Patent application title: Low entropy heat exchanger especially for use with solar gas processors
Inventors:
Reed Jensen (Los Alamos, NM, US)
IPC8 Class: AF24J213FI
USPC Class:
126643
Class name: Solar heat collector with means to convey fluent medium through collector with heat exchanger
Publication date: 2009-11-12
Patent application number: 20090277441
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: Low entropy heat exchanger especially for use with solar gas processors
Inventors:
Reed Jensen
Agents:
LAW OFFICE OF ROD D. BAKER
Assignees:
Origin: TIJERAS, NM US
IPC8 Class: AF24J213FI
USPC Class:
126643
Patent application number: 20090277441
Abstract:
An apparatus and method for solar energy powered gas processing. There is
disclosed a processor assembly for use in heating a process or feed gas
by means of a convective heat exchanger which receives solar energy from
a focused solar energy collector. A specialized heat exchanger is
described, which maximizes the area upon which solar energy can radiate,
as well as the available area for heat transfer to the flowing gas.
Various modes for operating the processor assembly are described. The
apparatus and method may be utilized to heat a gas to drive a heat
engine. The apparatus and method also may be used to heat feed gasses to
drive a gas processing reaction, such as for steam methane reformation or
a reverse water-gas shift reaction.Claims:
1. An apparatus for heating a feed gas comprising:a heat exchanger
comprising:a rolled foil separator; anda rolled corrugated foil baffle,
wherein said corrugated foil baffle is rolled with said separator such
that said heat exchanger comprises said foil baffle situate between
windings of said foil separator; anda collector for reflectively
directing solar energy toward said heat exchanger thereby to heat said
exchanger;wherein a feed gas flows axially through said heat exchanger to
be heated thereby.
2. An apparatus according to claim 1 wherein said foil separator and said foil baffle are spiral wound to define alternating windings of separator and baffle.
3. An apparatus according to claim 1 wherein said foil separator or said corrugated foil baffle comprises nickel superalloy.
4. An apparatus according to claim 1 wherein said foil separator or said corrugated baffle comprises copper alloy.
5. An apparatus according to claim 2 wherein each winding of said corrugated foil baffle has a radial thickness dimension, and wherein said radial thickness dimensions of said windings are substantially uniform.
7. An apparatus according to claim 2 wherein each winding of said corrugated foil baffle has a radial thickness dimension, and wherein said radial thickness dimensions of said windings vary as a function of the radial distance from the center of said heat exchanger.
8. An apparatus according to claim 7 wherein said radial thickness dimensions progressively decrease proceeding radially outward from the center of said heat exchanger.
9. An apparatus according to claim 1 further comprising an exchanger housing within which said heat exchanger is disposed;said housing and a first face of said exchanger defining a first forward chamber, wherein said collector directs solar energy to said first face of said exchanger;said housing and a second face of said exchanger defining a second rear chamber;wherein said feed gas flows from one of said chambers to the other of said chambers.
10. An apparatus according to claim 9 further comprising:an inlet through said housing through which feed gas enters said first chamber en route to said heat exchanger; anda pump to move feed gas through said heat exchanger from said first chamber to said second chamber.
11. An apparatus according to claim 9 further comprising an inlet through said housing through which feed gas enters said second chamber en route to said heat exchanger; anda pump to move feed gas through said heat exchanger from said second chamber to said first chamber.
12. An apparatus according to claim 9 further comprising a mirror disposed in said second chamber in confronting relation to said second face of said heat exchanger, whereby solar energy passing through said heat exchanger into said second chamber is reflectively redirected toward said second face of said heat exchanger to heat said exchanger.
Description:
CROSS-REFERENCE TO RELATED APPLICATIONS
[0001]This application claims the benefit of the filing of U.S. Provisional Patent Application Ser. No. 61/127,034 entitled Low Entropy Heat Exchanger, Especially for Use with Solar Gas Processors, and Beam Spreader Useable Therewith, filed on May 10, 2008 and the entire specification thereof is incorporated herein by reference.
[0002]Also, this application claims the benefit of the filing of U.S. Provisional Patent Application Ser. No. 61/197,922 entitled Solar Energy-driven Reverse Water-gas Shift Reaction for Generation of Syngas for Fuel Production, filed on Nov. 1, 2008 the contents of which also are incorporated herein by reference.
BACKGROUND OF THE INVENTION
[0003]1. Field of the Invention (Technical Field)
[0004]The present invention relates generally to systems for solar heating and processing of gases, particularly to heat exchangers for use in such systems, and more specifically to a heat exchanger for use in association with a solar energy collector, such as a focusing dish, to convert solar energy into thermal energy to process gases or to drive, for example, a Brayton Engine.
[0005]2. Background Art
[0006]One of the most critical challenges confronting mankind is that of dwindling sources of non-renewable energy. Consequently, a wide variety of increasingly sophisticated and promising efforts have been, and are, made in the field of solar energy. Devices and methods for exploiting solar energy as a renewable resource fall into at least two general categories: those attempting to convert solar energy directly into end-use energy (such as photovoltaic electricity generation, and passive thermal heating of dwellings), and those seeking to harness solar energy as an intermediate energy source for processing feedstock into end-use fuels (e.g., methane).
[0007]There are known apparatuses and methods for exploiting solar energy to process feedstock gasses to generate directly useable energy and/or derivative fuels. Two examples which serve as background to the present disclosure are the systems and methods of U.S. Pat. No. 6,066,187 to Jensen, et al., entitled "Solar Reduction of CO2," and U.S. Pat. No. 7,140,181 to Jensen, et al., entitled "Reactor for Solar Processing of Slightly-absorbing or Transparent Gases," both of which name a co-inventor in common with the present application. The disclosures and teachings of these two patents are incorporated herein in by reference.
[0008]In the former '087 patent to Jensen, et al., the red shift of the absorption spectrum of CO2 with increasing temperature permits the use of sunlight to photolyze CO2 to CO. The disclosed processes of the '087 patent to Jensen, et al., include: preheating CO2 to near 1800 K; exposing the preheated CO2 to sunlight, whereby CO, O2 and 0 are produced; and cooling the hot product mix by rapid admixture with room temperature CO2. The excess thermal energy may be used to produce electricity, and to heat additional CO2 for subsequent process steps. The product CO may be used to generate H2 by the shift reaction or to synthesize methanol.
