Patent application title: DETONATING CORD AND METHODS OF MAKING AND USING THE SAME
Inventors:
Robert A. Lee (Simsbury, CT, US)
Mark E. Woodall (Greenville, KY, US)
Thomas L. Barkley (Birchwood, WI, US)
Dennis P. Johnson (Lexington, KY, US)
Stanley R. Kelly (Dixon, KY, US)
IPC8 Class: AC06C504FI
USPC Class:
1022758
Class name: Igniting devices and systems fuse cord (e.g., blasting cord) detonator cord
Publication date: 2010-02-18
Patent application number: 20100037793
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: DETONATING CORD AND METHODS OF MAKING AND USING THE SAME
Inventors:
Robert A. Lee
Mark E. Woodall
Thomas L. Barkley
Dennis P. Johnson
Stanley R. Kelly
Agents:
CANTOR COLBURN, LLP
Assignees:
Origin: HARTFORD, CT US
IPC8 Class: AC06C504FI
USPC Class:
1022758
Patent application number: 20100037793
Abstract:
The velocity of detonation of an explosive such as detonating cord (18,
22) is controlled by the addition of a diluent to the explosive, e.g., to
the core of the detonating cord (18, 22). An explosively inert diluent,
or a diluent comprised of an explosive of lower brisance than the
principal explosive comprising the core of the detonating cord, will
serve to reduce the velocity of detonation. Such reduced velocity of
detonation has beneficial effects in certain operations, including
cleaving rock (10), wherein it is observed to significantly reduce radial
cracks (24) and stickers (26) (long radial cracks) in the vicinity of the
boreholes (12) in which the low-velocity detonating cord (18, 22) is
functioned to cleave the rock (10). The low-velocity detonating cord also
facilitates leaving behind a smoother face in cutting trenches and
tunnels through rock. The method of manufacture of low-velocity
detonating cord includes incorporating a suitable diluent, such as
phenolic microballoons, into an explosive core of, e.g., PETN.Claims:
1. A detonating cord comprising an elongate tubular sheath encasing a core
of an explosive material comprising a first pulverulent explosive admixed
with a diluent comprising explosively inert microballoons present in an
amount which reduces the velocity of detonation of the detonating cord as
compared to that of an otherwise identical detonating cord in which the
explosive material contains no explosively inert microballoons.
2. The detonating cord of claim 1 wherein the microballoons are selected from the class consisting of glass microballoons and resin microballoons, the microballoons having a diameter of from about 10 to about 175 microns.
3. The detonating cord of claim 1 wherein the microballoons comprise resin microballoons.
4. The detonating cord of claim 3 wherein the microballoons have a diameter of from about 10 to about 175 microns.
5. The detonating cord of claim 4 wherein the microballoons comprise phenolic resin microballoons.
6. The detonating cord of claim 1 wherein the explosive material further comprises a second explosive having a lower velocity of detonation than the first explosive.
7. The detonating cord of claim 6 wherein the second explosive comprises ammonium nitrate.
8. The detonating cord of claim 1 containing from about 0.5 to 15% by weight of the diluent, based on the dry weight of the core.
9. The detonating cord of claim 8 containing from about 0.5 to 5% by weight diluent.
10. The detonating cord of claim 1 wherein the first explosive is selected from the class consisting of PETN, HMX, LINS, TNC, PYX and RDX, and mixtures of two or more thereof.
11. A method of cleaving a rock formation comprising:drilling a plurality of substantially parallel boreholes into the formation to define between adjacent boreholes a web of rock interconnecting adjacent boreholes with each other;placing within the boreholes at least one length of detonating cord extending along the length of the respective boreholes;connecting the length of detonating cord to an explosive initiating device and initiating the length of detonating cord to cleave the formation;wherein the detonating cord comprises an elongate tubular sheath encasing a core of an explosive material comprising a first pulverulent explosive admixed with a diluent comprising explosively inert microballoons present in an amount which reduces the velocity of detonation of the detonating cord as compared to that of an otherwise identical detonating cord in which the explosive material contains no explosively inert microballoons.
12. The method of claim 11 wherein the explosive material contains from about 0.5 to 15% by weight of the diluent, based on the dry weight of the core.
13. The method of claim 11 wherein the explosive material contains from about 0.5 to 5% by weight of the diluent, based on the dry weight of the core.
14. The method of claim 11 wherein the first explosive is selected from the group consisting of PETN, HMX, HNS, TNC, PYX and RDX.
15. The method of claim 11 wherein the diluent further comprises a second explosive material having a lower velocity of detonation than the first explosive material.
16. The method of claim 11 wherein the microballoons comprise resin microballoons having a diameter of from about 10 to about 175 microns.
17. A method for making a detonating cord comprises the steps of preparing an explosive material by admixing a pulverulent explosive with a diluent comprising explosively inert microballoons, the diluent being present in an amount which reduces the velocity of detonation of the detonating cord as compared to an otherwise identical detonating cord in which the explosive material contains no explosively inert microballoons; andenclosing the explosive material within a tubular sheath to provide a detonating cord having a core of the explosive material.
18. The method of claim 17 including admixing a sufficient quantity of the explosively inert microballoons with the first explosive to provide in the core from about 0.5 to 15% by weight of the explosively inert microballoons, based on the dry weight of the core.
19. The method of claim 17 or claim 18 wherein the first explosive is selected from the class consisting of PETN, HMX, HNS, TNC, PYX and RDX, and mixtures of two or more thereof.
