Patent application title: ROLL CLEANING APPARATUS AND METHOD
Inventors:
Antonio Porco (Sault Ste. Marie, CA)
Antonio Porco (Sault Ste. Marie, CA)
IPC8 Class: AB21D102FI
USPC Class:
72112
Class name: Metal deforming by use of tool acting during relative rotation between tool and work about internal center (e.g., gyrating or rotating tool) tool orbiting or rotating about an axis
Publication date: 2010-04-01
Patent application number: 20100077820
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: ROLL CLEANING APPARATUS AND METHOD
Inventors:
ANTONIO PORCO
Agents:
McCarthy Tetrault LLP
Assignees:
Origin: TORONTO, ON CA
IPC8 Class: AB21D102FI
USPC Class:
72112
Patent application number: 20100077820
Abstract:
A roll cleaning apparatus having a cleaning member mounted to a support
member that extends lengthwise relative to a first roller of the machine.
The cleaning member has a brush having a substantial area to place
against the surface of the roll. The cleaning member may be movable
between an engaged position against the roll during operation, and a
disengaged position spaced away from the roll in a non-operating
condition, such as when replacement of the cleaning member is desired.
The roll cleaning apparatus may include a drive connected to cause linear
reciprocation of the cleaning member. The roll cleaning apparatus may
have a drive or actuator mounted to move the cleaning member between the
engaged and disengaged positions, and may be operable to bias the
cleaning member against the roll in use. The roll cleaning member may
have a contact head that includes an array of abrasive bristles.Claims:
1. A roller cleaning apparatus for engagement with a roller of a steel
rolling facility, said apparatus comprising:a cleaning member operable to
engage the roller while the roller is revolving;a carrier;said cleaning
member being mounted to said carrier;said carrier being mounted to
present the cleaning member to the roller;said cleaning member being
movable between a first position in which said cleaning member engages
the roller, and a second position in which the cleaning member is located
clear of the roller;said cleaning member having a contact region having
both axial and circumferential extent; andsaid cleaning member including
an array of bristles.
2. The roller cleaning apparatus of claim 1 wherein said cleaning member has a roller contacting interface element, and said roller contact interface element is operable at temperatures in excess of 200 F.
3. The roller cleaning apparatus of claim 1 wherein said bristles of said cleaning member include Nylon® filaments.
4. The roller cleaning apparatus of claim 1 wherein said bristles include abrasive surface elements.
5. The roller cleaning apparatus of claim 1 wherein said bristles are made of Brushlon® material.
6. The roller cleaning apparatus of claim 1 wherein said cleaning member is axially displaceable relative to the roller, while in contact with the roller and while the roller is revolving.
7. The roller cleaning apparatus of claim 6 further comprising a drive connected to impart reciprocating axial motion to said cleaning member.
8. The roller cleaning apparatus of claim 1 wherein said carrier is movably mounted relative to the roller, and is constrained to cause said cleaning member mounted thereto to move in a manner having a non-zero radial component of displacement relative to the roller.
9. The roller cleaning apparatus of claim 8 wherein said carrier is driven by a force maintaining member.
10. The roller cleaning apparatus of claim 8 wherein said cleaning member has a circumferentially extending surface conforming to the roller, and said cleaning member has a degree of freedom of motion permitting said circumferentially extending surface to self-center on said roller.
11. The roller cleaning apparatus of claim 8 wherein said cleaning member includes a self-centering shoe.
12. The roller cleaning apparatus of claim 6 wherein said apparatus includes a motion governor operable to move said cleaning member between said first and second positions.
13. The roller cleaning apparatus of claim 8 wherein said apparatus includes a biasing member operable to urge said cleaning member against the roller.
14. The roller cleaning apparatus of claim 6 wherein a biasing member is mounted between said support member and a fitting that is rigidly positioned relative to the axis of rotation of the roller, and is operable to move the support member, and the cleaning member attached thereto, relative to the roller.
15. The roller cleaning apparatus of claim 14 wherein said biasing member employs a working fluid to urge said bristles against the roller.
16. The roller cleaning apparatus of claim 8, further comprising a drive mounted to reciprocate said cleaning member axially relative to the roller.
17. The cleaning apparatus of claim 14 wherein said drive is an oscillator, and said cleaning member is driven by said oscillator non-harmonically relative to the roller.
18. A machine for rolling sheets of metal, said machine comprising:a first roller and a second roller mounted in parallel and defining a nip therebetween;said first roller having an axis of rotation;at least a first roller cleaning apparatus for engagement with said first roller, said roller cleaning apparatus including a cleaning member operable to engage the roller while the roller is revolving, and a carrier;said cleaning member being mounted to said carrier;said carrier being mounted to present the cleaning member to said first roller;said cleaning member being movable between a first position in which said cleaning member engages said first roller, and a second position in which the cleaning member is located clear of said first roller;said cleaning member having a contact region having both axial and circumferential extent; andsaid contact region including an array of abrasive bristles.
19. The machine of claim 18 further including a second roller cleaning apparatus.
20. The machine of claim 19 wherein said first and second roller cleaning apparatuses are mounted to engage said first and second rollers on opposite sides of the nip.
21. The machine of claim 18 wherein at least said first roller cleaning apparatus has a drive connected to cause axial reciprocation of said cleaning member while said first roller is revolving.
22. The machine of claim 21 wherein at least said first roller cleaning apparatus includes an actuator operatively connected to urge said cleaning member against said first roller.
23. The machine of claim 18 wherein said machine is a machine for rolling steel sheet.
24. The machine of claim 18 wherein said machine is a machine for cold rolling sheet steel.
25. A method of cleaning rollers of a steel sheet rolling mill, said method including advancing a cleaning head toward at least a first of a pair of said rollers, and maintaining that cleaning head in contact with said first roller which a sheet metal workpiece is passed between said pair of roller.
26. The method of claim 25 wherein said method includes providing a cleaning head having a contact member, said contact member including an array of bristles.
27. The method of claim 26 wherein said method includes providing abrasive treated bristles.
28. The method of claim 27 wherein said method includes the step of providing bristles made of Brushlon® material.
29. The use of an abrasive brush to clean rollers of a steel rolling mill while said rollers are in operation.
30. The use of claim 29 wherein the brush is made of abrasive bristles.
31. The use of claim 29 wherein the brush is made of nylon bristles, and the bristles have been treated with an abrasive coating or material.
32. The use of claim 29 wherein the brush includes bristles made of Brushlon®.
33. A roll cleaning apparatus including a scrubbing element positionable against a roll to be cleaned, said apparatus including a drive operable to move said scrubbing element axially relative to the roll, said scrubbing element being porous to permit the passage of airflow therethrough, said scrubbing element being mounted to at least one ventilation manifold, said ventilation manifold having a plurality of inlet ports through which air may be drawn through said scrubbing element, said ventilation manifold also including a plurality of exhaust ports spaced therealong, said apparatus including an air mover operable to draw exhaust from said plurality of exhaust ports.
34. The roll cleaning apparatus of claim 33 wherein said air mover is operable to draw more than 100 CFM per square foot of surface area through said scrubbing element.
35. The roll cleaning apparatus of claim 33 wherein said air mover is operable at a pressure drop of greater than 8 inches of water when said roll cleaning apparatus is in operation.
36. The roll cleaning apparatus of claim 33 wherein said there are between 60 and 100 of said inlet ports per square foot of contact area of said scrubbing element.
37. The use of the roll cleaning apparatus of claim 33 where the roll has a temperature of greater than 250 F.
38. The use of the roll cleaning apparatus of claim 33 where the roll has a temperature of up to 500 F.
39. The use of the roll cleaning apparatus of claim 33 wherein the airflow maintains the scrubbing element at a temperature of less than 285 F.