[0009]In the latter '181 patent to Jensen, et al., there is disclosed a solar-powered reactor for processing of slightly absorbing and transparent gases to providing storable, renewable, energy through solar dissociation of gas molecules. The dissociation products are the precursors readily useable and-use liquid and gaseous fuels, such as hydrogen and methanol/ethanol. An apparatus and method using a solar concentrator (such as a focusing trough or dish) directed at the receiving end of a reactor are disclosed. A range of designs of reactors for the dissociation of gases, both those that absorb slightly in the visible spectrum and those that are transparent in the visible and only absorb in the infrared, are described.
[0010]The methods and apparatuses of the foregoing two patents, however, involve the heating of the process gases to over 2,000 degrees C., complicating the design, and increasing construction costs, for functional reactor systems. It would be desirable to provide a solar-energy base system for generating useable energy, particularly derivative storable fuels such as methane, but which does not involve such relatively high operating temperatures. More specifically, lower operating temperatures. (e.g., around 800-1100° C.) might be coupled with higher gas through-put, but at comparatively lower entropies, to permit the generation of directly exploitable energy, or for the reformation of methane as an end-use storable/portable fuel, or other hot gas processing.
[0011]Against the foregoing background, the present apparatus and method were conceived and reduced to practice.
BRIEF DESCRIPTION OF THE DRAWINGS
[0012]The accompanying drawings, which are incorporated into and form a part of the specification, illustrate several embodiments of the present invention and, together with the description, serve to explain the principles of the invention. The drawings are only for the purpose of illustrating a preferred embodiment of the invention and are not to be construed as limiting the invention. In the drawings:
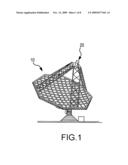
[0013]FIG. 1 is a perspective view of a solar collector and gas processor assembly according to the present disclosure;
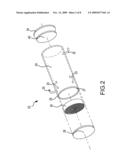
[0014]FIG. 2 is an exploded perspective view of a processor assembly according to the present disclosure;
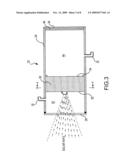
[0015]FIG. 3 is a side sectional view of an assembled processor assembly according to the present disclosure, showing the direction of solar energy to be incident upon the heat exchanger component thereof;
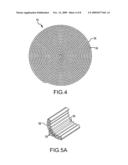
[0016]FIG. 4 is an enlarged axial view of a foil coil heat exchanger according to the present disclosure, taken along section line 4-4 of FIG. 3, and having a substantially uniform foil baffle thickness;
[0017]FIG. 5A is an enlarged perspective view, in partial section, of a portion of the foil coil heat exchanger seen in FIG. 4;
[0018]FIG. 5B is an enlarged axial front view of a portion of the foil separator and a portion of the corrugated foil baffle of the foil coil heat exchanger partially depicted in FIG. 5A;
[0019]FIG. 6 is an enlarged axial view of an alternative embodiment of the foil coil heat exchanger according to the present disclosure, similar to the embodiment seen in FIG. 4 except having a radially variable foil baffle thickness;
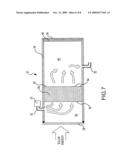
[0020]FIG. 7 is a side sectional view of the processor assembly seen in FIG. 3, illustrating process or feed gas flow paths according to one mode of operating the apparatus of the present disclosure;
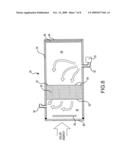
[0021]FIG. 8 is a side sectional view of the processor assembly similar to that shown in FIG. 3, illustrating process or feed gas flow paths according to an alternative mode of operating the apparatus of the present disclosure; and
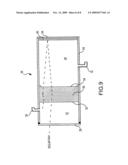
[0022]FIG. 9 is similar to the depictions of FIG. 7 or FIG. 8, showing the use of a mirror component in the processor assembly, and illustrating the trace of a hypothetical solar ray reflecting from the mirror into the foil coil heat exchanger.
[0023]Like numbers are used to denote like elements and components throughout the various drawing figure views.
DESCRIPTION OF THE PREFERRED EMBODIMENTS (BEST MODES FOR CARRYING OUT THE INVENTION)
[0024]The present disclosure pertains to an apparatus and method for solar heating gases, such as to heat a feedstock gas to drive an engine, or to heat a gas for processing, for example for methane reformation or to drive a reverse water-gas shift. There is provided by the disclosure a processor by which a feed or process gas, which can be a gas relatively transparent to much of the solar spectrum, can be effectively heated by solar energy so that the hot gas can be harnessed to drive an engine, or for use in the production of useable fuels.
[0025]Succinctly, the presently disclosed apparatus and method allow for collected solar energy to be transferred by convection into a flowing feed or process gas. Convective heating of a flowing gas is, of course, well-known in the art of heat exchangers generally, but the present invention enables the efficient exploitation of solar energy to heat a flowing process gas. Among advantages of the present invention is its capability to provide a very high heat exchanger surface area to maximize the transfer of solar power to a flowing gas. The apparatus maximizes the area A factor in the convective heat transfer equation:
P=K A ΔT
where P is the thermal power transferred, K is the convective heat transfer constant, and ΔT is the temperature difference between the gas temperature and the temperature of the surface. The area A is maximized, yet in a manner which permits solar energy directly to heat that surface area by direct impingement.
[0026]The apparatus and method can be harnessed for driving a heat engine, for example a Brayton Engine (e.g., in the form of a Capstone 30 engine), with the energy received from a solar energy focusing dish. There is disclosed hereby a gas processor apparatus including a heat exchanger capable of transferring 70 kW of solar energy into heat, into a relatively high flow gas, to drive for example a Brayton Engine. The low-entropy processor assembly, including a beneficial foil-coil heat exchanger, is depicted generally in the drawing figures and will be described. It is contemplated that one embodiment of the the solar-powered apparatus and method according to the present disclosure is capable, for example, of heating 200 cubic feet per minute of gas (Cp=7.5 cal/mole deg) approximately 500 degrees C. in a single pass. The single-pass methodology nevertheless can result in final temperatures of about 900-100° C. Such a gas temperature range is not only excellent for Brayton engines, but also for, for example, methane reforming.
[0027]An apparatus generally according to the present disclosure has been operated to drive a Capstone 30 generator. A suitable gas flow rate according to one possible system according to this disclosure is 150 to 170 SCFM, rather near a target 200 CFM at 70 kW. The incident solar power on a typical run might be near 50 kW.
