Patent application title: INVESTMENT CASTING UTILIZING FLEXIBLE WAX PATTERN TOOL
Inventors:
Gary B. Merrill (Orlando, FL, US)
Allister W. James (Chuluota, FL, US)
Allister W. James (Chuluota, FL, US)
Andrew J. Burns (Longwood, FL, US)
Andrew J. Burns (Longwood, FL, US)
Kevin C. Sheehan (Orlando, FL, US)
Benjamin E. Heneveld (Newmarket, NH, US)
Iain A. Fraser (Ruckersville, VA, US)
Iain A. Fraser (Ruckersville, VA, US)
IPC8 Class: AB22C702FI
USPC Class:
164 30
Class name: Shaping fluent material to form mold composite, plural part or multilayered mold positioning or maintaining position of core relative to the mold
Publication date: 2011-06-09
Patent application number: 20110132564
Abstract:
An investment casting process wherein the wax pattern tool (44) is
flexible to facilitate removal of the tool from the cast wax pattern (52)
even when the cast shape would otherwise require multiple pull planes.
The flexible tool may include a flexible insert (42) precisely indexed to
a surrounding coffin mold (40), and thereby to an enclosed ceramic core
(10). Positioning pins (106) may extend from the flexible tool to make
compliant contact against the core prior to a wax injection step. The
surface of the resulting wax pattern may contain an engineered topography
(36) replicated through the flexible surface from a master tool (12). The
flexible tool may encase thermally conductive or magnetic particles (92),
or other active device (96) such as a sensor or vibrator which is
operable during wax injection.Claims:
1. A tool for forming a wax pattern as part of an investment casting
process, the tool comprising: a coffin mold; a core disposed within and
supported in position relative to the coffin mold; and a flexible liner
comprising a feature to be replicated in wax during a wax injection step
of the investment casting process, the liner indexed to the coffin mold
so as to position the feature at a known location relative to the core
during the wax injection step.
2. The tool of claim 1, wherein the feature comprises a flexible positioning element formed integral to the flexible liner and making contact with the core to support the core during the wax injection step.
3. The tool of claim 1, wherein the feature comprises an insert comprising a non-linear leg which extends to make contact with the core.
4. The tool of claim 3, wherein the insert comprises a leg which extends to make contact with the core to support the core during the wax injection step.
5. The tool of claim 1, wherein the feature comprises a pin which extends to make contact with the core to support the core during the wax injection step.
6. The tool of claim 5, further comprising: a recess formed in an inner surface of the flexible liner; a supporting element disposed within the recess; and the pin passing through an opening in the supporting element and extending toward the core.
7. A tool for forming a wax pattern as part of an investment casting process, the tool comprising: a tool body comprising a flexible inner surface defining a desired outer surface geometry of the wax pattern; a core disposed within the tool body, the core forming part of the wax pattern after a wax injection step; and a positioning element disposed between the core and the tool body and supported by the flexible inner surface to provide compliant support for the core during the wax injection step.
8. The tool of claim 7, wherein the positioning element is formed integral with the flexible inner surface of the tool body.
9. The tool of claim 7, wherein the positioning element is affixed to the flexible inner surface of the tool body with an adhesive.
10. The tool of claim 7, further comprising: a recess formed in the flexible inner surface of the tool body; and the positioning element disposed within the recess and extending beyond the flexible inner surface toward the core.
11. The tool of claim 7, wherein the positioning element comprises a spacer that can be pulled out of the wax pattern prior to a subsequent ceramic shelling step or that will burn out during a subsequent ceramic shell hardening step.
12. The tool of claim 7, wherein the positioning element comprises a ceramic material that will remain entrapped by the wax pattern after the wax injection step and will then become integral with a subsequently applied ceramic shell material.
13. The tool of claim 7, wherein the positioning element further comprises: a supporting element disposed within a recess formed in the flexible inner surface of the tool body; and a pin passing through an opening in the supporting element and extending toward the core.
14. The tool of claim 7, wherein the tool body comprises: a coffin mold; and a flexible insert comprising the flexible inner surface disposed within the coffin mold; and cooperating indexing features formed on the coffin mold and the flexible insert for positioning the flexible insert within the coffin mold at a known relative location.
15. The tool of claim 7, wherein the tool body comprises: a coffin mold; and a flexible insert comprising the flexible inner surface disposed within the coffin mold; and further comprising: a reactive element disposed within the flexible member.
16. The tool of claim 15, wherein the reactive element comprises one of the group consisting of a sensor, an actuator, a temperature control element, a magnet, particles reactive to magnetic energy, and particles exhibiting a coefficient of thermal conductivity different than a coefficient of thermal conductivity of flexible material of the flexible member surrounding the particles.
17. The tool of claim 7, wherein the tool body comprises: a coffin mold; a flexible insert defining the flexible inner surface disposed within the coffin mold; and a precision ceramic insert disposed in a recess of the flexible inner surface.
18. A tool for forming a wax pattern as part of an investment casting process, the tool comprising: a tool body comprising a flexible member defining a desired outer surface geometry of the wax pattern; a core disposed within the tool body, the core forming part of the wax pattern after a wax injection step; a means for supporting the core within the tool body; and a reactive element disposed within the flexible member.
19. The tool of claim 18, wherein the reactive element comprises one of the group consisting of a sensor, an actuator, a temperature control element, a magnet, particles reactive to magnetic energy, and particles exhibiting a coefficient of thermal conductivity different than a coefficient of thermal conductivity of flexible material of the flexible member surrounding the particles.
