Patent application title: STRETCHABLE ELASTIC NONWOVEN LAMINATES
Inventors:
Jayshree Seth (Woodbury, MN, US)
Janet A. Venne (Roseville, MN, US)
Janet A. Venne (Roseville, MN, US)
Katherine A.s. Graham (Roseville, MN, US)
IPC8 Class: AD04H1300FI
USPC Class:
442329
Class name: Nonwoven fabric (i.e., nonwoven strand or fiber material) nonwoven fabric has an elastic quality nonwoven fabric comprises an elastic strand or fiber material
Publication date: 2009-02-19
Patent application number: 20090047855
Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
Patent application title: STRETCHABLE ELASTIC NONWOVEN LAMINATES
Inventors:
Jayshree Seth
Janet A. Venne
Katherine A.S. Graham
Agents:
3M INNOVATIVE PROPERTIES COMPANY
Assignees:
Origin: ST. PAUL, MN US
IPC8 Class: AD04H1300FI
USPC Class:
442329
Abstract:
There is provided an elastic nonwoven laminate. The elastic layer is
laminated along at least one face to an extensible nonwoven web via
strand spacer elements that extend in a first direction of the nonwoven
web providing for a strengthening effect in the first direction. The
elastic layer is attached to the extensible nonwoven web without any
significant bonding of the extensible nonwoven web to the elastic layer
between the spacer elements wherein the elastic nonwoven laminate is
easily extensible in a second direction without activation.Claims:
1. An elastic nonwoven laminate comprising an elastic layer having a first
face and a second face, the elastic layer laminated along at least one
face to an extensible nonwoven sheet, the extensible nonwoven sheet
comprising an extensible nonwoven web having strand spacer elements that
extend in a first direction of the extensible nonwoven web, providing for
a strengthening effect in the first direction, the elastic layer attached
to the extensible nonwoven sheet without any significant bonding of the
extensible nonwoven web to the elastic layer between the spacer elements
wherein the elastic nonwoven laminate is extensible in a second
direction.
2. The elastic nonwoven laminate of claim 1 wherein the strand spacer elements are inelastic and there are from 2 to 30 continuous strands per centimeter, provided at a basis weight of 10 to 200 g/cm.sup.2.
3. The elastic nonwoven laminate of claim 2 wherein the strand spacer elements are inelastic and there are from 5 to 20 strands per centimeter, provided at a basis weight of 10 to 100 g/cm.sup.2.
4. The elastic nonwoven laminate of claim 2 wherein the strand spacer elements are extrusion laminated to the extensible nonwoven web.
5. The elastic nonwoven laminate of claim 1 wherein extensible nonwoven sheets are bonded to both faces of the elastic layer.
6. The elastic nonwoven laminate of claim 1 wherein the extensible nonwoven sheet can be extended in the second direction by 10 percent at a force of 50 g/cm or less and the force required to initially extend the elastic nonwoven laminate in the second direction by 20 percent is increased by 150 percent or less, versus the elastic layer without attached extensible nonwoven sheets or webs.
7. The elastic nonwoven laminate of claim 1 wherein the extensible nonwoven web can be extended in the second direction by 10 percent at a force of 5 g/cm or less and the force required to initially extend the elastic nonwoven laminate in the second direction by 20 percent is increased by 100 percent or less, versus the elastic layer without attached extensible nonwoven sheets or webs.
8. The elastic nonwoven laminate of claim 1 wherein the elastic layer is an elastic film.
9. The elastic nonwoven laminate of claim 8 wherein the elastic film is a multilayer film material.
10. The elastic nonwoven laminate of claim 8 wherein the basis weight of the elastic film is from 30 to 100 g/m.sup.2.
11. The elastic nonwoven laminate of claim 8 wherein the basis weight of the elastic film is from 40 to 80 g/m.sup.2.
12. The elastic nonwoven laminate of claim 4 wherein the extensible nonwoven web is a carded nonwoven web.
13. The elastic nonwoven laminate of claim 4 wherein the extensible nonwoven web is a carded asymmetric nonwoven web.
14. The elastic nonwoven laminate of claim 12 wherein the carded nonwoven web is not bonded except in the extrusion bonding process to the extruded spacer elements.