[0028]The present apparatus and method also are well-suited for chemical gas processing, such as reforming of methane. That utility was as a secondary use in prior U.S. Pat. No. 7,140,181, but it has been determined that the design of that disclosure is "overkill" for reforming methane. The presently disclosed simpler, higher through-put, lower entropy production design is more advantageous for heating at to around 900° C. Also, the corrugated foil coil hot body exchanger disclosed hereby lends itself to catalytic reforming.
[0029]Attention is invited to FIG. 1. The apparatus and method include the use of a solar collector 10 configured to "gather" solar energy. Many known types of solar energy collectors, or others devised hereafter, may be adapted for use according to the present apparatus and method. The solar collector 10 depicted in FIG. 1 is a mirrored dish type collector, in which a plurality of mirrors are mounted according to convention for redirecting gathered solar energy toward a focal point. Mirrored dish-type collectors are well-suited to the practice of the invention; however, other types of solar energy collectors, such as a field of heliostats of known or hereafter-developed configurations, may also be adapted for use in the present apparatus and method.
[0030]Referring still to FIG. 1, the present apparatus also has a gas processor assembly 20 which is used with the solar collector 10. The gas processor assembly 20, which is described further herein, is disposed with the solar collector 10 in a manner such that solar energy collected by the solar collector 10 is reflectively re-directed toward the gas processor assembly 20. Thus, the processor is mounted to be at or near the "focal point" of the solar collector 10 in use.
[0031]The major components of a possible and basic gas processor assembly 20 according to the present disclosure are shown in the exploded view of FIG. 2. The assembly 20 includes a housing 24, which may be a hollow cylinder of stainless steel of (for example) about eight to eighteen inches in diameter. A heat exchanger 50 according to the present disclosure is configured for coaxial disposition within the interior of the housing 24. In this embodiment, the heat exchanger 50 also defines a cylinder with an exterior radius just slightly less than the inside radius of the housing interior 27. The heat exchanger 50 thus may be inserted to the appropriate axial location well within the housing 24, and securely but removably attached by brackets 25 or other suitable means. In a completed installation, the exterior of housing 24 (except its proximate end which is covered by a quartz pane 28) is well-insulated (insulation not shown in the drawing figure) to reduce the loss of heat energy from within the processor assembly 20. The housing 24 may be stainless steel, rather than any very-high temperature alloy, because the gas flowing through the processor assembly 20 is cool compared to the high temperatures obtained in the material of the foil coil exchanger 50 itself.
[0032]The proximate end 29 of the housing 24 is the aperture or mouth end, which is that end which faces toward the solar collector 10. The solar collector 10 directs collected energy toward the proximate end 29 of the processor assembly 20, for passage through the proximate end of the housing 24. When assembled, the processor assembly 20 includes at least one quartz pane 28 for closing the proximate end of the housing 24. Quartz pane 28 is configured according to principles known in the art, and permits transmission there-through of solar energy directed from the solar collector 10. More than one quartz pane may be provided in parallel relation, so as to provide an outer pane on the exterior of the processor assembly 20 and a second pane interiorly to the first. It is known that a quartz pane causes some losses (e.g., about 10%) in transmitted solar energy, but quartz is suited for the high temperatures involved while permitting operation of the processor by solar power. The quartz pane 28 configured according to known principles is mounted on or about the proximate end of the housing 24 according generally to convention, using suitable gaskets or O-rings and attachment means (not shown in FIG. 2). The mounting of the pane 28 is a sealed attachment to prevent leakage of gas past the pane 28 and in or out of the interior of the processor 20.
[0033]The distal end of the processor assembly 20 is sealably closed using a back panel 34, which may be a stainless steel disc of dimensions appropriate to seal the distal end. Back panel 34 is securely mounted to the housing 24 using known gasket and attachment means (not shown) to prevent leakage of gas into our out from the interior of the processor 20. The entire processor assembly is constructed to operate with an interior pressure, which pressure will depend upon the gas process reaction to be exploited. Thus, the design of the processor assembly 20 will include from known information a construction to permit operation at elevated interior pressures; the Reverse Water-Gas Shift Reaction, for example, may be promoted by pressure conditions well exceeding atmospheric pressure.
[0034]In one embodiment, there is optionally provided within the processor 20 near the distal end thereof a mirror 40. Mirror 40 is fashioned from a high-temperature material and is polished to reflect incident solar energy. The mirror 40, if deployed, is situated axially inwardly from the back panel 34, so as to be contained within the distal end of the housing 24.
[0035]As seen in FIG. 2, the processor 20 is provided with at least one first or forward port 30 through the wall of the housing 24, via which gas may be moved into or out from the interior of the housing 24. At least one second rear port 32 is provided closer to the distal end of the processor 20.
[0036]Reference is invited to FIG. 3, showing fundamental aspects of the apparatus and method. FIG. 3 depicts in cross-section an assembled processor assembly 20. When assembled, the processor assembly has a forward chamber 42 and a rear chamber 44 within the interior of the housing 24, the chambers 42, 44 being separated by the intermediately installed heat exchanger 50. The proximate end 29 of the processor assembly 20 is closed against gas leakage by the quartz pane 28, while the distal end is closed by the back panel 34. The processor assembly is positioned in relation to the solar collector 10 so that solar rays are directed toward the proximate end of the processor assembly 20. Solar energy, indicated by the small solar ray directional arrows of FIG. 3, is directed to enter the processor assembly 20 as they pass through the quartz pane 28. The solar rays are transmitted through the forward chamber 42 to be incident upon the first face 52 of the heat exchanger 50. The heat exchanger 50 is heated to high temperature by the incident solar energy, with the heat being conducted axially through the exchanger 50 from the vicinity of the first face 52 toward the exchanger rear face 54. There is thus created a temperature gradient from the first face 52 toward the rear face 54 of the exchanger. As shall be described further herein, feed or process gas is effectively heated by passing axially from either of the chambers 42 or 44 through the superheated exchanger 50 to the other of the chambers 44 or 42. The apparatus for heating a gas thus includes the heat exchanger 50, and the collector 10 for reflectively directing solar energy toward the heat exchanger thereby to heat the exchanger, wherein the feed gas flows axially through the heat exchanger to be heated thereby.
[0037]Incident solar energy is transmitted primarily by conduction from the front face 52 throughout the body of the exchanger 50. Solar rays also may reflectively "bounce" along the axial flow channels defined through the exchanger (as described further herein), enhancing the direct radiant transfer of solar energy to the exchanger 50. Additionally, the feed or process gas flows axially through the exchanger 50 (in either direction, as described more fully herein), such that solar heat which has been transferred into the gas also is restored to the foils 56, 58 of the exchanger by means of convection. The latter is particularly beneficial in the embodiment of the apparatus shown in FIG. 8.
