Patent application title: Porous Electrically Conductive Carbon Material And Uses Thereof
Inventors:
Markus Antonietti (Bergholz-Rehbruecke, DE)
Bernd Smarsly (Potsdam, DE)
Philipp Adelhelm (Freiberg, DE)
Joachim Maier (Wiernsheim, DE)
Joachim Maier (Wiernsheim, DE)
Sarmimala Hore (Stuttgart, DE)
Sarmimala Hore (Stuttgart, DE)
Yong-Sheng Hu (Stuttgart, DE)
Yu-Guo Guo (Stuttgart, DE)
Assignees:
Max-Planck-Gesellschaft zur Foerderung der Wissenschaften e.V.
IPC8 Class: AH01M458FI
USPC Class:
4292314
Class name: Electrode chemically specified inorganic electrochemically active material containing alkalated carbon, graphite, or carbonaceous component is active material
Publication date: 2009-10-29
Patent application number: 20090269667
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: Porous Electrically Conductive Carbon Material And Uses Thereof
Inventors:
Joachim Maier
Markus Antonietti
Bernd Smarsly
Philipp Adelhelm
Sarmimala Hore
Yong-Sheng Hu
Yu-Guo Guo
Agents:
TOWNSEND AND TOWNSEND AND CREW, LLP
Assignees:
Max-Planck-Gesellschaft zur Foerderung der Wissenschaften e.V.
Origin: SAN FRANCISCO, CA US
IPC8 Class: AH01M458FI
USPC Class:
4292314
Patent application number: 20090269667
Abstract:
This disclosure relates to a porous electrically conductive carbon
material having interconnected pores in first and second size ranges from
10 μm to 100 nm and from less than 100 nm to 3 nm and a graphene
structure and to diverse uses of the material such as an electrode in a
lithium-ion battery and a catalyst support, e.g. for the oxidation of
methanol in a fuel cell. The carbon material has been heat treated to
effect conversion to non-graphitic carbon with the required degree of
order at a temperature in the range from 600° C. to 1000°
C. A lithium-ion battery and an electrode for a lithium-ion battery are
also claimed.Claims:
1. A porous electrically conductive carbon material including graphene
stacks and having first and second pores in first and second different
pore size ranges respectively, wherein said first pores are of irregular
shape in three dimensions, are interconnected to form transport passages
through said carbon material and have sizes in the size range from 10
μm to 100 nm, wherein said second pores are defined between
neighbouring graphene stacks, are of irregular shape in three dimensions,
are interconnected, communicate directly or indirectly via other second
pores with said first pores and have sizes in the size range from less
than 100 nm to 3 nm and wherein said graphene stacks defining said second
pores form wall material between said first pores.
2. A porous carbon material in accordance with claim 1 wherein a majority of said second pores have sizes in the range from 50 nm to 3 nm, and particularly from 3 nm to 8 nm.
3. A porous carbon material in accordance with claim 1 wherein a majority of said first pores have sizes in the range from 5 μm to 500 nm, and particularly in the range from 2 μm to 500 nm.
4. A porous carbon material in accordance with claim 1 wherein the total pore volume comprising micropores with a volume less than 3 nm, the second pores in the size range from less than 100 nm to 3 nm and the first pores in the size range from 10 μm to 100 nm lies in the range from 0.1 to 1.0 cc/g.
5. A porous carbon material in accordance with claim 4 wherein said total pore volume lies in the range from 0.40 cc/g to 0.65 cc/g with the volume of second pores lying in the range from 0.35 cc/g to 0.55 cc/g and the volume of the first pores lying in the range from 0.05 cc/g to 0.1 cc/g.
6. A porous carbon material in accordance with claim 1 wherein the ratio of the total pore volume of the second pores to the total pore volume of the first pores lies in the range from 2 to 12.
7. A porous carbon material in accordance with a claim 1 and having a BET surface in the range from 50 m2/g to 800 m2/g, especially from 250 m2/g to 350 m2/g and particularly of around 350 m2/g.
8. A porous carbon material in accordance with claim 1 and having an H/C atomic ratio in the range from 0.3 to 0.01 and preferably in the range from 0.2 to 0.075 and especially of about 0.1.
9. A porous carbon material in accordance with claim 1 in which the carbon material has been heat treated to effect conversion to non-graphitic carbon with the required degree of order at a temperature in the range from 600.degree. C. to 1000.degree. C.
10. A porous carbon material in accordance with claim 1 in which the carbon is present in the form of non-graphitic carbon comprising a plurality of randomly orientated graphene stacks having stack heights in the range from 2 to 30 nm and lateral extension values LA in the range from 2 to 8 nm, the graphene stacks either contacting one another or being separated by amorphous carbon usually distributed throughout the structure and present between the graphene stacks in a total amount relative to the graphene stacks material of less than 10% by weight.
11. A porous carbon material in accordance with claim 1, wherein the carbon material is made by carbonizing a carbon monolith precursor having a porosity generating fugitive phase dispersed therein, said fugitive phase comprising particles in first and second size ranges, said first size range being from 10 μm to 100 nm and said second size range being from less than 100 nm to 3 nm, and subsequently removing said fugitive phase to form a porous carbon monolith.
12. A porous carbon material in accordance with claim 11, wherein said fugitive phase is SiO2 and is removed from said heat treated carbon monolith precursor by chemical dissolution.
13. A porous carbon material in accordance with claim 11, wherein said fugitive phase is polystyrene and is removed during carbonizing of the carbon monolith precursor by vaporisation.
14. A porous carbon material in accordance with claim 1, wherein the carbon material is made by manufacturing a mixture containing at least one carbon precursor and an organic polymer in an organic solvent,by vaporizing the solvent until a viscous or highly viscous composition of a corresponding shaped body is obtained,by shaping the viscous composition into a shaped body andby heating the composition of the shaped body to a temperature between 600.degree. C. and 1000.degree. C.
15. A porous carbon material in accordance with claim 11, wherein said carbon precursor is a naphthol solution.
16. A porous carbon material in accordance with claim 11, wherein said carbon precursor is mesophase pitch.
17. A porous carbon material in accordance with claim 14, wherein said organic polymer is polystyrene.
18. Use of a carbon material in accordance with claim 1 as an electrode in a lithium-ion battery.
19. Use of a carbon material in accordance with claim 18, wherein the carbon material is present in the form of a carbon monolith.
20. Use of a carbon material in accordance with claim 10 as an electrode, wherein the electrode is made by pasting a mixture of the carbon material and a binder on a metal foil.
21. Use in accordance with claim 20, wherein the ratio of the carbon material to the binder is approximately 9 to 1 by weight.
22. Use in accordance with claim 19, wherein the binder is poly (vinyl difluoride).
23. A lithium-ion battery having an electrode comprising a carbon material as specified in claim 1.
24. An electrode for a lithium-ion battery comprising a carbon material as specified in claim 1.
25. A porous carbon material in accordance with claim 1 when loaded and/or coated with a catalyst.
26. A porous carbon material in accordance with claim 25 wherein said catalyst is platinum (Pt).
27. A porous carbon material in accordance with claim 25 wherein it is loaded and/or coated with ruthenium oxide before being loaded and/or coated with platinum (Pt) as catalyst.
28. Use of a porous carbon material in accordance with claim 25 in a fuel cell, in particular for the oxidation of methanol in a direct methanol fuel cell.
29. Use of a porous carbon material in accordance with claim 26 in a fuel cell in particular for the oxidation of methanol in a direct methanol fuel cell.
30. Use of a porous carbon material in accordance with claim 27 in a fuel cell, in particular for the oxidation of methanol in a direct methanol fuel cell.
31. Use of a porous material in accordance with claim 1 as a support in a chemical, electrochemical, biological or physical device such as a detector, a reactor or a supercapacitor.
Description:
[0001]The present invention relates to a porous electrically conductive
carbon material and to uses thereof e.g. in a lithium-ion battery or in a
fuel cell.
[0002]More specifically, the present invention relates to a porous carbon material, which is particularly adapted for use as an electrode material in a lithium-ion battery, especially for the electrode referred to as an anode in the lithium-ion battery community and for use in a fuel cell, especially a direct methanol fuel cell, as well as for use as a general support medium, for example for use in a chemical, electrochemical, biological or physical device such as a detector, a reactor or a supercapacitor.
[0003]Porous carbon materials are a well known class of substances. They are widely used, mainly in the form of a grain-like powder frequently known by the name of "activated carbon", for example as sorbents for the cleaning and clarification of aqueous media, for filters and gas masks, for air conditioning units, etc., as well as for a catalyst support or as an electrode material. More visionary fields of use are the storage of gas (e.g. H2 or methane), the use as a conductive reactive membrane, for example in a fuel cell, or in so-called "supercapacitors".
[0004]In practically all known systems the transport system formed by the porous structure, which is essential for the characteristics, and also the chemical and the physical functionality, which is advantageous in use, is achieved purely empirically by the selection of starting products, by calcination and frequently also by a subsequent "activation". By way of example, high performance absorbers, such as "Helsatech®", are produced in the technical field by the pyrolysis of ion exchange resins.
[0005]Attempts have been made to achieve carbon material structures with a rationally designed porosity. A first route was pioneered by Ryoo, see for example the article by Ryoo, R. S. H. Joo and S. Jun, "Synthesis of highly ordered carbon molecular sieves via template-mediated structural transformations". Journal of Physical Chemistry B, 1999, 103(37): p. 7743-7746 and Kruk, M., Ryoo, R., et al., Characterization of ordered mesoporous carbons synthesized using MCM-48 silicas as templates. Journal of Physical Chemistry B, 2000. 104(33): p. 7960-7968. this concept was subsequently refined by Schuth, see for example Lu, A. H., Schuth F. et al., Synthesis of ordered mesoporous carbon with bimodal pore system and high pore volume. Advanced Materials, 2003. 15(19): p. 1602-+, and Lu, A. H., Schmidt, W. and Schuth, F., Simplified novel synthesis of or dered mesoporous carbon with a bimodal pore system. New Carbon Materials, 2003. 18(3): p. 181-185.
