Patent application title: DEVICE AND METHOD FOR CHANGING THE REEL IN AN UNWINDER
Inventors:
Stefano Petri (Capannori (lucca), IT)
IPC8 Class: AB65H1920FI
USPC Class:
2425542
Class name: With attachment to preceding material with automated control cutting
Publication date: 2009-05-07
Patent application number: 20090114757
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: DEVICE AND METHOD FOR CHANGING THE REEL IN AN UNWINDER
Inventors:
Stefano Petri
Agents:
MCGLEW & TUTTLE, PC
Assignees:
Origin: SCARBOROUGH, NY US
IPC8 Class: AB65H1920FI
USPC Class:
2425542
Abstract:
To obtain the automatic change of the reel in an unwinder, in particular
for reels of paper and other materials in web form, operation in which a
reel (2) that is nearly empty is replaced with a new reel (2'), wherein
provision is made to connect a tail portion (LC) of the web of the nearly
empty reel (2) to the head portion (LT) of the web of the new reel (2')
after overlapping of said ends (LC) and (LT), said overlap step begins
along the surface of the new reel 2', right next to the latter.Claims:
1. Method for automatically changing the reel in an unwinder, in
particular for reels of paper and other materials in web form, operation
in which a reel (2) that is nearly empty is replaced with a new reel
(2'), wherein provision is made to connect a tail portion (LC) of the web
of the nearly empty reel (2) to the head portion (LT) of the web of the
new reel (2') after overlapping of said ends (LC) and (LT), characterized
in that said overlap step begins along the surface of the new reel 2',
right next to the latter.
2. Method according to claim 1 characterized in that said ends (LC) and (LT) overlap while both are moving, directed towards a web exit section of the unwinder.
3. Method according to claim 1 characterized in that said overlap takes place while at least one of said reels is rotating about the respective axis.
4. Method according to claim 3 characterized in that both said reels rotate about their axes before said overlap step begins.
5. Method according to claim 1 characterized in that during the substitution of the reel (2) that is nearly empty with the new reel (2') the latter intercepts a tail portion (4) of reel (2) that is nearly empty.
6. Method according to claim 1 characterized in that an adhesive means (14) is applied to said head portion (LT) of the web of the new reel (2') before the connection thereof with the tail portion (4) of the reel (2) that is nearly empty takes place.
7. Method according to claim 1 characterized in that a mechanical connection is realized between said portions (LC) and (LT) by means of ply-bonding.
8. Method according to claim 1 characterized in that the web (4) unwound from the reel (2) that is nearly empty is subject to loosening due to the weight of the new reel (2') while the latter is positioned in an operative station (S1) previously engaged by the reel (2) that is nearly empty and further due to the free and concurrent rotation of the reel (2) that is nearly empty positioned in a temporary parking station.
9. Method according to claim 1 characterized in that the web (4) unwound from the reel (2) that is nearly empty is subject to cut at a point upstream of said connection.
10. Device for automatically changing the reel in an unwinder, in particular for reels of paper and other materials in web form, of the type comprising an unwinding station wherein a reel freely rotates about the longitudinal axis (300) of the respective core (30), thus being unwound to feed the respective web material downstream, a temporary parking station (S2) provided upstream of said unwinding station (S1) wherein reels (2) that are nearly empty are positioned and means for transferring the reels (2) that are nearly empty from said unwinding station (S1) to said parking station (S2), characterized in that it comprises a plurality of idle rollers or bearings (29) which are disposed in said parking station (S2) with their axes (290) parallel to the axis (300) of the core (30) of the reel (2) that is nearly empty.
11. Device according to claim 10 characterized in that said rollers or bearings (29) are provided, in correspondence of said parking station (S2), at the end of a ramp defined by an inclined plane (13) connecting said unwinding station (S1) with said parking station (S2).
12. Device according to claim 10 characterized in that it comprises automatic cutting means disposed and acting between said parking station (S2) and said unwinding station (S1), said cutting means being intended to cut the web (4) provided by the reel (2) that is nearly empty.
