel out flow relative to the input flow. The difference between the two flows becomes the effective cross flow. Because the A4F fractionator produces the two basic flow fields of the traditional SF1FFF device with a single pump, many of the results characteristic of symmetrical cross-flow FFF have been assumed operative for A4F, as well. One of these, for example, is the so-called fractionating power F that is proportional to the product of cross flow fx times the square root of the ratio of cross flow to channel-flow.
f c , i . e . F ∝ f x × f x f c . ##EQU00001##
Since the source of the cross-flow for the symmetrical fractionator is independent of the channel flow, both may be varied and would be constant over the channel length. For the A4F device, on the other hand, the channel flow always varies along the length of the channel and reaches a minimum just before the sample leaves the channel.
[0013] In order to compensate for this decrease in channel flow and to provide an associated constancy of the cross-flow per unit area, a variety of techniques have been employed. These include programming the cross-flow by varying the mobile phase input flow rate and changing the impedance to the cross flow. A variety of channel shapes have been tried including trapezoidal and exponential with the hope of preserving a greater channel flow near the outlet. The tapered channel, decreasing its width along its length, allows the channel flow per unit area to be increased sufficiently to compensate for its diminution necessary to provide the corresponding cross flow.
[0014] There are other difficulties with the A4F fractionator despite its superficial simplicity. First, there is a common problem to both SF1FFF and A4F: the four surfaces that define the channel are of different materials and one of them may depart from the expected laminar flow patterns of the theory. Indeed, the frit-supported membrane, of the accumulation wall, is soft and porous which is quite distinct from the exemplar sedimentation field flow fractionator, or SdFFF, wherein all walls, generally the sides of stainless steel tubing, are smooth and of the same materials. Laminar flow confined by such surfaces does produce the expected parabolic flow profile with the tangential flow reaching zero at the walls. For both A4F and SF1FFF flow, however, conditions at the membrane boundary are not well understood.
[0015] It is a major objective of this invention to establish, by reference to the A4F fractionator and its associated methods of application, a new type of separation capability having greater versatility by means of a different type of frit support structure and an associated set of cross flow regulators. This inventive frit structure will permit the cross flow per unit membrane area to be variable at different regions of the channel. Because if this variability, another objective of the invention is achieved: the selective filtering of larger particle components of a sample undergoing fractionation. Another objective of the invention is to sharpen broadened species peaks that had been resolved/separated earlier within the channel.
[0016] All of the objectives of this new inventive A4F-based fractionator are applicable to most classes of FFF techniques that might be modified to allow for external control of the cross field at discrete regions along the associated channel. These include the symmetrical cross flow fractionator, hollow-fiber fractionator, and, to some extent, the electrical field flow fractionator.
[0017] A further objective of the inventive method is its enhanced ability to capture and identify outlier particle populations. This, in turn, may be used in appropriate circumstances to purify certain classes of solutions that may be contaminated by such undesirable and potentially dangerous particulates, returning them, thereby, to a requisite pristine condition.
SUMMARY OF THE INVENTION
[0018] A new type of field flow fractionation building on the basic structure of the SF1FFF and A4F concepts is described wherein the membrane supporting frit is comprised of distinct regions/compartments, transverse to the direction of channel flow, with correspondingly distinct cross flows programmable therethrough. This segmented structure permits a new class of separation based fractionations to be achieved. For example, following fractionation of a sample by a traditional A4F device, the peaks associated with fractions separated thereby, though resolved, remain diluted and broadened relative to the peak width of the unfractionated injected sample aliquot. With the inventive device, the separated peaks may be re-concentrated and sharpened at different regions along the channel.
[0019] The new device, hereinafter referred to as compartmentalized field flow fractionation, or CFFF, may be applied also to capture and/or retain outliers. Once captured, such particles may be retained for later analyses or removed from the solution entirely. This latter application may be used to restore pharmaceuticals contaminated with potentially immunogenic particulates to their previous pristine state. For this application, an early region of the channel is programmed to provide sufficient cross flow to retain or delay significantly particles above a specified size threshold, while fractions comprised of smaller particles proceed through A4F device more rapidly. Following the emergence of the smaller particles at the channel exit port, the delayed particles are released for capture or removal upon their emergence from the channel.