[0038]The proportion of heat transfer by conduction versus by radiation depends upon the dimensions of the openings in the face of the exchanger, the gas flow rate, and the thickness of the foils 56, 58 in the exchanger 50. In-foil conductive heat transfer along the exchanger 50 depends upon, among other factors, the composition of the exchanger foils 56 and 58, and their thicknesses. The solar radiation heating along the axis of the exchanger is a function of, among other things, the size of the openings in the front face 52 of the exchanger, and the optics (e.g., F factor or degree of focused convergence) of the incoming solar rays. Applying known physical formulae, it is possible to calculate the in-foil conduction and axial radiation transfer values, permitting some customization of the exchanger construction to optimize its operation.
[0039]Such a configuration for the processor assembly offers benefit of fully "ingesting" the incident solar energy. This advantage is complemented by the benefit of a modest-diameter aperture at the mouth end 29 of the processor, thus reducing energy losses from back-irradiation.
[0040]Combined reference is made to FIGS. 4, 5A, and 5B. In one embodiment of the apparatus and method, the heat exchanger 50 is a "foil coil." The foil coil heat exchanger 50 includes a rolled foil separator 56 and a rolled corrugated foil baffle 58, wherein the corrugated foil baffle 58 is wound with the separator 56 such that the heat exchanger is defined by the foil baffle 58 being situated between consecutive windings of the foil separator 56.
[0041]The corrugated foil baffle 58 and the separator 56 are fabricated from thin, flexible strips of suitable metal alloy, such as copper allow or nickel alloy, capable of withstanding the high temperatures resulting from the solar energy impinging the exchanger 50. By way of example, the foil strips may have a thickness from about 0.002 inch (2.0 mil) to about 0.007 inch (7.0 mil). The foil strips may have an axial dimension of from about 8.0 cm to about 14.0 cm, and an overall length (prior to heat exchanger fabrication) of from about 90 m to about 110 m. The foils 56, 58 preferably are rolled together to fabricate a heat exchanger 50 in the shape of a cylinder having a diameter of from approximately 16 cm to approximately 30 centimeters. This mode of fabrication allows for a variety of heat exchanger diameters, however, and all dimensions are offered only by way of example. The axial width of the foil coil heat exchanger 10 corresponds to the axial width of the foil strips from which it is fabricated, e.g., preferably approximately 10 cm. The processor assembly 20 and exchanger 50 are fully scalable according to gas processing design demands.
[0042]The corrugated foil baffle 58 is fabricated so to present in the axial direction a series of alternating "peaks" and "valleys," as seen in FIGS. 4, 5A and 5B. The corrugated baffle 58 thus preferably defines, in axial profile, a continuous series of triangles (with adjacent triangles inverted with respect to each other) of height p and base dimension d (FIG. 5B). This zig-zag profile creates between the peaks a series of valleys through which the feed or process gas flows during the practice of the invention. The corrugated baffle 58 may be manufactured by running a foil strip between a pair of complementary counter-rotating gears (not shown) mounted so that the teeth of one gear mesh with the grooves of the other. The teeth of the gears have dimensions corresponding to the desired dimensions of the triangular corrugations to be produced in the foil baffle 58. By feeding the foil stock between the intermeshing teeth of the rotating gears, the gear teeth impress and fold the foil material to corrugate the foil strip into the configuration shown in greatest detail in FIGS. 5A and 5B. In one exemplary embodiment of the apparatus, each triangle in the corrugated foil baffle 58 has an altitude p in the range of from approximately 40 mil to approximately 140 mil, seen in FIG. 5B. The base d of each triangular corrugation typically is in the range of from about 100 mil to about 150 mil. It is understood, however, that all dimensions are offered by way of example, not by strict limitation. An advantage of the present invention is that the characteristics of the heat exchanger 50 may be customized by varying the size and shape of the corrugations in the foil baffle 58. It is further to be understood that the corrugations are not necessarily triangular; alternative suitable embodiments may be fabricated with other axial profiles, including rounded wave-like corrugations defined by a series of alternating convex and concave semicircles, or other axial profile shapes defining parallel axial valleys through which feed gas may flow axially through the exchanger 50.
[0043]Referring to FIGS. 4 and 5, it is seen that the foil coil heat exchanger 50 preferably is fabricated by placing a strip of corrugated foil baffle 58 into contact with a correspondingly sized (as to length and axial width) uncorrugated foil separator 56. As suggested by FIGS. 5A and 5B, the apices of the corrugation triangles contact an adjacent foil separator 56. The combination of the foil baffle 58 and adjacent foil separator 56 defines a series of parallel channels (in this example, triangular channels) across the axial width of the foils 56, 58. Once the foil separator 56 and the corrugated foil baffle 58 have been placed in parallel registration, they are rolled or wound together to define the heat exchanger seen in axial view in FIG. 4, in which the foil separator 56 and the foil baffle 58 are spiral wound to define alternating windings of separator and baffle.
[0044]Referring to FIG. 4, the heat exchanger 50 in the preferred embodiment thus features alternating coaxial (but spiral) windings of foil separator 56 and corrugated baffle 58. The foils 56, 58 are wound together with the corrugated baffle 58 "inside" the foil separator, so that the exterior surface of the completed heat exchanger 50 is defined by the smoothly curved, non-corrugated, separator 56. The spirally wound heat exchanger 50 thus preferably defines a cylinder shape, suitable for placement within the interior of the processor housing 24 with the outside layer of foil separator adjacent to the interior wall of the housing 24, as suggested by FIGS. 2 and 3. The heat exchanger seen in FIG. 4 thus has about twenty courses or "windings" of foil separator 56, each winding of the separator serving to separate serially consecutive courses or windings of the corrugated baffle 58. The embodiment of the heat exchanger 50 depicted in FIG. 4 accordingly has about nineteen windings of the corrugated baffle 58, the exterior winding being that of the separator 56; the baffle 58 and separator then alternate as one proceeds toward the central axis of the exchanger 50.