15. The elastic nonwoven laminate of claim 1 wherein the extensible nonwoven has a basis weight of from about 10 g/m2 to about 50 g/m.sup.2.
16. The elastic nonwoven laminate of claim 1 wherein the extensible nonwoven has a basis weight of from about 10 g/m2 to about 20 g/m.sup.2.
17. The elastic nonwoven laminate of claim 12 wherein the asymmetric nonwoven web has a CD tensile strength at break of less than 750 grams force per 50 mm, a MD tensile strength at break of at least 1000 grams force per 50 mm and an elongation at break of at least 50 percent in either direction.
18. The elastic nonwoven laminate of claim 12 wherein the asymmetric nonwoven web has a CD tensile strength at break of less than 600 grams force per 50 mm and MD tensile strength at break of at least 2000 grams force per 50 mm and an elongation at break of at least 50 percent in either direction.
19. The elastic nonwoven laminate of claim 1 wherein the force required to extend the elastic nonwoven laminate after the initial elongation in the second direction by 20 percent is increased by 50 percent or less, versus the elastic layer without attached extensible nonwoven sheets or webs.
20. The elastic nonwoven laminate of claim 2 wherein the force required to extend the elastic nonwoven laminate after the initial elongation in the second direction by 20 percent is increased by 20 percent or less, versus the elastic layer without attached extensible nonwoven sheets or webs.
21. The elastic nonwoven laminate of claim 2 wherein the force required to extend the elastic nonwoven laminate after the initial elongation in the second direction by 20 percent is increased by 10 percent or less, versus the elastic layer without attached extensible nonwoven sheets or webs.
22. The elastic nonwoven laminate of claim 4 wherein the extensible nonwoven web is a flat web.
23. The elastic nonwoven laminate of claim 4 wherein the extensible nonwoven has arcuate portions.
24. The elastic nonwoven laminate of claim 1 wherein the resulting laminate has an initial extension in a given first direction of at least 10 percent at 2.5 Kg force per 50 mm.
25. The elastic nonwoven laminate of claim 1 wherein the resulting laminate has an initial extension in a given first direction of at least 30 percent at 2.5 Kg force per 50 mm.
Description:
TECHNICAL FIELD
[0001]The present invention relates to stretchable elastic nonwoven laminates comprising a thermoplastic elastic web bonded on one or both sides to a nonwoven with attached spacer elements and to methods and equipment for making such elastic nonwoven laminates and products such as disposable garments (including diapers, training pants, and adult incontinent briefs) in which they are used.
BACKGROUND OF THE INVENTION
[0002]Elastic nonwoven laminates are highly desirable for use in the field of disposable absorbent articles such as diapers, adult incontinent products, feminine hygiene and the like. Elastic films or webs by themselves are difficult to handle and have undesirable tactile and strength properties. For these reasons and others the art has proposed laminating nonwovens to elastic films or webs. The nonwovens can strengthen the elastic and provide a soft and non-tacky feel. The problem is that with attached nonwovens the nonwoven elastic laminate as formed is often a product with little or no elastic properties. Numerous patents have addressed this problem. Many solutions are directed at ways to "activate" the elastic nonwoven laminate, which generally involves weakening the nonwoven in the direction of desired elasticity, generally by stretching. Namely an elastic nonwoven laminate is formed and then placed under tension by a variety of techniques and stretched, see e.g., U.S. Pat. Nos. 5,167,887, 4,834,741 and 7,039,990. The stretching weakens the attached nonwoven allowing the underlying elastic (generally a film) to more freely stretch and recover. One problem with this approach is that it is difficult to obtain uniform stretching of the entire laminate at low elongations. This can be addressed by stretching the laminate to the natural draw ratio of the elastic film. However, if the laminate is stretched to the natural draw ratio of the elastic film to obtain uniform stretching, the elastic properties may not be those desired and/or the laminate could break.