[0006]This first method is based on the "nanocasting" of silicate structures. For this, grainy zeolite structures or mesoporous silicate monoliths were used. It was found that large surfaces (up to 2050 m2/g) can be combined with a readily accessible mesoporous channel system. All these carbon materials are, however, so designed that they are not electrically conductive or only weakly electrically conductive. That is to say they consist in large part of amorphous carbon. They are not therefore suitable for use as conductive carbon material. So far as is known, electrically conductive structures have not been manufactured in this way because the graphitising temperatures that are required of greater than 2000° C. for the carbon precursors, which have hitherto been used, result in the pore structure being broken down again in large part.
[0007]At this stage, reference should be made to the published US patent application 2005/0169829 A1, which is concerned with providing a robust carbon monolith characterised by a skeleton size of at least 100 nm with a hierarchical pore structure having macropores and mesopores. This structure is proposed for use in a chromatography column and the disclosure of the US reference is heavily weighted towards such use of the carbon monolith. There is, however, a brief mention to the effect that the monolithic carbon column can be used as a porous electrode for any electrochemical system. This is, however, not explained in any further detail. In the methods that are described there a carbon monolith precursor, which is defined as any material that can be carbonised to form a carbon monolith that can be used for chromatographic separation, has to include a particulate, porosity generating fugitive phase, which serves as a template for the pores that characterise the final product.
[0008]In one method, silica beads sized from 800 nm to 10 μm are dispersed in a solvent in a concentration range of 0.1 to 2 g/g using an appropriate dispersing method such as ultrasonic mixing, for example to form a colloid. FeCl3 is then dissolved into the colloid in a concentration range of 0.01 to 0.5 g/g and resorcinol is then dissolved into the colloid in a concentration of 0.1 to 2.5 g/g. The colloid is then agitated to facilitate a reaction to form a resorcinol/Fe(III) complex. Formaldehyde is then added and stirred to achieve homogeneity. The colloid is then transferred into a mould of desired monolith shape and heated to a temperature in the range from about 50° C. to 95° C. for a period of between 0.5 h to 20 h to effect polymerisation of the colloid into a solid monolith, shrinkage of the monolith from the mould wall and curing of the monolith. The solid monolith is then removed from the mould and the solvent evaporated to dryness. The dry monolith is then cured at a temperature in the range of about 40° C. to 150° C. for a time period of 3 h to 20 h to effect complete polymerisation of the monolith material.
[0009]In an alternative method, polystyrene beads are used instead of silica beads. In variants of the method, silica beads of two discrete different particle sizes are used, for example larger particles in the range from 800 nm to 10 μm and smaller particles in the range from 6 nm to 100 nm. The carbon monolith precursors prepared by the above methods are subsequently carbonised and graphitised through a programmed temperature cycle, e.g. using a slow rise in temperature from room temperature to 750° C. followed by a fast temperature ramp to a temperature of up to 2400° C. or higher to graphitise the carbonised rods.
[0010]By varying the pore-forming agents, the sizes for macropores and mesopores can be finely adjusted within the limits described above. The result is a morphology of the carbon material involving a skeleton having macropores of various sizes forming the primary porosity of the carbon monolith. A secondary phase separation results in the secondary porosity on the carbon skeleton.
[0011]The object of the present invention is to provide a novel porous and electrically conductive carbon material having improved properties for certain applications and novel uses of the carbon material. It is a further object of the present invention to provide an improved lithium-ion battery and an improved electrode for a lithium-ion battery. It is a yet further object of the present invention to provide an improved carbon-based electrocatalyst material for use in a fuel cell such as a direct methanol fuel cell.
[0012]In order to satisfy these objects, the present invention provides a porous electrically conductive carbon material including graphene stacks and having first and second pores in first and second different pore size ranges respectively, wherein said first pores are of irregular shape in three dimensions, are interconnected to form transport passages through said carbon material and have sizes in the size range from 10 μm to 100 nm, wherein said second pores are defined between neighbouring graphene stacks, are of irregular shape in three dimensions, are interconnected, communicate directly or indirectly via other second pores with said first pores and have sizes in the size range from less than 100 nm to 3 nm and wherein said graphene stacks defining said second pores form wall material between said first pores.
[0013]In this material a majority of said second pores can have sizes in the range from 50 nm to 3 nm, and preferably from 3 nm to 8 nm. Moreover, a majority of said first pores can have sizes in the range from 5 μm to 500 nm, and preferably in the range from 2 μm to 500 nm. Here the term majority will generally be understood to mean that over 50% of the pores in the first size range have sizes in the preferred range (5 μm to 500 nm or more preferably 2 μm to 500 nm) and that over 505 of the second pores will have sizes in the preferred range (50 nm to 3 nm or more preferably 3 to 8 nm).
[0014]The total pore volume comprising micropores with a volume less than 3 nm, the second pores in the size range from less than 100 nm to 3 nm and the first pores in the size range from 10 μm to 100 nm can usefully lie in the range from 0.1 to 1.0 cc/g. A total pore volume in the range from 0.40 cc/g to 0.65 cc/g is particularly useful, with the volume of second pores lying in the range from 0.35 cc/g to 0.55 cc/g and the volume of the first pores lying in the range from 0.05 cc/g to 0.1 cc/g.
[0015]Such a porous carbon material has a ratio of the total pore volume of the second pores to the total pore volume of the first pores in the range from 3.5 to 12.
[0016]The porous carbon material usefully has a BET surface in the range from 50 m2/g to 800 m2/g, especially from 250 m2/g to 350 m2/g and particularly of around 350 m2/g.
[0017]Moreover, an H/C atomic ratio for the porous carbon material in the range from 0.3 to 0.01, especially in the range from 0.2 to 0.075 and particularly of about 0.1 or less is very useful when the porous carbon material is used as an electrode in a lithium ion battery.
[0018]The carbon material is expediently heat treated to effect conversion to non-graphitic carbon with the required degree of order at a temperature in the range from 600° C. to 1000° C.
[0019]An especially preferred structure for the porous carbon material is such that the carbon is present in the form of non-graphitic carbon comprising a plurality of randomly orientated graphene stacks having stack heights in the range from 2 to 30 nm and lateral extension values LA in the range from 2 to 8 nm, the graphene stacks either contacting one another or being separated by amorphous carbon usually distributed throughout the structure and present between the graphene stacks in a total amount relative to the graphene stacks material of less than 10% by weight.
[0020]It has surprisingly been found that carbon materials can be made using similar techniques to those described in US 2005/0169829 A1 and by other methods, but using comparatively low temperatures which results in materials having a very different structure and characteristics such that rationally designed porous non-graphitic carbons are produced which have an excellent charge capacity and an extremely high rate charge/discharge characteristic, dependent on the carbon precursor that is used and on the heat treatment temperature that is used.
[0021]Another approach to manufacturing monolithic porous carbon materials lies in first manufacturing monolithic porous oxides, for example monolithic silicate columns, available from the company Merck under the designation "Chromolith" or round monolithic silicate discs prepared in accordance with the teachings of Minakuchi and Tanaka, see for example Minakuchi, H., Tanaka, et al., Performance of an octadecylsilylated continuous porous silica column in polypeptide separations. Journal Of Chromatography A, 1998. 828(1-2): p. 83-90.
[0022]The corresponding monolithic silicate components, for example with a height of 0.5 cm and a diameter of 2.5 cm, were taken as a starting point for the present invention. They were first impregnated with a special carbon precursor and were then carefully carbonized in the presence of the silicate. Thereafter, the silicate was removed, for example using fluorides or NaOH, so that a carbon monolith in the form of a negative replica of the silicate structure resulted. By appropriate choice of the starting product, for example in the form of "mesophase pitch", and also the addition of further porogenes it was possible to generate a monolithic carbon material which has pores being in first and second different size ranges, in particular first pores having sizes between 10 μm and 100 nm and second pores having sizes in the range from less than 100 nm to 1 nm, the material being in the form of non-graphitic carbon.
[0023]Monolithic carbon materials have indeed already been synthesized by this process as can be read in the following articles:
Yang, H. F., et al., Synthesis of ordered mesoporous carbon monoliths with bicontinuous cubic pore structure of Ia3d symmetry. Chemical Communications, 2002(23): p. 2842-2843;Shi, Z. G., et al., Synthesis of a carbon monolith with trimodal pores. Carbon, 2003. 41(13): p. 2677-2679, andLu, A. H., J. H. Smatt, and M. Linden, Combined surface and volume templating of highly porous nanocast carbon monoliths. Advanced Functional Materials, 2005. 15(5): p. 865-871.
[0024]However, the monoliths manufactured in this way were often less stable and consisted, as a result of other precursors, all of amorphous carbon.
[0025]Mention should also be made here of GB-A-900,451 which describes an improved fuel cell electrode comprising carbon having a porosity in the range of 10% to 35%, an internal surface area of from 100 to 300 sq. metres/gram a maximum pore diameter of 40 μm and a real density of 1.9 to 2.25 gram/cc., the carbon being impregnated with a fuel cell anodic or cathodic catalyst. More specifically, the document describes the material as having 20 to 80% of the pore volume of carbon formed by pores having diameters in the range of about 0.2 μm to 20 μm and 30 to 70% formed by pores having diameters in the range of about 5 nm to 40 nm.
[0026]The method of manufacture involves mixing fine particles of graphite and lamp black or calcined coke with a suitable binding material such as pitch or cellulosic materials. The mixture is subsequently molded into the desired electrode shape under elevated pressures and by heating to a temperature in the range from 1000° F. to 2500° F. and by subsequently oxidising the material using CO2 at temperatures in the range from 1600° F. to 2000° F. or in oxygen air at 600° F. to 900° F. These values lie generally outside of the temperature range used for the present invention to generate the desired graphene structure which is in any event not present in the material of GB-A-900,451 because of the use of powdered graphite for the starting material.
[0027]Mention should also be made of the document "Easy and flexible preparation of nanocasted carbon monoliths exhibiting a multimodal hierarchical porosity" by An-Hui Lu et al in Microporous and Mesoporous Materials 72 (2004) 59-65. That document describes a porous carbon material having first and second pore sizes of the same general size as the porous material of the present teaching but uses a different carbon precursor and does not therefore achieve the special ordered graphene structure required for the porous material of the present teaching. Instead the reference describes that the mesopore size of the mode of porosity is too small for close to graphitic carbon structures to form. The reference to non-graphitic carbon structures is an ill-defined term for what is correctly termed a graphene structure.