[0045]The foil separator 56 in certain embodiments (such as might be used for gas heating to drive a Brayton Engine) where the processing temperature of the heat exchanger 50 does not exceed about 900° C. may be a thin copper foil, or nickel-coated copper foil. Copper has a comparatively lower melting temperate (approximately 1070° C.), but is a good conductor of heat energy to promote even heating of the exchanger 50. Likewise, under similar operating specifications, the corrugated foil baffle 58 may be pressed from a thin copper or nickel-covered copper foil. Nickel is generally more inert, but may also serve as a mild catalyst for certain hot gas processing reactions, so a nickel-coated foil 56 and/or 58 may be beneficial in some applications. However, where the heat exchanger 50 is to be solar heated to temperatures above 900° C., the foils 56 or 58 should be comprised of a superalloy. Thus, in a preferred embodiment of the apparatus adapted for use in gas processing, for example to reform methane or to drive a reverse water-gas shift reaction, the foil separator 56 and the corrugated foil baffle 58 are both made of superalloy, for example, Haynes® 214® nickel superalloy available from Haynes International, Inc., of Kokomo, Ind., USA. Such a superalloy has a melting temperature of about 1355-1400° C., permitting the exchanger 50 to be solar heated to adequate processing temperatures without physical failure.
[0046]Still referring to FIGS. 4 and 5B, it is seen that in the heat exchanger 50, each course or winding of the corrugated foil baffle 58 has a radial thickness dimension corresponding generally to the altitude p of the constituent corrugate triangles. In the embodiment of the exchanger 50 shown in FIG. 4, the radial thickness dimensions of the successive windings of baffle 58 are substantially equal (proceeding radially from or toward the center of the heat exchanger). The radial pattern and cross-section of the alternating separator 56 and the foil baffle 58 thus is generally uniform across the radius of the heat exchanger 50. The flow of processing gas axially through the channels defined by and between the separator and baffle windings accordingly is not a function of the flow's radial distance from the central axis of the exchanger.
[0047]As indicated by FIG. 3, during the practice of the invention the solar energy may be directed so as to focus in the central portions of the first or front face 52 of the exchanger 50. Accordingly, it may be desirable to provide for enhanced cooling of that radially central portion of the exchanger, which generally is the portion of the exchanger which obtains the highest temperatures from the incident solar radiation. Such cooling is provided by the flow of feed or process gas through the exchanger. It may be desirable, therefore, to promote cooling gas flow by providing larger gas flow channels through the central region of the heat exchanger 50. A benefit of the presently disclosed apparatus and method is that the axial gas flow characteristics of the heat exchanger 50 can be tailored or customized to be a function of the flow distance from the central axis of the exchanger. Larger gas flow channels may be supplied by providing relatively larger distances between "peaks" of the corrugated baffle 58 (i.e., comparatively longer triangle bases dimensions d) and/or relatively greater radial thicknesses of the baffle 58 (i.e., comparatively longer triangle altitude dimensions d). Variable adjustment of these values can be accomplished by regulating the "tightness" of the rolling or winding of the foils 56, 58 as a function of the distance from the exchanger's central axis.
[0048]FIG. 6 illustrates how the axial flow characteristics of the heat exchanger 50 can be beneficially and selectively adjusted, in a particular heat exchanger, to be a function of the radial distance from the central axis. The heat exchanger 50 embodiment of FIG. 6 exhibits denser foil windings nearer the outside of the exchanger, where exchanger temperatures are apt to be the lowest and the need for cooling gas flow comparatively less. But because the solar energy may be focused in the central region of the front face of the exchanger 50 (FIG. 3), resulting in increased need for cooling gas flow, the windings of the separator 56 and the corrugated foil baffle 58 are proportionally "looser," or less dense, than at the exchanger's radially outer regions. In sum, in the embodiment of FIG. 6, each winding of the corrugated foil baffle 58 has a radial thickness dimension, but the radial thickness dimensions of the windings of the baffle 58 vary as a function of the radial distance from the exchanger's central axis, for example, as one proceeds radially outward from the center of said heat exchanger 50. Specifically, in one possible embodiment, the radial thickness dimensions of successive windings of the baffle 58 progressively decrease, proceeding radially outward from the center of the exchanger 50.
[0049]Such varying of the characteristics of the baffle 58 as a function of radial distance from central axis may be accomplished by adjusting the compressive force applied to the foils 56, 58 during their spiral winding. At the inception of winding--that is, where the foils 56, 58 are first rolled to define the center of the exchanger 50--a relatively relaxed winding force and pressure is applied to the pair of adjacent foils 56, 58. Consequently, the baffle 58 maintains its original axial thickness (as corresponding generally to nearly the initial manufactured altitude p). The first three or four (for example) courses or windings of the foils 56, 58 are maintained with the originally applied winding compression and force, such that the distance between adjacent windings of the separator 56 remains unchanged at about the maximum (initial) distance. Then, and as suggested by evaluation of FIG. 6, the applied compressive winding force is progressively increased at a selected rate, causing the corrugated foil baffle 58 partially to collapse. As the foil baffle 58 is "smashed" under the increased compression, the triangle base dimension d of the corrugate triangles (FIG. 5B) increases, and the altitude dimension p decreases correspondingly. Increasing compressive winding force causes progressively greater collapse of the baffle 58, in turn resulting in progressively decreasing separation distances between consecutive foil separators 56. As seen in FIG. 6, therefore, the baffle 58 is comparatively flattened in the outer portions of the exchanger, causing the exchanger coil to be comparatively denser in those portions.
[0050]Advantageously, using known physics formulae, the density of the exchanger coil can be selectively varied by selectively varying the winding force applied to the foils 56, 58 during rolled fabrication of the exchanger 50. Greater compression applied to the foils 56, 58 during rolled winding results in decreased baffle height p, as the baffles are "smashed" to reduce the absolute volume of the flow channels, which volume is a function of the baffle's axial profile. Normally, the exchanger 50 is roll fabricated to have its least dense foil windings at and near its central axis (to promote cooling gas flow axially past the foils 56,58), and with density increasing progressively as some predetermined function of the distance from the central axis. However, one skilled in the art will appreciate that the applied winding force can be varied in many modes during fabrication of the exchanger, so that coil density may be varied to either to decrease or increase at different distances from the axis. One skilled in the art also will design, by application of known principles of fluid dynamics, an exchanger 50 according to the present disclosure to adjust density to maximize the available heat transfer area presented by the exchanger, but without unduly compromising gas flow through-put.