Description:
FIELD OF THE INVENTION
[0001]The present invention relates to methods and apparatus for cleaning rolls.
BACKGROUND OF THE INVENTION
[0002]Many industrial processes use rolls to either treat or form a web of material. Typical of such applications are papermaking and metal rolling mills, in which, at various stages of the process a generally planar or web-like workpiece is passed between rollers. During such a process, the rolls may pick up material from the web and thus contaminate the surface of the roll. Such contamination can lead to reduction in the quality of the process and may result in unsatisfactory material being produced.
[0003]It has previously been suggested to remove material from the roll by using a doctor blade. In papermaking, for example, it may be that rolls in a calendar stack are heated. Heating may be used when papers of particular chemical compositions, e.g., relatively high clay or starch content and gloss finish are produced. The warmth may increase the tendency for clays, starch, etc., to build up on the rolls. It may be desirable to prevent or discourage this kind of build up.
[0004]In the steel industry, forming rollers have in the past been cleaned with water. On some occasions steel customers have returned rolled steel coils because of rust on the coils as delivered. In the view of the present inventor it may be desirable to employ equipment and a method that have less reliance on water, or that are substantially dry. Such equipment may also be suitable for other manufacturing processes involving the forming of metals or other materials.
SUMMARY OF THE INVENTION
[0005]In general terms, the present invention provides a roller contact member that can engage the periphery of the roller, such as a metal rolling mill roller, over a limited extent of the circumference. The contact member is formed with a scouring array that may tend to remove contaminants from the surface. The contact member is mounted on a support that can be advanced into and away from engagement with the roller. The support is biased to provide a relatively uniform pressure of the contact member against the surface of the roller. The contact member includes an array of abrasive bristles.
[0006]An aspect of the invention is the use of an abrasive brush to clean rollers of a steel rolling mill while said rollers are in operation. In a feature of that aspect of the invention, the brush is made of abrasive bristles. In another feature, the brush is made of nylon bristles, and the bristles have been treated with an abrasive coating of material. In a further feature, the brush includes bristles made of Brushlon®. Another aspect of the invention is the use of a brush to clean rollers, be it in papermaking, metal working or some other employment, wherein an air extraction system is provided that catches material loosened by the brush. Another aspect of the invention includes a pad or brush system for cleaning rollers in an industrial process such as papermaking or metal rolling, in which the contact head has a degree of freedom to permit the head to seat against the roller, and that degree of freedom is biased or canted. In a further feature, head orientation apparatus is mounted to the contact head.
[0007]In another aspect of the invention there is a roller cleaning apparatus for engagement with a roller of a steel rolling facility. The roller cleaning apparatus has a cleaning member operable to engage the roller while the roller is revolving, and a carrier. The cleaning member is mounted to the carrier. The carrier is mounted to present the cleaning member to the roller. The cleaning member is movable between a first position in which the cleaning member engages the roller, and a second position in which the cleaning member is located clear of the roller. The cleaning member has a contact region having both axial and circumferential extent. The cleaning member has an array of bristles.
[0008]In a feature of that aspect of the invention, the cleaning member has a roll contacting interface element, and the roll contact interface element is operable at temperatures in excess of 200 F. In another feature the bristles of the cleaning member include Nylon® filaments. In a further additional feature the bristles include abrasive surface elements. In a still further additional feature, the bristles are made of Brushlon® material. In still another feature the cleaning member is axially displaceable relative to the roller while (a) the cleaning member is in contact with the roller and (b) while the roller is revolving. In a further feature, the apparatus has a drive connected to impart reciprocating axial motion to the cleaning member. In another feature, the roll contacting element may be secured to a carrier by a quick release feature. In an additional further feature, that quick release feature may include mating hook-and-eye engagement strips.
[0009]In another feature the carrier is movably mounted relative to the roller, and is constrained to cause the cleaning member mounted thereto to move in a manner having a non-zero radial component of displacement relative to the roller. In still another feature the carrier is driven by a force maintaining member. In a yet further feature the cleaning member has a circumferentially extending surface conforming to the roller, and the cleaning member has a degree of freedom of motion permitting the circumferentially extending surface to self-center on the roller. In another feature the apparatus includes a biasing member operable to urge the cleaning member against the roller. In another feature a biasing member is mounted between the support member and a fitting that is rigidly positioned relative to the axis of rotation of the roller, and is operable to move the support member, and the cleaning member attached thereto, relative to the roller. In another feature the biasing member employs a working fluid to urge the bristles against the roller. In another feature a drive is mounted to reciprocate the cleaning member axially relative to the roller. In a further feature the drive is an oscillator, and the cleaning member is driven by the oscillator non-harmonically relative to the roll.
[0010]In another aspect of the invention, there is a machine for rolling sheets of metal. The machine has a first roller and a second roller mounted in parallel and defining a nip therebetween. The first roller having an axis of rotation. There is at least a first roller cleaning apparatus mounted to engage the first roller. The first roller cleaning apparatus includes a cleaning member operable to engage the roll while the roll is revolving, and a carrier. The cleaning member is mounted to the carrier. The carrier is mounted to present the cleaning member to the first roller. The cleaning member is movable between a first position in which the cleaning member engages the first roll, and a second position in which the cleaning member is located clear of the first roll. The cleaning member has a contact region having both axial and circumferential extent. The contact region includes an array of abrasive bristles.
[0011]In a feature of that aspect of the invention, the machine includes a second roller cleaning apparatus. In another feature, there are first and second roll cleaning apparatuses are mounted to engage the first and second rollers on opposite sides of the nip. In another feature, at least the first roll cleaning apparatus has a drive connected to cause axial reciprocation of the cleaning member while the first roll is revolving. In still another feature at least the first roller cleaning apparatus includes an actuator operatively connected to urge the cleaning member against the first roller. In still yet another feature the machine is a machine for rolling steel sheet. In a further additional feature the machine is a machine for cold rolling sheet steel.
[0012]In another aspect of the invention there is a method of cleaning rollers of a steel sheet rolling mill, the method including advancing a cleaning head toward at least a first of a pair of the rollers, and maintaining that cleaning head in contact with the first roller which a sheet metal workpiece is passed between the pair of rollers.
[0013]In a feature of that aspect of the invention the method includes providing a cleaning head having a contact member, the contact member including an array of bristles. In another feature, the method includes providing abrasive treated bristles. In still another feature, the method includes the step of providing bristles made of Brushlon® material.
[0014]In another aspect of the invention, there is a roll cleaning apparatus that includes a scrubbing element positionable against a roll to be cleaned. The apparatus includes a drive operable to move the scrubbing element axially relative to the roll. The scrubbing element is porous to permit the passage of airflow therethrough. The scrubbing element is mounted to at least one ventilation manifold. The ventilation manifold has a plurality of inlet ports through which air may be drawn through said scrubbing element. The ventilation manifold also includes a plurality of exhaust ports spaced therealong, and an air mover operable to draw exhaust from said plurality of exhaust ports.