[0028]A preferred use of the porous carbon material of the present invention is as an electrode in a lithium-ion battery. Moreover, the present invention provides a lithium-ion battery having an electrode formed with the carbon material having interconnected pores in first and second different size ranges and also an electrode of a carbon material having interconnected pores in first and second different size ranges for use in a lithium-ion battery.
[0029]The amorphous carbon material present between some of the graphene stacks of the presently proposed carbon material consists of sp3 carbon and can be thought of as mortar between randomly orientated and irregularly shaped bricks, either in form of thin layers (less than 2 nm on average) or also isolated species such as CH or CH2 containing units.
[0030]The carbon material of the invention seems to be such that the first pores are on the micrometer scale, separated by micrometer sized walls (typically 1-10 micrometer). The second pores are located within these thick walls, and their walls are defined by graphene stacks.
[0031]Starting from a so-called non-graphitic carbon such as mesophase pitch it has been found that heat treatment at a temperature in the range from 600° C. to 1000° C. and preferably of not more than 950° C. results in graphene stacks being formed with the desired parameters of height Lc and lateral extension LA as quoted above.
[0032]The term "stack height" or "stacking height" for Lc as used above means the height of the layers of graphene stacked on top of each other. The term "lateral extension LA" has the usual meaning attributed to it in the carbon community. The more ordered the non-graphitic carbon is, the higher are Lc and LA. The values for Lc and LA of the present materials are significantly higher than for other precursors treated to temperatures in the same range. For instance, when furfuryl alcohol or sugar are used and are heated to a temperature in the same range, then they produce lower stacking heights below 1 nm and LA<1 nm. Graphitization, which is undesirable for the purpose of the present invention, can only be achieved at heat treatment temperatures above 2000° K.
[0033]In a first variant of the invention the carbon material is directly used in the form of a carbon monolith, i.e. the carbon monolith is directly used as an electrode in a lithium-ion battery.
[0034]In a second variant of the invention, the electrode is made by pasting a mixture of the carbon material and a binder on a metal foil.
[0035]In this case, the ratio of the carbon material to the binder is preferably approximately 9 to 1 by weight.
[0036]The binder can expediently be poly (vinyl difluoride) and the metal foil can be a copper foil.
[0037]The carbon material can be made by carbonizing a carbon monolith precursor having a porosity generating fugitive phase dispersed therein, said fugitive phase comprising particles in first and second size ranges, said first size range being from 10 μm to 100 nm and said second size range being from less than 100 nm to 1 nm, and by subsequently removing said fugitive phase to form a porous carbon monolith having first and second pores in the same size ranges.
[0038]In an alternative embodiment a carbon material is used which is made by manufacturing a mixture containing at least one carbon containing material and an organic polymer in an organic solvent, by vaporizing the solvent until a viscous or highly viscous composition of a corresponding shaped body is obtained and by heating the composition of the shaped body to a temperature between 600° C. and 1000° C. Said carbon containing material or carbon precursor is preferably mesophase pitch and the organic polymer is preferably polystyrene.
[0039]It has been found, in accordance with the invention, that the structure of the non-graphitic carbon and the battery performance have a direct relationship to one another. The ability to charge a carbon anode with lithium, necessary for the operation of a lithium-ion battery using a carbon anode of a predetermined geometry, sinks with increasing heat treatment temperature and the associated structural change of the non-graphitic carbon, however, its stability and reversibility increases. Accordingly, it is a characteristic of the present invention that the porous transport system and the non-graphitic carbon structure can be selected such that a very high capacity and a very high stability can be realised at the same time as the ability to charge the battery very rapidly. This is of particular importance for a variety of applications, including the use of a lithium-ion battery as an accumulator in a battery-driven vehicle which is charged, for example, regeneratively or from an internal combustion engine or from a fuel cell system. It is also of particular importance for purely electrically driven vehicles, or power sources including mobile phone batteries, which need to be recharged quickly at intervals.
[0040]Preferred embodiments of the invention are also described in the subordinate claims and in the following description.
[0041]The invention will now be described in more detail with reference to examples and to the accompanying drawings in which are shown:
[0042]FIG. 1 Galvanostatic Li-insertion/extraction curves of carbon having pores in first and second size ranges as specified above which has been carbonized (heat treated) at 700° C. and cycled at C/5 between voltage limits of 0.01 and 3 V,
[0043]FIG. 2 Cycling performance of the carbon material of FIG. 1,
[0044]FIG. 3 Rate performance of the carbon material of FIG. 1 heat treated at 700° C. and cycled at different current densities between voltage limits of 0.01 and 3 V,
[0045]FIG. 4 Rate performance of non-porous mesophase pitch carbon heat treated at 700° C. and cycled at different current densities between voltage limits of 0.01 and 3 V,
[0046]FIG. 5 Galvanostatic Li-insertion/extraction curves of the carbon material of FIG. 1 heat treated at 700° C. and cycled at 1C between voltage limits of 0.01 and 3 V,
[0047]FIG. 6 Galvanostatic Li-insertion/extraction curves of the carbon material of FIG. 1 but heat treated at 850° C. and cycled at 1C between voltage limits of 0.01 and 3 V,
[0048]FIG. 7 Galvanostatic Li-insertion/extraction curves of the carbon material of FIG. 1 but heat treated at 1000° C. and cycled at 1C between voltage limits of 0.01 and 3 V,
[0049]FIG. 8 Galvanostatic Li-insertion/extraction curves of the carbon material of FIG. 1 but heat treated at 1500° C. and cycled at 1C between voltage limits of 0.01 and 3 V,
[0050]FIG. 9 Galvanostatic Li-insertion/extraction curves of the carbon material of FIG. 1 but heat treated at 2500° C. and cycled at 1C between voltage limits of 0.01 and 3 V,
[0051]FIG. 10 Galvanostatic Li-insertion/extraction curves of the carbon material of FIG. 1 in the form of a membrane and carbonized (heat treated) at 700° C. and cycled at 1C between voltage limits of 0.01 and 3 V,
[0052]FIG. 11 Rate performance of the carbon material of FIG. 1 formed as a monolith of 3.0 cm diameter and 1 mm thickness and carbonized (heat treated) at 700° C. and cycled at different current densities between voltage limits of 0.01 and 3 V,
[0053]FIG. 12A A diagram illustrating the measurement of lithium insertion and extraction from a carbon monolith using a so-called Swagelock cell,
[0054]FIG. 12B A table showing parameters of an electrode material in accordance with present invention in the form of the carbon material of FIG. 11,
[0055]FIG. 12C An X-ray diffraction diagram showing x-ray diffraction patterns from three different carbon materials formed from three different carbon precursors, including the carbon material made from mesophase pitch on which the test of FIG. 11 was conducted and illustrating a comparatively high level of order of the non-graphitic carbon made from mesophase pitch (but not from the other precursors),
[0056]FIG. 13 A schematic illustration of a lithium-ion battery in accordance with the invention with a carbon electrode on a carrier foil,
[0057]FIG. 14 A lithium-ion battery in accordance with the invention similar to FIG. 1, however with a monolithic carbon electrode,
[0058]FIGS. 15A to 15F A series of sketches explaining the method in accordance with the invention,
[0059]FIGS. 16A and 16B SEM micrographs of porous carbon material as used for an electrode in accordance with the invention,
[0060]FIGS. 17A and 17B Diagrams illustrating the concept of non-graphitic carbon and the non-graphitic carbon structure useful for the present invention,
[0061]FIGS. 18A and 18B The reversible storage capacity of carbon monoliths made from mesophase pitch as a function of the H/C atomic ratio and parameters of the same monoliths as a function of different pyrolysis temperatures, which shows how the temperature range of 600° C. to 1000° C. leads to beneficial results,
[0062]FIGS. 19A and 19B An X-ray diffraction curves for mesophase pitch, with FIG. 19A showing the curve for the raw material with a pronounced 20 peak at 26.5° for a CuKα source and FIG. 19B showing similar diffraction curves for the same material after pyrolysis at different temperatures,
[0063]FIG. 20 A typical SEM image of a sample of a highly porous carbon monolith referred to as HPCM-1,
[0064]FIG. 21 A typical SEM image of HPCM-1 loaded with Pt and referred to as HPCM-Pt,
[0065]FIG. 22 A typical SEM image of HPCM-1 loaded with RuO2 and Pt and referred to as HPCM-RuO2--Pt,
[0066]FIG. 23 cyclic voltammograms of methanol on HPCM-Pt in IM CH3OH/0.5 M H2SO4 electrolyte at 20 mVs-1 at room temperature and
[0067]FIG. 24 cyclic voltammograms of methanol on HPCM-RuO2'-Pt in IM CH3OH/0.5 M H2SO4 electrolyte at 20 mVs-1 at room temperature.
[0068]Turning first of all to FIGS. 17A and 17B the non-graphitic carbon material underlying the present invention will first be described. FIG. 17A shows, in the diagram at the top left, how the structure of non graphitic carbon changes as it is subjected to heat treatment (pyrolysis) at different temperatures. It can be seen from this diagram that in the temperature range of 600 to 1000° C. to which the present invention relates, i.e. 873 to 1273° K., the structure comprises a plurality of randomly orientated small graphene stacks 2. The stacks themselves comprise sheets 4 of carbon atoms arranged in a generally hexagonal arrangement. Each sheet 4 shown as a rectangle in FIG. 17B is termed a graphene. The carbon atoms in each graphene have no positional correlation with the position of carbon atoms in the graphenes below and above.
[0069]As the heat treatment temperature increases, the non-graphitic carbon becomes progressively more ordered and, at a temperature above 2273° K., i.e. 2000° C., is converted into graphite, i.e. a crystalline form of carbon.
