Patent application title: Device for electrohydraulic forming of sheet metal
Inventors:
Reinhold Thewes (Freudenberg, DE)
IPC8 Class: AB21D2600FI
USPC Class:
72 60
Class name: Metal deforming by application of fluent medium, or energy field using fixed die
Publication date: 2011-03-10
Patent application number: 20110056262
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: Device for electrohydraulic forming of sheet metal
Inventors:
Reinhold Thewes
Agents:
Assignees:
Origin: ,
IPC8 Class: AB21D2600FI
USPC Class:
Publication date: 03/10/2011
Patent application number: 20110056262
Abstract:
A device for electrohydraulic forming of sheet metal includes an upper die
part having a die plate, and a lower die part on which an electrode frame
is disposed. The frame accommodates at least two electrodes, and a metal
sheet can be clamped in place between the die plate and the electrode
frame in fluid-tight manner. At least one potential-free bridge element
is disposed between at least two electrodes, within the electrode frame.Claims:
1. A device for electrohydraulic forming of sheet metal comprising:(a) an
upper die part having a die plate;(b) a lower die part;(c) an electrode
frame disposed on the lower die part so that a metal sheet can be clamped
in place between the die plate and the electrode frame;(d) first and
second electrodes disposed within the electrode frame; and(e) at least
one potential-free bridge element disposed between said first and second
electrodes.
2. The device according to claim 1, wherein the at least one potential-free bridge element is disposed in a fixed position.
3. The device according to claim 1, wherein the at least one potential-free bridge element is disposed so as to rotate.
4. The device according to claim 1, wherein the at least one potential-free bridge element is disposed in a displaceable manner.
5. The device according to claim 3, wherein the at least one potential-free bridge element is connected with at least one drive for moving the at least one potential-free bridge element.
6. The device according to claim 5, further comprising a control device connected with the at least one drive and configured so that different spark gaps can be activated, at predetermined times, changing the position of the at least one potential-free bridge element.
7. The device according to claim 1, further comprising a line for supplying fluid provided in the electrode frame or in the lower die part.
8. The device according to claim 1, further comprising a second die plate disposed in the lower die part so that a second metal sheet can be clamped in place between the electrode frame and the lower die part in fluid-tight manner.
9. The device according to claim 1, wherein at least two electrodes can be adjusted to compensate wear.
10. The device according to claim 1, wherein the at least one potential-free bridge element can be adjusted to compensate wear.
Description:
CROSS REFERENCE TO RELATED APPLICATIONS
[0001]Applicant claims priority under 35 U.S.C. §119 of European Application No. 09011365 filed on Sep. 4, 2009.
BACKGROUND OF THE INVENTION
[0002]1. Field of the Invention
[0003]The invention relates to a device for electrohydraulic forming of sheet metal including an upper die part having a die plate and a lower die part on which an electrode frame is disposed, which frame accommodates at least two electrodes whereby a metal sheet can be clamped in place between die plate and electrode frame.
[0004]2. The Prior Art
[0005]Various methods, tailored to the product, in each instance, are used for forming metal sheets. In the case of conventional pressing, the metal sheet to be formed is pressed against the die plate that has the desired contour, by way of a punch. In the case of hydroforming pressing, however, the sheet metal is pressed against the die place using a fluid, preferably water, that has been put under pressure. In the hydroforming method, forming pressures of 2000 to 4000 Bar are produced. Depending on the size of the area to be formed, correspondingly great forces to hold the hydroforming press closed are therefore required, because the forming pressure that is applied is present on the entire area to be formed at the same time. Because the hydroforming press can build the required pressure up only slowly, long cycle times result, accordingly, during forming. In this connection, as in all the other conventional methods, the shape changes of the sheet metal occur because the rows of atoms within the individual crystals are displaced relative to one another when a certain limit tension is exceeded, and cohesion between the rows of atoms on the nearest subsequent lattice position takes place.