[0003]Another proposed method to obtain cross-direction elastic properties, discussed in U.S. Pat. No. 5,789,065, is by using nonwoven type fabrics that are "necked" prior to applying them to an elastic sheet. Necking is the process of reducing the width of a nonwoven, or the like, by stretching the nonwoven lengthwise. Not all nonwoven fabrics are neckable so care needs to be made in selecting the nonwoven fabric. The resulting necked nonwoven fabric is subsequently easily stretched in the width or cross direction at least up to the original dimensions of the necked nonwoven fabric. The necking process typically involves unwinding a nonwoven fabric from a supply roll and passing it through a brake nip roll assembly driven at a given linear speed. A takeup roll, operating at a linear speed higher than the brake nip roll, draws the nonwoven fabric and generates the tension in the nonwoven fabric needed for elongation and necking, as disclosed for example in U.S. Pat. Nos. 4,965,122 and 5,789,065. The later patent describes that a problem with necking is uneven properties of the necked material, with the edges of the nonwoven material necking to the greatest degree and the central area necking the least. This causes a difference in properties of the resulting elastic nonwoven laminate at the edges versus the center of the elastic laminate.
[0004]For elastic laminate products, such as the necked nonwoven laminates as described in U.S. Pat. No. 5,789,065, it is taught that for extrusion laminated products it is important that when joining the elastic extrudate to the nonwoven in a nip roll that the nip roll has a defined gap during laminate formation. It is stated that if the nip roll gap is too large, there will be insufficient pressure applied to the layers and adhesion of the webs will be inadequate, producing a laminate that will have poor peel characteristics (will tend to delaminate). If the gap is too small or the nip is closed, the resulting laminate will be stiff as the thermoplastic elastomer penetrates farther into the nonwoven web fabric, reducing fiber flexibility and mobility, which results in a laminate product with low elasticity, even when activated, and/or a product that is difficult to activate. U.S. Pat. No. 5,789,065, contrary to this practice, proposes extrusion laminating a thermoplastic elastomeric film between two webs of nonwoven using a closed nip, followed by necking the laminate while it is at an elevated temperature. This heating presumably allows the fibers to move and the laminate to stretch.
[0005]As the elastic laminate is heated and stretched the elastic film loses its memory and does not recover. However, the attached nonwoven is "necked" as described above, allegedly more evenly than if necked prior to being attached to the elastic film. The elastic film when cooled is "reset" in the necked condition and the laminate is stretchable in the cross direction.
[0006]U.S. Pat. No. 5,804,021 discloses an alternative method of weakening a nonwoven by providing it with slits that extend in the machine and/or cross direction. Machine direction slits will provide an elastic laminate with cross direction elasticity and cross direction slits will provide an elastic laminate with machine direction elasticity, i.e. the elastic properties are perpendicular to the direction of the slits. This nonwoven weakened by slitting would make the material difficult to handle if done prior to lamination and there is no method disclosed as to how to slit a nonwoven layer after lamination.
SUMMARY OF THE INVENTION
[0007]The invention elastic nonwoven laminate comprises an elastic layer laminated along at least one face to an extensible nonwoven web via strand spacer elements. The strand spacer elements extend in one direction of the nonwoven web providing for a strengthening effect for the extensible nonwoven web and the invention elastic nonwoven laminate formed therefrom. The extensible nonwoven web can be laminated by any known method to the strand spacer elements but are generally extrusion laminated. The elastic layer can be also be laminated to the extensible nonwoven web by any known method but is preferentially extrusion laminated or adhesive laminated to the strand spacer elements with little to no bonding to the extensible nonwoven web. Extensible nonwoven webs having the discrete spacer elements are preferably bonded to both faces of the elastic layer. The discrete spacer elements are generally provided at 2 to 25 strands per centimeter and are provided at a basis weight of 10 to 200 g/cm2. This provides a spacing and separation of the strands that will limit direct bonding of the elastic layer to the extensible nonwoven web.
[0008]These and other features and advantages of the products and methods of the present invention will be described with respect to illustrative embodiments of the invention set forth in the following drawings, detailed description, and claims.
BRIEF DESCRIPTION OF THE DRAWINGS
[0009]FIG. 1 schematically illustrates a first embodiment of a method and equipment for making a first embodiment of an extensible nonwoven sheet 10 according to the present invention.