20. The tool of claim 18, wherein the means for supporting the core within the tool body comprises a positioning element disposed between the core and the tool body and supported by the flexible member to provide compliant support for the core during the wax injection step.
21. The tool of claim 18, wherein the means for supporting the core within the tool body further comprises: a supporting element disposed within a recess formed in the flexible member of the tool body; and a pin passing through an opening in the supporting element and extending toward the core.
22. An investment casting method wherein the improvement comprises: positioning a ceramic core within a wax injection mold comprising a flexible member having an inner surface defining a desired outer surface geometry of a wax pattern to be formed within the mold; and supporting the ceramic core from the flexible member while injecting wax into the wax injection mold around the ceramic core to form the wax pattern.
23. The method of claim 22, further comprising forming the flexible member to comprise a protrusion extending away from the inner surface toward the core for contacting the core to provide support to the core during the step of injecting wax.
24. The method of claim 23, further comprising forming the protrusion to be integral with the flexible member inner surface.
25. The method of claim 22, further comprising: forming a recess in the flexible member inner surface; and inserting a spacer into the recess to extend toward the core for contacting the core to provide support to the core during the step of injecting wax; and removing the spacer after the step of injecting wax.
26. The method of claim 22, further comprising: forming a recess in the flexible member inner surface; inserting a ceramic insert into the recess to extend toward the core for contacting the core to provide support to the core during the step of injecting wax; allowing the injected wax to solidify to form the wax pattern within the wax injection mold; removing the wax injection mold while retaining the ceramic insert with the wax pattern; and forming a ceramic shell structure including the ceramic insert around the wax pattern.
27. The method of claim 22, further comprising: forming a recess in the flexible member inner surface; inserting a supporting element comprising an opening into the recess; inserting a pin into the opening to extend toward the core for contacting the core to provide support to the core during the step of injecting wax; allowing the injected wax to solidify to form the wax pattern within the wax injection mold; removing the wax injection mold from the wax pattern and removing the supporting element from the pin while retaining the pin in the wax pattern, a portion of the pin then extending away from the core beyond the wax pattern; and forming a ceramic shell structure around the wax pattern and encompassing the extending portion of the pin.
28. The method of claim 22, wherein the inner surface defines an engineered surface topography for the outer surface geometry.
29. The method of claim 22, further comprising: prior to injecting wax, affixing an insert to the flexible member inner surface, the insert comprising an engineered topography on its surface proximate the core; removing the flexible member from the wax pattern after injecting wax while retaining the insert in the wax; and coating the wax pattern and insert with ceramic material to form a ceramic casting vessel.
Description:
CROSS-REFERENCE TO RELATED APPLICATIONS
[0001] This application claims benefit of the 8 Dec. 2009 filing date of U.S. provisional application No. 61/267,519 (attorney docket 2009P22785US), which is incorporated by reference in its entirety herein.
FIELD OF THE INVENTION
[0002] This invention relates generally to the field of investment casting, and more particularly, to using a flexible tool or mold to form a wax pattern as part of an investment casting process.
BACKGROUND OF THE INVENTION
[0003] Investment casting is one of the oldest known metal-forming processes, dating back thousands of years to when it was first used to produce detailed artwork from metals such as copper, bronze and gold. Industrial investment castings became more common in the 1940's when World War II increased the demand for precisely dimensioned parts formed of specialized metal alloys. Today, investment casting is commonly used in the aerospace and power industries to produce gas turbine components such as blades or vanes having complex airfoil shapes and internal cooling passage geometries.
[0004] The production of an investment cast gas turbine blade or vane involves producing a ceramic casting vessel having an outer ceramic shell with an inside surface corresponding to the airfoil shape, and one or more ceramic cores positioned within the outer ceramic shell corresponding to interior cooling passages to be formed within the airfoil. Molten alloy is introduced into the ceramic casting vessel and is then allowed to cool and to harden. The outer ceramic shell and ceramic core(s) are then removed by mechanical or chemical means to reveal the cast blade or vane having the external airfoil shape and hollow interior cooling passages in the shape of the ceramic core(s).
[0005] A ceramic core for injection casting is manufactured by first precision machining the desired core shape into mating core mold halves formed of high strength hardened machine steel, then joining the mold halves to define an injection volume corresponding to the desired core shape, and vacuum injecting a ceramic molding material into the injection volume. The molding material is a mixture of ceramic powder and binder material. Once the ceramic molding material has hardened to a green state, the mold halves are separated to release the green state ceramic core. The fragile green state core is then thermally processed to remove the binder and to sinter the ceramic powder together to create a material that can withstand the temperature requirements necessary to survive the casting of the molten alloy. The complete ceramic casting vessel is formed by positioning the ceramic core within the two joined halves of another precision machined hardened steel mold (referred to as the wax pattern mold or wax pattern tool) which defines an injection volume that corresponds to the desired airfoil shape, and then vacuum injecting melted wax into the wax pattern mold around the ceramic core. Once the wax has hardened, the mold halves are separated and removed to reveal the ceramic core encased inside a wax pattern, with the wax pattern now corresponding to the airfoil shape. The outer surface of the wax pattern is then coated with a ceramic mold material, such as by a dipping process, to form the ceramic shell around the core/wax pattern. Upon sintering of the shell and consequential removal of the wax, the completed ceramic casting vessel is available to receive molten alloy in the investment casting process, as described above.