20. The method of claim 17 or claim 18 wherein the microballoons comprise resin microballoons.
21. The method of claim 20 wherein the microballoons comprise phenolic resin microbal loons.
22. The method of claim 17 or claim 18 wherein the microballoons have a diameter of from about 10 to about 175 microns.
Description:
CROSS-REFERENCE TO RELATED APPLICATIONS
[0001]This application is a continuation of patent application Ser. No. 11/622,252, filed Jan. 11, 2007, entitled "Detonating Cord and Methods of Making and Using the Same", which is a continuation of patent application Ser. No. 09/863,795, filed May 23, 2001, entitled "Detonating Cord and Methods of Making and Using the Same", which claims the benefit of U.S. provisional patent application Ser. No. 60/206,877, filed May 24, 2000, entitled "Detonating Cord Having Controlled Velocity of Detonation and Methods of Making and Using the Same".
BACKGROUND OF THE INVENTION
[0002]1. Field of the Invention
[0003]The present invention is concerned with detonating cord having a controlled energy release which is attained by incorporating a diluent into the explosive core of the cord to control the velocity of detonation of the core. The present invention is also concerned with a method of making the detonating cord, and a method of utilizing the detonating cord to effectuate desired cutting or rupturing of any structures, rock formations or the like while minimizing undesired ancillary damage.
[0004]2. Related Art
[0005]Detonating cord is, of course, well known in the art and comprises a solid core of high explosive encased in a protective jacket which is usually waterproofed, such as by being coated with a suitable synthetic polymeric (plastic) material. Typically, the solid core of high explosive is a compressed pulverulent explosive which may or may not be plastic-bonded. Detonating cords are made in various sizes (core diameters) conventionally measured in grains of explosive per unit length. A typical explosive core for detonating cord is pentaerythritol tetranitrate ("PETN") and typical core sizes range from about 5 grains of explosive per linear foot of cord ("gr/ft") to about 400 gr/ft. There are 15.432 grains per gram, so that, e.g., 100 gr/ft is, in the metric system, about 21.3 grams per meter ("g/m"). Typical velocities of detonation for detonating cord made of PETN are on the order of about 6,500 to 7,500 meters per second ("m/sec").
[0006]In order to provide a detonating cord having explosive and other properties which are uniform along its length, it is necessary to compress the explosive core in order to standardize the density of the core along its length because the velocity of detonation, and thereby the explosive energy output, is proportional to the density of the explosive core. Generally, increased density of the core increases the velocity of detonation and thereby the explosive energy output per unit length of the cord. As is well known, the particle size of the explosive also greatly affects the velocity of detonation and a critical diameter exists for propagation of the explosion along the length of the detonating cord. Generally, as the diameter of the explosive core of the detonating cord decreases, so should the particle size. For example, for a small detonating cord, e.g., one containing about 5 gr/ft (1.1 g/m) of explosive, a particle size of about 20 microns diameter is suitable, whereas for a detonating cord of much larger diameter, e.g., a detonating cord of about 400 gr/ft (85.2 g/m), adequate propagation of the explosion along the length of the cord may be attained with a particle diameter size of from 100 to 200 microns.
[0007]In commercial blasting operations, detonating cord is generally used to transfer an explosive signal to various components of a blasting setup. For example, detonating cord may be utilized as a surface trunkline to impart a detonation signal to a series of down-hole fuses such as shock tube or other detonating cords. While, as noted above, PETN is the usual choice of explosive for detonating cord, other explosives may be used. For example, for operations such as those in the oil and gas industry in which high temperatures are experienced by the detonating cord before it is to be functioned (initiated), explosives such as cyclo-1,3,5-trimethylene-2,4,6-trinitramine (Cyclonite, or "RDX") or cyclotetramethylene tetranitramine (Homocyclonite, or "HMX") may be utilized for the core of the detonating cord. The explosives hexanitrostilbene ("HNS"), tetranitrocarbazol ("TNC"), and 2-6, bis picryoamino 3,5, dinitro pyridine ("PYX") are among other explosives which may be used as the first explosive material of the core. It is also known, usually in military operations, to utilize detonating cord to sever structural members such as the beams or braces of a bridge, trees, etc. As to the tubular sheath which encloses the core of explosive material, any suitable material or combinations thereof, as is well known in the art, may be employed. Such sheaths are pliable enough to enable the detonating cord to be deployed in any desired pattern, wrapped around structural members, etc. The sheath may also be a rigid sheath such as that described in patent application Ser. No. 09/645,276, filed on Aug. 24, 2000 in the name of Mark E. Woodall et al for "Rigid Reactive Cord And Methods Of Use And Manufacture". That patent application describes a detonating cord having a non-metal outer sheath which imparts a sufficient flexural modulus, e.g., of about 250,000 psi (17.236×102 MPa), which enables a 6-foot length of the cord to be sufficiently rigid to perforate and penetrate fly ash. This rigid-type cord finds use in removing fly ash from boiler tubes.