13. Device according to claim 10 characterized in that it comprises pressure means (30), provided downstream of said unwinding station (S1), indeed to exert a pressure onto glued portions of the webs provided by the reel that is nearly empty and the new reel, said pressure being exerted along the transverse direction of the webs, said portions being a tail portion of the web (4) unwound from the reel (2) that is nearly empty and a head portion of the new reel (2').
14. Device according to claim 10 characterized in that it comprises for mechanically joining the tail portion of the web unwound from the reel (2) that is nearly empty and the head portion of the new reel.
15. Device according to claim 14 characterized in that it means for guiding said tail and head portions directed towards said mechanically joining means.
16. Device according to claim 12 characterized in that it comprises a control unit (C) to which said cutting means are connected.
Description:
[0001]The present invention concerns a device and a method for changing
the reel in an unwinder, which may be used, in particular, for paper
reels and other materials in web form.
[0002]As is known, the function of unwinders is to unwind a web material from a reel to supply it to one or more machines located downstream in a determined work cycle.
[0003]In a possible known conformation, an unwinder comprises a bearing structure on which are arranged two conical supports intended to engage two corresponding mandrels inserted bilaterally in the central tubular nucleus of the paper reel, called also "core", in such a way that the reel is free to turn around the respective axis and the free unwinding of the respective web is allowed.
[0004]A relatively important phase in the use of unwinders is the changing of the reel, that is the operation with which a nearly empty reel is replaced with a new reel. This operation, which must guarantee the continuity of the supply of web to the machines located downstream, is most frequently carried out in an almost exclusively manual way with both the reels stopped. In practice, the first reel, which is nearly empty, is moved away from the support cones, between which an operator, with the aid of a mechanical lifter, then fits a new reel to be unwound; the operator must also manually slacken an end portion of the paper web supplied by the nearly empty reel and connect that portion of web to the portion at the start of the web on the new reel. Besides this, the operator must manually cut the finished web, in a point upstream from said connection.
[0005]It is clear that the operation described above is closely linked with the skill of the operator and, in the event of failed, imprecise or faulty connection of the webs of the two reels involved, it leads to interruptions in the production cycle downstream from the unwinder, with economic damages due to the resulting production loss. Examples of mechanical unwinders, in which human intervention is reduced, are given in WO 2004/080869, WO 2004/080867, WO 2004/043827, U.S. Pat. No. 6,679,451 and EP 822912. However, these known unwinders are rather complex, from both the mechanical and the functional point of view.
[0006]The main aim of the present invention is to overcome the above-mentioned inconveniences, that is to optimise and simplify the reel changing operation.
[0007]This result is achieved, in conformity with the present invention, by adopting the idea of realising a device and a method having the characteristics described in the independent claims. Other characteristics of the invention are the object of the dependent claims.
[0008]Thanks to the present invention, it is possible to change the reel automatically, precisely and in complete safety, without having to assign this operation to particularly expert or qualified personnel. Moreover, a device in conformity with the present invention is relatively simple and economic to make, and, in relation to its mechanical and functional simplicity, it is reliable even after a prolonged period of use.
[0009]These and other advantages and characteristics of the present invention will be better understood by any technician in the field from the following description, with the aid of the enclosed drawings, given here simply as a practical example of the invention, but without limiting it in any sense, in which:
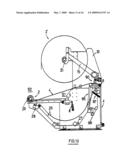
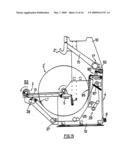
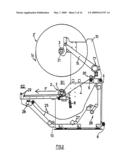
[0010]FIGS. 1-6 illustrate a possible embodiment of a device in conformity with the invention, represented in a schematic side view with transparent parts and others omitted for greater clarity, during successive operative phases of changing the reel;
[0011]FIGS. 7-10 are enlarged details of FIGS. 4, 5 and 6;
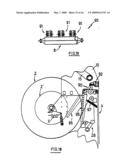
[0012]FIGS. 11-15 represent another possible embodiment of a device in conformity with the invention, represented in the same way as in FIGS. 1-6:
[0013]FIGS. 16-18 are enlarged details of FIG. 15;
[0014]FIG. 19 schematically represents the device for mechanically joining the webs coming out of the unwinder illustrated in FIGS. 11-15, seen on a plane at a right angle to the advancing direction of the webs;
[0015]FIG. 20 is a simplified block diagram of the connections between some of the parts of the present unwinder.