[0006]Improved material properties are achieved with high-speed forming methods, for example the electrohydraulic method. In this connection, the die on the side of the metal sheet to be formed, opposite the die plate, is completely filled up with a transfer medium, preferably water. In the space filled with water, underwater electrodes are disposed, by way of which electrical energy stored in capacitors is suddenly discharged. As a result of the capacitor underwater discharge, the water is explosively accelerated against the metal sheet, which is hereby laid against the die plate at high speed. In contrast to the conventional hydroforming method, in the case of the high-speed forming that takes place here, so-called "twin formation" occurs. During such twin formation, permanent deformation takes place as the result of folding of the lattice from one position into the other. This twin formation leads to better material properties after forming, in other words of the finished product, for one thing; for another, clearly better material properties are also present during forming. Materials that are difficult to form, such as various titanium or aluminum alloys, for example, can be formed only under high-speed conditions.
[0007]This method has the disadvantage that the electrical discharge of an electrode pair brings about an essentially point-shaped energy discharge, and this discharge results in a hydraulic field of effect having a diameter of maximally 200 mm. To increase the field of effect, multiple electrode pairs are therefore necessary.
[0008]In this connection, it must first of all be taken into consideration that a long-lasting high-power switch that suddenly supplies the electrodes with the required electrical energy should be present in the system only once, for cost reasons. Thus, tight restrictions are placed on the circuitry of the electrode pairs according to the present state of the art: If multiple electrode pairs are switched in parallel by way of a high-power switch, no reproducible results are achieved, because the spark gap that ignites first already withdraws a major portion of the available energy from the other spark gaps (electrode pairs).
[0009]Because of complex ionization conditions in the transfer medium, the spark gaps switched in parallel cannot all ignite at the same time. If, on the other hand, multiple electrode pairs are switched in series, then the problem of simultaneous ignition is eliminated, but the possible number of spark gaps that can be switched in series is limited by the required ignition voltage.
SUMMARY OF THE INVENTION
[0010]It is an object of the present invention to remedy this situation and to provide a device for electrohydraulic forming of sheet metal that allows efficient forming of sheet metal even with larger forming areas, for series production. According to the invention, this task is accomplished by disposing at least one potential-free bridge element between at least two electrodes within the electrode frame.
[0011]With the invention, a device for electrohydraulic forming of sheet metal is created, which allows efficient forming of sheet metal even with larger forming areas. By placing at least one potential-free bridge element between two electrodes, simultaneous production of multiple spark gaps at which the electrical energy is converted to hydraulic energy, disposed spaced apart from one another, takes place during the capacitor discharge, thereby allowing forming over a large area. The bridge element is not connected electrically from the outside, but rather serves as a bridge in the power circuit, depending on its position. The electrical connection of the electrodes is selected in such a way that the bridge element produces a bridge from plus to minus in every position. In the case of the present serial circuit of the spark gaps, the great plasma current that is responsible for the conversion of the electrical energy into hydraulic energy can only flow once all the spark gaps that are switched one behind the other have ignited.
[0012]The at least one potential-free bridge element can be disposed in a fixed position, so as to rotate, or so as to be displaceable within the electrode frame. The rotating and/or displaceable placement of a potential-free bridge element makes possible the use of a bridge element for use in different electrode pairs--switched one behind the other in terms of time. Because the bridge element can be positioned, it furthermore replaces a high-power switch that would otherwise be required multiple times.
[0013]Preferably, a potential-free bridge element is connected with a drive by way of which it can be moved. In this way, the assignment of a bridge element to an electrode pair, in each instance, can be controlled from the outside.
[0014]In a further development of the invention, a control device is disposed, which is connected with the at least one drive and is set up in such a manner that different spark gaps can be activated, at predetermined times, changing the position of at least one potential-free bridge element. In this way, an automatic sequence of discharges at different locations is made possible, thereby making it possible to achieve step-by-step forming of a metal sheet, even one having a larger forming area.