BRIEF DESCRIPTION OF THE DRAWINGS
[0015]These and other features and aspects of the invention may become more apparent upon a reading of the following detailed description of examples embodying those features and aspects in which reference is made to the appended drawings of which:
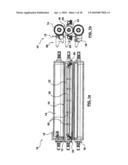
[0016]FIG. 1a is a general arrangement view in elevation of a roll assembly of a paper making machine;
[0017]FIG. 1b is an end view of the roll assembly of FIG. 1a;
[0018]FIG. 1c is a general arrangement, perspective view of the roll assembly of FIG. 1a, taken from one end of the roll assembly in a paper making machine of FIG. 1a;
[0019]FIG. 1d is an enlarged perspective view of a detail of the far, or distal, end of the roll assembly shown in FIG. 1c;
[0020]FIG. 1e is an enlarged perspective view of a detail of the near end of the roll assembly of FIG. 1c;
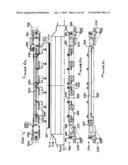
[0021]FIG. 2a is an end view of a portion of the roll assembly of FIG. 1a showing the relative location of a roll cleaning apparatus;
[0022]FIG. 2b shows an elevation view of the roll assembly of FIG. 2a;
[0023]FIG. 2c is an enlarged detail of FIG. 2a;
[0024]FIG. 3a is an end view of the cleaning apparatus of FIG. 2a;
[0025]FIG. 3b is an elevation view of the cleaning apparatus of FIG. 3a;
[0026]FIG. 3c is a partially sectioned enlarged detail of the cleaning apparatus shown in elevation in FIG. 3a;
[0027]FIG. 4a shows an end view of an alternate cleaning apparatus to that of FIG. 3a;
[0028]FIG. 4b is a elevation of the apparatus of FIG. 4a taken on arrow `4b`;
[0029]FIG. 4c is a plan view of the apparatus of FIG. 4a, taken on arrow `4c`;
[0030]FIG. 5a shows an end view of an alternate apparatus to that of FIG. 5a;
[0031]FIG. 5b shows an enlarged detail of a cleaning head assembly of the apparatus of FIG. 5a;
[0032]FIG. 5c shows a side view of an alternate cleaning head assembly to that of FIG. 5a; and
[0033]FIG. 5d shows a front view of part of the cleaning head assembly of FIG. 5c.
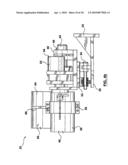
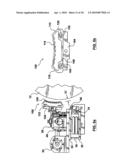
[0034]FIG. 6a shows a top view of an alternate embodiment of roll cleaning apparatus to that of FIG. 1a adjacent to a roll to be cleaned;
[0035]FIG. 6b shows a view of the roll cleaning apparatus of FIG. 6a, with cleaning head removed, on a view looking generally radially away from the roll to be cleaned;
[0036]FIG. 6c shows a view from behind the roll cleaning apparatus of claim 6b, looking generally radially toward the roll to be cleaned;
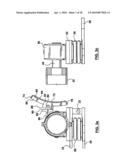
[0037]FIG. 7a is an enlarged end view of the apparatus of FIG. 6a;
[0038]FIG. 7b is an enlarged end view of details of FIG. 6a;
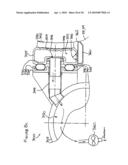
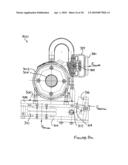
[0039]FIG. 8a is an end view of an alternate embodiment of roll cleaning apparatus to that of FIGS. 1a and 6a;
[0040]FIG. 8b is a section through the roll cleaning apparatus of FIG. 8a taken through a mounting fitting; and
[0041]FIG. 8c is a section through the roll cleaning apparatus of FIG. 8a taken through a ventilation fitting.
DETAILED DESCRIPTION
[0042]The description that follows, and the embodiments described therein, are provided by way of illustration of an example, or examples, of particular embodiments of the principles of aspects of the present invention. These examples are provided for the purposes of explanation, and not of limitation, of those principles and of the invention. In the description, like parts are marked throughout the specification and the drawings with the same respective reference numerals. The drawings are not necessarily to scale and in some instances, proportions may have been exaggerated in order more clearly to depict certain features of the invention.
[0043]In the description that follows, reference may be made to machines in which a workpiece is fed between a pair of rollers. The words `roll` and `roller` may be used interchangeably herein. The construction and operation of such machines may involve rolls, and fittings that co-operate with the rollers. In that regard, a frame of reference may be defined in terms of a polar cylindrical co-ordinate system. A roller may have the general form of a body of revolution of constant radius formed about a central axis. This body of revolution may be considered as having a long axis, or axial direction, which may be termed the z-axis, that is concentric with the roll; a radial direction or radial axis, r, extending away from the z axis; and a circumferential direction mutually perpendicular to the axial and radial directions, referenced from an angular datum. Similarly, other fittings for co-operation with the roll, or rolls, may pivot about axes parallel to the long axis, and may move in translation parallel to the long axis.
[0044]Referring to the drawings, a machine 10 may have a pair of rolls 12, 14 defining a nip 16. This kind of assembly may be found, for example, in a papermaking calendar stack. A web of workpiece material passes through nip 16 as part of a manufacturing process. In some instances the process may be a material thickness reduction process, or a roll forming process, such as metal rolling or metal forming. The process may be one that includes rolling steel sheet, and may be a cold rolling process. Machine 10 has support frames 18 that support the ends of rolls or rollers 12 and 14. Support frames 18 may be mounted to a foundation, and that may be taken as providing a fixed datum for the location of other fittings. Roller 12 may be provided with a heating apparatus, such that the surface of roller 12 may be maintained at a temperature that is above the temperature of the surrounding room generally. In some processes, rollers 12 and 14 may be heated to relatively high temperatures. In one embodiment, such as for papermaking, the temperature may be in the range of about 150-300 F, or more narrowly, 230 to 300 F. In some instances roll 12 may be heated with steam or oil for extended periods of operation at greater than 250 F. In another embodiment, as for rolling metal sheet such as steel sheet, the temperature may be in the range of 125-150 F. Machine 10 may also have one or more workpiece fault or breakage sensors 15 mounted to it. Sensor 15 may be an electric eye having a transmitter and a receiver or reflected cantilevered out to bracket the web path.
[0045]A roll cleaning apparatus, or assembly, is indicated generally as 22. Assembly 22 may tend to extend longitudinally, generally parallel to the long axis of rolls 12, 14. To this end, assembly 22 may be mounted to support frames 18, or to a base that is fixed in position relative to frames 18, and hence relative to the centerline axis of roll 12 of papermaking machine calendar stack 10, such that the radial position of assembly 22 may be known. Assembly 22 may span the full width, or substantially the full width, of machine 10.
[0046]Assembly 22 may be a mechanical contact cleaning apparatus, and may be a roll scrubber. Assembly 22 may include stationary base members, such as may be in the nature of a pair of first and second, or left and right hand mounting fittings identified as brackets 24, 26, whose position is rigidly fixed with respect to support frames 18 (to which they may be mounted, as for example by bolted fittings). A support member in the nature of a longitudinally extending carrier 28 may be mounted to extend between brackets 24, 26. Brackets 24, 26 are similar to each other in design. Each may include a stationary member, such as may be identified as a base plate 30.
[0047]A movable member, such as may be a plate 32, may be movably secured to the stationary member, namely plate 30, to permit objects mounted thereto to have a displacement that includes a component of motion in the radial direction relative to the long axis of roll 12. In one embodiment, this securement may be in the nature of a pin 34, such that when installed the relationship is that of a hinge or pivot whose axis is parallel to the long axis of roll 12, so that plate 32 has an angular degree of freedom relative to plate 30. An actuator, or biasing member, may be mounted to urge or cause motion between the movable member and the stationary member. By way of example, the actuator may be an hydraulic or pneumatic actuator, such as may be exemplified by a pneumatic bellows 36 located between the stationary and movable plates 30, 32 and may be operable to govern pivotal movement about the pin 34.