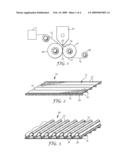
[0010]FIG. 2 illustrates first embodiment of an extensible nonwoven sheet 10.
[0011]FIG. 3 illustrates second embodiment of an extensible nonwoven sheet 30.
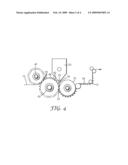
[0012]FIG. 4 schematically illustrates a second embodiment of a method and equipment for making a second embodiment of an extensible nonwoven sheet 30 according to the present invention.
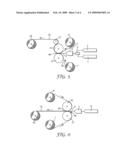
[0013]FIG. 5 schematically illustrates a first embodiment of a method and equipment for making an elastic nonwoven laminate 70 according to the present invention.
[0014]FIG. 6 schematically illustrates a second embodiment of a method and equipment for making an elastic nonwoven laminate 70 according to the present invention.
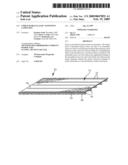
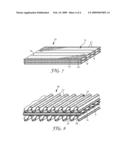
[0015]FIG. 7 illustrates first embodiment elastic nonwoven laminate 50 according to the present invention.
[0016]FIG. 8 illustrates second embodiment elastic nonwoven laminate 60 according to the present invention.
DETAILED DESCRIPTION OF THE INVENTION
[0017]As used herein the term "nonwoven fabric or web" means a web having a structure of individual fibers or threads which are interlaid, but not in an identifiable manner as in a woven fabric. Nonwoven fabrics or webs can be formed by many processes such as for example, meltblowing processes, spunbond processes, and carded-web processes. An "asymmetric nonwoven fabric or web" is one where the ratio of the machine direction tensile strength to cross directional tensile strength of the nonwoven is at least 4 or 5 and generally from 4 to 20. An "extensible nonwoven fabric or web" is a nonwoven fabric or web that can be extended in at least one direction at relatively low force levels such as being extensible by 10 percent at a force of 50 g/cm or less, preferably 20 g/cm or less or 5 g/cm or less. With laminates of the extensible nonwoven fabric or web to spacer elements, i.e. the extensible nonwoven sheet, the extensibility is preferably substantially unaffected such that the force required to extend the extensible nonwoven sheet by 20 percent (versus extensible nonwoven web), or the elastic laminate formed therefrom (versus the elastic web used in the laminate), is increased by less than 150 percent preferably less than 100 percent or 50 percent.
[0018]As used herein the term "unbonded nonwoven fabric or web" is a nonwoven web that has no external bonding applied to it, such as by calendaring or point bonding, but would include webs that are autogenously bonded or entangled to some extent during the web formation process. For example, meltblown web fibers are generally somewhat tacky when they intersect each other the first time which results in some level of fiber-to-fiber autogenous bonding. As a result, a meltblown web typically does not require external bonding but is externally bonded for some applications. Spunbond web fibers are drawn such that they do not immediately intersect as they exit the die orifices and as such are usually tack free by the time they first intersect each other and generally do not form autogenous bonds. Spunbond webs usually require some external bonding technique to make them handleable. Carded webs are formed of fibers that are mechanically entangled with each other but are discontinuous fibers that would require some degree of external bonding to make the web handleable or stable. Unbonded nonwoven fabrics or webs are generally extensible nonwoven webs. Carded unbonded nonwoven webs are generally highly extensible nonwoven fabrics or webs and are preferred in the invention for use as the extensible nonwoven web.
[0019]As used herein the term "elastic film" refers to an elastic film material which may be a single layer film, a multicomponent elastic film material or a multilayer film material, which may be of constant or variable thickness. The elastic film as made is substantially continuous at least in the cross direction but could later be slit or punched or the like. Suitable elastic films and processes for their production are disclosed, for example, in U.S. Pat. Nos. 5,691,034, 5,429,856 and 5,344,691.
[0020]As used herein the term "elastic layer or web" refers to an elastic sheet-like product that extends in a plane and includes elastic films, elastic nonwoven fabrics, elastic nets and the like.