[0006] It is further known to insert positioning wires or pins into the wax pattern prior to coating the wax pattern with ceramic mold material. The positioning wires are inserted through the wax until they make only light contact with the encased ceramic core so that further insertion of the wire is terminated prior to it causing damage to the fragile ceramic core material. A portion of the wire remains extending beyond the wax surface and is subsequently encased within the surrounding ceramic mold material. The positioning wires serve to provide mechanical support to the core once the wax is removed and during the subsequent molten metal injection step. The wire material, typically platinum, will melt after the molten metal is injected into the completed ceramic casting mold and becomes integrated into the final cast product.
[0007] The known investment casting process is expensive and time consuming, with the development of a new blade or vane design typically taking many months and hundreds of thousands of dollars to complete. Furthermore, design choices are restricted by process limitations in the production of ceramic cores and wax patterns. The metals forming industry has recognized these limitations and has developed at least some incremental improvements, such as the improved process for casting airfoil trailing edge cooling channels described in U.S. Pat. No. 7,438,527. While incremental improvements have been presented in the field of investment casting technology, the present inventors have recognized that the industry is faced with fundamental limitations that will significantly inhibit component designs for planned advances in many fields, for example in the next generation of gas turbine engines, where firing temperatures continue to be increased in order to improve the efficiency of combustion and gas turbine hot gas path component sizes continue to increase as power levels are raised.
SUMMARY OF THE INVENTION
[0008] The present invention is part of an entirely new regiment for investment casting. As described and claimed herein, a flexible wax pattern mold may be formed as a hybrid tool having a flexible insert within a coffin mold. The flexible insert facilitates the removal of the wax pattern tool from the cast wax pattern by deforming the flexible insert around cast features that would otherwise require multiple pull planes for hard tooling. The flexible insert may be cast from a master tool that is machined from a relatively low cost, low hardness material such as aluminum or mild steel.
[0009] Some desired surface topographies are so fine that they may not survive in the surface of the wax during subsequent handling and ceramic shell forming steps. For such embodiments, a ceramic insert may be used in conjunction with the flexible wax pattern mold. The ceramic insert may be formed to include a desired intricate surface topography. The ceramic insert is set into the flexible wax pattern mold and forms part of the surface which defines the wax injection volume. After wax injection and solidification, the ceramic insert remains adhered to the wax pattern when the flexible wax pattern mold is removed. Subsequently, the ceramic shell is formed around the wax pattern and its adhered insert, such as by a dipping process as described above, and the insert becomes an integral part of the ceramic shell upon firing.
[0010] A ceramic insert placed into the flexible wax pattern mold may also be used to define surface-opening passages in the subsequently cast metal part, such as trailing edge cooling holes for a gas turbine blade. In this embodiment, the ceramic insert would include projections corresponding to a desired shape of the cooling holes. The projections would extend to make contact with the ceramic core, thereby defining cooling channels in the subsequently cast part that extend from a hollow interior portion of the blade (defined by the ceramic core) to the blade surface (defined by the inside surface of the ceramic shell). The distal end of the projection may be formed with a feature that mates with a cooperating feature formed on the ceramic core. Mechanical contact between the core and the ceramic insert projection serves to precisely locate the ceramic core within the flexible wax pattern mold and also to mechanically support the ceramic core during the subsequent wax and metal injection steps.
[0011] The flexible insert of the wax pattern mold may be formed to include alignment features that allow the insert to be precisely located relative to the surrounding coffin mold, which in turn, can precisely locate the insert and any feature formed on the insert relative to the enclosed ceramic core for the wax injection step.
[0012] The molding material used to form the flexible mold or flexible mold insert may be infused with or cast around a material or device which allows the flexible insert to react in a desired way; broadly described herein as the flexible insert containing a reactive element. The reactive element may be a filler material which imparts a desired characteristic to the subsequently cured material. For example, if magnetic particles are used as filler, the cured flexible insert will be responsive to magnetic energy. This characteristic may be useful for securing the flexible insert within the surrounding coffin mold when the coffin mold is formed to include permanent or electromagnets. If thermally conductive or thermally insulating materials are used as filler, heat transfer through the flexible insert may be more conveniently controlled during its use.
[0013] Another type of reactive element that may be embedded within the flexible mold or insert when it is formed is an active device. Such active devices may include a temperature sensor, a pressure sensor, a mechanical vibrator, a heating or cooling device, or other device that may be useful when the flexible insert is used during a subsequent wax injection process.
[0014] Positioning pins (wires) may be used with a flexible wax pattern mold to mechanically support the enclosed ceramic core during metal casting, and importantly, these may be positioned against the ceramic core prior to the wax injection step. Specialized pin supporting elements are located into recesses in the surface of the flexible insert, thereby precisely positioning the pins relative to the ceramic core prior to wax injection. This allows the pins to support the core during wax injection and it also allows the pins to be located with more precision than in the prior art process which required the pins to be inserted through the already-cast wax pattern. As a result, damage to the fragile ceramic core is reduced and process yield is increased.