[0048]A second, or opposing actuator, or biasing member, or counterbalancing member 35, may be mounted, such as to plate 30 or an extending arm 31 thereof, in opposition to the first actuator, exemplified by bellows 36. Counterbalancing member 35 may also be a pneumatic cylinder. The pressure in bellows 36, when activated, may be maintained at a certain differential over the pressure in counterbalancing member 35, such that the net resultant force acting to rotate carrier 28 may tend to be relatively small. For example, where the pressure in bellows 36 may be 50 to 60 psia, the pressure in the cylinder of counterbalancing member 35 may be 40 or 50 psia, giving a constant pressure differential of 10 psi. (+/-). Assembly 22 may be in relatively close balance relative to pin 34, with the static condition being such that the weight of assembly 22 is distributed to cause assembly 22 to move away from roll 12 in the default, or shut down, condition when no pressure is available in bellows 36 or counterbalance cylinder 35. When bellows 36 is activated, the resultant imbalance may be sufficient to urge the scrubbing member (described more fully below) against roll 12. This may occur when the machine automatic control senses a web speed greater than a suitable threshold value, be it 600 fpm, 1000 fpm, or some other value which may be in a range such as 500-1500 fpm, that may be below the customary full operating speed of machine 10 more generally. In some embodiments, the engagement pressure on the footprint of assembly 22 against roll 12 may be comparatively soft, such as less than 0.1 psi, or, alternatively, may be less than 1'' water gauge. As bellows 36 is activated, the torque applied may tend to move assembly 22 in a forward, or engagement, direction into engagement with roll 12 relatively slowly. By contrast, should a fault be sensed by one of sensors 15, such as a defective or missing workpiece, the automatic electronic control may cause pressure to be dumped from bellows 36 quickly, resulting in a strong force (and consequently moment, or torque) imbalance tending to move assembly 22 in a rearward, or disengagement direction to a position away from roll 12 more quickly, if not much more quickly (i.e., counter-clockwise relative to pin 32 as viewed in FIGS. 2c, 3a and 4a, for example).
[0049]Apparatus 22 may include a motion limiting, or range of motion defining member, such as an abutment or stop 38. Stop 38 may be adjusted to inhibit movement of the movable member, namely plate 32 beyond a predetermined motion end position in the forward or engagement direction (clockwise in FIGS. 2c, 3a and 4a). Apparatus 22 may also include a standoff, or rest, 39, that limits motion in the direction (counter-clockwise in FIGS. 2c, 3a and 4a) away from roll 12 that may provide a support upon which to rest plate 32 (and the attached parts of assembly 22) when bellows 36 is not energized. Contact of plate 32 against stop 38 may generate a signal to the automatic control of assembly 22, or of machine 10 more generally, as may be, to cause a maintenance annunciator signal to be provided to the operator. It may also cause assembly 22 to be moved away from roll 12. That is, the contact of plate 32 against stop 38 may be inferred as being due either to the absence of a roll interface engagement member of assembly 22, or it may be due to a need to replace a worn out roll interface engagement member. In either case, it may be appropriate to notify an attendant.
[0050]Carrier 28 may include a beam member 40. Beam member 40 may be of hollow section. In one embodiment, the beam of hollow section may have the form of a cylindrical shaft 42, which may be of circular section. Beam member 40 may have mounting fittings that permit motion between beam member 40 and movable plates 32. In particular, those fittings may permit a degree of freedom in linear translation, such as linear axial motion of beam member 40 relative to roll 12. To that end, beam member 40 may have longitudinally slidable guides, or ways, mounted at either end thereof. Those ways may be in the form of circular cylindrical stub shafts 44, or journals, machined and mounted at either end of the hollow shafting, to define trunnions. Those trunnions may be carried in bearings 50 and mounted in trunnion blocks 46, that are rigidly mounted to plates 32. Where stub shafts 44 are circular, beam member 40 may also tend to have an angular degree of freedom, namely the ability to move angularly about its own longitudinal axis. Rotation of the shaft 42, and hence the rotational degree of freedom, may be inhibited by a key 48 acting between the shaft 42 and trunnion block 46. The stub shafts 42 are supported in slide bearings 50 that support the tubular housing defined by the hollow section of beam member 40. Shafts 42 can slide axially relative to blocks 46 and bearings 50.
[0051]Block 46 may have an upper portion 45 and a lower portion 47. Those portions may be held in place by mounting fittings, which may be in the nature of bolts. The bolts may be secured by quick release fasteners, such as nuts or wingnuts. Block 46 may have a first keyway position 41, which, in the example, may be at about the 12 o'clock or top position, and a second keyway position, 43, which may be located at some other angular location, be it, for example, about 90 degrees away such as the 3 o'clock position in FIG. 1c. (or, looking from the other direction, 9 o'clock in FIG. 5a). When maintenance of assembly 22 is required, such as, for example, to change a roll engagement interface member, identified as contact member 92, discussed below, the operator may find, or place, carrier 28 in the "away" position. The upper portion 45 of block 46 may be removed by releasing the quick release fasteners 49. This permits the operator to rotate assembly 22 on shafts 42 of carrier 28 from a first position, corresponding to the 12 o'clock position of key 48, for example, to a second position, which may correspond to the 3 o'clock position of key 48. Assembly 22 may include a handle 51, such as may be attached to carrier 28, to facilitate this movement. The second position may be termed an inoperative, or maintenance position. In the 3 o'clock position, the interface engagement assembly (such as item 60, discussed below) may present the pad in an upwardly facing, relatively convenient orientation, such that the operator may pull off the old pad, and install a new pad. Once the new pad has been installed, the assembly may be returned to the 12 o'clock position, the upper portion 45 of block 46 replaced and re-secured in position, and operation of apparatus 22 may re-commence.
[0052]As shown in the embodiments of FIGS. 4a and 5a, a longitudinal motion drive, such as may tend to urge, cause and govern longitudinal displacement of carrier 28 relative to bearings 50, and hence to the axis of roll 12, may be indicated generally as 52. Longitudinal motion drive 52 may be a reciprocating drive, and may be identified as an oscillator 54. Drive 52 is rigidly mounted to movable plate 30 and acts on a bracket mounted to beam member 40, to cause it to reciprocate along the shaft in a uniform periodic motion. Oscillator 54 may be air driven.
[0053]Carrier 28 may support an array of brackets 56. The members of this array of brackets may be spaced on relatively even pitches along the length of the carrier 28. Brackets 56 extended toward roll 12 and support at their distal end a cleaning member such as may be identified as cleaning head assembly 60. Brackets 56 may each include a hinge fitting 58, aligned along a common axis of rotation parallel to the axis of rotation of roll 12.
[0054]Cleaning head assembly 60 may include a backing member 64, backing member support fittings 66, and a work surface contacting member, or assembly 68. The backing member 64 may have the form or a longitudinally extending beam, such as a channel member 70. Channel member 70 may have a web portion 72 and flanges 74, 76 oriented to extend from either side of web portion 72 and substantially radially away from roll 12. It may be that web portion 72 has a surface 78 facing predominantly toward roll 12. Web portion 72 may be formed on an arcuate contour such as may tend to yield a concavity having a radius of curvature generally conforming to the curvature of roll 12. Mounting members, or support fittings 66 may include brackets 80 and, may be mounted to the radially outwardly facing side of channel member 70 at spacings corresponding to the pitch spacing of brackets 56. At the outermost extremity or stem 82 of each bracket 80 there may be a pivot fitting 84 for co-operation with a pin 86 and the corresponding hinge fitting 58 (and which may include suitable bushings or other standard hardware). It may be that the distal end of stem 82 has abutments 88 that may interact with shoulders 90 of hinge fittings 58 to limit angular motion of channel member 70 relative to carrier 28 about the axis of the hinge fittings 58.