[0015]In an embodiment of the invention, a line for supplying fluid is provided in the lower die part. In this way, additional transfer media (for example water) can be supplied for balancing out the volume change of the chamber filled with the transfer medium that goes along with the forming process.
[0016]In a further development of the invention, a second die plate is disposed in the lower die part, whereby a second metal sheet can be clamped in place between electrode frame and lower die part, in fluid-tight manner. In this way, simultaneous forming of two metal sheets during a discharge sequence is made possible, thereby clearly increasing the productivity of the device.
[0017]In an embodiment of the invention, at least two electrodes are configured as electrodes that can be advanced to compensate wear. In this way, it is possible to compensate for the electrodes being burnt away and, at the same time, also for the bridge elements being burnt away. Preferably--additionally or alternatively--at least one bridge element is configured as an element that can be advanced to compensate wear.
BRIEF DESCRIPTION OF THE DRAWINGS
[0018]Other objects and features of the invention will become apparent from the following detailed description considered in connection with the accompanying drawings. It is to be understood, however, that the drawings are designed as an illustration only and not as a definition of the limits of the invention.
[0019]In the drawings,
[0020]FIG. 1 is a schematic representation of a device for electrohydraulic forming of sheet metal;
[0021]FIG. 2 is a schematic representation of the electrode frame of the device of FIG. 1, having a rotating bridge element;
[0022]FIG. 3 is a schematic representation of an electrode frame in another embodiment, having a displaceable bridge element;
[0023]FIG. 4 is a schematic representation of an electrode frame in a third embodiment, having multiple rotating bridge elements;
[0024]FIG. 5 is a schematic representation of an electrode frame in a fourth embodiment, having a combination of multiple fixed and rotating bridge elements; and
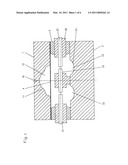
[0025]FIG. 6 is a schematic representation of a device for electrohydraulic forming of sheet metal, having a second die plate.
DETAILED DESCRIPTION OF PREFERRED EMBODIMENTS
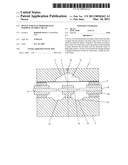
[0026]Turning now in detail to the drawings, FIG. 1 shows an exemplary embodiment of a device for electrohydraulic forming of sheet metal essentially made up of an upper die part 1 and a lower die part 2, between which an electrode frame 3 is disposed. A metal sheet 4 can be clamped in place between electrode frame 3 and upper die part 1, in fluid-tight manner.
[0027]A die plate 11 is placed into upper die part 1, which plate has the contour to be shaped into metal sheet 4. Furthermore, a line 10 for evacuating the chamber formed by metal sheet 4 laid in and die plate 11 is provided in upper die part 1.
[0028]Lower die part 2 has reflectors 21 configured essentially parabolically or elliptically, which are disposed to lie opposite die plate 11 of upper die part 1. Reflectors 21 serve to reflect discharge energy that impacts them, in the direction of die plate 11.
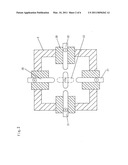
[0029]An electrode frame 3 is disposed on lower die part 2. In the exemplary embodiment according to FIG. 2, electrode frame 3 is configured to be essentially square. Electrodes 31, 32 are disposed centered on the sides of electrode frame 3, in each instance, whereby a negative electrode 32 is disposed opposite a positive electrode 31, in each instance. Electrodes 31, 32 are surrounded by an insulator 30, in each instance. A potential-free bridge element 33 is disposed in electrode frame 3 so as to rotate, centered between electrodes 31, 32, in such a manner that it can be aligned with an electrode pair 31, 32, in each instance. Here, four spark gaps result, which lie on a diameter that corresponds to the length of the bridge element.