[0051]Additionally, the density of the foil coil within the exchanger 50 affects the distance which incident solar rays are able to penetrate the interior of the exchanger 50. The less dense the foils 56, 58 are wound--that is, the greater the distance between windings of the foil separator 56 and the more "open" the corrugated baffle 58 -the further the solar rays are able axially to penetrate the exchanger 50. Increased axial penetration may promote a relatively more consistent radiant heating of the exchanger foil coils 56, 58 along the axial dimension, decreasing the steepness of the thermal gradient along the exchanger 50. Beneficial results are increased efficiency in feed gas heating and prolonged exchanger life. Notably, however, the foils 56, 58 are not to be wound too "loose," as a critical factor in the function of the exchanger is the total area presented by the foils 56, 58 for contact with the passing gas. More and denser windings increase the available foil area for heat transfer to the gas, thus better driving the heat transfer equation, in which foil area is to be optimized, but in view of the need also not to unduly hinder gas flow.
[0052]Returning attention to FIG. 3, we again note that the processor assembly 20 includes the exchanger housing 24 within which the heat exchanger 50 is disposed. The housing 24 and the first face 52 of the exchanger define in part the first forward chamber 42. The solar collector 10 directs solar energy to the first face 52 of the exchanger 50. The housing 24 and the second face 54 of the exchanger 50 define in part the second rear chamber 44. During the practice of the method or operation of the apparatus, feed or process gas flows from one of the chambers 42 or 44 to the other 44 or 42 of the chambers, as will now be further described.
[0053]FIG. 7 shows that there is disposed at least one (in many preferred embodiments, a plurality) a first forward port 30 through the housing 24, and through which the feed gas enters the forward chamber 42 en route to the heat exchanger 50. A pump 35 or some other pressure or vacuum means is in operative or fluid communication with the forward port 30 to move gas through the heat exchanger 50 from the forward chamber 42 to the second rear chamber 44. Because the foil coils in the heat exchanger 50 have been heated to high temperature by the solar energy incident thereon, the feed or process gas is heated as it passes through the exchanger 50. The heated gas emerges into the rear chamber 44 where it optionally may be subjected to further processing (such as, for example, temperature quenching to prevent back-reactions). The resulting heated gas is tapped from the rear chamber 44 via one or more rear ports 32; the hot processed gas is then delivered downstream for further processing or storage as desired.
[0054]In the embodiment of FIG. 7, the operation is a "hot side feed," in that the feed gas is introduced to the hot side (i.e., front face 52) of the exchanger 50, and flows through the exchanger 50 with the temperature gradient--that is, the gas flow is down-gradient (from hot toward cold; the exchanger front face 52 being hotter than the rear face 54). Gas flow is indicated in FIG. 7 by the large curling directional arrows. In this "hot side feed" regime, there is the benefit of cooling the hot front face 52 of the exchanger with the first pass of the unheated feed gas. Cooling the hot side of the exchanger reduces the thermal stress on the foils 56, 58 of the exchanger, but may do so by somewhat compromising entropy and process efficiency. Care in operating a hot-side flow regime must always be exercised, lest the front face 52 of the exchanger 50 be melted by excessive temperatures.
[0055]An advantage of the present apparatus is that the foil coil exchanger 50, while not only transferring convectively the solar energy into the flowing gas, can be operated in either a forward-flow or a reverse-flow flow mode. Thus alternatively, and as seen in FIG. 8, the method and apparatus may be run in a desirable "cool side feed" mode. In this embodiment, there is a second or rear port 32 through the housing 24, through which the feed gas enters the second or rear chamber 44 en route to the heat exchanger 50. Gas flow is indicated in FIG. 8 by the large curling directional arrows. A pump 35 or other pressure or vacuum means moves the gas through the heat exchanger 50 from the second chamber to the first or forward chamber 42. In this embodiment, the gas flows against the thermal gradient, that is, from the cooler portions of the exchanger 50 toward the hotter portions neared the front face 52. Such a lower-entropy flow regime more efficiently increases the temperature of the flowing gas, but with the disadvantage of maximizing the thermal stress in the foil coils 56, 58 of the exchanger 50 (because the hottest portion of the exchanger is cooled by gas that has been heated by transit through the exchanger). After transiting the exchanger 50, the hot gas exits the forward chamber 42 via one or more forward ports 30, after which the hot gas is further processed or transported according to the particular application.
[0056]In the embodiment of FIG. 8, suited for "cool side feed" operation, there very preferably is provided a second, interior quartz pane 36. The secondary or interior pane 36 is recommended to deflect away from the primary, sealed, pane 28 as much as possible of the hot gasses exiting the front face 52 of the exchanger 50. The quartz shielding pane 36 transmits the entering solar energy. The shielding pane 36 need not have a sealed engagement with the housing 24, but its radius is as large as practicable to prevent hot gas from impinging the cool, sealed, primary quartz pane 28.
[0057]Reference is made to FIG. 9, which illustrates the advantageous but optional use of a mirror 40 near the distal end of the processor assembly 20. Use of the mirror 40, which is disposed and configured in any suitable manner to reflect incident solar energy back toward the exchanger 50, provides for a "second pass" of solar energy back to the exchanger 50. This second pass of reflectively delivered energy promotes greater and more even heating of the exchanger along its axis, as the cooler rear face 54 is the recipient of the reflected energy. The use of a distal mirror 40 is particularly indicated in combination with a processor assembly 20 which allows a significant amount of solar energy to transit axially the exchanger 50. For example, and as discussed hereinabove with respect to the radially variable density foil coil exchanger 50 of FIG. 6, the foils 56, 58 of the exchanger may be "loosely" wound near the exchanger's central axis, with the result that a substantial quantity of solar light incident on the front face 52 may pass through the interstices of the exchanger and emerge past the rear face 54 thereof.
[0058]The small directional arrows of FIG. 9 show a hypothetical path of a solar ray through this embodiment of the apparatus. The ray passes through the quartz pane 28 and enters the exchanger 50, e.g., between adjacent windings of the foil separator 56. The ray may reflect one or more times from the surfaces of the foils 56 or 58, exit the exchanger 50, and impinge upon the mirror 40. It then is reflected back toward the exchanger 50, and its impingement upon any surface of the foil coils 56, 58 contributes to the further heating of the exchanger. The apparatus accordingly may include such a mirror 40 disposed in the rear chamber 44 in confronting relation with the back face 54 of the heat exchanger 50, whereby solar energy passing through the exchanger and into the rear chamber 44 is reflectively redirected toward the rear face 54 of the exchanger to heat the exchanger. In some embodiments of the apparatus, up to 20-30% of the solar energy incident upon the front face 52 of the coil passes completely through the exchanger 50; use of the mirror 40 thus may allow the recovery of up to about 70-80% of the 20-30% of the energy that otherwise might be lost to the process.