[0015] An enabling technology which is exploited in the present invention is described in U.S. Pat. Nos. 7,141,812 and 7,410,606 and 7,411,204, all assigned to Mikro Systems, Inc. of Charlottesville, Va., and incorporated by reference herein. This technology is commonly referred to as Tomo Lithographic Molding Technology (hereinafter referred to as the "Tomo process"), and it involves the use of a metallic foil stack lamination mold to produce a flexible derived mold, which in turn is then used to cast a component part. The component design is first embodied in a digital model and is then digitally sliced, and a metal foil is formed corresponding to each slice using photolithography or other precision material removal process. The inherent precision of the two-dimensional material removal process in combination with the designer's ability to control the thickness of the various slices in the third dimension provides a degree of three-dimensional manufacturing tolerance precision that was not previously available using standard mold machining processes. The foils are stacked together to form a lamination mold for receiving suitable flexible molding material. The term "flexible" is used herein to refer to a material such as a room temperature vulcanizing (RTV) silicon rubber or other material which can be used to form a "flexible mold" which is not rigid like prior art metal molds, but that allows the mold to be bent and stretched to a degree in order to facilitate the removal of the mold from a structure cast therein. Furthermore, the terms "flexible mold" and "flexible tool" may be used herein to include a self-standing flexible structure as well as a flexible liner or insert contained within a rigid coffin mold. A component is then cast directly into the flexible mold. The flexibility of the mold material enables the casting of component features having protruding undercuts and reverse cross-section tapers due to the ability of the flexible mold material to deform around the feature as the cast part is pulled out of the mold.
[0016] Collectively, these improvements define a new regiment for investment casting which overcomes many of the limitations of the prior art, particularly limitations in the wax pattern portion of the investment casting process, as more fully described below.
BRIEF DESCRIPTION OF THE DRAWINGS
[0017] The invention is explained in detail in the following description in view of the drawings that show:
[0018] FIG. 1 is a prior art ceramic core.
[0019] FIGS. 2A-2B illustrate steps for manufacturing wax pattern tooling for an investment casting process.
[0020] FIG. 3 illustrates a spacer located between a ceramic core and a flexible wax pattern mold for positioning the core and supporting the core during wax injection.
[0021] FIGS. 4A-4H illustrate steps of an investment casting process wherein an engineered surface topography is cast directly into the metal part surface.
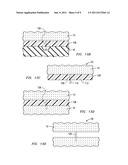
[0022] FIG. 5 is a first wax pattern surface generated from Tomo-process flexible tooling.
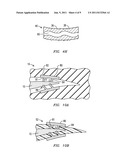
[0023] FIG. 6 is a second wax pattern surface generated from Tomo-process flexible tooling.
[0024] FIG. 7 is a wax pattern surface with a protruding surface pattern.
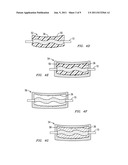
[0025] FIGS. 8A-8C show wax surfaces derived from a single master tool subjected to progressive grit blasting.
[0026] FIGS. 9A-9C illustrate steps for producing an engineered surface in an investment cast part.
[0027] FIGS. 10A-10B illustrate a wax pattern tool insert used to define surface opening passageways in a cast metal part.
[0028] FIG. 11 is a partial cross-sectional view of a flexible wax injection mold insert containing reactive (magnetic) particles and magnets affixed to the coffin mold.
[0029] FIG. 12 is a partial cross-sectional view of a flexible wax injection mold insert positioned in a coffin mold wherein the liner encapsulates an active device.
[0030] FIGS. 13A-13E illustrate the use of a core positioning wire with a flexible mold insert whereby the wire is positioned against the core prior to the wax injection step.
[0031] FIG. 14 illustrates an insert having a comb design.
DETAILED DESCRIPTION OF THE INVENTION
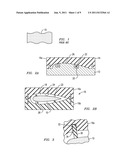
[0032] As part of an investment casting process such as may be used for casting a gas turbine blade or other component with complex internal cooling passages, a ceramic core is first produced which will define the shape of the internal cooling passages. FIG. 1 is an illustration of one such ceramic core 10 which may be formed by any known process.
[0033] Once the ceramic core is produced, the next step in the investment casting process is to use the core as part of wax pattern tool for casting wax around the core to define the eventual outer surface shape of the cast blade or other cast part. Prior art wax pattern tooling design is especially complicated and expensive when multiple pull planes are required for removal of the tooling from the wax pattern or cast part due to the geometry of the part. The present invention provides a novel approach to wax pattern tooling which reduces the tool manufacturing time and cost to a small fraction of that required for traditional wax pattern tooling, and further, provides improved capabilities that result in greater component design flexibility and higher casting yields. Simple, low cost aluminum or soft steel (or other easily machined material, collectively referred to as a soft metal) master tooling is used in lieu of the expensive machine tool steel tooling of the prior art. A derived flexible wax pattern mold (tool) is then produced from the master mold using a low pressure injection process. FIG. 2A illustrates a section of a master tool 12 formed of soft metal such as machined aluminum receiving flexible mold material 14 to produce one side 16a of a flexible wax pattern tool 16, with the other side 16b of the flexible wax pattern tool 16 being produced in a similar manner. The flexible wax pattern tool may be formed completely of the flexible mold material, or it may take a hybrid form of a flexible mold insert (or liner) which is used in conjunction with a solid coffin mold, which is illustrated and discussed below. The two assembled sides of the flexible wax pattern tool are shown in FIG. 2B, which illustrates the placement of a ceramic core into the injection cavity 18 defined between the flexible mold sides.