[0070]The graphene stacks in the temperature range of interest and for a material having first and second pore sizes in the ranges 10 μm to 100 nm and less than 100 nm to 3 nm (preferably not less than 3 nm) are shown to an enlarged scale in FIG. 17B. The graphene stacks have stack heights in the range from 2 to 30 nm and lateral extension values LA in the range from 2 to 8 nm. The graphene stacks either contact one another or are separated by amorphous carbon usually distributed throughout the structure between the graphene stacks and present in a total amount relative to the graphene stacks of less than 10% by weight.
[0071]As can be seen in FIG. 17B the first pores 6 are separated by micrometer-thick walls, which themselves contain the second pores 8. The second pores 8 are defined between neighbouring graphene stacks 2. This structure has the particular advantage that lithium atoms can readily move into and out of the structure and this contributes to the outstanding properties of the carbon material as an electrode in a lithium-ion battery. More specifically, it has been found that in such non-graphitic carbon material made from mesophase pitch the second pores 8 have an almost ideal size in the range 3 to 8 nm and that relatively few pores with a size less than 3 nm are present and this is extremely favourable in a lithium-ion battery.
[0072]This range for the preferred size of the second pores 8, i.e. 3 nm to 8 nm, also applies to uses of the carbon material in applications other than lithium batteries. E.g., it is also a beneficial size range for a carbon material used as a support for Pt or a RuO2/Pt catalytic loading and/or coating. Because the carbon material is porous the coating with, for example, a catalyst means that the material involved, in this example the catalyst is present on the carbon surfaces within the pores. This can be considered as "internal coating" or as "loading" because the material involved is distributed in the porous carbon in three dimensions. Generally speaking, the range for the sizes of the second pores can extend from 3 nm to under 100 nm, with the range from 3 nm to 50 nm being preferred and the range from 3 nm to 8 nm being particularly preferred. What these size ranges mean is that the majority of the pores, which are of generally irregular shape, have an average size generally at the middle of the range. Thus there are finer and coarser pores within the size range on either side of the average size and indeed there can be finer and coarser pores outside of the size range. For the size ranges quoted above for the second pores finer pores lying outside of the size range are not normally desirable but frequently unavoidable. Larger pores outside the size range for the second pores fall within the size range given for the first pores and can have utility within this range even if they are not preferred for the transport mechanisms associated with the pores in the first, larger, size range. The distribution of the pore sizes of the pores in the second size range cannot be specified more closely with reference to a particular shape of the pore size distribution because this distribution does not necessarily correspond to a standard distribution, such as a normal or Gaussian distribution. Generally speaking, about 80% of the pores will have sizes in the preferred range, with the remaining 20% having sizes outside of the preferred range, but within the total range quoted. Thus, for the preferred size range of 3 nm to 8 nm, 80% of the second pores will have sizes in this range and will have an average size of 5.5 nm. Some pores will be smaller down to the minimum useful size of about 3 nm and some will be larger up to the maximum useful size of just under 100 nm. As noted above, this definition does not mean that pore sizes below 3 nm are precluded. Indeed there can easily be a relatively large number of pores with pores sizes below 3 nm, they are just not important for the applications envisaged. Generally speaking, pores with a pore size under 3 nm can have a total volume which amounts to about 10% of the total pore volume of pores in the second size range. The smaller this percentage the better, since it means there is a higher proportion of the good second pores with a size in the range 3 nm to just under 100 nm.
[0073]The question also arises as to what is understood by an average pore size for pores that have an irregular shape and are indeed largely interconnected so that they form irregular channels in three dimensions.
[0074]One way of looking at this is to consider a section through the material, e.g. as shown in FIGS. 16A and 16B. The large black areas shown in FIGS. 16A and 16B are the pores in the first size range, the first pores, defined here as being the range from 10 μm to 100 nm. For each black area a maximum length dimension L and a maximum width dimension W in the plane of the section can be estimated and the value of (L+W)/2 taken as an average size.
[0075]Alternatively, the area of each black area can be estimated and equated to the surface area of a circle having a surface area of πr2, with the resulting value of 2r being taken as the average size. Both methods tend to lead to comparable results for the average size of the pore. Precisely the same concept can be used for the second pores which are also irregular and largely interconnected in three dimensions.
[0076]Also it can easily be seen from FIGS. 16A and 16B that the walls between the pores in the first size range, i.e. the material of the walls of the structure bounding the interconnected first pores, which has the pores in the second size range, generally has thicknesses comparable to the average sizes of the pores in the first size range. As a result of the presence of the interconnected second pores in this material and the large number of these second pores in the second size range, the average thickness of solid material between the interconnected second pores tends to be comparable with the average size of the pores in the second size range.
[0077]Such structures typically have a ratio of the total volume of the pores in the first size range to that of the pores in the second size range as herein defined in the range from 2 to 12. Such structures have been found to have extremely beneficial properties. The amount of carbon material to pore volume provides for maximum exploitation of the carbon material, e.g. in the sense that a maximum amount of Li can be reversibly absorbed in an Li-ion battery or in the sense that a large exploitable catalytic surface is available in a fuel cell or other catalytic converter. The size range of the first pores provides for good transport of the active fluid, e.g. an electrolyte in a lithium-ion battery, or methanol in a fuel cell, or gas flow in a catalyst supporting gas reactions, through the porous material thereby providing access of the liquid or gas to the active material. The pores in the second size range make the active material readily accessible to the material being transported, e.g. enabling Li ions to attach to the carbon material and be detached from it again in an Li-ion battery or enabling methanol or a suitable gas to reach a catalyst supported on the solid material of the porous structure.
[0078]Again it is not necessary for the pores in the first size range to have sizes throughout the size range although inpractise this tends to be the case although the majority of the first pores have a size in the range from 500 nm to 5 μm and an average size, e.g. as estimated by one of the methods given above, of about 1 μm. Pores with sizes greater than 10 μm are not considered desirable because such sizes tend to reduce the amount of active material present in a unit volume, thus reducing the performance of the material. For this reason smaller first pore sizes are preferred e.g. 1 μm providing this allows adequate access of the relevant fluid to the active material. Smaller pore sizes for the first pores than 500 nm tend to increase the amount of active material available per unit volume and also tend to make the wall thicknesses between adjacent first pores smaller facilitating access to the finer second pores. they can thus be beneficial down to the bottom size of the range given of 100 nm providing they do not undesirably impede the transport of the fluid involved to the smaller pores.
[0079]The use of a material with graphene stacks is particularly beneficial, not just because of the favourable poor structure but also because the graphene stacks result in a degree of electronic conductivity of the interconnected porous structure which is essential for reversible Li-ion storage in an Li-ion battery and for the generation and transport of electricity in a fuel cell.
[0080]Naturally, graphite material per se has good electrical conductivity, however, in the absence of a suitable pore structure it is not useful for any of the applications envisaged. For example, it would not provide sufficient Li storage capacity per gram. More specifically, pure graphite has a Li storage capacity of 372 mAh/gm for the first cycle but reducing for subsequent cycles, whereas the carbon material of the present invention approaches storage capacities of 2000 mA hour/gm for the first cycle and, even allowing for losses in subsequent cycles, the reversible storage capacity remains higher than 500 mAh/gm.
[0081]One other point that is important for the material of the present invention is the so-called H/C atomic ratio. This ratio depends on the precursor that is used and also on the temperature at which the material is pyrolized. For temperatures in the preferred range of 600° C. to 1000° C. the H/C atomic ratio lies in the range from about 30% to about 1%. Ratios of around 20% have been found to be particularly useful.
[0082]Preferred parameters for porous carbon monolith prepared from mesophase pitch can be seen in the table of FIG. 18B. The graph of FIG. 18A shows how the reversible storage capacity in mAh/g is related to the H/C atomic ratio for the same material with reference to different pyrolisis temperatures. FIG. 18A also compares the reversible storage capacity to the theoretical reversible storage capacity.
[0083]It should also be noted that values of the H/C atomic ratio around 0.2 to 0.075 may be beneficial because, e.g. in a Li-ion battery, the lithium ion can bond to the hydrogen sites giving rise to rather large capacities.
[0084]The graphene stack structure described for the material of the present invention with a certain amount of amorphous carbon present between the individual graphene plates or sheets 4 of the graphene stacks 2 and between the graphene stacks is also advantageous in a lithium ion battery because it facilitates the use of propylene carbonate in an electrolyte, e.g. 1M LiPF6 in propylene carbonate as a solvent, for reasons which are not fully understood. However, this is most beneficial because propylene carbonate remains fluid at low temperatures and this makes it possible to enhance the low temperature performance of lithium ion batteries and indeed to enable them to work at all at temperatures below minus 40 degrees C. Other organic anhydrous solvents than propylene carbonate which remain fluid at low temperatures can also be utilised to advantage in an electrolyte in a lithium ion battery incorporating the carbon material of the present invention.
[0085]Mesophase pitch is a particularly beneficial starting material, i.e. precursor for the formation of the porous carbon material presently proposed. One characteristic of mesophase pitch, which is chemically derived from naphthalene, is that it has a pronounced diffraction peak in the 20 diffraction plane at 26.5° which shows there is some degree of ordering present similar to that of graphite in the [002] plane. Generally it is found that precursors suitable for making the carbon material of the present invention can be any organic material or organometallic material having a pronounced diffraction peak at 26.5°.
[0086]FIGS. 19A and B shows such a diffraction curve for mesophase pitch (mesophase pitch (AR) from Mitsubishi) Should an organic material or an organometallic material or an improved form of mesophase pitch be developed with a sharper 2θ peak than mesophase pitch AR, then this should also be beneficial as a precursor for the carbon material of the present invention.
[0087]Referring now to FIGS. 15A-15F, a first method of making a carbon monolith will be described. FIG. 14A shows a glass beaker 10 with an open top 12 and a rod-like SiO2 monolith 14 resting on the bottom of the beaker. The SiO2 monolith is porous having pores in two different size ranges and is fabricated in the manner known from the prior art, for example in the papers by K. Nakanishi and N. Soga in Am. Cerm. Soc., 1991, 10, 2518; N. Tanaka, H. Kobayashi, N. Ishizuka, H. Minakuchi, K. Nakanishi, K. Hosoya and T. Ikegami in J. Chrom. A 2002, 965, 35 and M. Motokawa, H. Kobayashi, N. Ishizuka, H. Minakuchi, K. Nakanishi, H. Jinnai, K. Hosoya, T. Ikegami and N. Tanaka in J. Chrom. A 2002, 961, 53.