[0020] The ability to regulate cross flows at different regions of the channel permits selective particle movement restriction to be applied successively during a sample's transport through the channel. Thus, accompanying smaller fractions may be selectively accelerated relative to larger sample constituents and, thereby, separated therefrom. Once so-separated, such samples may be reconcentrated by restricting their local channel movement once they arrive at a later region.
[0021] The multi-region frit structure, each region of which provides a selectable cross flow into a specific compartment therebelow, is capable of a wide variety of separations heretofore not possible within the traditional A4F and SF1FFF structures. Indeed, the capabilities of CFFF are so broad and extensive that the apparatus and means for their control open up new vistas for the study and application of the FFF process itself. Such a generalized frit structure allows simultaneous separations of complex particle distributions that may be present within a single injected sample.
[0022] Corresponding to the segmented frit regions, the supported membrane itself may be segmented to provide a selected permeability for the sample fractionation passing over it, at which moment the fraction may be diverted directly therethrough.
[0023] Means by which the method may be applied as well to other types of FFF such as hollow fiber FFF, and electrical FFF are mentioned.
BRIEF DESCRIPTION OF THE DRAWINGS
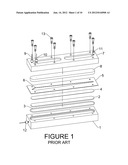
[0024] FIG. 1 shows the structure and key elements of a standard A4F channel.
[0025] FIG. 2 shows the results of a conventional separation of a degraded BSA sample as detected by a multiangle light scattering photometer at 90° subsequent to the A4F fractionation.
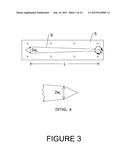
[0026] FIG. 3 shows a tapered channel structure employed to maintain constant channel flow per unit channel area.
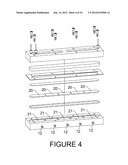
[0027] FIG. 4 shows the basic A4F structure modified to provide the inventive compartmentalized structure.
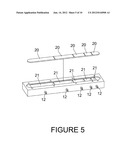
[0028] FIG. 5 illustrates the two key elements of FIG. 4 with different spacing between compartments.
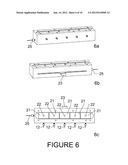
[0029] FIG. 6 shows front, rear and top views of the modified structure of FIG. 4 to allow its operation as the conventional A4F unit of FIG. 1.
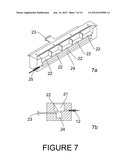
[0030] FIG. 7 shows isometric cutaway and side cutaway views of the structure of FIG. 6.
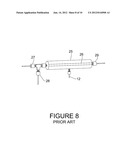
[0031] FIG. 8 shows the structure and key elements of a standard hollow fiber field flow fractionator, H4F, channel.
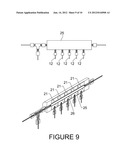
[0032] FIG. 9 shows a possible compartmentalized structure for a hollow fiber fractionator.
[0033] FIG. 10 is an example of an anticipated reconcentration of the aggregate rich fraction of the sample of FIG. 2 arising from a specific programmed set of cross flows.
DETAILED DESCRIPTION OF THE INVENTION
[0034] We begin with a review of the elements of an asymmetric flow FFF channel. The A4F channel, illustrated in FIG. 1, is comprised of the following elements together with means to hold them together: [0035] 1) a bottom assembly structure 1 holding a liquid-permeable frit 2 surrounded by a sealing O-ring 3, [0036] 2) a permeable membrane 4 that lies on the frit 2, [0037] 3) a spacer 5 of thickness from about 75 μm to 800 μm into which has been cut a cavity 6, and [0038] 4) a top assembly structure 7 generally holding a transparent plate 8 of material such as Lexan® or glass. The plate need not be transparent for some implementations.
[0039] The resulting sandwich is held together with bolts 13 or other means. The generally coffin-shaped or tapered cavity 6 in the spacer 5 will serve as the channel in which separation will occur. The top assembly structure 7 usually contains three holes, called ports, that pass through the top plate 8 and are centered above the channel permitting the attachment of fittings thereto. These ports are: [0040] 1) a mobile phase inlet port 9 located near the beginning of the channel and through which is pumped the carrier liquid, the so-called mobile phase, [0041] 2) a sample port 10, downstream of the inlet port, into which an aliquot of the sample to be separated is introduced to the channel and focused thereunder, and [0042] 3) an exit port 11 through which the fractionated aliquot leaves the channel near the end of the cavity.