[0034] The master tool may be formed to receive one or more precision inserts 20, which in the embodiment of FIGS. 2A-B are used to form positioning features 22, such as in the shape of flexible positioning pins, formed to be integral with the flexible inner surface 24 of the mold, which abut against the core. The precision inserts of various shapes may be used in any area of the master tool if needed to define enhanced areas of high definition detail, including for example, engineered surface roughness which facilitates the adhesion of a coating to be applied to the later-cast metal part, as described more fully below. The inserts may be formed using a Tomo process, stereo lithography, direct metal fabrication or other high definition process. The hybrid surface 26 of the master tooling (machined aluminum surface and precision insert surface) is then replicated in the flexible inner surface of the wax injection mold which duplicates the detail of the master tool.
[0035] The positioning features illustrated in FIG. 2B extend from the body of the flexible mold with high mechanical hysteresis to make gentle contact with the ceramic core, thereby ensuring the proper position of the core within the flexible wax pattern mold. The positioning features provide a degree of compliance at the core/mold interface 28 while providing mechanical support to the core during wax injection. Prior art tooling is known to incorporate metal pins to make hard contact with the core, but such hard contact often causes damage to the relatively fragile ceramic core during mold closure. The flexible features described herein provide a degree of forgiveness, which is translated into a higher yield of acceptable parts due to reduced chance of damage to the core. The degree of flexibility of the positioning features can vary, but they may be more flexible than the core surface which they contact so that they can be deformed by the core without causing damage to the ceramic core material. In contrast, the prior art positioning pins are more rigid than the core material, and they cannot be deformed by the core without causing damage to the ceramic core material. Advantageously, the positioning features need not be located in parallel pull planes due to the flexible nature of the mold material, which allows them to be bent to facilitate removal.
[0036] In another embodiment illustrated in FIG. 3, a flexible pin or spacer 30 that is not integral to the flexible mold may be located between the core and the flexible mold in order to position the core and to provide mechanical support to the core. Such a non-integral spacer may be formed of foam or wax or any material that can engage the ceramic core without causing damage to the core. The spacer may be held in position with an adhesive 32 and/or it may be inserted into an opening 34 formed in the flexible mold. The spacer may be designed to burn out during shell hardening after wax injection, or it may be pulled out of the wax pattern before shelling. Alternatively, the spacer may be formed of a ceramic casting material, and it may remain entrapped by the wax pattern and then be coated and become integral with the subsequently applied ceramic shell material. Upon molten metal alloy casting, the entrapped ceramic spacer will function to define a surface-opening passageway in the cast metal part. In any of these options, the flexible inner surface of the flexible mold as well as the flexibility of the spacer itself serve to provide a degree of compliant support to the core during the wax injection step.
[0037] The above described regiment for producing wax pattern tooling compares favorably with known prior art processes, as summarized in the following Table 1.
TABLE-US-00001 TABLE 1 Prior Art Invention Prior Art Invention Characteristic Characteristic Capability Capability Hard Precision Soft Precision Tooling Tooling Linear extraction Curvilinear extraction only. capability. Single cross section Multiple cross section pull plane. pull planes. Hard pins locate core Flexible mold within hard tool. extenders locate core within flexible mold. Hard tool to core Soft tool to core Limited core to tool Able to locate less interface. interface. interface provides robust areas of core in lower certainty of soft tool interface. More core location. control over core location. Inflexible tool set, Low cost modular high cost to modify. modifications enabled. Rigid mold cavity, Flexible mold cavity, precision linear non-linear mold separation. tool separation.
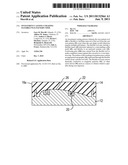
[0038] FIGS. 4A-4H illustrate steps of an investment casting process wherein an engineered surface topography 36 is cast directly into the metal part surface 38. In FIG. 4A the two halves of a coffin mold (die) 40 are shown, each containing a flexible mold insert (liner) 42a, 42b having an exposed surface containing the desired surface topography. The flexible inserts may be produced directly from a master mold formed with a Tomo process or with another precision process. FIG. 4B shows the coffin mold halves assembled together as a flexible wax pattern tool 44 around a ceramic core, thereby defining an injection cavity 18 conforming to the desired shape of the subsequently cast metal part 46. Ends of the ceramic core, known as the core print 48, extend to make contact with the coffin mold to support the core relative to the coffin mold and flexible mold insert. The injection cavity is then filled with wax 50, as illustrated in FIG. 4C, using an injection process. After the wax hardens, the tool is removed to reveal the wax pattern 52 shown in FIG. 4D having the desired topography on its exterior surface. The wax pattern is then coated with ceramic material (shelled) using techniques known in the art to form the wax-filled ceramic casting vessel 54 shown in FIG. 4E. The wax is then removed, such as by heating, to produce the casting vessel 56 shown in FIG. 4F. Molten metal alloy 58 is then cast into the casting vessel as shown in FIG. 4G, and the ceramic casting vessel is destructively removed to reveal the component part 46 having an internal cavity 60 and an integrally cast engineered surface topography 36 on its surface 38 as illustrated in FIG. 4H.
[0039] The flexible mold inserts of FIG. 4A may be derived directly from a Tomo process master mold, as described in the cited U.S. Pat. Nos. 7,141,812 and 7,410,606 and 7,411,204. Alternatively, a Tomo process mold or other precision master mold may be used to form one or more intermediate molds, with the intermediate mold(s) being subjected to a further process step which modifies and further enhances the surface topography. In one embodiment a metal foil master Tomo process mold is used to cast a first flexible mold, and the first flexible mold is used to cast a fibrous material intermediate mold. The intermediate mold is then grit blasted to expose some of the fibers at the surface of the mold. A second flexible mold is then cast into the intermediate mold, and the second flexible mold will replicate the shape of the exposed fibers as part of its surface topography. The second flexible mold is then used in the coffin die of FIG. 4A.