[0016]In the enclosed drawings the numerical reference 1 indicates, on the whole, a possible embodiment of an unwinder according to the present invention. In the continuation of this description, the expressions "upstream" and "downstream" refer to the direction of advance of the web (towards the right in the drawings). Moreover, the term "end portion or tail end" defines that portion of the web of a reel that is finishing, obtained by cutting and intended to be joined to the initial portion or "head portion or end" of the web of a reel intended to replace the one that is finishing.
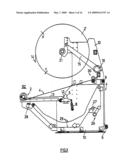
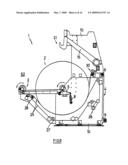
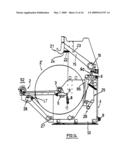
[0017]The unwinder 1 is provided with a pair of conical supports, of the same type as those used in conventional unwinders, suited to engage two mandrels 50 inserted from opposite sides in the core 3 of a reel 2 during the unwinding of the latter, so as to define a horizontal axis around which the reel itself is free to rotate. In other words, between said support cones is defined an unwinding station of the web supplied by the reel 2, this station being identified with S1 in the drawings. For simplicity's sake, and as they are known to the technicians in the sector, the aforesaid cones are not illustrated in the drawings.
[0018]In FIG. 1, the unwinder 1 is shown in an operative condition corresponding to the initial phase of unwinding the reel 2. In FIG. 2, the unwinder 1 is shown in an operative condition corresponding to the practically complete unwinding of the reel 2. In both cases, the web 4 unwound from the reel 2 and drawn downstream by the machines that use it (machines which are of a known type and therefore not described or illustrated in the drawings), passes around a plurality of rollers 6 arranged in succession, coming out of the unwinder 1. The axes of said rollers 6, hereinafter called also exit rollers, are parallel to the axis of rotation of the reel 2, that is horizontal and situated transversely with respect to the web 4.
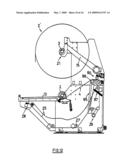
[0019]As contemplated in traditional unwinders, the unwinding station S1 comprises a pair of arms 5, usable, as further described below, to move away the reel 2 when it is finished. Each arm 5 is hinged, at one of its ends, on a respective side of the base frame 10 of the unwinder, and presents a shaped part 12 with the profile of an arc of a circle intended to exert a thrust on the mandrels 50 inserted in the core 3 of the reel 2 when it must be removed from the station S1. Reference 7 indicates a pin which defines the respective hinging axis, which is parallel to the axis around which the reel 2 rotates. On the arm 5, on the side opposite the pin 7, is hinged the rod 9 of a cylinder 8. The skirt of the cylinder 8 is fixed to the corresponding side of the frame 10 by means of a pin 11. The activation of the cylinder 8, that is the extension of the respective rod 9, determines a rotation of the arm 5 around the pin 7 (in a counter-clockwise direction with reference to the drawings). Said rotation of the arm 5, determined by the activation of the cylinder 8, causes the reel 2 to be moved away from the unwinding station S1 towards a temporary parking station S2, which is at a lower height than the unwinding station S1 and is connected to the latter by means of an inclined plane 13. In practice, the portion 12 of the arm 5 exerts a thrust on the reel 2, bringing the latter onto the inclined plane 13 where the reel moves, by gravity, until it arrives at the temporary parking station S2 (see arrow F in FIG. 2) . The temporary parking station S2 is provided with idle rollers or bearings 29 with parallel axes 290 which interact with the mandrels 50 inserted in the core 3 making it free to rotate around the respective longitudinal axis 300 and allowing the reel 2 to freely rotate despite the transfer of the same reel 2 from the station S1 to the station S2. Said rollers or bearings 29 are installed at the end of the ramp defined by the inclined plane 13, with the respective axes parallel to the axis of rotation of the reel 2, that is at a right angle to the sides of the aforesaid frame 10 and, therefore, transverse with respect to the web 4. In conformity with the example shown in the figures in the enclosed drawings, on each side of the frame 10 two rollers 29 are fitted, the axes of which are at different heights to allow the most precise adaptation to the diameter of the core 3.