[0055]Backing member 64 may be termed a shoe, mounted for co-operation with roll 12. A workpiece contact member 92 such as may be used for engagement of the surface of the roll 12 may be secured to overlie surface 78, and thus to form a lining of the shoe defined by backing member 64. Contact member 92 may have a thickness, t, and a relative softness, that may tend to provide a cushion against the outside of roll 12. When biased against roll 12 by the action of a biasing member, such as pneumatic bellows 36, member 92 may tend to provide a contact interface continuously along the length of the outer circumferential surface of roll 12. The rotation of roll 12 may then tend to bring every part of its outer surface into contact with member 92 at some point during operation. Thickness t may be in the range of 1/2 to 1 inches. Member 92 may subtend a modest portion of the circumference of roll 12. That portion may be in the range of 5-45 degrees of arc, and may, in one embodiment, subtend about 15-35 degrees of arc. Alternatively, the width of member 92, measured as a chord of the subtended arc, may be in the range of about 2 to about 12 inches, an in one embodiment may be about 4-8 inches, and may be about 6 inches. Member 92 may tend to be flexible, or compressible, in the radial direction, and may tend to have a two-dimensional contact area (that is, contact defined be a patch having both an axial and a circumferential extent) over a significant area, as opposed to a rigid, (i.e., by comparison, substantially unyielding) doctor blade such as may tend to have unidimensional engagement (i.e., line contact). The limit of motion under this biasing may be established by the setting of stop 38.
[0056]In one embodiment, member 92 may be formed from an abrasive scouring material such as a nylon mesh, having an abrasive high strength aluminium oxide or silicon carbide impregnation. Alternatively, it may be a cloth having a fine abrasive surface. Two commercially available products are Scotch Brite® manufactured by 3M, and Beartex® manufactured by Norton. Other similar products may also be used. In these instances, member 92 may have the form of a pad of woven or non-woven material. The pad may be substantially porous. In other embodiments, contact member 92 may be a bristle medium, or brush. The suitability of one type of contact member 92 rather than another, be it a mesh, a cloth, a porous pad, or a brush (whichever terminology may be used) may depend on the particular application. Member 92 may be secured to the surface of the shoe, that is, backing member 64, by securement fittings, or fastenings. In one embodiment, those securements may be in the form of co-operating male and female hook and loop fasteners, indicated as 94, such as those sold under the trademark Velcro, mounted to the front, or radially inward, face of backing member 64. In one embodiment, the components of hook and loop fastener 94 are formed from a stainless steel and capable of operation at elevated temperatures, which is to say temperatures in excess of 180 F, over an extended period of time. The hook and loop system (Velcro) facilitates replacement of worn cleaning elements, and also facilitates changes of the cleaning element to suit the particular application. For example, a change may be made between nonwoven abrasives and abrasive bristles, or such other contacting member may be appropriate under the circumstances.
[0057]In the alternative embodiment of FIGS. 5a and 5b, assembly 60 may be replaced by alternate assembly 100. Alternate assembly 100 may include a longitudinally running backing member 102 that is supported at spaced intervals by brackets 104 mounted on corresponding pitches, and for co-operation with, brackets 56 in the same, or substantially the same, manner as brackets 56. Assembly 100 may have a roll engagement interface member. In one embodiment that roll engagement interface member may have the form of a two dimensional array, or pad, such as may be identified as scrubbing element 106. Scrubbing element 106 may have a roughness the same, or comparable to, that of the other embodiments herein described, and may employ Scotch Brite or Beartex or such other materials as noted above. Scrubbing element 106 may be in the form of an abrasive grid or mesh of metal, or metal treated nylon, and may be such as to permit removal and washing, or removal and reconditioning, or removal and replacement as may be appropriate. Scubbing member 106 may include a sheet or abrasive cloth. In operation, the biasing of bellows 36 may tend to maintain scrubbing member 106 in contact with roll 12 over a circumferential arc and under a substantially two dimensional (longitudinal and circumferential) pressure field in which the pressure field acts substantially radially inward with respect to roll 12, as the manner noted above.
[0058]The longitudinal pad carrier, or scrubbing element carrier, namely backing member 102, may be in the form of a hollow section member, as indicated by the somewhat D-shaped section illustrated in FIG. 5b. This section may have a longitudinally running web or back 108 for releasable connection to brackets 104, and legs 110, 112 extending from back 108 toward roll 12 (as deployed in use). Member 102 may also have a front, or roll engagement side or face, or portion 114 extending between legs 110, 112. Portion 114 may have a form, or concavity, generally conforming to the outside radius of roll 12. Portion 114 may include relief or indexing features 116 such as may engage or retain scrubbing element 106. Portion 114 may have a flexing capacity to conform to roll 12. Backing member 102 may be formed as an extrusion, and may be formed of Aluminum. T-shaped slots 120 may be formed in back 108, such as to admit corresponding securement fittings 122 by which member 102 may be connected to brackets 104.
[0059]In the further alternate embodiment of FIGS. 5c and 5d, which may be in other respects the same as, or similar to any of the other embodiments described herein, a backing member 130 (otherwise similar to backing member 102), may be a plenum. That is, member 130 may have a roll engagement wall 132 having an array of lengthwise running grooves 134. Array 134 may include a first pair of grooves 135, 136 toward one edge, a second pair of groves 137, 138 generally centrally located along the arcuate face, and a third pair of grooves 139, 140 located near the other edge of the arcuate engagement face. Hook and loop attachment strips 142, 144 (such as Velcro), may be mounted between the first and second, and second and third pairs of grooves and may be used to provide a releasable securement of the roll engagement member, that member being a pad 146, generally similar to member 92.
[0060]The grooves of array 134 may be provided with a pattern of apertures, or vents, or slots, inlets, or openings 150, such as to permit air to be drawn from the region of pad 146 into the internal plenum of backing member 130 indicated generally as 148. For example, backing member 130 may be capped at one end, and a vacuum line attached to the other end. Alternatively, a plenum outlet fitting, which may be in the nature of a header fitting 152, may be attached to both ends of backing member 130 to permit air extraction at both ends, which may occur in a generally symmetrical manner. A suction hose 154 may be connected between header fitting 152 and a vacuum pump, or blower or extracter indicated as 156. A filtering, or settling apparatus 158 may also be employed.
[0061]In this way, backing member 130 may define an exhaust manifold through which air may be extracted through pad 146. This air may tend to carry away dust and lint particles, and may provide ventilation to pad 146 more generally. The use of a vacuum extraction system may also tend to encourage cooling of the roller contacting medium, in this instance porous pad 146. This may, in turn, permit scrubbing of rolls that operate at higher temperatures than otherwise.
[0062]Openings 150 may be unequally distributed. That is to say, in a region 160 far from the header fitting 152, which region may be a region near the center of backing member 130, the number of openings may be relatively large, or the size of the openings may be relatively large, such as to permit a generally low resistance to air flow. In an intermediate region 162, the size or number, or both, of openings 150 may be somewhat smaller, and may present somewhat greater impedance to airflow. In an end region 164 close (i.e., proximate) to header fitting 152 openings 150 may be somewhat smaller and fewer again, and may be more widely spaced. The transition from a high density of openings to a low density of openings may be continuous, or may involve discrete changes of regime. Openings 150 may be staggered from row to row, such that a slot in groove 135 may be offset from a slot in groove 136, and so on. The slots in groove 135 may be partially occluded and partially exposed relative to the edge of pad 146. The slots in groove 140 may be partially occluded and partially exposed by the other edge of pad 146. The size, aspect ratio (length v. width), number, and spacing of openings 150 may vary according to the operating parameters of the assembly.