[0088]As indicated in FIG. 15B, the SiO2 monolith 14 is then impregnated by adding mesophase pitch dissolved in THF (tetrahydrofurane) into the beaker 10 so that the dissolved mesophase pitch can gradually fill all the pores which is favoured by the capillary action of the SiO2. In order to dissolve the mesophase pitch (Mitsubishi AR) in THF, the mixture is subjected for 20 minutes to ultrasonic agitation (100%) and shaking on a horizontal shaker at low intensity. Alternatively, any other shaker or magnetic stirrer can be used. After shaking for about 3 days, the resultant mixture is centrifuged, for example for 10 minutes at 6500 rpm. The solution is used for the infiltration/impregnation process. The not yet dissolved mesophase pitch can be reused. The ratio by mass of the mesophase pitch solution (the carbon precursor) to the SiO2 is preferably 80:1.
[0089]Thereafter, in accordance with FIG. 15C, the glass beaker containing the SiO2 monolith and the mesophase pitch solution are placed on a shaker 18 and the solution is concentrated by evaporating the THF while subjecting the beaker and the SiO2 monolith to horizontal shaking (double arrow 20) at room temperature. This ensures the pores are completely infiltrated with mesophase pitch.
[0090]Thereafter, after evaporation of the THF, in accordance with FIG. 15D, the SiO2/mesophase pitch hybrid body 14', i.e. the infiltrated monolith, is placed in a quartz tube (22, FIG. 15E) and left to dry for about one day.
[0091]The quartz tube should be slightly larger than the monolith and should surround it. Without the quartz tube or other adequate support, such as a metal container, there is a danger that the monolith will deform or crack. The infiltrated monolith is then carbonized in an oven (24, FIG. 15F) the quartz tube in an N2 or other inert gas atmosphere at a temperature between 600 and 1000° which results in the desired structure of the non-graphitic carbon material supplied in the form of the mesophase pitch.
[0092]The heating rate should be 1.5° K./min with a 6 h plateau at a carbonisation temperature in the range 600-1000° C.
[0093]Thereafter, the monolith is dipped in a bath of a solvent for the silicate template. The solvent can be 4M ammonium hydrogen difluoride in water in an amount of 100 ml solvent for 0.1 g SiO2. Alternatively, the solvent can be a sodium hydroxide-EtOH--H2O solution at a 100° C. After being horizontally shaken for about 3 days (gentle to and from movement), the solution is poured away and the monolith is rinsed once with water. For complete removal of the ammonium hydrogen difluoride, the monolith is shaken to and from on the horizontal shaker in demineralised water. Thereafter, all the liquid is poured away, the monolith is rinsed again and dried for 2 hours in an oven at 100° C. After removal of the silicate template, the carbon monolith can be dried and is ready for use.
[0094]The FIGS. 16A and 16B show two SEM images of a carbon monolith made in accordance with FIGS. 15A-15F using mesophase pitch as the carbon precursor. FIG. 16B is drawn to a larger scale than FIG. 16A and is in fact magnified by a factor of approximately 5 relative to FIG. 16A. The network-like support system, i.e. the interconnected passage system shown in black in FIGS. 16A and 16B, can be clearly recognised and this system is a 1:1 copy of the skeleton of the corresponding silicate structure, i.e. the shape of the silicate skeleton has been preserved in the form of the passages of the carbon monolith from which FIGS. 16A and 16B were prepared. The pore transport system present between the webs, the lighter areas in the images, has a well-defined mesh width here of ca. 2-5 μm. The fine pores of the carbon system are not readily visible in the images of FIGS. 16A and 16B, however, they are indicated by the grainy nature of the lighter areas in FIG. 16B, i.e. of the carbon material. Depending on the dimensions of the silicate structure, pore volumes can readily be achieved in the range from 0.4 to 0.8 cm3/g when using mesophase pitch as the starting product. Moreover, the conditions described in relation to FIGS. 15A-15F lead to a specific surface of ca. 300 m2/g. After removal of the silicate template, the carbon monolith can be dried and is ready for use. The monolith typically has first pores in the size range 10 μm to 100 nm, second pores in the size range from less than 100 nm to 3 nm, a specific surface of approximately 300 m2/g and a total pore volume of approximately 0.4 cc/g.
[0095]It seems that the carbon precursor has to be carefully selected in order to achieve an appropriate non-graphitic carbon structure. This is certainly possibly using "mesophase pitch" with preconjugated carbon units as the precursor. The manufacturing process for the new carbon material is moreover simple (one step infiltration/impregnation at room temperature). The starting materials are favourably priced and the carbon monoliths that are produced are crack-free. They can readily be scaled up to any size that is desired.
[0096]The carbon monolith produced in the above manner can be used as it stands as a carbon electrode in a lithium-ion battery, for example as is illustrated at 30 in FIG. 14. The carbon electrode shown here has a diameter of 4.3 cm and a thickness of 1 to 2 mm. Here, in the manner usual in lithium batteries, the carbon electrode 30 and a lithium electrode 32 are placed spaced apart within a housing 34 and a suitable electrolyte 36 is present between the electrodes. The solution can be a solution of 1 M LiPF6 in ethylene carbonate (EC)/dimethyl carbonate (DMC) in the ratio 1:1 by volume obtained from Ube Industries Ltd., which is accommodated in a glass fibre separator 38 (GF/D from Whatman). The lithium electrode 32 is for example a pure lithium foil available from Aldrich.
[0097]The experimental set up for measuring lithium insertion into and extraction out of a monolithic carbon test body such as 30 is shown in FIG. 12A and will be described using the same reference numerals as in FIG. 13. In FIG. 12A the housing 34 (left hand illustration) takes the form of a so-called Swagelock cell in which the monolithic carbon disc 30 is sandwiched between a stainless steel plate 41 and a glass fibre separator 38 (GF/D from Whatmann). Reference numeral 32 is again a lithium electrode covered with a further stainless steel plate 43. The assembly at the right hand side of FIG. 12A is mounted in the cell at the left hand side with a suitable electrolyte as described above in connection with FIG. 13. The connections to the electrodes 30 and 32 are made via the stainless steel plates 41 and 43 respectively, which are of neutral behaviour so far as the lithium-ion cell is concerned. The external connections to the electrodes are made via the respective terminal screws shown at the top and the bottom of the cell at the left side of FIG. 12A.
[0098]The table of FIG. 12B shows characteristic values measured at different charge densities and after a given number of charging/discharging cycles for the initial capacity and the final capacity of a porous monolithic carbon electrode in accordance with the present teaching. These values were measured using the experimental set up of FIG. 12A with a porous monolithic carbon electrode carbonized at 700° and made, as herein described below, from mesophase pitch by infiltration of a porous SiO2 monolith and subsequent removal of the SiO2 to leave a carbon structure having first pores in the size range from 1 μm to 500 nm and second pores in the size range from less than 20 nm to 3 nm, a specific surface area of around 300 m2/g and a pore volume of 0.6 cm3/g. The local structure of the carbon was also measured by X-ray diffraction. The resulting diffractogram shown in FIG. 12C indicates a comparatively high level of order of the non-graphitic carbon, which is typical of the preorganized mesophase pitch based materials and exceeds other typical carbon precursors. FIG. 12C also depicts for comparison purposes corresponding samples made from sugar and furfuryl alcohol precursors under identical conditions which do not lead to the ordered graphene structure and thus also not to the beneficial results achieved with mesophase pitch as a precursor.
[0099]Other electrolytes can be used in the cells of FIGS. 13 and 14, for example an electrolyte in accordance with EP-A-1505680 of the present applicants.
[0100]As an alternative, the carbon monolith can be ground to a powder, for example a powder with an average particle size of 20 μm and can be mixed with a binder, such as polyvinyl difluoride at a weight ratio of 9 parts of carbon material to 1 parts of PVDF and then pasted onto a metal foil, for example a copper foil of 99.6% purity available from Goodfellow. A lithium-ion battery with a carbon electrode 30' prepared in this manner is schematically illustrated in FIG. 13, the copper foil has the reference numeral 40, otherwise the same reference numerals are used as in FIG. 14 and have the same significance.
[0101]The results of electrochemical experiments performed using two-electrode Swagelok-Type® cells such as that shown in FIG. 12A, in this case using a monolithic carbon electrode in accordance with FIG. 14 prepared as described above. The cell of FIG. 14 was assembled in an argon-filled glove box and investigations of the electrochemical performance at different current densities were carried out on an Arbin MSTAT system. The results will now be discussed with reference to FIGS. 1 to 11.
[0102]FIG. 1 shows the discharge (Li-insertion)/charge (Li-extraction) curves of porous carbon (heat treated at 700° C.) having first pores in the size range from 1 μm to 500 nm and second pores in the size range from less than 20 nm to 3 nm, a specific surface area of around 300 m2/g and a pore volume of 0.6 cm3/g and cycled at a rate of C/5 between voltage limits of 0.01 and 3 V. Charge rates such as C, C/5, C6 are well understood in the art of lithium batteries. It is known that in a fully discharged battery a carbon electrode can incorporate one atom of lithium for every six atoms of carbon, i.e. a compound LiC6 is formed and has a theoretical maximum capacity of 372 mAh/g. If the battery is discharged in five hours, then the discharging rate is specified as C/5, if the discharging is effected in one hour, then the discharging rate is 1C. If the discharging rate is 60C, then this means the battery is fully discharged in 1 minute, at 30C it is fully discharged in two minutes etc. At a current density corresponding to C/5, the first charge capacity after four charging and discharging cycles is about 900 mAh/g. However, it can be seen from FIG. 2 that the charge capacity decreases during the first several cycles and stabilizes at about 500 mAh/g after 40 charging cycles. This is already about 1.6 times higher than the current "good practice" in industry, that is the anode side can have a 1.6 times higher storage density, assuming the same battery weight. It should be noted that it is an important finding of the present invention that it is possible to find higher charge capacities compared to the theoretical maximum when the structure of the carbon electrode is not fully ordered and it does not consist of graphite, but is rather a form of non-graphitic carbon. It has also been discovered that the charge capacity increases as the amount of order of the non-graphitic carbon (i.e. LA and Lc increases but that the reversible charge capacity with repeated discharge cycles is not as high.