[0020]The unwinder 1 is also provided with a device exhibiting two support arms 15, which are hinged onto an upper portion of the frame 10, by corresponding pins 16. The rear end of each arm 15 is interlocked with a gear motor 17 which commands its rotation around the axis of the respective pin 16, from and towards the station S1. The distal end 18 of each of the arms 15 supports a hook 21 shaped in such a way as to support the mandrels 50 inserted in the core 3 of a new reel 2'. The reel 2' is taken onto the hooks 21 by means of a bridge crane (already known and not represented in the drawings) normally available in the plants where the unwinder is used.
[0021]Advantageously, on the outer surface of the head end "LT" of the web on the reel 2' a means is applied for joining the webs supplied by the reels 2 and 2'; said means may consist, for example, of a piece of double-sided adhesive tape 14 extending along the whole width of the end "LT", or of a predetermined amount of glue applied along an extent of the same length. Preferably the reel 2' is loaded onto the hooks 21 in such a way that said end "LT" is on the side of the reel 2' opposite the one facing the pins 16 of the arms 15 and inside a sector "XY" the projection of which on the plane 13 is between the stations S1 and S2.
[0022]Each hook 21 is hinged onto the distal end 18 of the respective arm 15 and on it acts the rod 24 of a cylinder 22, the skirt of which is hinged on the arm 15 in a point indicated with 23. For simplicity's sake, said cylinder 22 is shown only in FIG. 14.
[0023]As said above, the activation of the gear motor 17 determines a rotation of the arms 15 around the pins 16. Said rotation corresponds to a lowering of the reel 2' supported by the hooks 21, that is a shift towards the unwinding station S1 where the reel 2' is passed to the arms 5. The activation of the cylinder 22, with a retraction of its rod 24, determines a rotation of the respective hook 21 (counter-clockwise in the drawings), allowing the release of the hook and the return of the arms 15 into the initial raised position.
[0024]of course, in the phases of moving a reel away from the station S1 and replacing it with a new reel, the aforesaid cones are open, that is released from the respective mandrels 50, while they are arranged in a position to engage the mandrels 50 only after a reel has been definitively positioned in the station S1.
[0025]The unwinding station S1 is also provided, as in unwinders of the known type, with a pair of belts 25, located at a predetermined distance and parallel to each other so as to interact with two corresponding edges of the reel during unwinding. The belts 25 are closed in a loop on respective rollers 27 and they are driven in a known way. Also acting on them is a device 26 of a known type for taking up tension. In practice, when working the belts 25 are constantly stretched tight so as to present, on the part facing the unwinding station, that is in temporary contact with the reel placed in the station S1, an extension corresponding to the arc of circumference temporarily defined by the reel being unwound.
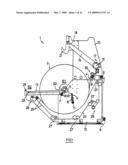
[0026]FIG. 3 shows a phase of the reel changing operation, in which the reel 2 is empty and is suitable freed from the cones after the belts 25 have been slackened on a command given by the control unit "C" described below. In this condition, the reel 2 is pushed (towards the left in the figure) by the arms 5 and arrives at the station S2, while the new reel 2' to be unwound is supported by the hooks 21 on the arms 15. The web 4 of the reel 2 is represented as a straight line that connects the station S2 to the first of the output rollers 6. Said roller 6 is located opposite a pressing element 30 which presents a longitudinal extension corresponding to the width of the web 4. In other words, the presser 30 is situated and acts transversely with respect to the web 4.
[0027]FIG. 4 shows the phase in which the new reel 2' has been placed in the unwinding station S1 (the belts 25 are stopped).
[0028]Next (FIG. 5) the belts 25 are reactivated, causing the rotation of the reel 2'. Of course, before reactivating the belts 25 the aforesaid cones are introduced in the mandrels 50 of the reel 2'.