[0063]In operation, the roll cleaning apparatus, or scrubbing device may initially be in a rest position away from the surface of the roll 12. That is to say, in that `away` position, member 92 may rest clear of roll 12, and there may be a clearance gap `G` therebetween. In this `away` position member 92 may be installed, or replaced from time to time, as may be required should the working surface of member 92 become worn or clogged. Member 92 may also be moved to the `away` position in the event that the paper web running through nip 16 should break.
[0064]Once a web of material, such as a web of paper, has been fed through nip 16 successfully, and the calendar rolls are turning at speed, member 92 may be moved from the first, away, position to a second, engagement position, in which member 92 bears against the outer circumferential surface of roll 12. This motion from the first position to the second position may be driven by a biasing member, or drive member, such as through the application of greater pressure to bellows 36. This may tend to cause displacement of plate 32, as by pivoting movement about pin 34, with a radial component of displacement (relative to roll 12) being imparted through carrier 28 and backing member 64 to member 92, causing it to move radially closer, and thereby into contact, with roll 12. This may tend to cause member 92 to be brought into engagement with the surface of roll 12 and, under that biasing or urging, for member 92 to conform to the surface of the roll 12. Member 92 may pivot about the pivot pin 86 to find an equilibrium position. That is to say, the rotational degree of freedom afforded by the hinge fitting at pin 86 may tend to permit member 92 to be self centering. In the event that the workpiece web, such as a web of paper, should tear or break during operation, member 92 can be retracted relatively quickly, as noted above.
[0065]Upon engagement with roll 12, the abrasive surface of member 92 may tend to clean the surface of roll 12. During this engagement, carrier 28, and hence member 92, may be caused to move axially (that is in the longitudinal direction parallel to the axis of rotation of roll 12) under the urging of a longitudinally operable drive 52, such as oscillator 54. It may be that the drive member may be used to yield a linearly reciprocating motion, and that linearly reciprocating motion may be a periodic oscillation. For example, in one embodiment, as oscillator 54 acts on the beam member 40, the shaft 42 is displaced axially within the trunnion 46 but supported by the bearing block 50. The key 48 in the shaft 42 inhibits rotation of the shaft relative to the mounting plates and thus permits the transmission of a moment to hinge fittings 58. This moment may tend to yield a force at the pivot pin, that force having a component tending to compress member 92, and tending to maintain the shoe in contact with the roll. This may tend to result in a sinusoidal path being traced out on the surface of roll 12 as roll 12 revolves.
[0066]It may be that the rate of linear oscillation of beam member 40 may be a function of the rate of revolution of roll 12. It may be that the period of oscillation is chosen to be a non-harmonic of the angular velocity of roll 12. For example, the rate of oscillation may be a non-integer fraction of the angular velocity, and may be in the range of 1-10 cycles per minutes. In one embodiment it may be about 3 cycles per minute. The amplitude of oscillation may be proportional to either the arc subtended by member 92 or to the radius of roll 12. For example, the amplitude of oscillation may be in the range of 1/20 to 1/2 of the arc length subtended by member 92. Alternatively, the oscillation may be in the range of 1/10 to 1/3 or the radius of roll 12. In one embodiment, the amplitude may be about 1 inch from a central, at rest position, giving a total range of axial motion of about 2 inches from one extreme to the other.
[0067]It may be that the relatively large contact area between the abrasive surface of member 92 and the roll 12 may provide cleaning of the entire roll surface (or of such width or roll 12 as may engage the web workpiece). The oscillation of member 92 in the axial direction may tend to deter streaking on the surface of the roll.
[0068]In the embodiment of FIG. 6a a roll cleaning apparatus 220 may be mounted adjacent to a roller 212 whose surface is to be cleaned. Roller 212 may be mounted on support frames (not shown) in a conventional manner. Roller 212 may be used in conjunction with other rollers to produce a web work piece, such as sheet steel, of a desired thickness. Roller 212 may, for example, be a roller in a steel rolling mill, and may be used for making steel sheet such as may, for example, be formed into steel coils. Roller 212 may operate at modest temperatures, e.g., up to about 125 or 150 F, such as may be suitable for working the material of a sheet of metal, be it steel or some other rollable metal sheet material.
[0069]Roll cleaning apparatus 220 may include a spanning or bridge assembly, 222, that is mounted between end supporting members, or end supporting assemblies 224, 226. End supporting assemblies 224, 226 may be bases, or mounts, or mounting frames that are fixed to a stationary datum relative to the support frames of roller 212. In one embodiment, bridge assembly 222 may include a longitudinal or axially extending spine or beam member 230 having rotatable or pivotable fittings 232 at either end. Those fittings may be in the nature of stub shafts 234 such as may matingly engage bearings 235 of end supporting assemblies 224, 226. It may be that the longitudinal axis of beam member 230 is substantially parallel to the axis or rotation of roller 212. This mounting may provide a rotational degree of freedom. Beam member 230 may have the form of a hollow steel pipe or tube such as a seamless square or rectangular tube. End supporting assemblies 224, 226 may also house, or serve as a mounting location for motive apparatus 236 operable to engage bridge assembly 222. Motive apparatus 236 may include pneumatically or hydraulically operated cylinders, or bellows, or rams 238, 240, that, on differential pressurization may tend to cause axial displacement of bridge assembly, i.e., displacement generally parallel to the axis of rotation of roller 212. For example, pressure lines 242, 244 may be connected to rams 238, 240 and the pressure in those lines may be varied over time to cause axial oscillation or reciprocation of bridge assembly 222.
[0070]A cleaning head assembly 250 extends parallel to, and is supported by, bridge assembly 222. Head assembly 250 is mounted to, or connected to, bridge assembly 222 by an array of members 248. Members 248 may be extensible members, or members of variable length, and may be in the nature of hydraulic or pneumatic cylinders. Expressed alternately, members 248 may be force transmission apparatus. Members 248 may have a first end, or base 252, mounted to bridge assembly 222. That mounting may be a rigid mounting, as of, for example, a rigid base plate 254 bolted to beam member 230. Members 248 may also have a second end, or head, 256, to which a mounting fitting 258 of head assembly 250 may in turn be attached. For example, head assembly 250 may include a longitudinally extending member or scrubbing element carrier identified as beam 260. Fittings 258 may be rigidly connected (e.g., as by welding or bolting) to beam 260 at spaced intervals corresponding to the longitudinally (or axially) spaced intervals of members 248. Each mounting fitting 258 may be an eye or lug, or clevis rigidly welded or bolted or otherwise affixed to the back (or radially outward) side of beam 260. Mounting fitting 258 may be substantially similar to mounting brackets 104 when seen in side view. Beam 260 may be the same, or substantially similar to carrier 102, whose detailed description is provided above. Each head 254 may then be a mating clevis, or eye or lug, and the respective heads 254 and fittings may be interconnected by pins such as to permit a rotational degree of freedom. This rotational degree of freedom may be sufficient, in operation, to permit head assembly 250 to find an equilibrium position against roller 212.
[0071]A workpiece contact member or element 264 may be mounted to the front face 266 of the carrier (i.e., beam 260) and may extend over a substantial portion of circumferential arc of roller 212 (or 214, as may be), and along substantially the full length of beam 260, amounting to a significant surface contact area for scrubbing. Contact element 264 may have the form of an array of tightly spaced members such as bristles, or hairs, or filaments 268 that may be embedded in a backing or scrim and collectively identified as a bristle medium, or brush 270 in contrast to a woven or non-woven cloth or pad. Brush 270 may be may of the materials noted above. In some embodiments brush 270 may by made of Nylon® bristles, or polyester bristles. Those bristles may have an abrasive coating, or may be impregnated with an abrasive material. For example, the coating may be aluminium oxide or silicon carbide. In one embodiment brush 270 may be formed with Brushlon® fibers mounted to a scrim, or backing, such as manufactured by 3M®.