[0103]Another excellent property of this non-graphitic carbon having first pores in the size range from 10 μm to 100 nm and second pores in the size range from less than 100 nm to 3 nm, a specific surface area in the range from 50 m2/g to 800 m2/g and a pore volume in the range from 0.1 to 1.0 cm3/g is the high rate capability. Results are shown in FIG. 3 in which rates of up to 60C (one lithium per six formula unit in 1 min.) have been employed. The cell was first cycled at 1C and, after 4 cycles, the rate was increased in stages to 60C. A specific charge capacity of around 543 mAh g-1 was obtained at a rate of 1C after 4 cycles; this value is lowered to 260 mAh g-1 at 10C, 185 mAh g-1 at 20C, 143 mAh g-1 at 30C, 112 mAh g-1 at 40C, 87 mAh g-1 at 50C, and finally, 70 mAh g-1 at 60C. This rate performance is much better that that of non-porous carbon heat treated from the same precursor (mesophase pitch, see FIG. 4). Surprisingly, it can also be seen that the higher the current density, the better is the cycling performance. As far as carbon is concerned, it is the best rate performance ever measured for a carbon electrode in a lithium-ion battery, especially at a higher charging rate.
[0104]FIGS. 5, 6, 7, 8 and 9 show the discharge/charge curves of the same carbon material as described in connection with FIG. 1 carbonized (heat treated) at 700° C., 850° C., 1000° C., 1500° C. and 2500° C. and cycled at 1C between voltage limits of 0.01 and 3 V. It can be seen that the charge capacity decreases with increasing pyrolysis temperature. It can also be seen that the higher the pyrolyzing temperature, the better is the cycling performance. At 2500° C., the electrochemical behaviour of the carbon is more like that of graphite.
[0105]FIG. 10 shows the discharge/charge curves of another type of carbon having first pores in the size range from 10 μm to 100 nm and second pores in the size range from less than 100 nm to 3 nm, a specific surface area in the range from 50 m2/g to 800 m2/g and a pore volume in the range from 0.1 to 1.0 cm3/g which has also been carbonized (heat treated) at 700° C. and cycled at 1C between voltage limits of 0.01 and 3 V. This is used as a repeat experiment to prove that the observed properties do not depend on the specific preparation, but are general for this type of hierarchical porous carbon. FIG. 11 shows the rate performance of this type of porous carbon. It can be seen that it shows almost the same performance with the first sample. An alternative method of preparing suitable porous carbon materials having first pores in the size range from 10 μm to 100 nm and second pores in the size range from less than 100 nm to 3 nm, a specific surface area in the range from 50 m2/g to 800 m2/g and a pore volume in the range from 0.1 to 1.0 cm3/g will now be described including a specific embodiment used for preparing the sample used for the investigations underlying FIGS. 10 and 11.
[0106]In an alternative embodiment (not shown) a porous SiO2 monolith is heated in an oven to 200° C. A naphthol solution is poured over it for a short period of time while the monolith is at 200° C. The naphthol solution, which forms the carbon precursor, is manufactured from naphthol, ethanol and sulphuric acid in a ratio by weight of naphthol:ethanol: H2SO4 equal to 1:3.5:0.15. To prepare this solution, the naphthol is first dissolved in the ethanol and the H2SO4 is then added and the components are then mixed for 30 minutes with a magnetic stirrer. The naphthol solution infiltrates the monolith. The whole monolith is covered completely with the precursor solution and immediately thereafter, the solution is removed with a pipette. In this way a situation is achieved in which only a small proportion of the solution penetrates into the monolith. The so infiltrated monolith is then left for 30 minutes in the oven at 200° C. At 200° C. the ethanol vaporizes and the naphthol carbonizes. This process can be repeated 3 to 4 times to increase the quantity of carbonized naphthol in the monolith. In the end, a stable monolith is obtained. Less frequent infiltration leads to higher porosity (surface area˜2500 m2/g) but more unstable monoliths. The hybrid body comprising the SiO2 matrix and the carbonized naphthol is then heated to a higher temperature such as 800° C. More specifically, it can be heated at a heating rate of 1.5° C./min and held at a plateau of 600° C. to 1000° C. for six hours. Thereafter, the SiO2 is removed using an NaOH or HF solution. A macroporous/mesoporous carbon material remains with a surface area of ca. 800 m2/g.
[0107]In a further possible and generally applicable method, a porous carbon material having first pores in the size range from 10 μm to 100 nm and second pores in the size range from less than 100 nm to 3 nm, a specific surface area in the range from 50 m2/g to 800 m2/g and a pore volume in the range from 0.1 to 1.0 cm3/g and suitable for the present invention can be prepared using the following techniques.
[0108]This general method is based around the concept of manufacturing a mixture which contains at least one carbon precursor and an organic polymer in an organic solvent, vaporizing the solvent until a viscous or highly viscous composition or a corresponding shaped body is obtained, with subsequent pyrolysis of the composition of the shaped body at temperatures between 600° C. and 1000° C. Pitch, in particular mesophase pitch, is preferably used as the carbon precursor. The organic polymer can be polystyrene. A Lewis acid can be added to the mixture during its preparation. The heating of the shaped body preferably takes place initially to temperatures between 200 and 400° C. and then to temperature between 500° C. to 1000° C. Many variations of the method are possible. For example, the mixture, which is initially prepared, can contain two or more different organic polymers of different molecular mass or one organic polymer with two or more different molecular masses. One or more softeners can be added to the mixture. The mass or composition which is formed can be shaped by extrusion.
[0109]Basically, all substances can be used as carbon precursors which produce directly, or after the carbonisation or pyrolysis, a three-dimensional structure which consists predominantly of carbon. Examples for such carbon precursors are pitches, in particular mesophase pitch, but also naphthen or other organic compounds or organo-metallic compounds can be considered providing they show a pronounced 20 diffraction peak at 26.5° using an appropriate source such as a CuKα source. The carbon precursors can be used individually or as a mixture of two or more carbon precursors.
[0110]The term "pitch" includes all viscous to solid tar-like or bituminous fusible materials which remain, for example, after pyrolysis or distillation of organic materials (natural substances), or of coal tar or bituminous tar. In general, pitches consist of high molecular cyclic hydrocarbons and heterocycles which can have a molecular mass of up to 30,000 g/mol.
[0111]Mesophase pitch is a type of pitch was consists of various, principally aromatic hydrocarbons and contains anisotropic liquid crystalline regions. A review concerning the manufacture and characteristics of mesophase pitch is provided by Mochida et al., The Chemical Record, Vol. 2, 81-101 (2002). Mesophase pitch can, for example, be purchased from the Mitsubishi Gas Chemical Company.
[0112]As organic polymers it is possible to use all organic polymers with a solubility parameter in accordance with Hildebrandt between 8 and 12. In the same way, the term organic polymer will be understood to mean mixtures of two or more corresponding organic polymers which can have different molecular masses or the same molecular masses. Furthermore, mixtures can be used as the organic polymer, which have an organic polymer in two or more different molecular masses. The term organic polymer will also be understood to include copolymers or block polymers, such as for example polyoxyethylene glycolether ("Brij" tensides) or poly(ethylene oxide)-β-poly(propylene oxide). In a preferred embodiment polystyrene is used as the organic polymer. The molecular mass of the polymers used typically lies between 500 g/mol and 1,000,000 g/mol, preferably between 10,000 and 500,000 g/mol. In principal, polymers with molecular masses above 500,000 to 1,000,000 g/mol can be used. It was, however, found that polymers with larger molecular masses easily precipitate during the removal of the solvent and can thus disturb the phase separation inherent in the manufacturing method under discussion. If mixtures of different polymers or mixtures of a polymer with different molecular masses are used, then a mixture is preferably selected of an organic polymer with a molecular mass between 500 and 10,000 g/mol and an organic polymer with a molecular mass between 50,000 and 500,000 g/mol. Through the choice of the organic polymer and its molecular mass, or the mass distribution using polymer mixtures, it is possible to exert an influence on the later pore distribution in the shaped body. The molecular mass and the molecular mass distribution determine the demixed structure which arises on evaporation of the solvent and thus the porosity. Smaller molecular masses lead to later demixing and thus to smaller pore systems.
[0113]All organic solvents or solvent mixtures can be used as the organic solvent, which are able to dissolve the carbon precursor and the organic polymer to an adequate degree. Furthermore, it is advantageous when the solvent can be evaporated as simply as possible. Accordingly, solvents with a low boiling point and/or high vapour pressure are preferred. Examples for suitable solvents are THF or Xylol.
[0114]Evaporation signifies in this context the at least partial removal of the organic solvent up to a formation of a shapeable composition. The evaporation can take place by simply allowing the mixture to stand, i.e. by vaporisation, or can be accelerated, for example in that a surface which is as large as possible is produced, for example in a shallow container. Alternatively, or additionally, the temperature can be increased or a vacuum can be generated. Melt extrusion signifies in this context the introduction of a concentrated shapeable composition in the described sense into a heatable extrusion plant. The phase separation can be completed in the extrusion plant and/or the burning out of the organic polymer can at least be started there. Through the melt extrusion a shaped body is formed. This is, however, not the only possibility of forming a shaped body; the composition can simply be cast into an appropriately shaped mold.
[0115]Pyrolysis signifies in this connection a tempering or temperature treatment, i.e. heating of the composition. As a rule, the organic polymer is at least partly burned out by pyrolysis, i.e. removed or converted into non-graphitic carbon or graphite. Carbonisation is also a type of pyrolysis.
[0116]Carbonisation signifies here the conversion of a carbon precursor into non-graphitic carbon or graphite or both.
[0117]In carrying out the process, a mixture is first formed which contains a carbon precursor and an organic polymer in an organic solvent. A quantity of the solvent is not critical in this respect, since it is later removed by evaporation. Suitable mixing ratios (carbon precursor plus organic polymer: organic solvent) typically have weight ratios between 1:100 and 3:1, depending on the solubility of the carbon precursor and of the organic polymer in the organic solvent.