[0008]It is known in the explosives art to utilize glass microballoons as sensitizing agents in emulsion explosives and the like. In this regard, see U.S. Pat. No. 6,165,297 issued Dec. 26, 2000 to J. G. B. Smith et al, entitled "Process And Apparatus For The Manufacture Of Emulsion Explosive Compositions". At column 1, lines 41-45, it is noted that sensitizing agents such as glass microballoons may be a component of emulsion explosives. Column 2, lines 6-7 and column 2, lines 63-67 of the same patent, describe microballoons as a species of "closed cell void material." Similarly, U.S. Pat. No. 6,200,398, issued Mar. 13, 2001 to J. H. Bush and entitled "Emulsion Explosive Compositions" discloses, at column 24, line 46 to column 25, line 35 the use of closed-cell void containing materials such as discrete glass spheres having a particle size within the range of about 10 to about 175 microns and a bulk density within the range of about 0.1 to about 0.4 g/cc. Various other microballoons are described. U.S. Pat. No. 5,714,711, issued Feb. 3, 1998 to J. B. Schumacher et al, is entitled "Encapsulated Propellant Grain Composition, Method Of Preparation, Article Fabricated Therefrom And Method Of Fabrication". This patent deals with a propellant grain composition for use in solidfuel rocket engines and discloses an oxidizer first reactant encapsulated by a polymeric barrier coating and a reducer fuel second reactant disposed on the polymeric barrier coating, with a final polymeric coating placed over the entire propellant grain to yield a unitary metal fueloxidizer propellant grain structure for use as a solid rocket fuel. U.S. Pat. No. 5,859,264 issued Jan. 12, 1999 to K. Coupland et al is entitled "Explosive Compositions" and discloses emulsifiers for use in emulsion explosives comprising a continuous organic phase and a discontinuous aqueous phase. At column 2, lines 59-67, this patent discloses the use of glass or resin microspheres or other gas-containing particulate materials.
[0009]In known mining, construction and quarrying operations, explosives are used to break a web of rock extending along a line of relatively closely spaced, small diameter parallel boreholes, in order to cleave the rock mass along the line of boreholes. Any cracking, spalling or fragmentation of stone not contributing to this cleaving is undesirable. In construction and mining operations, it is desired to leave behind relatively smooth walls and roofs in cuts and tunnels, and in quarrying operations the objective is to recover from the rock formation blocks of stone which are as undamaged as possible. In some cases, the cleaving is performed by using mechanical wedges instead of explosives. Wedges are placed in each borehole of a line of boreholes and each wedge is gradually mechanically loaded in order to develop an even tensile stress field along the web of stone extending between and connecting the row of boreholes, until the web fragments to cleave the rock mass.
[0010]Blasting methods attempt to mimic the mechanical splitting process. In most cases, however, the shock energy from a high explosive will cause a discrete stress field to form around individual boreholes before subsequent boreholes are loaded by the explosive force, and impose high particle velocities to fractured rock particles, both factors resulting in undesired radial fracture damage around the boreholes. Stated otherwise, when the energy shock wave engendered by the explosive gases generated from the explosive charges placed in the boreholes pressurizes the holes and fragments the web of rock between the holes, high-amplitude shock energy exacerbates unwanted spalling and cracking along the radial fractures emanating from the boreholes and associated damage to the rock.
[0011]The dimension stone industry is concerned with cutting from rock formations in quarries stone which is sized for use in construction and for headstones, markers and the like. In the dimension stone industry, black powder was one of the original explosive materials used in boreholes for cleaving stone by blasting. Black powder has a very low velocity of detonation and a very low explosive output and shock energy. These characteristics are advantageous in reducing collateral damage to stone cut from rock formations. The disadvantages of black powder are safety problems which inhere in its use, because black powder is extremely sensitive to static, sparks and fire, making it extremely dangerous. Black powder is also de-activated by water, precluding its use in wet areas.
[0012]An alternative to black powder in cleaving stone by blasting is dynamite. Dynamite is nitroglycerine soaked into an absorbent material and packaged in a cylindrical cartridge. The velocity of detonation of dynamite, about 4500 feet per second (about 1,372 meters per second), is slightly higher than that of black powder. Dynamite also has slightly more radial explosive output. The primary disadvantage of dynamite is the excruciating headaches experienced by personnel who handle nitroglycerine-based material. Dynamite may also require a relatively large explosive diameter to function, rendering it unusable for smaller-diameter boreholes.
SUMMARY OF THE INVENTION
[0013]Although it is generally desired to have a high explosive output for a given diameter detonating cord, it has been found that for some applications it is desirable to control, e.g., to reduce, the velocity of detonation because such reduction reduces the peak output shock wave pressure caused by the explosion. High peak outlet shock wave pressure causes rapid pressure loading of the structure, e.g., rock, being ruptured by the detonating cord, which nucleates fractures causing them to spread into portions of the structure which it is desired to leave intact. A reduction in peak shock wave output pressure, i.e., a reduction in the peak amplitude of the shock energy released by detonation of the cord, has been found to be highly beneficial in some applications where high-amplitude shock energy may cause or exacerbate unwanted collateral damage. Such applications include certain construction and tunneling activities, quarrying operations and cutting structures such as dimension stone, as described more fully below.
[0014]Generally, in accordance with the present invention there is provided a detonating cord having a controlled velocity of detonation and comprising a solid core of an explosive containing therein a first explosive and one or more diluents which reduce the velocity of detonation of the core. The detonating cord of the present invention finds use in any application in which reduced peak shock energy is required or desired.
[0015]Reference herein to "reduced-velocity detonating cord", "low-velocity detonating cord", or the like, means a detonating cord whose explosive core contains a diluent which reduces the velocity of detonation of the detonating cord as compared to an otherwise identical detonating cord which does not contain the diluent.
[0016]The diluent may be either an explosively inert material, such as closed-cell void materials (referred to herein as microballoons, e.g., glass or resin microballoons or very fine plastic or glass beads, etc., or it may be an explosive material, for example, ammonium nitrate. As used herein, reference to a "solid" core of explosive material means that the tubular sheath of the detonating cord is completely filled with the explosive material. The presence of microballoons dispersed in the explosive material provides enclosed voids therein, but as the explosive material substantially completely fills the enclosing tubular sheath, the core is nonetheless described as a solid core.