[0043] A single pump, as used in the A4F preferred embodiment, provides the mobile phase at the inlet port 9. The mobile phase is the source of two distinct flows: i) flow through the flit-supported membrane producing a cross flow transverse to the injected sample, and ii) longitudinal flow parallel to the membrane and leaving the channel with the fractionated sample through the exit port 11. Because of the small diameter of the outlet tubing as well as back pressure caused by detectors downstream of the channel, the impedance to the sample-containing channel flow is generally much greater than the impedance produced by the frit-supported membrane and the cross flow therethrough. This cross flow is controlled by a needle valve or similar computer interfaced means housed in a remote control unit. The total flow that passes through the membrane 4 and, therefrom, through the supporting frit 2, is controlled and regulated by means of a remote valve that controls the outflow through port fitting 12. Similar A4F devices to those manufactured by Wyatt Technology Corporation, and as discussed explicitly in this specification, are manufactured by ConSenxus GmbH and PostNova Analytics Inc. Both of these achieve the same type of separation.
[0044] Thus if the mobile phase inlet flow at 9 is, say, 2 ml per minute and the flow through the outflow controlling needle valve programmed to provide 0.5 ml/min through 12, the total outlet flow through 11 would be 1.5 ml/min. Thus the single needle valve controller regulates the split of the mobile phase into two components: the total so-called cross flow through the membrane 4 and exiting through 12 and, the remaining outflow through 11. Recall that the outflow through 11 is subject to a large impedance/back pressure arising from its narrow outlet and the detectors downstream. The supporting frit is very porous and produces negligible impedance to flow through it.
[0045] Prior to separation, a sample aliquot is injected at the sample injection port 10 and a reversed flow, created by a partial split off from the normal mobile phase stream, is introduced through the exit port 11. The two counter flows keep the injected sample aliquot in position under its injection port 10, focusing it thereby within a small region transverse to the usual longitudinal channel flow. This "stop-flow" mode allows the aliquot to equilibrate. Once equilibrated, the sample aliquot is released by restoring the channel flow. The thus-focused aliquot will fractionate as it is driven forward by the channel flow while a transverse component acts to drive it downward toward the frit-supported membrane, or the often used term "accumulation wall."
[0046] Instead of applying the stop flow technique with focusing to allow the sample aliquots to equilibrate, the conventional procedure for A4F, the earlier developed symmetric cross flow FFF, SF1FFF, provided for the sample to be injected directly into the mobile phase and retained at the inlet frit for a sufficient time to permit relaxation before release to the symmetric flow separation channel.
[0047] Once the particles have been separated by the A4F unit, they are generally examined by means of different classes of detection instruments responsive thereto. These may include light-scattering photometers, UV absorption meters, differential refractive index detectors, differential viscometers, and combinations thereof. Such devices are used to characterize the separated particles/molecules in terms of their molar mass, intrinsic viscometry, size, etc.
[0048] FIG. 2 shows the 90° light scattering signal as a function of time from a bovine serum albumin, BSA, sample fractionated by an A4F device. Note that the sample is comprised of 5 peaks, 14, 15, 16, 17 and 18 in addition to other unresolved elements 19. The resolved peaks include certain so-called oligomers that are small 2-, 3-, 4-, and 5-mer aggregates of the monomer, respectively. The major peak at 14 corresponds to the monomer fraction. Pharmaceutical products, somewhat similar to this protein example, must be produced in such a manner that the amount of aggregated monomer is negligible. Although such oligomers do not contribute generally to the biological's therapeutic activity, their presence should be minimized. Of even greater importance are much larger aggregates that may cause immunogenic responses in the patient. In this manner, the biological becomes dangerous to the patient and must be cleared of such possible contributions. An objective of this invention is to show how this might be achieved.