[0118]The mixture, which contains a carbon precursor and an organic polymer in an organic solvent, is preferably a solution. The mixture can, however, also include small proportions of undissolved carbon precursor and/or organic polymer without this disturbing the further conduction of the process. Furthermore, non-soluble substances, such as inorganic pigments, particles or the like, can be added to the mixture.
[0119]The mixture in accordance with the invention can also be an emulsion. Here, the terms "dissolve" or "dissolving" are used in conjunction with the manufacture of the mixture which contains at least one carbon precursor and at least one organic polymer in an organic solvent. However, these terms do not mean that 100% of the substances are dissolved, but rather that a part of the substances has been dissolved, for example preferably 70 to 95%. If only a smaller proportion of the components is dissolved, then the total or predominantly remaining part of the non-dissolved material can be separated by filtration or centrifuging or by decanting. The carbon precursor and the organic polymer are, however, preferably fully dissolved. The carbon precursor and the organic polymer can first be separately dissolved in the organic solvent and subsequently mixed, or can be directly dissolved at the same time or after one another in the organic solvent. Generally, it is more expedient to dissolve the carbon precursor and the organic polymers separately in the organic solvent and then to mix them, since in this way the dissolution characteristics of the components can be better taken into account. For example, when using pitches such as mesophase pitch, it can transpire that these components cannot be fully dissolved in the quantity of solvent provided. The operator can then decide whether to increase the quantity of solvent or to simply use the dissolved material by separating it from the non-dissolved material. Dissolving can be assisted by technical means, such as heating, stirring or ultrasonic treatment.
[0120]If initially separate solutions of the carbon precursor and the organic polymer are produced in the organic solvent, then the preferred concentrations for these solutions are 10-70% by weight, in particular 40-70% by weight for a carbon precursor and 10-60% by weight, preferably 30-60% by weight of the organic polymer. The volume relationships between the carbon precursor and the organic polymer are determined by the desired macroporosity. Typical volume ratios between the carbon precursor and the organic polymer lie between 1:0.1 to 1:10 and preferably between 1:0.5 and 1:4.
[0121]If the two solutions are formed separately, then they are substantially united with vigorous stirring to ensure full mixing. The carbon precursor and the organic polymer can also be dissolved in different solvents if, after uniting the two solutions, the final mixture is adequately homogenous and no precipitation of one of the components is observed.
[0122]Further substances can be added to the mixture of the organic solvent, carbon precursor and/or organic polymer. These can, for example, be substances which influence the later demixing, such as softeners, further solvents, tensides, substances which influence the later carbonisation behaviour such as, for example, Lewis acids like FeCl3, or Fe, Co, Ni or Mn, or substances which influence the material characteristics of the later shaped body. When Lewis acids are added, then these are preferably added in a quantity which corresponds to 0.1 to 10% by weight of the carbon precursor.
[0123]The at least partial phase separation which is aimed at for the formation of the macroporous structures can take place both during evaporation of the solvent and also during later mechanical or thermal treatment, for example melt extrusion. As a rule, the phase separation already starts during the evaporation of the solvent and is continued during later mechanical and/or thermal treatment.
[0124]In just the same way an extraction step can be carried out prior to heating of the shaped body. This extraction step can serve for the extraction of an organic solvent which is difficult to remove completely by allowing the solvent to vaporize or, however, for the removal of at least a part of the organic polymer. Thus, the extraction step can fully or partly replace the pyrolysis of the organic polymer. The extraction can take place with all aqueous or typically organic solvents or solvent mixtures. Depending on the purpose of the extraction, the person skilled in the art is able to select suitable solvents.
[0125]During the heating or pyrolysis, the organic polymer remaining in the composition is burned out or also carbonized and in this way generates a pore structure. Depending on the organic polymer the situation can be such that the organic polymer is almost fully burned out or, however, that a certain proportion of residues (principally carbon residues) from the organic polymer remains in the carbon-containing material or shaped body following pyrolysis.
[0126]Moreover, during the heating or pyrolysis, the structure of the carbon precursor changes. For the pitch or mesophase pitch which is preferably used as a carbon precursor a certain ordering of the material takes place during the temperature treatment. Through the temperature treatment, the graphenes grow laterally and the graphene stacks grow vertically. Moreover, the degree of order of the graphene stack increases.
[0127]It has been found that the higher the carbonisation temperature and the more complete the carbonisation, the more the total porosity reduces, with the porosity given by pores in the second size range reducing more strongly. The heating can take place while precluding oxygen, i.e. under an inert gas atmosphere, such as one of the noble gases or nitrogen. In a preferred embodiment the heating of the shaped body takes place in steps, with it being heated initially to temperatures between 200 to 400° C. and subsequently to temperatures between 500 and 1000° C.
[0128]The first tempering to 200 to 400° C. serves for the preliminary cross-linking of the carbon precursor and thus the generation or ripening of the demixing structure which is of importance here. Typically this temperature is held for a period from 1 hour to 48 hours.
[0129]In a second tempering step the shaped body is then heated to temperatures between 500 and 1000° C. Here, the duration of the heating and the level of the temperatures determines how completely the carbonisation is to be carried out. In particular, the duration of the carbonisation and the temperature curve during the carbonisation make it possible to exert an influence on the material characteristics, such as the proportion of carbon and the porosity.
[0130]During the at least partial evaporation of the organic solvent and prior to, during or after the heating of the viscous composition of the shaped body, the latter can be additionally activated. Activation signifies here that the pore structure of the shaped carbon monolith and/or its surface is modified relative to a carbon monolith otherwise produced in the same manner. An activation can, for example, take place by treating the green body prior to heating with substances such as acids, H2O2, or zinc chloride which attack the structure of the monolith and in particular lead to a change of the pore structure during subsequent heating or chemically change the surface of the shaped body. In just the same way, such substances can also be used during the heating, or heating can take place in an oxygen flux. Such forms of activation in particular lead to the formation of micropores or other chemical functionalization of the surface of the shaped body, for example by the formation of OH or COOH groups by oxidation.
[0131]The activated or non-activated carbon monoliths obtained after heating can be used directly or can be previously mechanically or chemically processed. For example, they can be cut by means of suitable saws or provided with specific chemical functionalities by means of chemical derivatisation methods, i.e. activated.
[0132]It is thus possible at almost every stage of the method to influence the material characteristics of the later carbon monolith by the addition of specific substances or to introduce specific chemical functionalities. It is also possible to add stabilizers, substances to assist in carbonisation, inorganic particles or fibres to the solution.
[0133]The porous carbon monoliths produced in the above manner have a porosity which can be intentionally set. Through the use of a method in which at least a partial phase separation takes place a bimodal or oligomodal pore structure can be produced. In a bimodal pore structure in which the pores are, in particular, produced by phase separation they can have a bimodal or oligomodal pore structure. With a bimodal pore structure or oligomodal pore structure, the carbon monolith has communicating pores in first and second different size ranges, so that it is possible for liquids to migrate through the interlinked pores in the shaped body in the first size range and reach the pores in the second size range. The size and number of the pores in each of the two size ranges can be determined by the choice of the organic polymer, by its concentration and by its molecular weight. An influence can be effected on the pore size and the pore size distribution also by the duration and temperature of the pyrolysis step. The size of the pores in the second size range can typically be set between 3 and 100 nm, preferably between 5 nm and 30 nm, and the pores in the first size range typically have a size between 100 nm and 5 μm. Total porosities of over 50%, preferably between 60 and 80% by volume, can be produced without problems while preserving the favourable mechanical characteristics.
[0134]Through the above described manufacturing methods, the porosity of the carbon monoliths can be intentionally set over a wide pore size range and a hierarchical pore size distribution can be produced. The specific surface of the shaped bodies produced typically lies above 50 m2/g, preferably above 300 m2/g, with higher values also being obtainable.
[0135]A specific example of the above described method will now be given.
[0136]First of all, mesophase pitch (Mitsubishi AR) is dissolved in THF with a weight ratio mesophase pitch: THF of 1:3 which is conducted in a closable vessel. In order to dissolve the mesophase pitch, the mixture is subjected to 20 minutes of ultrasonic excitation (100%) and shaking on a horizontal shaker at low intensity. As an alternative, any other shaker or magnetic stirrer can be used. After seven days the mixture is centrifuged (10 min at 6500 rpm). The solution then contains 10% by weight of mesophase pitch. The non-dissolved mesophase pitch can be reused.
[0137]In order to introduce the carbonisation at low temperatures, a Lewis acid such as FeCl3 is added to the mesophase pitch solution (1-10% by weight FeCl3 related to the solid component in the mesophase pitch solution). The solution is then stirred for 15 minutes.
[0138]The organic polymer, here polystyrene (molecular weight 250,000 g/mol) is then dissolved in THF (weight ratio polystyrene:THF=1:20).
[0139]The polystyrene solution is then dropped into the mesophase pitch solution while stirring vigorously. The relative quantity of polystyrene to mesophase pitch determines the final absolute porosity of the material. The finished solution is then stirred vigorously for 30 minutes.
[0140]For the demixing, the solution is then poured into a Petri dish. After evaporation of the THF, a thin layer of polystyrene/mesophase pitch solution remains. The sample is subjected to preliminary cross-linking in the Petri dish for 48 hours at 340° C. and under an N2 atmosphere. Further carbonisation is then carried out at 500-750° C. to preserve the structure and to achieve the desired porosity.
[0141]The carbon material which is obtained contains first pores in the size range from 10 μm to 100 nm and second pores in the size range from less than 100 nm to 3 nm, a specific surface area in the range from 50 m2/g to 800 m2/g and a pore volume in the range from 0.1 to 1.0 cm3/g, the foregoing values being determined by means of Hg porosimetry and by use of a scanning electron microscope.
[0142]In an alternative example, the manufacture of the carbon monolith takes place analogously to the above described example, but using the following precursor solutions:
[0143]Mesophase pitch in THF:
ca. 2 g mesophase pitch (Mitsubishi AR)+10 g THF+0.2 g FeCl3.
[0144]Solution of the organic polymers:
1 g Brij 58+20 g THF.