[0017]Specifically in accordance with the present invention there is provided a detonating cord comprising an elongate tubular sheath encasing a solid core of an explosive material, the explosive material being comprised of a first explosive and a diluent. The diluent is present in an amount which reduces the velocity of detonation of the detonating cord as compared to that of an otherwise identical detonating cord in which the explosive material contains no diluent. In one aspect of the present invention, the diluent comprises particles of an explosively inert material, e.g., explosively inert microballoons. The microballoons may be selected from the class consisting of glass microballoons and resin microballoons, preferably the latter, the microballoons having a diameter of from about 10 to about 175 microns. Thus, the microballoons may comprise resin microballoons, e.g., phenolic resin microballoons, having a diameter of from about 10 to about 175 microns.
[0018]In another aspect of the present invention, diluent comprises a second explosive material, e.g., ammonium nitrate, having a lower velocity of detonation than the first explosive material.
[0019]Another aspect of the present invention provides that the detonating cord contains from about 0.5 to 15%, e.g., from about 0.5 to 5%, by weight of the diluent, based on the dry weight of the core.
[0020]The first explosive may be any suitable explosive, such as one or more of PETN, HMX, HNS, TNC, PYX and RDX.
[0021]A method aspect of the present invention provides an improvement in a method of cleaving a rock formation. The method comprises drilling a plurality of substantially parallel boreholes into the formation to define between adjacent boreholes a web of rock interconnecting adjacent boreholes with each other, placing within the boreholes at least one length of detonating cord extending along the length of the respective boreholes, connecting the length of detonating cord to an explosive initiating device and initiating the length of detonating cord to cleave the formation. The improvement comprises that the detonating cord is one as described above.
[0022]Another method aspect of the present invention provides a method for making a detonating cord as described above. The method comprises the steps of preparing an explosive material by admixing a first explosive with a diluent selected from the group consisting of (a) explosively inert diluents; (b) a second explosive having a velocity of detonation less than that of the first explosive; and (c) mixtures of (a) and (b), the diluent being present in an amount which reduces the velocity of detonation of the detonating cord as compared to an otherwise identical detonating cord in which the explosive material contains no diluent. The explosive material is enclosed within a tubular sheath to provide a detonating cord having a core of the explosive material.
BRIEF DESCRIPTION OF THE DRAWINGS
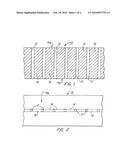
[0023]FIG. 1 is a cross-sectional view in elevation of a segment of a slab of granite having a plurality of boreholes drilled therethrough;
[0024]FIG. 2 is a plan view of the granite slab of FIG. 1 showing an end view of the boreholes;
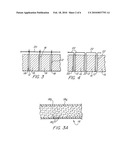
[0025]FIG. 3 is a schematic view corresponding to that of FIG. 1 showing a length of detonating cord disposed within each of the boreholes and connected to a trunkline for initiation of the detonating cords;
[0026]FIG. 3A is a cross-sectional view, enlarged relative to FIG. 3, of a segment of the length of detonating cord illustrated in FIG. 3;
[0027]FIG. 4 is a schematic view corresponding to that of FIG. 1, but showing a stitching arrangement of a continuous length of detonating cord disposed as a loop within the boreholes;
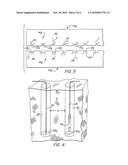
[0028]FIG. 5 is a plan view of the granite slab of FIG. 1 after it has been split in two by initiation of detonating cord emplaced with the boreholes;
[0029]FIG. 6 is a perspective, schematic view of a two-borehole setup for conducting tests of detonating cord; and
[0030]FIGS. 7-12 are graphs plotting the pressure output in thousands of pounds per square inch ("KIPS") against time in seconds of various samples of detonating cord tested in the setup illustrated in FIG. 6.
DETAILED DESCRIPTION OF THE INVENTION AND SPECIFIC EMBODIMENTS THEREOF
[0031]As noted above, the velocity of detonation of detonating cord can be controlled by mixing a diluent with the pulverulent explosive from which the explosive core of detonating cord is formed. By utilizing as the diluent inert particulate material or a second explosive less brisant than the first explosive, i.e., one having a lower velocity of detonation than the first explosive, the velocity of detonation of the detonating cord may be reduced. It has been discovered that by reducing the velocity of detonation, a reduction in the peak output pressures caused by detonation of the cord is attained without significantly affecting the total energy output of the cord. Such reduction of peak output pressure has been found to be highly desirable in certain circumstances, as it reduces undesired damage to areas of the rock immediately surrounding the cord. The benefits of the present invention are clearly shown, for example, in cutting what is referred to as "dimension stone" from in-ground formations of stone such as granite and the like, or in cutting slabs of dimension stone from larger blocks (sometimes referred to as "production loaves") of the stone.
[0032]This technique of cleaving rock by fracturing the web of intact rock extending between adjacent parallel boreholes is used in a variety of situations. In dimension stone quarries, sections of granite or other desirable stone are cleaved from the geologic formation. Radial fractures emanating from the boreholes reduce the yield of useable stone. Further, a clean, relatively smooth surface of the rock face from which a segment of rock is cleaved is often desired in applications other than dimension stone quarrying. For example, in surface mining and construction blasting, a smooth, flat wall of rock in the remaining formation is often desired, e.g., to provide a structurally sound and reasonably smooth wall to minimize rock-fall danger. This smooth-wall technique is also employed in underground mining and tunneling applications to blast a secure, reasonably smooth roof or "back" in the mine, the smoothness of which reduces the requirements for mechanical supports such as roof bolts and the like.