[0030]In the course of the electrohydraulic method, a metal sheet 4 to be formed is placed onto electrode frame 3, and upper die part 1 and lower die part 2 are closed using hydraulic or mechanical force, so that metal sheet 4 is clamped in place between electrode frame 3 and upper die part 1, in fluid-tight manner. The air from the chamber 12 formed by die plate 11 and metal sheet 4 is evacuated by way of line 10. The filling space 22 that results between lower die part 2 and metal sheet 4 is completely filled with transfer medium, for example water. Subsequently, any desired number of discharges are carried out, one after the other, whereby metal sheet 4 is further deformed during every process step, because the water accelerated by the capacitor underwater discharge still has sufficient forming energy even at a distance of a few centimeters. After every process step, i.e. after every discharge process, the vacuum that has formed in filling space 22 as the result of the forming can be filled up with water by way of a line passing the electrode frame 3.
[0031]The particular feature of this pulse method is that the required forming energy does not necessarily have to be produced with one pulse. The maximal pressure that occurs, i.e. the maximal speed of the accelerated water, is the same per pulse when the parameters are the same, but the forming might not be carried out completely, because the time per pulse is not sufficient. Thus, forming is continued accordingly when the next pulse is carried out.
[0032]It is advantageous for the design and the useful lifetime of the device components, in this connection, that forming does not have to take place with an energy pulse at very high energy, but rather can take place by means of multiple energy pulses having correspondingly lower energy. These energy pulses can take place distributed over the area of the spark gaps formed by the bridge elements 33, thereby increasing the effective forming area.
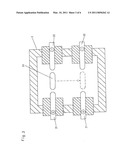
[0033]In the exemplary embodiment according to FIG. 3, two electrode pairs 31, 32 are disposed parallel to one another, along with a potential-free bridge element 33 that is disposed to be displaceable between the two electrode pairs 31, 32. Here, four spark gaps result, which lie in the corner points of a rectangle, whereby the one side of the rectangle is described by the length of the bridge element, and the second side by the distance between electrodes 31 and 32, respectively, on one side of electrode frame 3.
[0034]The significant advantage of the displaceable or rotating bridge element is that only two of the four spark gaps ignite, in each instance, because only these spark gaps lie in a power circuit capable of igniting. This feature is particularly advantageous because a certain minimum voltage must be applied for each individual spark gap, in order to achieve reproducible ignition behavior and thus a high level of conversion of electrical to hydraulic energy.
[0035]The required minimum ignition voltage for a spark gap is essentially dependent on the diameter and shape of electrode 31, 32 and on the distance between the electrodes, on the electrical conductivity of the transfer medium (for example water), and on the pressure level that exists in the transfer medium just before moment of ignition. A plasma arc occurs at every ignition of the spark gap, and leads to a corresponding burn-off rate at the electrodes. Under the aspect of long life for series production, electrode diameters <10 mm are unsuitable at greater energy values, as they are required for sheet steel having a material thickness of >0.4 mm. In order to allow efficient spread of the hydraulic energy that occurs in the form of points between electrodes 31, 32, on the plasma channel that forms, a minimum ignition voltage of approximately 10 kV per spark gap is required, for example, when using water as a transfer medium.
[0036]In the exemplary embodiment according to FIG. 4, two electrodes 31, 32 having the same poles are disposed next to one another, lying next to one another on each side of the electrode frame 3. Within electrode frame 3, four potential-free bridge elements 33 are disposed so as to rotate, in such a manner that an electrode pair can be bridged by way of two potential-free bridge elements 33 that are disposed one behind the other, in each instance, whereby three spark gaps are formed, in each instance. In this manner, twelve different spark gaps are formed, which cover a correspondingly large forming region.
[0037]In the exemplary embodiment according to FIG. 5, three pairs of electrodes 31, 32 and three bridge elements 33 that are fixed in place and two that are disposed so as to rotate are disposed. In this arrangement, three positions having two, three, or four spark gaps can be covered, one after the other. The embodiment variants are any that are desired; for example, rotating, displaceable, and fixed bridge elements can also be combined. In this way, in total, the requirement of covering a forming region that is as large as desired is fulfilled.