[0072]As may be noted, each force transmission apparatus 248 may be a pressure actuated cylinder. To that end, each apparatus 248 may have first and second pressure fittings, or lines 272, 274, which connect with respective supply pressure manifolds, represented by multi-port pressure lines 276, 278 with which they are in consequent fluid communication. Pressure lines 276 and 278 are connected with respective pressure sources or reservoirs (not shown). In operation, the force applied by the air bellows, which may be designated F1 equals the sum of the counterbalance force, which may be designated F2, plus the reaction force from the roll, which may be designated F3. Pressure line 276 may be maintained at a fixed datum pressure, Pref. In one embodiment, this reference pressure may be about 85 psig. This pressure is supplied to the front face of the cylinder piston, and may tend to urge head assembly 250 to move away from roller 212 (it being assumed that a similar head assembly 250 may be mounted to co-operate with roller 214). Pressure line 278 may be a variable pressure line, and may provide pressure to work against the pressure supplied by line 276. That is, pressure must is applied in line 278 to overcome the reference pressure in line 276 and then to urge head 250 against roller 212 (or 214, as may be). The maximum pressure in line 278 need only be modestly greater than the reference pressure, perhaps 10 psig greater, or thereabout. Pressure may be gradually increased in line 276. However, should a fault be detected, pressure can be dumped quickly from line 276, and the reference pressure in line 278 may then act quickly to disengage head 250. In other embodiments the reference pressure could be maintained in the other line, and a variable pressure applied to the counterbalance, or both pressures could be variable and controlled. The pressure differential in these lines may be controlled with proportional valves on the actuator and counterbalance lines, each of which may be controlled by a feedback loop. The employment of a pressure operated device, in effect a constant force transmission device, may tend (a) to encourage relatively even imposition of distributed engagement force along member 264; and (b) to maintain that pressure as item 260 wears down over time. Thus a constant, relatively low, predetermined pressure may be maintained on the scrubbing face against the roll.
[0073]In operation, rollers 212, 214 may be brought up to speed. Rollers 212, 214 may be rollers of a sheet metal rolling mill, such as a rolling mill for cold rolling steel sheet to a desired thickness, or roll forming sheet to a desired shape. Head assembly 250 may be brought into engagement with roller 212 (or, correspondingly, with roller 214, or both rollers 212, 214 as may be). A workpiece may be introduced between rollers 212, 214, and head assembly 250 may be maintained in place during the period before, during or after the workpiece is engaged between rollers 212, 214, or at any or all of those times. When the contact member 264 of head assembly 250 wears or deflects, the common pressure differential across the various force transmission apparatus may tend to cause pressure to be maintained, and the contact member to be advanced locally toward the roller (212, or 214 as may be). When worn sufficiently far, contact member 264 may be removed and replaced, as may be suitable. As may be appreciated, while the rollers 212, 214 are turning, head assembly 250 may also be driven axially in a reciprocating or oscillating manner. The brushing of rollers 212, 214 with head assembly 250 does not require, and may be performed without, the use of water or other fluids.
[0074]By way of example, it may be that in a steel rolling mill it may be desired to run materials that have been pickled or oiled through the rollers, and then to run a material that is clean cold rolled sheet. A brush system such as machine 220 may tend to enhance the ability to operate the rollers for different successive materials. Alternatively, the use of a roller cleaning apparatus such as machine 220, using a scrubber having finely abrasive brushes may permit the working rolls to remain in place longer (or, more to the point, to process a greater amount of material (i.e., running feet of coiled work product) before a changing out of the rolls is needed. In one example, rather than changing out the rollers after an 8 hour shift, the rolls were changed out after 24 hours, and after more than one product.
[0075]FIGS. 8a to 8c show a further example of roll cleaning apparatus, designated generally as 300. Apparatus 300 may include a bridging member in the nature of a beam 302, which may be a hollow cylindrical shaft. In this instance, beam 302 is has stub shafts 304 that are carried in mounts 306 that rest upon a base plate 308. As above, a bellows 310 is mounted to a foundation plate 315 whose position is fixed relative to the roller end frames. Bellows 310 is operable to cause beam 302 (and everything carried with it) to pivot about a hinge 312. There is a full travel abutment or stop, 314, and a reaction force cylinder 316 that works in a sense opposed to bellows 310. The reaction pressure may be fixed. In operation the applied pressure is just enough to overcome the reaction pressure and cause the scrubbing head 320 to ride against the roller 212, 214 (by which the difference in force is reacted). Thus far apparatus 300 is substantially the similar to apparatus 22, described above. Apparatus 300 may also have rollers, or cam followers, 318, mounted to beam 302, and that ride along a fixed rail, or reference beam 319 fixed in position to plate 308 when apparatus 300 is caused to move axially as described above in the context of the apparatus of FIGS. 1a and 6a. This may tend to encourage smooth oscillation or reciprocation along a single degree of freedom, (i.e., axial translation) and may tend to discourage unintended motion with respect to other degrees of freedom, e.g., bouncing or undesired oscillation about the hinge.
[0076]However, in this instance, carrier 322 of head 320 has a central keyway into which a set of T-shaped fittings, which may be lugs, or clevises (as may be), identified as 324, may be engaged. These fittings 324 pivot about pins 326, by which fittings 324 are mounted to a bracket 328 of beam 302 more generally. The hollow profile of carrier 322 is such as to have a pair of rearwardly facing (i.e., generally radially outwardly away from the roll to be cleaned) lands, or sockets, or feet, 330, 332 as they may variously be termed. Feet 330, 332 sit in opposition to a facing pair of feet 334, 336 of bracket 328. Expansion elements 338, 340 are captured between the respective opposed pairs (330, 334 and 332, 336) of feet of the carrier 322 and bracket 328. Expansion elements 338 and 340 are connected to a pressurization system and a controller. The controller is operable to vary the pivot angle of carrier 322 relative to bracket 328 in a manner that may tend to permit a desired seating orientation of the roll contact member 342 with the roller, as suggested by angle alpha. In one embodiment, alpha may be within a range of about 6 or 8 degrees to either side of center. in some embodiments, contact member 342 may be the same as or substantially similar to pad 146. In other embodiments, contact member 342 may be a bristle medium, or brush, such as brush 270.
[0077]FIG. 8c is axially offset from FIG. 8b. As can be seen, feet 330, 332, and 334, 336 may extend longitudinally, and may have the form of channels, which may be extruded. Expansion elements 338, 340 may be pneumatic of hydraulic tubes e.g., of rubber, that nm axially in those channels. A ventilation conduit 344 may be connected to porting in carrier 322. That porting may be in the nature of an exhaust port 346 located in the rearwardly facing wall 348 of carrier 322 between feet 330, 332. The conduit fittings have sufficient flexibility to accommodate the range of pivotal motion of carrier 322. Ventilation conduit 344 is in fluid communication (i.e., is connected to) the hollow flow passage 350 defined within the wall of beam 302. Pressure difference between passage 350 and the plenum 352 inside the hollow profile of carrier 322 external ambient will result in flow through conduit 344. Both passage 350 and plenum 352 may in some embodiments constitute multi-port exhaust (i.e., debris extraction) manifolds. They may also function as cooling or ventilation manifolds to some extent. This multi-port manifold in which ports are spaced along the beam on pitched intervals may be contrasted with a manifold that has suction ports only at each of the ends, and particularly so where the length of the beam is relatively great. In some embodiments both end ports and an array of ports along the length of the carrier may be employed. Although plenum 352 may be one continuous chamber, plenum 352 may also be representative of a series of plenum chambers segregated by internal longitudinally spaced partitions mounted within carrier 322, each chamber having at least one exhaust outlet through which air may be drawn by an air moving apparatus 360, such as a blower. These exhaust outlets may be mated to a common header or manifold, which may be the passage 350 defined inside the main beam, such as beam 302. Where carrier 322 is an extrusion, internal partitions may not be employed.