[0040] In its simplest form, the flexible tooling is used to generate robust features in the surface of the wax pattern that may generally be recessed into the surface of the wax. Typically, these would be relatively low angled and of shallow profile with the objective of creating high angle steps at the edge to create an interlock geometry and to increase the surface area of the interface with an overlying coating. A hexagonal type structure or honeycomb structure may be used. FIG. 5 shows one such surface 62 found to be robust in the surface of a wax pattern using the above-described steps. Such surfaces in wax patterns produce translatable honeycomb-like surfaces in investment castings resulting in a periodically rough surface (in the macro range) that creates a high degree of interlock and increased surface area for bond integrity with an overlying coating layer. An additional benefit may also be gained from increased intermittent coating thickness across the surface.
[0041] Additional surface engineering can result in even greater surface area increase and interlock, such as seen in FIG. 6, where the edges of a hex shape form are rounded out to form gear-cog type layers 64. Typical surface feature depths have been produced and shown to be effective at both 0.38 mm and 0.66 mm, but these depths do not represent optimization and are not meant to be limiting. In areas of high surface angularity (e.g. leading edge or trailing edge sections of an airfoil or the airfoil/platform intersection), pattern protrusions from the surface may be beneficial. Such protrusions can be produced from second generation flexible molds (i.e. flexible mold replication from flexible mold masters). FIG. 7 shows an example of a protruded wax surface pattern 66 produced by such a mold technique. Protruding molds can be engineered to produce undercuts in the surface, thereby increasing the degree of mechanical interlock with the coating. This is particularly useful in highly stressed areas of coatings. It is noted that undercuts can also be generated in depressed surface features.
[0042] The master tooling can be further modified by non-Tomo surface modifying techniques such as grit blasting, or sanding, or producing laser-derived micro pot marks on the surface, or the addition of a second phase material bonded to the surface of the master tool, for example with an adhesive such as epoxy. Such materials may include, without limitation, silicon carbide particles or chopped fibers which may be applied randomly or with a predetermined pattern onto the surface. The surface modifying technique or the second phase material produces a random surface array on the surface of the tool which can be used to define the surface of the flexible mold tool and potentially be duplicated from a second generation flexible mold tool. As an example, FIGS. 8A-8C show wax pattern surfaces 68, 70, 72 produced from a master tool that was progressively modified with varying degrees of hybridized surfaces to produce unique micro surface features. In this case, the master tool was progressively grit blasted, and the basic Tomo process shape is progressively eroded, resulting in an ever more rounded structure when progressing from surfaces 68 to surface 72, but still retaining the basic shape of the Tomo process feature. This hybridization, combined with the capability of the Tomo process to produce either recessed or protruding engineered surfaces, shows the substantial flexibility of the process to produce a wide variety of engineered surfaces in an as-cast part. Advantageously, the present process allows for the duplication of a grit blasted master tool surface through multiple generations of flexible inserts cast within the grit blasted master tool without the need for additional actual grit blasting, thus ensuring exact part-to-part replication. The process effectively becomes insensitive to surface modification process variation once the desired master tool surface has been produced because all resulting surfaces that are derived from the master tool are identical.
[0043] FIGS. 9A-9C illustrate another embodiment for producing an engineered surface in an investment cast part where the desired surface finish is too fragile at the wax patterning stage to be translated effectively into the shell coating 74. Such surfaces would typically be ones that would result in fragile protrusions in the wax pattern that would be easily damaged during handling and shell coating. In this embodiment, a consumable ceramic insert 76 may be formed with a Tomo process or otherwise to have a desired surface topography 36. The consumable insert forms part of the flexible wax injection mold 16, as shown in FIG. 9A, but it detaches from the mold and stays with the wax pattern 52 upon removal of the mold from the cast wax pattern, as shown in FIG. 9B. When the wax pattern is shelled and the shell 74 is thermally treated, the insert remains as part of the shell structure defining the outer cavity wall 78 for the casting vessel 56, as shown in FIG. 9C. The inner face of the insert contains the desired topography of the eventual metal surface of the cast part, and that detail is retained in a more robust form then with alternative methods which must translate the topography through the wax. This process can be used to retain detail in the surface that would otherwise be compromised in a wax pattern due to fragility. Such a process lends itself to modularity, such as where additional anchoring is required for exposed airfoil areas such as leading and trailing edges of an airfoil. Such ceramic inserts may be partially thermally processed prior to application to the wax injection tool.