[0033]One aspect of the present invention contemplates the use of an explosive, e.g., the use of detonating cord, of reduced velocity of detonation to cleave rock or stone along a line defined by a series of boreholes. Detonating cord is waterproof and safer to handle than black powder. It typically is a PETN-based explosive and produces none of the handling problems related to nitroglycerine-based explosives. Detonating cord can function in very small cord diameters, e.g., as small as less than 0.25 inch, i.e., 0.635 centimeter ("cm"), in diameter. The disadvantage of conventional, high-velocity detonating cord in applications designed to form in the cleaved stone, and/or leave behind a smooth, cleaved stone face, is its typically high detonation velocity of up to more than 7000 meters/second, and high radial shock wave output. These characteristics, which are conventionally considered to be desirable attributes necessary to enable conventional detonating cord to initiate explosive charges of low sensitivity, contribute to excessive fracturing and cracking around the boreholes when conventional detonating cord is used to cleave rock. Only the detonating cord of the present invention provides an explosive of such small diameter, typically from about 0.125 to 0.250 inch (0.318 to 0.635 cm) diameter, having such a low velocity of detonation.
[0034]Another aspect of the present invention utilizes a low-velocity detonating cord, preferably one having a velocity of detonation less than about 5000 meters per second ("m/sec"). The invention enables taking advantage of the desirable features of detonating cord, such as the ability to be cut at any point along its length, and its relatively small cross-sectional diameter as compared to other explosives, with the feature of optimizing blasting performance by modifying the velocity of detonation of the cord. The low-velocity detonating cord of this aspect of the present invention results in decreased shock loading and increased gas pressurization within the boreholes in which the detonating cord is functioned, with no significant reduction in total energy output. This characteristic results in reduced radial fracturing around the periphery of the borehole, more gradual development of the stress field, and more efficient fracturing of the web of rock between adjacent, parallel boreholes. In short, the low-velocity detonating cord aspect of the present invention better mimics the action of mechanical wedges in cleaving stone than do conventional explosives, including conventional, high-velocity detonating cord, as is demonstrated by the data provided below. All of these advantages apply to any rock-cleaving application. The present invention permits the radial output energy of detonating cord to be tailored to a specific blasting application by changing, e.g., reducing, the velocity of detonation of the cord.
[0035]Referring now to FIG. 1, there is shown a somewhat schematic cross-sectional view taken along line I-I of FIG. 2 of a granite block 10 having a plurality of boreholes 12 formed therein and extending substantially parallel to each other from and through top surface 14a to and through bottom surface 14b of granite block 10. As best seen in FIG. 2, parallel boreholes 12 are aligned along a straight line to define a web 16 of stone extending between and connecting boreholes 12 to each other. Web 16 is indicated in FIG. 2 by dash lines.
[0036]Generally, it is desirable to minimize the number of boreholes needed to effectuate a particular task in order to reduce costs of drilling. Reducing the number of boreholes, and thereby increasing the spacing between boreholes for a given length of rock formation to be cleaved, increases the amount of explosive required per borehole. The increased amount of explosive per borehole is necessary in order to ensure breakage of the increased length of the web of rock between adjacent boreholes, but also increases radial fractures and collateral damage of the cleaved rock. Conversely, reducing the explosive load of each borehole requires decreasing the spacing between adjacent boreholes, and therefore increasing the number of boreholes and consequently increasing the drilling costs. The present invention, by providing an explosive which generates reduced peak shock wave pressures without a substantial reduction in total energy output, enhances the ability of the explosive of the present invention to break the rock web while reducing collateral radial damage to the rock. This enables increasing the spacing between adjacent boreholes without a corresponding increase in collateral damage.
[0037]FIG. 3 shows schematically one arrangement for providing throughout the length of each of boreholes 12, lengths 18 of reduced-velocity detonating cord in accordance with an embodiment of the present invention. In the embodiment schematically illustrated in FIG. 3, individual lengths 18 of reduced-velocity detonating cord are connected to a trunkline 20 which may itself comprise detonating cord and which may, but need not, be reduced-velocity detonating cord in accordance with an embodiment of the present invention. Trunkline 20 is initiated at one end thereof by any suitable known means (not illustrated) and a detonation signal travels along trunkline 20 to initiate each of the lengths 18 of detonating cord to fracture the web 16 of stone.
[0038]FIG. 3A shows that detonating cord 18 comprises a tubular sheath 18a encasing a solid core 18b of explosive material throughout which is dispersed a particulate diluent, provided in the illustrated embodiment by microballoons 18c. Each of microballoons 18c is a hollow particulate body enclosing a void containing a gas, e.g., air. Tubular sheath 18a is made of any suitable material to provide adequate mechanical strength and to be resistant to penetration of water or other liquids into core 18b.
[0039]FIG. 4 shows an alternate arrangement, sometimes referred to as "stitching", in which a single length 22 of reduced-velocity detonating cord in accordance with an embodiment of the present invention is threaded in a serpentine, stitching-like arrangement through each of boreholes 12 by inserting a return-loop of detonating cord through substantially the entire length of each borehole. Length 22 of detonating cord is initiated by any suitable means (not illustrated) and detonates along the length thereof to fracture the web 16 of stone. In this arrangement the total length of reduced-velocity detonating cord in a borehole is effectively doubled as compared to the arrangement of FIG. 3. Therefore, other factors being equal, the diameter of the reduced-velocity detonating cord used in the arrangement of FIG. 4 would be about one-half that of the reduced-velocity detonating cord used in the arrangement of FIG. 3.