[0021]As used herein the term "spunbond or spunbonded fibers" refers to small diameter fibers which are formed by extruding molten thermoplastic material as filaments from a plurality of fine, usually circular capillaries of a spinneret with the diameter of the extruded filaments then being rapidly reduced as by, for example, in U.S. Pat. No. 4,340,563 to Appel et al., and U.S. Pat. No. 3,692,618 to Dorschner et al., U.S. Pat. No. 3,802,817 to Matsuki et al., U.S. Pat. Nos. 3,338,992 and 3,341,394 to Kinney, U.S. Pat. No. 3,502,763 to Hartman, U.S. Pat. No. 3,502,538 to Levy, and U.S. Pat. No. 3,542,615 to Dobo et al. Spunbond fibers are generally not tacky when they are deposited onto a collecting surface and require further bonding to make them coherent. Spunbond fibers are generally continuous and have an average diameter larger than about 7 microns, more particularly, between about 5 and 40 microns. Directionality can be imparted to the web by directing the spunbond fibers onto an angled collection surface or using a directional air stream at or near the collection surface. Spunbond webs can be made be extensible to some degree by limiting post web formation bonding. However with spunbond webs the fibers are continuous which makes the webs intrinsically less extensible than discontinuous fiber webs. The incorporation of strands spacer elements will tend to connect the continuous fibers making the resulting extensible nonwoven sheet even less extensible and as such spunbond webs are not preferred.
[0022]As used herein the term "meltblown fibers" means fibers formed by extruding a molten thermoplastic material through a plurality of fine, usually circular, die capillaries as molten threads or filaments into converging high velocity gas (e.g. air) streams which attenuate the filaments of molten thermoplastic material to reduce their diameter and entangle the fibers. Thereafter, the meltblown fibers are carried by the high velocity gas stream and are deposited on a collecting surface to form an entangled web of randomly disbursed meltblown fibers. Directionality can be imparted to the web by directing the meltblown fibers onto an angled collection surface or using a directional air stream at or near the collection surface. The meltblown fibers generally bond to each other prior to collection and a meltblown web is generally coherent without additional external bonding. Meltblown fibers may be continuous and/or discontinuous, and generally are smaller than about 100 microns on average diameter. Although, like spunbond webs, melt blown webs are generally continuous fiber webs but the fibers are generally much smaller and weaker, making the resultant webs more easily extensible.
[0023]As used herein "carded web" means a nonwoven web formed by a mechanical process whereby clumps of staple fibers are separated into individual fibers and simultaneously made into a coherent web. The operation is generally carried out on a machine which utilizes opposed moving beds of fine, angled closely spaced needles or their equivalent to pull and tease the clumps apart. Typically, opposing moving beds of needles are wrapped on a large main cylinder and a large number of narrow flats, also referred to as the "scrambler rolls," are held on an endless belt that is placed over the top of the main cylinder. The needles of the two opposing surfaces are inclined in opposite directions and move at different speeds relative to each other. The main cylinder moves at a higher surface speed than the flats. The clumps between the two beds of needles are separated into fibers and are aligned in the machine direction as each fiber is theoretically held at each end by individual needles from the two beds. The individualized fibers engage each other randomly, and with the help of their crimp, form a coherent web at and below the surface of the needles on the main cylinder. The carding machine includes a mechanism for adjusting the speed of the rolls relative to one another. In manufacturing nonwoven carded webs or fabrics, it is typically desirable that the fibers are laid down randomly to form the carded web and are not highly oriented. Accordingly, the carding machine is typically adjusted so that the scrambler rolls provide a high scramble ratio, i.e., a large number of fibers having a transverse orientation to the machine direction of the fabric. The degree of scramble, or transverse orientation, can be expressed as a ratio of tensile strength of the fabric in the machine direction (MD) as compared to the tensile strength in the cross-machine direction (CD) of the carded web (expressed as MD/CD grams/inch). Carding machines for nonwovens can be adjusted to provide a scramble ratio of, for example, about 2/1 to about 10/1 for more asymmetric carded nonwoven webs. Higher ratios may be achieved, i.e., up to about 20/1. Carded webs are the preferred extensible nonwoven webs used in the invention.