[0059]FIG. 5A illustrates an optional aspect of the apparatus and method. The disclosed configuration of the foil coil exchanger 50 permits the facile placement of a catalyst 59 in the interstices of the foils 56, 58, if indicated for certain processing reactions. The desired reaction is catalyzed as the gas flows through the exchanger and past the contained catalyst 59. For example, in the use of the apparatus for the reformation of methane, a reformer catalyst 59 can be loaded or lodged in predetermined quantities in some or all the interstices or flow channels defined in the foils 56, 58. A suitable powder-type catalyst for methane reformation might be, for example, the Nickel-based Steam Reforming Catalyst No. 45465 available from Alfa Aesar Company of Ward Hill, Mass., USA. In the optional instance where a powder catalyst is loaded in the exchanger 50, swatches of appropriately sized and gauged nickel gauze can be disposed across the front and rear faces 52, 54 to prevent spillage of catalyst from the interior of the exchanger 50. Alternatively, a layer of catalyst may be fixedly deposited onto some of the surfaces of the foils 56, 58.
[0060]The apparatus and method works well for solar applications because its design transfers concentrated heat (bright solar spot) into a feed or process gas by providing a large gas contact surface area. The use of copper foils 56, 58 in the body of the exchanger 50 is effective, because its high conductivity spreads the heat from the very hot front surface 52 toward the back face 54 (that is not being directly irradiated). Consequently, the gas passing through the foil coil heat exchanger has copious surface for heat transfer. This is expressed by the convective heat transfer equation:
P=K A ΔT
[0061]where P is the thermal power transferred, K is the convective heat transfer constant, and ΔT is the temperature difference between the gas temperature and the temperature of the surface. The convective heat transfer constant K is a function of the type of gas and its velocity, and may be calculated using known concepts and formulae. The convective heat transfer rates typically are between 10 and 35 watts/m2 per degree K, depending on the gas, the surface, and the temperature.
[0062]From the heat transfer equation it can be determined that to transfer 50,000 watts at a ΔT of 100° K requires near 20 m2 of exchanger surface area. If a foil 56, 58 is 10 cm wide, near 100 meters of foil are required for this case (not 200 meters, because each foil 56, 58 has two sides).
[0063]We have operated a case where 44 kW of heat was transferred into flowing air. The foil coil exchanger was 10 cm wide, with the wound foils 56, 58 being 95 meters long. While it is difficult to assign a ΔT for such exemplary run, it is known that the temperature varied between 1060 degrees C. at it hottest point (center of the front face 52 to only about 400° C. at the rear face 54, near the outer edge). The exit gas was heated to an average temperature near 700° C. for the important part of the run. The homogeneity of the gas flow is unknown for the case, but its total flow rate was 147 SCFM.
[0064]It is of interest to look at the range of likely average ΔT and heat transfer parameters for the experimental run. If it is assumed that the gas flow was homogeneous, the product of KΔT would be near 2600 watts/m2. The following Table 1 shows compatible sets of K's and ΔT's for the example run. These are all in the probable range and verify the effectiveness of the disclosed foil coil exchanger design.
TABLE-US-00001 TABLE 1 K (w/m2 K) ΔT (K) 15 173 20 130 25 104
[0065]In order to explore the advantages of flowing the gas in against the thermal gradient in the exchanger (FIG. 8), we built a simplified model of the performance of the foil coil heat exchanger 50 by dividing the coil into five slices with fixed temperatures that we believe approximated those obtained experimentally. The flow channels were triangular with a base of 0.100 inches (100 mil) and an altitude of 0.04 inches (40 mil) (FIG. 5B). The results of the model are shown in Table 2 below. The model shows that much higher temperatures are achieved using the "cool side feed" mode, whereby gas flows from the cooler portion of the exchanger 50 to the hot end, than when it flows from the hot front face 52 toward the cooler rear face 54.
TABLE-US-00002 TABLE 2 Average metal Temp in slice Entering gas (centigrade) temp C. ΔT Centigrade Gas Flow Hot to Cold Slice 1 1000 25 195 Slice 2 750 220 175 Slice 3 575 395 81 Slice 4 450 476 -13 Slice 5 380 463 -40 Exit Temperature 423 Gas Flow Cold to Hot Slice 1 380 25 71 Slice 2 450 96 87 Slice 3 575 183 120 Slice 4 750 303 173 Slice 5 1000 475 263 Exit Temperature 739
[0066]The apparatus and method may be used, for example, to reform methane. The elevated temperatures obtained in the foil coil exchanger 50 are realized from solar energy, and are sufficiently high to drive the natural gas reformation step of the known steam methane reforming process. At high temperatures (700-1100 ° C.) and in the presence of a metal-based catalyst (e.g., nickel), steam reacts with methane to yield carbon monoxide and hydrogen. The appropriate feedstock gases are passed through the exchanger 50 according to the forgoing disclosure, and the reformation reactions thereby driven forward.
[0067]Some of the chemical reactions that can take place in the course of methane reformation are:
CnHm+n H2O→n CO+(m/2+n) H2
and
CO+H2O→CO2+H2
[0068]The produced carbon monoxide can combine with more steam to produce further hydrogen via the water gas shift reaction. Of course, other reactions (some undesirable, like coke formation) can take place if local conditions are favorable. The first reaction is endothermic while, the second reaction is exothermic. Additional fundamentals regarding methane reformation are found in, for example, U.S. Pat. No. 7,087,651 to Lee-Tuffnell, et al., and U.S. Pat. No. 6,312,658 to Hufton, et al.
[0069]The disclosed apparatus and method may also be adapted to exploit the Reverse Water-Gas Shift Reaction (rWGSR). The rWGSR reaction is given by equation:
CO2+H2→CO+ΔH2O H=+9 kcal/mole (38.9 kJ/mol)
[0070]The rWGS reaction accordingly may be exploited to generate CO from CO2. The CO may then be used as feedstock for further processing into useable fuels. For example, produced CO can be feed directly into a known Fischer-Tropsch synthesis system to generate synthetic fuels. The Fischer-Tropsch synthesis is a relatively complex network of both parallel and series chemical reactions; it is a carbon-chain building process whereby CH2 groups are attached to the carbon chain, and involves the catalytic reaction of H2 and CO to form hydrocarbon chains of various lengths. A principle by-product of the Fischer-Tropsch process system is water.