[0040]The result of fracturing web 16 is schematically illustrated in FIG. 5, which is a plan view corresponding to that of FIG. 2, but showing the granite block after it is cleaved in two by either the lengths 18 of detonating cord as illustrated in FIG. 3, or the length 22 of detonating cord as illustrated in FIG. 4. Granite block 10 (FIG. 2) has now been split into two granite blocks, 10a and 10b (FIG. 5). Adjacent the arcs 12a, 12b (FIG. 5) of the former boreholes 12 (FIG. 2) are a series of small radial cracks 24 and a few considerably longer radial cracks, referred to as "stickers" in the dimension stone industry, shown at 26. In order to reduce the amount of wasted stone, it is, of course, desired that the radial cracks 24 and stickers 26 be reduced in number and/or shortened as much as possible.
[0041]A series of blocks was cleaved from larger blocks (production loaves) of granite using either 18 gr/ft (3.8 g/m), low-velocity detonating cord in accordance with an embodiment of the present invention, or conventional 18 gr/ft (3.8 g/m) detonating cord. All holes in the test blocks were loaded with Viking B-gel, an inert gel product with microballoons, available from Viking Explosives & Supply, Inc. of Rosemont, Minn. The B-gel is a product which is well known for use as a coupling agent for the purpose of buffering the initial shock pressure generated by functioning of the detonating cord. This or an equivalent gel product is used in an effort to reduce unwanted radial fracturing. A total of four blocks were cleaved using reduced-velocity detonating cord in accordance with an aspect of the present invention, and three blocks were cleaved using conventional high-velocity detonating cord. All blocks were sawed into 6 to 8 inch (about 15.2 to 20.3 cm) thick slabs and then polished. The yield from each slab, along with the degree of radial fracturing, was determined through observation and digital imaging analysis in order to compare the performance of each type of detonating cord. The observed results of these tests are tabulated in the following Table A. The average length of stickers was twelve inches.
TABLE-US-00001 TABLE A Average Number Average Average of Holes Minimum Maximum Average Affected by Crack Crack Number Cracking, Length Length of Stickers per Slab (Inches) (Inches) per Slab A. Reduced- 17.0 2.4 4.1 0.5 Velocity Detonating Cord B. Comparative 18.3 3.6 5.7 2.9 High-Velocity Detonating Cord Difference 1.3 1.2 1.6 2.4 % Improvement 7% 32% 28% 82% Provided By A Over B
[0042]It is seen from Table A that the reduced-velocity detonating cord in accordance with an embodiment of the invention, Sample A, having a velocity of detonation of 4,800 m/sec, significantly reduced cracking as compared to comparative high-velocity detonating cord, Sample B, having a velocity of detonation of 7,100 m/sec. The detonating cord of Sample A had a loading of 18 gr/ft (3.83 g/m) of 90% by weight PETN, 5% by weight ammonium nitrate, and 5% by weight of phenolic microballoons having a particle size distribution shown in Table B, below. (The percents by weight are on the basis of percent by weight of the combined weight of PETN, ammonium nitrate and phenolic microballoons.) The comparative detonating cord of Sample B had a loading of 18 gr/ft (3.83 g/m) of 100% PETN, i.e., it contained no diluent.
[0043]Blast-pressure profiles were measured for a series of cord/coupling-agent combinations, The test arrangement is schematically illustrated in FIG. 6 in which two test boreholes, 28 and 30, terminating in respective borehole bottoms 28a and 30a, were bored in the stone parallel to each other with their peripheries spaced 6 inches (15.24 cm) from each other, this distance being illustrated as D in FIG. 6. A test detonating cord 32 was inserted throughout the length of test borehole 28 and, in those cases in which a coupling agent other than air was utilized, borehole 28 was filled with a coupling agent, e.g., gel or water (not shown). A loop (not shown) of test detonating cord 32 was inserted into borehole 28 in order to test a "stitching" arrangement of detonating cord, as schematically illustrated in FIG. 4. Test borehole 30 was filled with water as a coupling agent, and an underwater blast pressure sensor 34 was placed within the water-filled test borehole 30. Underwater blast pressure sensor 34 was connected by a cable 36 to computerized recording equipment (not illustrated) to record "pressure profiles", i.e., graphs of the pressure of the shock wave or pressure pulse generated by detonation of test detonating cord 32 as a function of time. The pressure profiles generated from test detonating cord 32 are shown in FIGS. 7-16, wherein the shock wave pressures are plotted on the left-hand vertical axes in kilopounds per square inch ("KIPS") and on the righthand vertical axes in kilograms per square centimeter ("kg/cm2"). The time after functioning (detonation) is plotted on the horizontal axes in seconds. Among the tested detonating cords 32 were 18 gr/ft (3.83 g/m) low-velocity cord in accordance with an embodiment of the present invention, and 7.5 gr/ft (1.60 g/m) and 18 gr/ft (3.83 g/m) comparative high-velocity cords. In some tests, in lieu of water as the coupling agent media in test borehole 28, B-gel or air were used as the coupling agent.