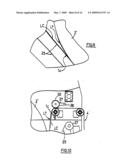
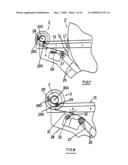
[0029]The positioning of the reel 2' in the station S1 determines the interaction of the same reel 2' with the web 4 that is going downstream. In other words, as it goes down, the reel 2' intercepts the web 4 coming from the reel 2 and the web 4 is automatically subject to loosening under the weight of the reel 2', because the rollers or bearings 29 allow the free rotation of the reel 2 around its own axis in the station S2. The detail in FIG. 7 shows the head portion "LT" of the web of the reel 2' which rests on the end portion of the web coming from the reel 2 located in the station S2.
[0030]Once the reel 2' has been positioned in the station S1 and the belts 25 have been reactivated, so that the reel 2' starts rotating, the web on the reel 2 is pulled forward, since it is between the belts 25 and the reel 2'.
[0031]The contact between the end "LT" suitably positioned for joining (for example with double-sided adhesive tape 14 or glued) and the web 4 going downstream determines the connection between the webs of reel 2 and reel 2'. The initial connecting phase is illustrated in FIG. 5 and in greater detail in FIG. 9. Since the surface of the reel 2' is in contact with the belts 25, effective gluing between the two webs is carried out in the points of contact. The presence of said presser 30, which acts on the whole width of the outgoing web, determines a perfect adhesion along the whole width of the webs thus connected. FIG. 6 and in greater detail FIG. 10, show the aforesaid head portions "LT" and end portions "LC" shortly before arriving at the presser 30. Said presser 30 may consist, for example, of a rubber roller fitted next to the first exit roller 6, with the axis parallel to and facing the axis of the latter, on a corresponding pair of arms 37 hinged on the aforesaid frame 10 and interlocked with an actuator 36 that commands their rotation around the axes of the respective hinges 38 so as to obtain, on command of the unit C mentioned below, the moving of the roller 30 towards the opposite exit roller 6 and, vice versa, its moving away. In this way, it is possible to activate the presser 30 in time with the transit of the joining line of the two webs and deactivate it afterwards, by moving the roller 30 away from the said first exit roller 6.
[0032]The unwinder 1 also comprises a cutting device 28, the action of which is shown in FIG. 5 and which is illustrated in greater detail in FIG. 8. In practice, the cutting device 28 cuts the web 4 of the reel 2 upstream from the point of joining with the end "LT" of the web of the reel 2', determining the formation of the tail end "LC" of the web supplied by the nearly empty reel 2. The cutting device 28 comprises, in the example shown in FIG. 8, a blade 32 supported by the distal end of an arm 31, the proximal end of which is radially fixed to a shaft 33 with axis parallel to the width of the web. The rotation of the shaft 33 (counter-clockwise rotation in the figure) determines the intervention of the blade 32, which extends for such a length as to allow the cutting of the web 4 on its entire width.
[0033]The tail end "LC" and the head end "LT" of the webs supplied respectively by the reels 2 and 2' overlap while they are both moving, that is directed towards the exit or output of the unwinder. More in particular, as may be seen in the detail in FIG. 9, said overlap begins along the surface of the reel 2', that is right next to it.
[0034]The control of the cutting means 28 may be programmed to cut the web of the finishing reel 2 in a stage in time after that of said overlap and also in a previous phase (for example with relation to the length of the plane 13, that is to say the distance between the stations S1 and S2). In the first case, said overlap takes place while both the reels 2 and 2' are rotating about their respective axes. In the second case, said overlap takes place while only the reel 2' is rotating, the reel 2 being stopped in the station S2 due to cutting of the respective web and, therefore, not being subject to any action that determines its rotation.
[0035]The empty reel is then moved away using the bridge crane mentioned above.