[0024]As used herein the term "polymer" generally includes, but is not limited to, homopolymers, copolymers, such as for example, block, graft, random and alternating copolymers, terpolymers, etc., and blends and modifications thereof. Furthermore, unless otherwise specifically limited, the term "polymer" shall include all possible geometrical molecular configurations of the material. These configurations include, but are not limited to isotactic, syndiotactic and atactic symmetries. Inelastic polymer refers to a polymer which if formed into a fiber or film will not exhibit elastic properties as defined below and more particularly will break or not significantly recover if extended by 20 percent or more.
[0025]As used herein, the term "machine direction" or "MD" means the length of a web, laminate or the like in the direction in which it is produced. The term "cross machine direction" or "CD" means the width this web, laminate or the like, i.e., a direction generally perpendicular to the MD.
[0026]As used herein, the terms "elastic" and "elastomeric", when referring to a film, fiber or web layer or the laminate formed from a elastic film or web layer, means a material which upon application of a biasing force, is stretchable to a stretched, biased length which is at least about 50 percent greater than its relaxed, unstretched length, and which will recover at least 40-60 percent of its elongation upon release of the stretching, biasing force within about one minute.
[0027]As used herein the term "personal care absorbent products" means articles including, but not limited to, diapers, adult incontinence products, feminine hygiene products and garments, and child care training pants.
[0028]The present invention generally comprises a elastic layer namely an elastic film or web laminated on one or both faces to an extensible nonwoven web or fabric. At least one extensible nonwoven web or fabric laminated to the elastic layer has attached spacer elements preventing or limiting direct bonding of the extensible nonwoven web or fabric to the elastic film or web such that the laminate has elasticity in at least one direction. The extensible nonwoven web with the attached spacer elements is termed an "extensible nonwoven sheet". The elastic layer could be joined to the spacer strands of the extensible nonwoven sheet by extrusion lamination, adhesive lamination, thermal lamination, combinations thereof or any other known bonding techniques.
[0029]In a preferred embodiment the elastic nonwoven laminate has desirable cross direction (CD) elasticity and machine direction (MD) strength. The force required to initially extend the elastic nonwoven laminate in a given direction by 20 percent is preferably increased by 150 percent or less (versus the elastic layer without the attached extensible nonwoven webs and/or sheets), preferably 100 percent or less or 50 percent or less. Further the force required to extend the elastic nonwoven laminate after the initial elongation in a given direction by 20 percent is preferably increased by 50 percent or less, preferably 20 percent or less or 10 percent or less.
[0030]Elastomeric thermoplastic polymers useful in the practice of this invention as the elastic film or web layer may be, but are not limited to, those made from block copolymers such as polyurethanes, copolyether esters, polyamide polyether block copolymers, ethylene vinyl acetates (EVA), vinyl arene (e.g. styrenic) containing block copolymers having the general formula A-B-A' or A-B such as copoly (styrene/ethylene-butylene), polystyrene-poly (ethylene-propylene) polystyrene, polystyrene-poly (ethylene-butylene)-polystyrene, (polystyrene/poly(ethylene-butylene)/polystyrene, poly(styrene/ethylene-butylene/polystyrene), metallocene-catalyzed polyolefins or copolymers thereof such as ethylene-(propylene, butene, hexene or octene), wherein such materials generally have a density of about 0.866-0.910 g/cc. The basis weight of the elastomeric film or web is generally from 30 to 100 g/m2 or 40 to 80 g/m2.