[0044]The tests resulted in fracturing of the stone adjacent the boreholes in the manner described above in connection with FIG. 5. Thus, radial fractures (such as those shown at 24 in FIG. 5), which tended to be of relatively constant length, affected many of the boreholes on the perimeter of the slab. Stickers (such as those shown at 26 in FIG. 5) tended to be fewer in number, but up to 2 to 10 times the length of, the radial cracks 24. The slabs shot with reduced-velocity detonating cord were observed to have 30% shorter radial fractures and 80% fewer stickers than slabs shot with comparative, conventional high-velocity detonating cord. Both of these cord types were used with B-gel as the coupling media.
[0045]The results of the pressure testing shown in FIGS. 7-12 support the visual observations of the cleaved stone. In the pressure measurements illustrated in FIGS. 7-12, the shock pulse from the detonating cord is seen as a very sharp and high peak close to the front (earliest time after detonation) of the pressure profile. This pressure pulse represented by this peak is believed to be the primary cause of radial fracturing around the boreholes, and the magnitude of this early pressure pulse is believed to be proportional to the length and quantity of the resultant radial fractures and stickers. The key to reducing radial fracturing while breaking the web of rock connecting the boreholes is to reduce the high-amplitude, sharp peaks while maintaining much of the pressure that occurs generally throughout the pressure profile. Maintaining the overall level of the pressure profile avoids reducing the total energy output or work while eliminating or reducing shock wave pressure peaks. The energy output or work is indicated by the area beneath the curve in the Figures plotting the pressure profiles. These areas represent the product of pressure multiplied by time.
[0046]A pressure profile for 18 gr/ft (3.83 g/m) comparative high-velocity detonating cord in water is shown in FIG. 7. (In FIGS. 7-12, repeated tests are shown on the same set of axes and it is seen that the results are reproducible with only very minor variations.)
[0047]The pressure profile of FIG. 8 shows the pressure profile from comparative high-velocity detonating cord in B-gel coupling agent, and that of FIG. 9 shows the pressure profile from low-velocity detonating cord in accordance with an embodiment of the present invention in B-gel coupling agent. A comparison of FIGS. 8 and 9 makes clear that the low-velocity detonating cord did not produce the sharp, high-amplitude pressure transients that were typical of the comparative high-velocity detonating cord, while otherwise maintaining a comparable level of pressure.
[0048]The pressure profile of the low-velocity detonating cord in water shown in FIG. 10 also shows that the reduction of the sharp peaks was not accompanied by a general reduction of pressure throughout the trace of the pressure profile. The performance of the low-velocity detonating cord in water shown in FIG. 10 is of particular interest. It will be noted that these pressure profiles are very similar to those measured with low-velocity detonating cord in B-gel (shown in FIG. 9) and represent a dramatic improvement over comparative high-velocity detonating cord in B-gel, shown in FIG. 8. These results indicate that low-velocity cord in water performs better than the comparative high-velocity detonating cord in B-gel, and about as well as low-velocity detonating cord in B-gel. Given the high cost of B-gel coupling agent and the difficulty of mixing and using the product in day-to-day operations, the low-velocity detonating cord in accordance with an embodiment of the present invention provides greatly enhanced performance and may enable elimination of the need to use B-gel.
[0049]FIG. 1 IA shows the pressure profile for a comparative high-velocity 18 gr/ft (3.83 g/m) detonating cord in air and a low-velocity 18 gr/ft (3.83 g/m) detonating cord in accordance with an embodiment of the present invention in air, the cords having been placed in the test borehole (28 in FIG. 6) using the stitching arrangement schematically illustrated in FIG. 4. Using the stitching arrangement of FIG. 4 provided a doubled length of the test detonating cord within the test borehole. In addition, a thimble- or cup-shaped spacer (not shown in the drawings) was emplaced at the bottom of the test borehole atop the return-bend portion of the looped detonating cord in order to ensure that the detonating cord extended the full length of the borehole. The respective legs of the doubled detonating cord emerged from under the spacer at diametrically opposite sides of the periphery thereof, resulting in each leg of the detonating cord being held against, or at least in close proximity to, the wall of the borehole, thereby enhancing coupling of the detonating cord to the walls of the borehole. As seen by comparing FIGS. 11A and 11B to each other, the contrast between the two types of cords is striking. The high peak loads of pressure engendered by the comparative high-velocity detonating cord shown in FIG. 11A are absent from the pressure profile of the low-velocity detonating cord in accordance with an embodiment of the present invention shown in FIG. 11B. A comparison of the pressure profiles of FIGS. 11A and 11B also shows that the low-velocity detonating cord (FIG. 1 IA) nevertheless had about the same general level of pressure output as the comparative high-velocity detonating cord (FIG. 11B). The significant difference is the very desirable elimination of the high-pressure peaks shown in FIG. 11B.
[0050]FIG. 12 shows the pressure profile of a comparative 7.5 gr/ft (1.60 g/m) high-velocity detonating cord in water as a coupling agent. The initial pressure peak, while reduced as compared to higher core load detonating cords, is nonetheless prominent, about three times higher than the remaining non-peak pressure level.
[0051]While any suitable diluent may be utilized to reduce the velocity of the detonating cord, one which is found to be particularly useful is phenolic microballoons, e.g., of the type conventionally used as a filler in fiberglass resin applications to lower weight and density of finished fiberglass items. Glass microballoons are commonly used in blasting agents, but glass functions as a sensitizing agent in dry explosives and therefore is dangerous and much less desirable than phenolic microballoons for utilization in a detonating cord. Phenolic resin is a brittle material and the addition of phenolic microballoons to the explosive core does not appear to sensitize dry PETN. Phenolic resin has a specific gravity of approximately 1.35 and the phenolic microballoons used had a tapped bulk density of 0.13 grams per cubic centimeter. (The container of phenolic microballoons is tapped on a solid surface to settle the material prior to measuring its density. The density of the settled material is referred to as its "tapped bulk density".)