[0049] Note the width of the eluting peaks of FIG. 2. For example, note that the monomer peak 14 elutes over the range from about 16 min to 18.7 min, i. e. a total width of about 2.7 min. If the peak could now be narrowed to, say, a range corresponding to about 1.0 min without affecting the separation of this peak relative to adjacent oligomers peaks 15, 16, 17 and 18 in the process, the concentration within the reduced 0.5 ml band would have been increased approximately by the ratio 2.7/1.0=2.7. It is an important objective of the present invention to achieve such increased concentrations when desirable. We shall refer to this process of increasing the peak concentrations by such narrowing as "reconcentrating."
[0050] Perhaps of even greater importance would be the separation of the larger aggregate elements beyond the last oligomeric state observed. Indeed, the contributions that elute beyond 28 min should be examined in greater detail for their possible inclusion of larger aggregates that may be immunogenic. Another objective of this invention is to separate and concentrate such contributions for later collection and analyses. In addition, if such immunogenic contributions are known to be present, the product cannot be sold and is generally destroyed. On the other hand, if these contaminants could be removed, the product might then be considered safe and could be marketed as such. An additional objective of this invention is to be able to restore such contaminated pharmaceutical products to pristine, safe, and marketable states.
[0051] The channel flow of a conventional A4F unit decreases along the length of the channel. This is quite distinct from the SF1FFF system wherein separate pumps provide constant cross and channel flows. Thus for the A4F systems, the fractionating power may increase slightly down the length of the channel. However, in order to keep the ratio of channel flow to cross flow per unit area constant, the channel is usually tapered. FIG. 3 illustrates such a channel 6 cut into a spacer 5 of length L, initial width 2w0, and final width 2wL. At any position x, the width of the channel is given by w(x)=2w0(1-bx), where
b = w 0 - w L Lw 0 ##EQU00002##
Thus, the channel flow rate at any position along such a tapered channel is f=f0-F∫0xw(x)dx,
where F = c cr A , ##EQU00003##
ccr is the total cross flow through the channel-defined membrane, f0 is the input flow rate, and A is the area of the channel from 0 to L. By tapering the channel, the channel flow f in excess of the component that is locally diverted to cross flow is increased approximately in its rate per unit area in the ratio of w0/w(x), where the channel width at a distance x is 2w(x)
[0052] Since the channel flow to cross flow ratio for the A4F device varies throughout the length of the channel, any attempt to change this ratio at one region of the channel necessarily affects this ratio throughout the channel. Indeed, characteristic of A4F operation has been the programming of these flows during the separation and elution of the sample. Until the current invention, the possibility of more localized control had been neither possible nor considered.
[0053] Consider now the preferred implementation of the invention shown in FIG. 4 wherein the frit is divided into N separate regions 20, R1, i=1, . . . , N. For example, the first three compartments (and their corresponding frit regions) shown in FIG. 4 might be replaced by a single larger compartment (and a correspondingly larger frit region). The successive compartments and frit regions may be combined as well. Below each region 20 is a corresponding partitioned compartment 21 through whose base is an exit port fitting 12. Flow through each such exit port fitting 12 is controlled by a corresponding programmable needle valve means Vi i=1, . . . , N, that regulates the flow through its supporting frit region. A plurality of programmable regulators, one for each compartment/region, are located in an external control unit. Needle valves combined with flow meter regulation are often selected for this purpose. As the cross flow through each region may be individually programmed in time, the inventive system provides a broad range of capabilities. Larger particles, once separated from their smaller companions, may be retained at a particular region while the smaller particles progress through the channel. Another feature would relate to the invention's ability to reconcentrate separated species that had become broadened and diluted. It is important recognize that the regions and their associated compartments may be of different sizes and, under some circumstances, might not be transverse to the direction of flow. FIG. 5 shows an example of different compartment and frit configurations.