[0038]For use of the electrohydraulic method in mass production, automatic adjusting of the electrode rod to replace wear can take place to increase the useful lifetime of electrodes 31, 32, which burn down, and, at the same time, burning down of a displaceable or also a rotating bridge element can also be compensated. After an extended period of use, the point of the spark flashover, in other words the spark gap itself, is displaced as a result. This displacement can be compensated in that bridge element 33 itself is replaced once a shift, for example, or once a day.
[0039]Another essential aspect of the invention consists in that in the case of the design of the electrode array according to the invention, fundamentally only one switch is required, even if twelve spark gaps are disposed, for example, of which only a few specific ones are ignited, depending on the position of bridge elements 33. The entire energy stored in the capacitors is thus divided up only among a few electrodes and bridge elements, respectively. In the total power circuit, bridge elements 33 thus replace the switches, which must otherwise be used in multiples. Such high-power switches are the most cost-intensive component of the entire electrohydraulic method, because here, high voltages, corresponding to the required ignition voltage, and extremely high currents in the range between 10 and 300 kA, must be switched very rapidly (in the μs range). Such a switch is either very expensive when designed for a longer useful lifetime, or it demonstrates correspondingly great wear in a less expensive version. In the case of the object of the invention, the positions of the activated spark gaps are automatically determined by the positions of bridge elements 33. In this way, the production costs of the entire system can be significantly reduced.
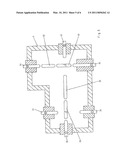
[0040]In the exemplary embodiment according to FIG. 6, a second die plate 23 is formed into lower die part 2 in place of a reflector 21. In this connection, electrode frame 3 is attached independent of upper die part 1 and lower die part 2, so that a metal sheet can be clamped in place between upper die part 1 and electrode frame 3 and between electrode frame 3 and lower die part 2, in each instance. The chambers 12, 24 formed between the metal sheets 4 and the die plates 11, 23 can be evacuated by way of lines 10, 20 provided in upper die part 1 and lower die part 2, in each instance. By means of the capacitor underwater discharge that took place by way of the underwater electrodes 31, 32 and the bridge element 33, the accelerated water is accelerated against the metal sheets 4 that are disposed parallel to one another, thereby pressing metal sheets 4 against die plates 11, 23. With this arrangement, simultaneous deformation of two metal sheets in one forming process is possible.
[0041]Although only a few embodiments of the present invention have been shown and described, it is to be understood that many changes and modifications may be made thereunto without departing from the spirit and scope of the invention.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20160085766 | COMPACTING DATA BASED ON DATA CONTENT |
| 20160085765 | COMPUTING ENVIRONMENT SELECTION TECHNIQUES |
| 20160085764 | SIMPLIFYING INVOCATION OF IMPORT PROCEDURES TO TRANSFER DATA FROM DATA SOURCES TO DATA TARGETS |
| 20160085763 | CONTEXTUAL APPLICATION MANAGEMENT |
| 20160085762 | Multi-Scene Rich Media Content Rendering System |
Images included with this patent application:
 |  |
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2009-04-09 | Driver plate for electromagnetic forming of sheet metal |
| 2010-10-14 | Method and apparatus for reducing force needed to form a shape from a sheet metal |
| 2010-10-14 | Method and apparatus for reducing force needed to form a shape from a sheet metal |
| 2011-03-24 | Method and tool for expanding tubular members by electro-hydraulic forming |
| 2008-08-21 | Method and device for cutting high-tensile sheet metal, and press |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-06-02 | Sheet metal member shape forming system and method |
| 2016-02-25 | Deformation apparatus (as amended) |
| 2016-02-25 | System and method for hydrostatic backward extrusion |
| 2015-12-03 | Device and method for forming by stamping at high speed |
| 2015-11-26 | Electrically driven rapidly vaporizing foils, wires and strips used for collision welding and sheet metal forming |
| Top Inventors for class "Metal deforming" | |
| Rank | Inventor's name |
|---|---|
| 1 | Sergey Fedorovich Golovashchenko |
| 2 | Joel T. Pyper |
| 3 | Scott M. Breen |
| 4 | Thomas Flehmig |
| 5 | Matthias Kipping |