[0052]As indicated above, the diluent may comprise an explosive diluent, such as ammonium nitrate, which is of significantly lesser brisance than the major explosive ingredient, e.g., PETN, of the detonating cord or other explosive used in the practices of the present invention. The explosive diluent may be used in combination with another diluent such as phenolic or other microballoons, or the explosive diluent or other type or types of non-explosive diluent, e.g., microballoons, may be used as the sole diluent. The use of a less brisant explosive such as ammonium nitrate as the sole diluent in a detonating cord has the disadvantage that the amount of less brisant explosive required to attain a sufficient reduction in velocity of detonation will significantly increase the diameter of the detonating cord.
[0053]The phenolic microballoons used to prepare the tested low-velocity detonating cord had an average particle size distribution as follows, wherein μ stands for microns.
TABLE-US-00002 TABLE B % of Maximum Particles Diameter 75% 71μ 50% 51μ 25% 35μ
[0054]It was determined by experimentation that the step of compressing detonating cords in the course of post-manufacture inspection for variations in cord diameter resulted in rupturing some of the phenolic microballoons used as a diluent in the low-velocity detonating cord of the present invention. Consequently, these compressed cords did not exhibit the reduction in velocity of detonation ("VOD") expected from the addition of the quantity of phenolic micro balloons. This is shown by a comparison of the data for the second and third entries in Table 1 wherein a significantly smaller reduction in VOD is shown for compressed cord containing the same amount of microballoons than for uncompressed cord. In Table 1, "SFPETN" means a superfine grade of PETN, having a particle size of about 20 microns diameter.
TABLE-US-00003 TABLE 1 Core Load % By Weight Inspection- VOD gr/ft g/m Microballoon Compressed PETN Grade (average) 18 3.83 0% Yes SFPETN 6513 m/s 18 3.83 5% Yes SFPETN 5515 m/s 18 3.83 5% No SFPETN 4795 m/s
[0055]It was determined by experimentation that simply diluting the PETN in 200 gr/ft (42.6 g/m) detonating cord with ammonium nitrate reduced the VOD slightly. However, the addition of microballoons without compression of the detonating cord for examination purposes substantially reduced the VOD as shown in Table 2. Reference to "MFPETN" in Table 2 means a medium fine grade of PETN, having a particle size of about 150 microns diameter.
TABLE-US-00004 TABLE 2 Core Load % By Weight gr/ft g/m AN* Microballoon PETN Grade VOD Average 200 42.6 0% 0% MFPETN 6758 m/s 200 42.6 15% 0% MFPETN 6247 m/s 200 42.6 0% 10% MFPETN 4034 m/s *AN = ammonium nitrate
[0056]Generally, any suitable quantity of diluent may be used to attain a desired change, i.e., a reduction, in velocity of detonation. For example, phenolic microballoons (or other diluents) may be added in amounts of from about 0.5 to 5%, 0.5 to 10%, 0.5 to 15%, 1 to 5%, 1 to 7%, 1 to 10% or 1 to 15% by weight of the combined weight of explosive and diluent.
[0057]In the experimental results shown in Tables 1 and 2, adding to the PETN powder an ammonium nitrate diluent (Table 2) reduced the VOD only slightly. On the other hand, adding phenolic microballoons as the diluent (Tables 1 and 2) substantially reduced the core density of the detonating cord and the VOD. This is attributed to the fact that the microballoons reduced the density of the PETN much more than did the ammonium nitrate which had little or no effect on density.
[0058]When the same weight percent of phenolic microballoons was added to the examined (post-manufacture compressed) and unexamined (not post-manufacture compressed) detonating cords, a loss of some of the VOD reduction effect was noted in the examined (compressed) samples. This loss of desired reduction in VOD is attributed to crushing of the microballoons by the post-manufacture compression for inspection purposes. Since compressing the cord increased the VOD without, of course, changing its content by weight of phenolic material (crushed and non-crushed phenolic microballoons), the shape of the microballoons, i.e., their effective density, must be involved in the loss of VOD reduction. It was verified, but not quantified, that a substantial percentage of the microballoons were ruptured and compacted by the post-manufacture compression examination, thus increasing the density of the phenolic material in the compressed samples as compared to that in the uncompressed samples. A more substantial VOD reduction effect is believed to be achieved by reduction of density of the explosive core of the detonating cord, not merely dilution of the explosive powder with an inert material or a less brisant explosive which has no or very little density-reducing effect.
[0059]While the invention has been described in detail in connection with specific embodiments thereof, it will be appreciated that neither the invention nor the appended claims are limited to the specific illustrative embodiments.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2010-03-18 | Delay units and methods of making the same |
| 2010-11-04 | Systems and methods for deploying an electrode using torsion |
| 2012-06-14 | Device and method of using explosives to breech a surface |
| 2012-01-05 | Detonator cartridge and methods of use |
| 2008-12-11 | Wireless detonator assembly, and methods of blasting |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-04-07 | Explosive matrix assembly |
| Top Inventors for class "Ammunition and explosives" | |
| Rank | Inventor's name |
|---|---|
| 1 | Jahangir S. Rastegar |
| 2 | Eric Scheid |
| 3 | Richard T. Murray |
| 4 | Enrico R. Mutascio |
| 5 | Edward W. Sheridan |