[0054] Referring again to FIG. 4 wherein the preferred embodiment is illustrated by a channel comprised of 5 equally sized regions, each with its corresponding compartment below, means by which the embodiment may be restored to its conventional form is readily visualized. FIGS. 6 and 7 suggest how the base of each compartment could be modified to incorporate a drain hole 22 at its base; each such drain emptying into a common compartment 24 below. By opening all such drains and closing each needle valve that controls out flow through the individual port fittings 12, the common single compartment is provided with a single port fitting 12 whose out flow is controlled by a single regulator in the controller unit. The channel would thus be restored for conventional operation. Providing mechanical means by which such drains could be opened simultaneously is illustrated schematically by the paddle structure 23 that may be slid out partially, opening thereby all drain holes 22 directing fluid to flow into the common compartment 24 and out through the associated out flow port fitting 12. This concept may be further expanded to permit compartmental ganging to be applied to selected sets of compartments whose cross flows per unit area may be required to be the same. For those compartments, their regulators would be closed and their drainage valves opened by individual paddle features similar to the multi drain hole paddle structure 23 allowing drainage into the common compartment 24 controlled by its single port fitting 12 shown at the left of the structure in a plane at right angles to the individual compartment out flow fittings.
[0055] The structure of FIG. 6 is shown in further detail by means of the cross sectional cut through the compartmentalized structure indicated in FIGS. 7a and 7b. The out flow port fittings 12 of each compartment are shown in FIG. 6a. Note that FIG. 6a is very similar to the base of the unit of FIG. 4 but with the addition of a single out flow port fitting 12 serving the common compartment 24. Although restoration to conventional operation may be achieved by displacing the paddle element 23 and stopping all individual flows through their port fittings 12, it would be far easier for most experimental requirements just to replace the compartmentalized structure with a conventional cross flow unit. The main and most important reason that one might want to be able to restore the channel by repositioning the drain hole blocking paddle 23, illustrated in FIGS. 6b and 6c would be to examine in greater detail the performance of a specific channel. That channel's physical structure, such as its dimensions and associated membrane variation, if any, may vary with usage. Since flows through specific compartments at varying rates may have affected certain local regions of the membrane, restoration of the device to its conventional operating mode would permit rapid examination of membrane changes that might have occurred while it was so operated.
[0056] Although FIG. 4 illustrates the invention by means of a five compartment configuration, it should be recognized, as discussed earlier, that similar systems may be developed using more or even fewer compartments of similar or different sizes. Means to gang different groups of compartments are easily implemented. Thus, in a 5-compartment device, there could be two sets of ganged compartments each with its regulating needle valve. For example, the first three and the fifth compartments might be controlled by a single regulating valve following the closure of their outflow port fittings 12 and the opening of their corresponding drainage holes into a single volume, while the fourth compartment could be controlled by a single valve controlling its outflow.
[0057] In order to illustrate further the universal application of the compartmentalization concept, reference is made to the hollow fiber FFF, H4F, device. FIG. 8 illustrates the structure and key elements of the porous hollow fiber fractionator. A rigid vessel 25 surrounds a porous cylindrical fiber 26 mounted therein between an inlet fitting 27 and exit port fitting 29. The mobile phase is introduced through fitting 27 and samples are injected into the mobile phase through injection port fitting 28. As the fiber is porous, its exudate flows into the vessel 25 and then out by means of regulation of such flow through exit port fitting 29 which is connected to the controller unit. The flow through the porous fiber channel 26 is comprised of two parts: transverse flow through the porous fiber and the longitudinal flow. Thus the fiber plays the role of the membrane/frit structure of the A4F and SF1FFF fractionators.
[0058] FIG. 9 illustrates how a porous hollow fiber fractionator, H4F, might be modified to permit compartmentalization similar to the A4F implementation. The internal structure of the modified rigid vessel 25 is divided into compartments 21 surrounding a porous fiber 26 threaded therethrough. The fiber may be cooled to shrink slightly before insertion producing a tight fit against the side walls of each compartment upon heating. Additionally, the internal pressure caused by the longitudinally flowing fluid therein may be sufficient to seal each compartment. For other types of porous hollow fibers that cannot seal by deformation means, circular O-rings may be inserted into each. Other implementations would include a compartmentalized vessel that is hinged into two axial components that are easily opened and provided with suitable seals and O-rings required for adequate sealing of each compartment.