[0031]An elastomeric film layer can be a single layer elastic film or be a multilayer elastic film construction such as disclosed in U.S. Pat. Nos. 5,501,675; 5,462,708; 5,354,597 and 5,344, 691, the substance of which are substantially incorporated herein by reference. These references teach various forms of multilayer or coextruded elastomeric laminates, with at least one elastic core layer and either one or two relatively inelastic skin layers. The skin layers are preferably formed of any semicrystalline or amorphous polymer or blends including these types of materials which is less elastomeric than the elastic core layer and which will undergo relatively more permanent deformation than the core layer at the percentage that the coextruded elastic laminate is stretched. Slightly elastomeric materials such as olefinic elastomers, e.g., ethylene-propylene elastomers, ethylene propylene diene polymer elastomers, metallocene polyolefin elastomers or ethylene vinyl acetate elastomers can also be used as the skin layers. Preferably, the skin layers exhibit enhanced adhesion to the spacer elements and are polyolefinic, formed predominately of polymers such as polyethylene, polypropylene, polybutylene, polyethylene-polypropylene copolymer, however, these skin layers may also be wholly or partly polyamide, such as nylon, polyester, such as polyethylene terephthalate, or the like, and suitable blends thereof.
[0032]Generally, the elastic layer to skin layer thickness ratio will be at least 3, preferably at least 5 but less than 1000. An extremely thin skin layer can be employed such that the multilayer elastomeric material exhibits substantially complete elastic properties when initially stretched. If skin layers are used, the elastic film layer can contain additional materials in the elastomer portion that would increase the elastic layer's tackiness. Such additives would include diblock copolymers as discussed above, other tack-modifying elastomers such as polyisoprenes, tackifiers, oils, liquid or low molecular weight resins and the like. These tack-modifying materials can assist in the skin layer to core layer adhesion or could be used to modify elastomeric properties, extrusion properties or be used as extenders. When the material is directly extrusion coated onto a nonwoven material the nonwoven is generally brought in less than 2 seconds after the film is extruded from the die tip so as to contact the nonwoven or nonwoven with spacer elements while it is still substantially in a heat softened state.
[0033]An elastomeric film material may also comprise an elastic polymeric core region, which provides the elastomeric properties to the elastomeric film material within a polymeric matrix, as described in U.S. Pat. No. 5,429,856, the substance of which is incorporated by reference in its entirety. This elastomeric film material is preferably prepared by coextrusion of the selected matrix and elastomer polymers. The matrix polymer generally surrounds one or more regions formed of the elastomer and is formed of the same materials described as suitable for forming the skin layers of the above multilayer elastic film laminates.
[0034]The extensible nonwoven material(s) can be a conventional web of nonwoven fibers or a multi-layer composite of nonwoven materials; for example carded webs, spunlaced webs, melt-blown webs, Rando webs, or laminates thereof. Preferably the extensible nonwoven material(s) are discontinuous fiber webs such as carded webs, Rando webs or spunlace webs and the like. The extensible nonwoven is suitably extensible in at least one direction and preferably, when the strand spacer elements are used, is extensible in the direction transverse to the length of the strands. The extensible nonwoven materials will usually have a basis weight of from about 10 g/m2 to about 50 g/m2 or more particularly from about 10 g m2 to about 20 g/m2.
[0035]In general, at least one, and preferably two, extensible nonwoven webs having spacer elements or extensible nonwoven sheets are laminated to one, or both, faces of an elastic web or film material. In the preferred embodiment the elastic laminate formed is easily extensible without any need for activation and can be easily stretched by hand in one direction by at least 50 percent or at least 75 percent.
[0036]The fibers forming the extensible nonwoven material as well as the spacer elements could be formed of natural or synthetic fibers preferably formed using inelastic polymer materials such as polypropylene, polyethylene, polyester, nylon, cellulose, or polyamides, or combinations of such materials, such as a multicomponent fiber or strand (e.g., a core/sheath fiber such as a core of polyester and a sheath of polypropylene which provides relatively high strength due to its core material and is easily bonded to polypropylene strands due to its sheath material).
[0037]Fibers of different materials or material combinations may also be used in the same nonwoven material.
[0038]Generally, the nonwoven material should be formed of polymeric material that can thermally bond with the spacer element material at the temperature of the extrudate or the bond temperature, if the spacer elements are extrusion laminated to the nonwoven material. Preferably, with extrusion bonding the nonwoven material and the thermoplastic spacer element material are formed from the same type of thermoplastic material to enhance bonding of the nonwoven material to the spacer elements and also allowing for recycling. For example, in a preferred embodiment, the extensible nonwoven material would be formed in whole or in part of polypropylene fibers with the spacer elements also formed of polypropylene allowing for increased anchorage between the spacer elements and the fibers forming the extensible nonwoven material. Generally, both the spacer elements and at least a portion of the extensible nonwoven material fibers are polyolefin materials, preferably compatible polyolefins.