[0145]To conclude, the new carbon material shows a combination of energy storage density, stability, and positive charging/discharging speed not previously accessible. Finally, it should be noted that carbon material which has been carbonized at 2500° C. leads to a porous graphite having just first pores in the size range from 10 μm to 100 nm and has an electrochemical behaviour more like that of graphite. However, it shows a much better rate performance than commercial graphite.
[0146]Considerable attention has been paid to direct methanol fuel cells (DMFCs) because of their potential use in powering portable electronic devices. An effective electrocatalyst is the key component in DMFCs. Among various candidates, Pt and Pt-based composites have shown the highest electrocatalytic activity towards methanol oxidation. However, a critical problem with Pt-based catalysts is their prohibitive cost. In order to lower the cost, in recent years efforts have focused on the development of high-surface-area porous carbon supports with controlled porosity which can lower the platinum-based catalyst loading in DMFCs.
[0147]The experiments, which will be described in the following, were carried out on a sample of highly porous carbon monolith referred to in the following as HPCM-1. This sample is the sample shown at the third entry in the table of FIG. 18B. More specifically, the sample HPCM-1 carbonized from mesophase pitch at 1000° C. has a surface area of 277 m2 g-1 and pore volume of 0.47 cm3 g-1. The diameters of mesopores and macropores in HPCM-1 are ˜7 nm and 1-4 μm respectively. The electrical conductivity of this HPCM-1 is about 0.1 S cm-1 because of a continuous electronic pathway provided by the well-interconnected graphene structure within the walls of HPCM-1. From FIG. 20 the network structure of HPCM can be clearly observed with a fully interconnected macro- and mesoporosity.
[0148]Such hierarchical networks offer a very good compromise between infiltration rate and surface area. The connecting carbon bridges are nanoporous in themselves.
[0149]More specifically, rods of HPCM-1 were cut into small pieces (HPCM: diameter 4 mm, thickness 1 mm) and loaded/coated with Pt.
[0150]The electrochemical deposition and characterization of platinum nanoparticles were carried out in a one-compartment cell connected to a solartron 1255 impedance/gain-phase analyzer coupled with a solartron 1287 electrochemical interface instrument. The HPCM supports were tied on Ni mesh by Ni wire and the remaining part of the Ni mesh was covered by teflon tape. The cell was equipped with a Platinum foil as a counter electrode and a saturated calomel electrode (SCE) as a reference electrode. All potentials described here were measured versus SCE. An electrolyte solution consisting of 0.5 M H2SO4 and 2 mM H2PtCl6 was used for the electrodeposition of platinum. The Pt nanoparticles were electrodeposited on the HPCM-1 sample at a constant potential of -0.2 V for 60 s. The mass ratios of Pt electrodeposited, calculated from the cathodic charge passed corresponding to the reduction of PtIV to Pt0, is about 3%˜4%. An SEM image of the resultant Pt loaded/coated with HPLM-1 sample is shown in FIG. 21.
[0151]A further sample was prepared with a loading/coating of RuO2 being applied before the loading/coating with Pt. An SEM image of this sample is shown in FIG. 22.
[0152]For this sample, RuO2 nanoparticles were first loaded into the HPCM-1 sample by using a low-temperature decomposition of ruthenium tetroxide (RuO4), a precursor that has been employed to prepare RuO2 thin films at rather low temperature. Aqueous RuO4 (0.5 wt-%) solution was received from Strem Chemicals. RuO2 and the coating experiment was carried out using the method described by Z. Yuan, R. J. Puddephatt, M. Sayer, in Chem. Mater. 1993, 5, 908, and by J. V. Ryan, A. D. Berry, M. L. Anderson, J. W. Long, R. M. Stroud, V. M. Cepak, V. M. Browning, D. R. Rolison, C. I. Merzbacher, in Nature 2000, 406, 169. A piece of HPCM-1 was placed in one side of a "H" shaped vessel. About 2 mL of pentane was added to the other side of the same "H" shaped vessel at -78° C., then warmed to room temperature and allowed to equilibrate with the HPCM for some time. By slowly cooling the "H" shaped vessel, the pentane was condensed into the other side and filled the HPCM. In order to operate at such low temperature, a solution of RuO4 in pentane with a very low melting point and low viscosity was used to minimize capillary forces on the HPCM during the wetting process at such critical conditions. 10 mL of pentane was employed to extract RuO4 from the aqueous RuO4 solution at low temperature. A certain amount of the solution of RuO4 in pentane was added to the side of the "H" shaped vessel containing the HPCM which was pre-cooled to -78° C. under a dry ice/acetone bath. The "H" shaped vessel was allowed to warm slowly to room temperature over a period of several days. All the operations were carried out in a well-vented hood until all the pentane was evaporated in the "H" shaped vessel, the obtained dry sample was then put into a vacuum oven and heated at 200° C. for 1 h. The amount of RuO2 is about 4 wt-% corresponding to a complete extraction and transformation of RuO4.
[0153]The procedure described above for loading Pt into HPCM-1 without prior coating with RuO2 was then used for introducing Pt into the sample of HPCM-1 loaded/coated with RuO2. From a comparison of the SEM images shown in FIGS. 21 and 22, it can clearly be seen that the Pt nanoparticles are smaller and much better dispersed in the HPCM with RuO2 than the one without RuO2.
[0154]The electrocatalytic performances of the two samples were characterized with a three-electrode configuration, where a platinum foil, saturated calomel electrode (SCE) and HPCM-Pt/HPCM-RuO2--Pt electrode were used as counter, reference and working electrodes, respectively. The used electrolytes were 1 M methanol in 0.5 M H2SO4 solution. The electrolyte was purged with nitrogen gas for 30 min prior to electrochemical measurements. Cyclic voltammograms were carried out on a Solartron SI 1287 electrochemical interface. The results are shown in FIGS. 23 and 24 for HPCM-Pt and HPCM-RuO2--Pt respectively.
[0155]Pt together with its alloys, have been widely used as catalysts in various chemical reactions, especially in the direct methanol fuel cells (DMFCs) owing to their excellent properties regarding adsorption and dissociation. The electrocatalytic activity of HPCM-Pt and HPCM-RuO2--Pt for the oxidation of methanol was measured in an electrolyte of 1 M methanol in 0.5 M H2SO4 by using cyclic voltammograms (CVs).
[0156]The peak potential for the oxidation of methanol on HPCM-Pt is approximately 0.8 V (vs. SCE). The peak current density of the first forward scan (If) cycle for the HPCM-Pt with a Pt loading of 0.25 mg is up to 87 mA (i.e. the mass current density per unit mass of platinum is 348 mA mg-1). It is believed that the HPCM-Pt sample described here shows the highest catalytic activity observed for pure Pt with carbon as support.
[0157]In the reverse scan, an oxidation peak is observed, which is primarily associated with the removal of the residual carbon species formed in the forward scan. The residual carbon species are oxidized according to the following reaction:
Pt═C═O+Pt--OHad→2Pt+CO2+H++e.sup.
[0158]Therefore, the ratio of the forward oxidation current peak (If) to the reverse current peak (Ib), If/Ib, is an index of the catalyst tolerance to the poisoning species, Pt═C═O. A higher ratio indicates more effective removal of the poisoning species on the catalyst surface. The If/Ib ration of HPCM-RuO2--Pt (see FIG. 24) is 1.4, much higher than that of the HPCM-Pt (see FIG. 23) ca. 0.8, showing much better catalyst tolerance of the HPCM-RuO2-Pt composite.
[0159]The experimental results reported here highlight the potential application of the HPCM as an efficient Pt electrocatalyst support for methanol oxidation.
[0160]Thus, a novel porous carbon monolith (HPCM) with high surface area, and hierarchically porous structure consisting of both macropores and mesopores have been synthesized by a soft colloidal template route and investigated as an efficient electrocatalyst support for methanol oxidation. The high surface area can enhance the catalyst dispersion, and the hierarchically porous structure of the carbon monolith with the right sizes allows a quick transport and easy accessibility of the reagent molecules to the catalytic sites of dispersed catalysts, consequently enhancing the utilization of catalysts and giving a good performance of methanol anode. The carbon monolith loaded with Pt catalysts exhibits outstanding mass activity (˜350 mA/mg Pt) for methanol oxidation. Better tolerance to poisoning species has also been achieved by first introducing RuO2 nanoparticles to the carbon monolith followed by Pt loading on them.
[0161]It has also been found that a coating of gold on the porous carbon material of the present invention has particular utility as a detector.
[0162]The term electrically conductive as use in relation to the material of the present invention means a conductivity comparable to that of a good semiconductor but less than that of a metal, e.g. a conductivity in the range 104 Sm-1 to 0.1 Sm-1.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20150134358 | Connected Medical Devices |
| 20150134357 | METHOD AND SYSTEM FOR ENSURING AND TRACKING HAND HYGIENE COMPLIANCE |
| 20150134356 | MONITORING DEVICE FOR MANAGEMENT OF INSULIN DELIVERY |
| 20150134355 | POST PROCEDURE CARE AND WELLNESS MANAGEMENT |
| 20150134354 | SYSTEM AND METHOD FOR REDUCING HEALTHCARE-ASSOCIATED INFECTIONS BASED ON HAND HYGIENE |
Images included with this patent application:
 |  |
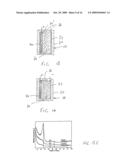 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2021-12-02 | Electrode and electrode material comprising sulfur-limonene polysulfide for lithium-sulfur batteries |
| 2017-09-14 | Battery pack |
| 2017-01-26 | Energy storage unit having a plurality of galvanic cells, battery cell for an energy storage unit of this kind, and method for producing the battery cell |
| 2017-01-26 | Energy storage unit, particularly a battery module, and an energy storage system comprising a plurality of energy storage unit |
| 2016-04-21 | Battery cell assembly |
| Top Inventors for class "Chemistry: electrical current producing apparatus, product, and process" | |
| Rank | Inventor's name |
|---|---|
| 1 | Je Young Kim |
| 2 | Norio Takami |
| 3 | Hiroki Inagaki |
| 4 | Tadahiko Kubota |
| 5 | Yo-Han Kwon |