[0078]In one embodiment roller contact member 342 is a porous pad, be it woven or non woven, and the front wall 354 of carrier 322 is provided with an array of ports or apertures (however they may be called) such that a vacuum drawn on plenum 352 will tend to extract material scrubbed off the roll. In one embodiment, front wall 354 may be provided with between 50 and 100 apertures per square foot, (which, in one embodiment is also roughly 45-90 apertures per lineal foot of contact area), in one embodiment the apertures density being about 80 apertures per square foot. The apertures may have diameters (or hydraulic diameters, if non-round) that are in the range of about 5/32'' or 3/16'' (roughly 4 to 41/2 mm) to about 1/4 or 5/16'' (roughly 6 to 8 mm) in diameter, and may be about 1/5'', (+/-10%). Each aperture may have a catchment, or collection zone or region of the pad area that has an hydraulic diameter, or effective mean diameter of 3/4'' to about 11/2'' (about 20 to 40 mm). The ratio of total aperture area to pad area may be of the order of 1% to 5%, and may be about 2%-3%, and in one embodiment may be about 21/2%. A flow of air may be provided not merely for debris extraction, but also for cooling. The airflow may be provided by an air moving apparatus, such as a blower, notionally indicated as 360, and, in particular, a centrifugal blower. The airflow may be quite substantial, and may exceed 100 cfm (cubic feet per minute) per square foot of pad surface (roughly 500 L/s per square meter). In one embodiment the cooling flow may be roughly 120-200 cfm (cubic feet per minute) per lineal foot of scrubber along the roller. Alternatively expressed, this may be about 150-250 cfm per square foot of pad surface. In some embodiments, which may be papermaking embodiments, this may permit operation where the temperature of the roller exceeds 250 F, and, in one embodiment may permit operation where the roller surface temperature is up to 500 F. In one embodiment a pad provided with roughly 160 cfm per lineal foot (or roughly 200 cfm per square foot of pad area) was run in co-operation with a heated paper roll in a calendar stack, in which the heated roll had a surface temperature of about 320 F (160 C). In some embodiments, the pressure drop in the airflow system may exceed 8 inches of water (roughly 2 kPa). In other embodiments the pressure drop seen at the blower may be in excess of 10 inches of water. In other embodiments it may be about 12 to 14 inches of water gauge (+/-20%) (roughly 3 to 31/2 kPa, +/-20%). The volume of airflow may be provided to maintain the contact element at a temperature of less than about 275 or 280 F, and in some embodiments rather less than 250 F.
[0079]In another embodiment, roller contact member 342 has a scrim, or other backing, such as may tend to impede extraction by vacuum through porting in front wall 354 of carrier 302. This may occur where roller contact member 342 has a bristle medium or brush such as the abrasive brushes noted above. In that circumstance carrier 322 may have a debris collector 360, sometimes referred to as a "crumb catcher" or tray, mounted adjacent to roller contact member 342. Debris collector 360 may have a generally hollow form, and may have a first port 362 that, in operation, is positioned closely adjacent to the roller 212 (or 214 as may be), and a second port (or array of ports) 364 that are in fluid communication (as by connecting apertures 366) with plenum 352 (or, in another embodiment, with passage 350 directly). Port 362 may have a lip, or tongue such as may catch debris that falls away from the roller. A vacuum may be applied in passage 350 to extract loosened dust, dirt, slivers, and so on that collect (or would otherwise then collect) in debris collector 360. If desired, in an alternate embodiment a debris collector may also be used where a pad is employed, rather than a brush.
[0080]In operation, the process starts in a condition in which the roll (or roller) is not turning and the roller scrubbing apparatus (i.e., the roll scrubber) is disengaged. In this condition (a) the air oscillator solenoid is OFF; (b) the air stroke actuator proportional valves are OFF; (c) the counter balance Safety Stop Proportional Valves are OFF; and (e) the expansion hose (i.e., the pressure line of the advance cylinder or bellows) proportional valves are OFF.
[0081]The roll is started, and begins to run up to speed. When a threshold or set speed (which may be a fixed proportion e.g., 75%, or the steady state running speed) has been reached, (a) the roll scrubber will be engaged; (b) the air oscillator solenoid is energized (i.e., turned `ON`); (c) the air stroke actuator proportional valves remains OFF (d) the expansion hose proportional valves remain OFF; (e) the counter balance safety stop proportional valves are set to their individual roll scrubber "Engage" set points (each counter balance safety stop will have a individual set point with a feedback loop, such as a loop for maintaining a certain differential pressure); (1) the air stroke actuator proportional valves are set at their roll scrubber engagement set points (each air stroke actuator will have a individual set point with a feedback control loop); and (g) the expansion hose proportional valves are set at the roll scrubber engagement set points (each expansion hose will have a individual set point with a feedback control loop)
[0082]If any alarm condition is present, the roll scrubber is disengaged and returned to its initial `Off` condition. The Air oscillator solenoid may be `on`, even when the scrubber is being disengaged (i.e., moved radially away from the roll), but is then turned off when the roll scrubber has been moved to its disengaged position away from the roll. When the roll scrubber is in its disengaged position, the counter balance safety stop proportional valves are turned off. Similarly, if the roll comes to a stop, i.e., the rotational speed of the roller falls below the set point speed, then the roller scrubber is disengaged in the same manner.
[0083]Various embodiments of the invention have been described in detail. Since changes in and or additions to the above-described best mode may be made without departing from the nature, spirit or scope of the invention, the invention is not to be limited to those details but only by the appended claims.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20210359993 | SYSTEMS AND METHODS FOR IMPROVING COMPUTER IDENTIFICATION |
| 20210359992 | AUTHENTICATING DEVICES VIA TOKENS AND VERIFICATION COMPUTING DEVICES |
| 20210359991 | RICH ONE-TIME PASSWORD MESSAGE |
| 20210359990 | ADMINISTRATION PORTAL FOR SIMULATED SINGLE SIGN-ON |
| 20210359989 | METHODS AND SYSTEMS FOR CONTROLLING ACCESS TO A PROTECTED RESOURCE |
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2013-08-01 | Roll cleaning apparatus and method |
| 2013-08-29 | Method for shaping an essentially flat-surfaced blank to form a shell body and use thereof |
| 2013-03-21 | Cold forming system and method |
| 2013-08-22 | Dimple-forming burnishing tool and dimple-forming burnishing method |
| 2009-03-26 | Roll grooving apparatus |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2015-04-23 | Roll formed conduit fitting |
| 2015-03-26 | Forming apparatus |
| 2013-08-15 | Device for undulating a pipe consisting of metal |
| 2011-06-09 | Apparatus for continuous corrugation of a metallic tube |
| 2010-09-23 | Ring rolling mill and ring rolling method |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2015-08-20 | Fixture and method of welding locomotive sills |
| 2015-07-30 | Roll cleaning apparatus |
| 2015-07-02 | Roll cleaning apparatus and method |
| 2014-01-09 | Roll cleaning apparatus |
| 2013-08-29 | Fixture and method of welding locomotive sills |
| Top Inventors for class "Metal deforming" | |
| Rank | Inventor's name |
|---|---|
| 1 | Sergey Fedorovich Golovashchenko |
| 2 | Joel T. Pyper |
| 3 | Scott M. Breen |
| 4 | Thomas Flehmig |
| 5 | Matthias Kipping |