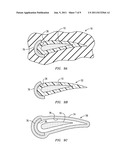
[0044] FIGS. 10A-10B illustrate another use of a consumable insert 80 for defining a surface opening passageway in the final cast metal part, such as may be useful for forming trailing edge cooling passages in a gas turbine blade. The insert may be made of silica, ceramic or quartz material, and it is designed to fit within a cooperating recess 82 such as a slot or opening in the flexible wax pattern mold 16. The insert, the flexible wax pattern mold, and the core 10 may all be formed with adequate precision, such as with a Tomo process, so that the projecting legs 84 of the insert abut the core or mate with a cooperating opening 86 in the core to create a mechanical interface there between, as shown in FIG. 10A. The mechanical interface may be a butt joint or a recessed joint or other cooperating geometry. The insert remains in the wax pattern 52 after the flexible wax pattern mold is removed, as shown in FIG. 10B, and it becomes integral with the shell (not shown) during the subsequent shell forming process. The projecting legs of the insert create passageways in the cast metal part between the internal passageway defined by the core and the exterior surface of the part defined by the shell inner surface, and they also provide mechanical support for the core during the wax and metal injection steps. By forming the flexible wax pattern mold insert with a precision process such as a Tomo process, it is now possible to produce blade trailing edge cooling passages with shapes, angles, aspect ratios, tapers, spirals, etc. that were not previously possible with prior art techniques. One example is the non-linear cooling channel to be formed by the insert 80 of FIGS. 10A and 10B. Advantageously, the insert includes a portion 81 running generally parallel to a surface of the component, thereby increasing the effectiveness of the cooling channel. This type of geometry is not obtainable with standard post-casting machining processes. Each insert may define a single cooling channel, or alternatively, a plurality of cooling channels may be defined by an insert 83 formed with a comb design, as illustrated in FIG. 14.
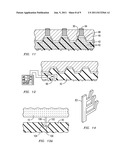
[0045] FIG. 11 illustrates an embodiment of a coffin mold 40 with a flexible mold insert 42 wherein the mold and insert are formed with cooperating alignment features which simplify the placement of the flexible mold insert into the coffin die and assure proper alignment there between. FIG. 11 illustrates the use of trapezoidal shaped protrusions 88 on the surface of the insert and mirror image shaped grooves 90 on the surface of the coffin die, but one skilled in the art will appreciate that any variety of cooperating shapes may be used. One of the advantages of the use of flexible molds is their low cost and interchangeability, and the use of such alignment features ensures that each of multiple flexible mold inserts used with a single coffin die is properly positioned. Proper positioning of the flexible insert also ensures that the insert is properly indexed to the core when the core is supported from the coffin mold.
[0046] A variety of reactive elements may be encased within the flexible wax injection mold or mold insert. In one example, FIG. 11 illustrates the use of filler particles 92 as a reactive element in the mold material which is used to form a flexible insert 42. The filler particles are mixed with the mold material prior to it being cast into the mold shape while the material is still in a liquid state. The particles may be any of a variety of materials or combinations of materials which collectively impart a desired characteristic to the mold liner. For example, the particles may be selected to have a desired thermal conductivity characteristic, such as being highly conductive to heat energy in order to increase the thermal conductivity of the insert. In other embodiments the particles may be thermally insulating. At least some of the filler particles of FIG. 11 may be magnetic and are attracted to magnets 94 mounted in the coffin die, thereby holding the flexible insert in its proper position within the coffin die. The magnets may be permanent magnets or electromagnets which further facilitate the release of the insert from the coffin die when the electromagnets are de-energized. In another embodiment, magnets are used in the master mold which is used to cast the flexible mold insert such that the magnetic particles within the liquid mold material are attracted toward the magnets while the mold material is curing, thereby resulting in an preferential distribution of the particles in regions of the mold proximate the magnets.
[0047] FIG. 12 illustrates the use of a reactive element which is an active device 96 within the flexible insert 42. The active device is positioned within the master mold (not shown) during casting of the mold material such that the device becomes encased within the mold material. The term "active device" is used herein to include any object or void other than the mold material which functions during the use of the flexible mold to enhance the effectiveness of the mold. Examples of active devices include, but are not limited to: a sensor such as a temperature or pressure sensor which may be used to monitor the casting process; an actuator such as a mechanical vibrator which may be used to facilitate the flow of casting material throughout the injection cavity; a temperature regulating device such as a resistance heater or a fluid channel for the passage of a heating or cooling fluid which may be used to regulate temperature during a casting process; etc. The active device may be connected to an associated system 98, such as an electronic circuit or fluid system located outside of the mold material, or the device may be isolated within the mold material and be responsive to a remote communication signal such as an interrogating RF signal or sound energy.
[0048] As described in the Background of the Invention above, it is known in the prior art to insert platinum wires (or pins) into the wax pattern to make contact with the embedded ceramic core. This procedure is precarious, since insertion of the platinum wires too far can result in damage to the ceramic core which can remain undetected until after the metallic part is cast and fails post-casting inspection. Furthermore, the prior art platinum wires provide no support for the core during the wax injection step because they are not placed into position until after the wax is cast. The present invention contemplates the use of such positioning wires or pins in conjunction with a flexible wax pattern mold to provide a degree of flexibility to the support provided by the wires and further to allow the wires to be positioned against the ceramic core prior to the wax injection step. FIGS. 13A-13-E illustrates one embodiment of how this may be accomplished.
[0049] A flexible insert 42 is formed with a surface recess 100 for receiving a removable supporting element such as a disk 102 as shown in FIG. 13A. The supporting element may have other shapes in other embodiments. In one embodiment the flexible insert and disk may be formed of the same material in order to ensure chemical and thermal expansion compatibility. The disk is formed with a hole or opening 104 for receiving a positioning pin 106 such as a known platinum positioning wire. One skilled in the art will appreciate that there may be multiple such disks and wires associated with the insert for support of a particular ceramic core design. A flexible mold may be formed of a bottom flexible insert (shown) and a top flexible insert (not shown). The wires, disks and inserts are preassembled, and then the ceramic core 10 is positioned within the flexible mold to make light contact with the top surfaces of the wires. In the horizontal embodiment illustrated, the bottom insert forms a bed upon which the core is laid, and then the top insert (not shown) is lowered over the core to form the flexible mold. Gentle finger pressure may be applied to pre-load the core evenly onto the wires. The diameter of the hole formed in the disk may be 0.005-0.010 inches undersized compared to the diameter of the wire in one embodiment to provide a gentle resistance to the movement of the wire through the disk, thereby allowing the wire to extend into or through the disk to whatever extent is necessary to support the core without causing damage to the core material. In an embodiment where a single flexible insert design is used with multiple core designs, a blank disk (i.e. no hole 104) may be provided for areas where there is a recess in the insert but no wire is needed to support a particular core design.