[0059] FIG. 10 illustrates how the inventive technique might be used to examine the larger aggregates 19 of the sample shown in FIG. 2. Assume that an objective of this separation is to isolate and concentrate these larger aggregates 19 present from the most prominent oligomeric states. Assume also, that only 5 compartments are present. At t=t1, most of the oligomeric peaks of the FIG. 2 sample have eluted and left the fractionator. The figure at this time shows the concentration of the remaining species as a function of channel position. Note that the five compartment positions are indicated by the numbers at the bottom of the graph. When most of the sample has fractionated and left the channel, the cross flow in the last compartment is increased significantly, retaining thereby much of the fraction 19 at the last two compartments. Other cross flows are maintained as they were throughout the separation, but the inlet mobile phase flow has been increased to accommodate the additional flows through the last two compartments. By t=t2, the remaining sample is beginning to slow down and collect between these latter two compartments and by t=t3, the cross flow through the fourth compartment has been stopped with the remaining sample being held at the last region shortly before it is released. In this manner, the unresolved aggregate fraction 19 has been further separated from the well defined and characterized oligomeric constituents. Once released, the aggregate fraction may be subjected to further analyses and study.
[0060] Although the membrane used for separations within a compartmentalized fractionator has been assumed of uniform composition, as have the individual frit elements, these constituents may be constructed with materials of different composition. For example, the membrane 4 of the A4F fractionators and, its compartmentalized variants, may be constructed of segmented sections fused or otherwise connected between regions. One segment, for example could be non porous preventing thereby any cross flow affecting the sample passing therethrough. Other membrane sections may be composed of sections with differing porosities. The supporting flits, as well, may be of differing compositions expanding or restricting thereby the flow therethrough. Consider a frit section composed of a highly porous material permeable to a broad range of molecular/particle sizes that might pass therethrough unimpeded. With a corresponding membrane section that is highly porous, any sample passing thereover at a particular time may be driven almost entirely therethrough by applying a strong cross flow as it reaches that porous section. Other cross flows at different compartments may be modified accordingly to establish means by which specific fractions of the separating sample may be collected and removed from therefrom.
[0061] Another interesting application of a simple compartmentalized fractionator would be one designed to collect specifically defined fractions of a sample undergoing separation. Consider that only the final compartment be operated independently in this manner with its corresponding membrane section almost completely permeable to any sample fraction that might pass therethrough. For most of the separation, cross flow would be prevented from passing through this section. Only when a specific fraction had reached it, would the cross flow be activated briefly and the fraction swept into its companion chamber. Since such a fractionator chamber may be of extremely small volume, other easily developed means may be required to extract such collected samples without their appreciable dilution.
[0062] The foregoing description, for purposes of explanation, used specific implementations to provide a thorough understanding of the invention. However, it will be apparent to one skilled in the art that specific details are not required in order to practice the invention. Thus, the foregoing descriptions of specific embodiments of the invention are presented for purposes of illustration and description. They are not intended to be exhaustive or to limit the invention to the precise forms disclosed; obviously, many modifications and variations are possible based on the above teachings. The particular embodiments described were chosen in order to best explain the principles of the invention and some of its many practical applications in order to enable, thereby, others skilled in the art to best utilize the invention and various embodiments with various modifications as are suited to the particular use contemplated. It is intended that the following claims and their equivalents define the scope of the invention.
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |  |
 |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2017-08-17 | Hybrid flange |
| 2016-02-25 | Device and method for ascertaining at least one variable regarding a state of a brake fluid in a brake system of a vehicle |
| 2015-10-15 | Viscosity measuring method |
| 2014-09-25 | Apparatuses and methods for the measurement of liquid properties and particularly frying oil quality |
| 2014-09-18 | Sealless rheometer die assembly |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2012-06-14 | Field flow fractionator with controllable cross flow along its length |
| 2011-12-01 | Compartmentalized field flow fractionation |
| 2009-12-10 | Method and apparatus for optimizing the separation of small particles using the asymmetric flow field flow fractionation method |
| Top Inventors for class "Measuring and testing" | |
| Rank | Inventor's name |
|---|---|
| 1 | Anthony D. Kurtz |
| 2 | Alfred Rieder |
| 3 | Johannes Classen |
| 4 | Manus P. Henry |
| 5 | Heewon Jeong |