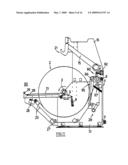
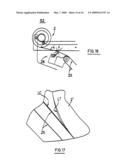
[0036]FIGS. 11-19 in the enclosed drawings concern a further embodiment of the present unwinder; in these figures, the elements the same as those in FIGS. 1-10 have the same alphanumeric references. In the example shown in FIGS. 11-19, a different mechanism is provided for joining the tail end "LC" and the head end "LT" of the webs supplied by the reels 2 and 2'. The phases of replacing the empty reel 2 with a new reel 2' and of overlapping said ends "LC" and "LT" take place as described above with reference to FIGS. 1-10. More particularly, said join is realized mechanically, rather than by gluing, by means of a ply-bonding unit 90 fitted in place of the presser 30. The wheels 91 of the unit 90 are interlocked with a corresponding actuator 92 which commands their movement from and towards the roller 6 below: when the aforesaid ends "LC" and "LT" are close to the unit 90, this is activated by the actuator 92, bringing the wheels 91 close to the roller 6 below and it is deactivated after a predetermined time, once the mechanical union of the two ends has been realized, with detachment of the wheels 91 from the roller 6. Immediately upstream from the ply-bonding unit 90 is fitted a suction plane 95 which facilitates and guides the exit of the ends "LC" and "LT" to be joined. Said plane 95 is fitted rotating on a corresponding horizontal axis 96, that is transverse to the web and parallel to the axes of rotation of the reels 2 and 2', commanded by a corresponding actuator 97 anchored to the frame 10. The actuator 97 determines the rotation of the plane 95 around the axis 96 (clockwise rotation in the figure) to adapt its position to the diameter of the reel located in the station S1 as shown schematically in FIG. 18. In practice, the suction plane 95 is at a tangent to the reel present in the station S1, irrespective of its diameter, and it realizes an efficient means for guiding the material in web form towards the ply-bonding unit 90. Advantageously, suction on the plane 95 is activated at the same time as the cutting means 28 and is maintained for a predetermined time. Said plane 95 is interlocked with a suction device 98 (shown only in the block diagram in FIG. 20). Of course the suction is of such an extent as to allow the adhesion of the material in web form on the plane 95 but without preventing its advance towards the ply-bonding unit 90.
[0037]The movements and commands of the various elements may be managed automatically by means of a programmable electronic control unit C, of the type known to industrial automation technicians and, therefore, represented only schematically in FIG. 20. In particular, the control unit C is connected to a sensor 34 located in the unwinding station S1 and apt to detect the diameter of the reel in the same station. By means of the sensor 34 it is possible to coordinate the movement of the various parts, such as, for example the cones that support the reel, identified with number 35 in FIG. 20, the cylinders 8 and 22, the gear motor 17, the tensioning device 26 for the belt 25, the cutting device 28, the ply-bonding unit 90, the aforementioned suction unit 98 and the actuator 36 of the presser 30. The control unit "C" also commands the stopping and restarting phases of the machines interlocked with the unwinder, that is to say, the machines receiving the webs unwound from said reels.
[0038]The machine described above allows a rapid and easy passage from the unwinding of one reel to that of the next reel, guaranteeing high safety and speed in the connection of the webs of the two reels and maximum safety for operators.
[0039]It is understood that the drawings show only a possible embodiment of the invention, the forms and configurations of which may vary without however departing from the idea underlying the invention.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
Images included with this patent application:
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2009-03-12 | Device and method for moving reels in an unwinder |
| 2010-07-22 | Method and apparatus for decelerating a machine reel of an unwinder |
| 2008-11-27 | Device for maintaining a yarn in a spooler |
| 2009-09-24 | Tension device and heat exchange fin manufacturing machine |
| 2010-12-02 | Device for continuous reeling of a pulp web |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2022-05-05 | Adjustable field of view laser system for web processing |
| 2015-03-12 | Automatic splicing device |
| 2010-11-18 | Non-stop unwinding device with limited bulk for rolls of web-like material |
| 2010-07-29 | Printing press and paper-splicing method for reel stand unit |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2008-12-11 | Device and method for removing the jacket from cliche rollers in printing machines |
| Top Inventors for class "Winding, tensioning, or guiding" | |
| Rank | Inventor's name |
|---|---|
| 1 | Masaru Ukita |
| 2 | Wataru Yanagawa |
| 3 | Akira Niitsuma |
| 4 | Akira Sumiyashiki |
| 5 | Yoshiaki Maekubo |