[0071]This reaction is endothermic, and occurs at relatively reduced temperatures in the presence of certain catalysts (e.g., element 59 in FIG. 5A), including CuO, ZnO and or Al2O3, at temperatures of 300° C. or greater. Nevertheless, even at 400° C. the equilibrium constant (Kp) driving the reaction is only about 0.1, and even at somewhat higher temperatures Kp remains of an order perhaps approaching unity. Also, the equilibrium constant is somewhat pressure-dependent, but the value of Kp is likely approximately 0.3 in the pressure range of about 0.5 MPa to 2 MPa. The present apparatus and method are capable, however, of sufficient heat transfer to eliminate the need for catalysis during the rWGSR; the use of expensive and sometimes unpredictable catalysts should be considered optional in the presently disclosed method.
[0072]The catalyzed rWGSR reaction always is most limited, however, by the forward water-gas shift reaction, as the reverse (or in this instance the "reverse-reverse") reaction normally also is catalyzed. One possible mode for minimizing the back-reaction is to condense (and centrifugally separate) H2O from the flowing mix subsequent to partial reaction, followed by a recycling loop. (Separation of CO2 from the produced gas stream will always be necessary.) Further, the undesirable back-reaction can be suppressed by strategic placement of the catalysts within the reactor (forward location in the exchanger 50), coupled with rapid quenching by immediately downstream heat exchangers, such as for example, as disclosed in U.S. Pat. No. 7,140,181 to Jensen, et al., entitled "Reactor for Solar Processing of Slightly-absorbing or Transparent Gases." While cooling the gas stream immediately after the rWGS Reaction shifts the equilibrium toward the promotion of CO2 and H2, at the reduced temperature the forward water-gas shift reaction is relatively slow, and in the absence of an immediately available and suitable catalyst may not occur at all.
[0073]Because in the endothermic rWGS Reaction the amount of equilibrium conversion of carbon dioxide into carbon monoxide is directly proportional to temperature, very high reactor temperature in the foil coil exchanger 50 is desirable. This makes the rWGSR an attractive candidate for the use of concentrated radiant energy to drive the thermochemical process.
[0074]The disclosed method and apparatus thus may be adapted to drive the rWGS Reaction. Concentrated sunlight, as from a suitable mirrored collection dish 10, is directed through the quartz window 28, into the processor assembly 20, and upon the foil coil heat exchanger 50. The spiraled and knurled foils 56, 58 in the heat exchanger 50 provides the heat transfer and also lends itself to providing desirable catalysis, such as by including Cu/alumina or Cu/silica, or CuO in combination with a Ni coating on foils 56, 58.
[0075]Hydrogen is mixed with carbon dioxide to produce an H2: CO2 feed gas mixture in a ratio of approximately 1:1. Alternatively, it may be desirable to "overdose" the H2, to boost the ratio to near 3:1 to reduce the amount of unconverted CO2 in a first pass. Other mixture ratios may be used as well to optimize the performance of the rWGS reactor.
[0076]As seen in FIG. 8, the mixture is introduced into the processor assembly 20 via the rear input port 32, and passes through the solar-heated Cu loaded g-alumina catalyst (or other suitable catalysts) heat exchanger 50 in the housing 24. The temperature within the reaction zone within the heat exchanger 50 is about 450° C. to about 700°, so that CO2 is converted to CO in the exchanger 50 and chamber 42 according to the rWGS Reaction. There preferably is provided a radially variable flow channel cross section through the crinkled foil, for example by using deeper corrugations near the center of the coil comprising the exchanger 50, as seen in FIG. 6. This helps to modulate the strong heating near the center of the apparatus. Smaller flow channels nearer the circumference of the exchanger 50 coil help to "catch up" the outside heating.
[0077]Quenching (rapid cooling) of the process gas is important for CO2 splitting. The quencher is merely a heat exchanger placed immediately downstream of the reaction (where radicals involved in the undesirable back-reactions, including especially the forward gas-water shift reaction, are favored) to cool the gas below about 450° C. and preferably to about 200° or so.
[0078]Accordingly, the produced CO and H2O may be vented through the forward port 30 and immediately quenched in a cooling exchanger (not shown) in the physical absence of any rWGSR catalyst materials. Heat surrendered from the product gasses during quenching can be used to provide pre-heating to the feedstock CO2 entering the input port, if desired.
[0079]The apparatus may be operated in a recycling mode, with close to 100% equilibrium conversion. Alternatively, "boosting" conditions can be provided, as previously explained, to drive the reaction to complete consumption of one of the reactants (e.g., CO2) by overloading the other (H2), followed by product extraction (preferably the produced water). The carbon dioxide may be separated by isothermal compression and further cooling or by other known methods. Produced CO2 preferably is returned to react in the processor 20 via the rear input port 32. The remaining carbon monoxide and hydrogen may be fed directly to a syngas processor. In an alternative process, the hydrogen may be separated (at least partially) from the gas mixture by membrane filtration, and returned as feedstock to the rWGS Reactor processor assembly 20.
[0080]Although the invention has been described in detail with particular reference to these preferred embodiments, other embodiments can achieve the same results. Variations and modifications of the present invention will be obvious to those skilled in the art and it is intended to cover in the appended claims all such modifications and equivalents. The entire disclosures of all patents cited above are hereby incorporated by reference.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2011-07-21 | Primary heat exchanger design for condensing gas furnace |
| 2012-08-09 | Rotary encoder suitable for a use with a gas valve on a range |
| 2009-03-12 | Cooking oven, especially household finishing oven |
| 2011-01-27 | Heater being automatically fed with uniform geometry fuel units |
| 2011-05-19 | Heat recovery installation using solar energy |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-06-09 | Solar thermal heat exchanger |
| 2016-06-09 | Solar powered cooking device |
| 2016-04-07 | Solids-based concentrated solar power receiver |
| 2016-02-11 | Solar thermal collecting system |
| 2015-10-22 | Solar energy collectors and methods for solar energy systems |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2009-11-12 | Coiled heat exchanger with beam spreader especially for use with solar-powered gas processors |
| Top Inventors for class "Stoves and furnaces" | |
| Rank | Inventor's name |
|---|---|
| 1 | Paul Bryan Cadima |
| 2 | David Deng |
| 3 | Andrew Plotkin |
| 4 | Peter Emery Von Behrens |
| 5 | Derek W. Schrock |