[0050] It will be appreciated from FIG. 13A that the positioning wires are in place making light contact with the core prior to the wax injection step, thereby overcoming the prior art problem of proper positioning of the wires through the cast wax pattern, and also providing a degree of mechanical support to the core during wax injection. Wax 108 is then injected as shown in FIG. 13B, and once the wax has solidified, the flexible insert and positioning disk are removed as shown in FIG. 13C, revealing the wax pattern 52 and leaving a portion 110 of each wire extending beyond the wax surface 112. Since each wire may be positioned to be generally perpendicular to the surface of the core at that location, there may be multiple pull planes necessary for removal of the flexible insert from the wires. The tapered shape of the disk and its cooperating recess in the flexible insert facilitate the removal of the insert from the plurality of positioning pins that may be used for a particular core. One may appreciate that no positioning disk may be necessary for embodiments where the wires in each mold half are all generally parallel to each other. In such embodiments, each wire may be received into a respective hole formed directly into the flexible insert.
[0051] A ceramic shell coating 74 is then formed onto the wax pattern by a known dipping process to encompass the protruding portion of the wires as shown in FIG. 13D, and the wax is then removed to reveal the completed ceramic casting vessel 56 including the pre-positioned core support wires, as shown in FIG. 13E.
[0052] The above described investment casting regiment represents a new business model for the casting industry. The prior art business model utilizes very expensive, long lead time, rugged tooling to produce multiple ceramic casting vessels (and subsequently cast metal parts) from a single master tool with rapid injection and curing times. In contrast, the new regiment disclosed herein utilizes a less expensive, more rapidly produced, less rugged master tool and an intermediate flexible mold derived from the master tool to produce the ceramic casting vessel with much slower injection and curing times. Thus, the new casting regiment can be advantageously applied for rapid prototyping and development testing applications because it enables the creation of a first-of-a-kind ceramic casting vessel (and subsequently produced cast metal part) much faster and cheaper than with the prior art methods. Multiple different prototype designs may be fabricated relatively easily from a single master tool by using interchangeable inserts for design features to be varied. Furthermore, the new regiment may be applied effectively in high volume production applications because multiple identical intermediate flexible molds may be cast from a single master tool, thereby allowing multiple ceramic casting vessels to be produced in parallel to match or exceed the production capability of the prior art methods while still maintaining a significant cost advantage over the prior art. The time and cost savings of the present regiment include not only the reduced cost and effort of producing the master tool, but also the elimination of certain post-metal casting steps that are necessary in the prior art to produce certain design features, such as trailing edge cooling holes or surface roughness, since such features can be cast directly into the metal part using the new regiment disclosed herein whereas they require post-casting processing in the prior art. The present invention provides the potential for an improved yield of acceptable parts, since it reduces the risk of the placement of positioning wires against the fragile ceramic core, and it also provides the potential for higher wax injection pressures without damage to the ceramic core since the core is supported within the flexible wax injection mold with more mechanical compliance than is possible with prior art hard tooling. The present invention not only produces high precision parts via a flexible mold, but it also enables part-to-part precision to a degree of that was unattainable with prior art flex mold processes. Finally, the present regiment provides these cost and production advantages while at the same time enabling the casting of design features that heretofore have not been within the capability of the prior art techniques, thereby for the first time allowing component designers to produce the hardware features that are necessary to achieve next generation gas turbine design goals.
[0053] While various embodiments of the present invention have been shown and described herein, it will be obvious that such embodiments are provided by way of example only. Numerous variations, changes and substitutions may be made without departing from the invention herein.
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20140095103 | Methods, Apparatuses, and Systems for Measuring The Amount of Material Dispensed From A Container Using An Accelerometer |
| 20140095102 | SYSTEMS AND METHODS FOR MONITORING SENSORS |
| 20140095101 | AUGMENTED POWER-AWARE DECOMPRESSOR |
| 20140095100 | CALIBRATING SINGLE PLASMONIC NANOSTRUCTURES FOR QUANTITATIVE BIOSENING |
| 20140095099 | Method of Automated Calibration and Diagnosis of Laboratory Instruments |
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |  |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-02-04 | Split wedge and method for making same |
| 2014-07-10 | Case corrosion-resistant liners in nozzles and case bodies to eliminate overlays |
| 2009-12-17 | Hollow articles and method of manufacture |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2022-03-31 | Method of forming a thermal barrier coating system with engineered surface roughness |
| 2022-01-13 | Manufacturing method and tooling for ceramic cores |
| 2020-04-16 | Hybrid component with cooling channels and corresponding process |
| 2017-06-22 | Turbine abradable layer with airflow directing pixelated surface feature patterns |
| Top Inventors for class "Metal founding" | |
| Rank | Inventor's name |
|---|---|
| 1 | Theodore A. Waniuk |
| 2 | Steven J. Bullied |
| 3 | Joseph C. Poole |
| 4 | Carl R. Verner |
| 5 | Christopher D. Prest |