[0039]The strand spacer elements are generally inelastic polymer materials preferably thermoplastic inelastic materials such that they can be extrusion formed and preferably extrusion laminated to the extensible nonwoven. The main strand spacer elements provided are not elastic or adhesive materials. Slightly elastomeric materials such as olefinic elastomers, e.g., ethylene-propylene elastomers, ethylene propylene diene polymer elastomers, metallocene polyolefin elastomers or ethylene vinyl acetate elastomers can also be used to form the strand spacer elements, but are not preferred. Multiple different types of strand spacer elements could also be used, in which case some could be inelastic and others elastic, adhesive or the like as long as an extensible nonwoven laminate is formed that is extensible in one direction and strengthened in a transverse direction. Generally, sufficient strands of an inelastic nature are provided such that the extensible nonwoven is rendered stronger in the machine direction so that it can be handled in the lamination process to the elastic layer using conventional web handling equipment, and generally have an MD tensile strength at break of at least 1000 grams force per 50 mm or at least 2000 grams force per 50 mm. However the strands should still not be such that they are spaced so closely that extensible nonwoven does not easily extend in the cross direction to the strands.
[0040]Asymmetric nonwoven webs can be used to provide a web that is extensible in one direction and nonextensible or less extensible in a transverse direction. These asymmetric nonwoven webs could be used as the extensible nonwoven web with the strand spacer elements. Asymmetric nonwoven webs without strand spacer elements can also be used on the opposite face of the elastic layer if the asymmetric nonwoven does not significantly impact the elastic properties of the elastic layer. This type of nonwoven web is useful in the invention if strand spacer elements are not used on one extensible nonwoven web, for an elastic layer provided with extensible nonwovens on both faces. Asymmetric nonwoven webs can be formed by any of a number of processes well known in the art. Such processes include, but are not limited to, carding, spunbond, meltblowing, and the like. Carding is preferred for producing at least one asymmetric nonwoven material. Asymmetric carded webs are formed so that the fibers are highly oriented in the machine direction, i.e., so that the number of fibers laid down transverse to the machine direction are controlled. The degree of orientation of the fibers of the carded webs can be expressed as a function of the ratio of the tensile strength of the carded web in the machine direction to that in the cross-machine direction. These carded webs can have a tensile strength ratio of at least about 4/1 and preferably at least about 6/1. The carded asymmetric nonwoven web is preferably not externally bonded except in the bonding process to the spacer elements or directly to the elastic layer if not used with spacer elements. Preferably, the fiber orientation vector in an asymmetric carded nonwoven material (from the machine direction of the web) is from about 0 to about 30 degrees, more preferably from about 0 to 20 degrees. An asymmetric nonwoven material preferably has a CD tensile strength at break of less than 750 grams force per 50 mm or less than 600 grams force per 50 mm. An asymmetric nonwoven material (or laminate with the spacer elements) also preferably has a MD tensile strength at break of at least 1000 grams force per 50 mm or at least 2000 grams force per 50 mm. An asymmetric nonwoven material also preferably has an elongation at break of at least 50 percent in the machine direction.
[0041]The extensible nonwoven web materials are preferably extrusion laminated to the spacer elements, but could be adhesive laminated, thermally laminated, combinations thereof or any other known bonding techniques so as to form the extensible nonwoven sheet. The spacer elements are generally provided at 2 to 30 strands per centimeter provided at a basis weight of 10 to 200 g/cm2 (the basis weight of all the strands per a given area) or provided at 5 to 20 strands per centimeter provided at a basis weight of 10 to 100 g/cm2. The spacer elements are substantially continuous strands that extend in one direction of the web providing for a strengthening effect, namely an asymmetric extensible nonwoven laminate. This also allows for the spacers to prevent adhesion of the nonwoven to the elastic film or web while allowing the nonwoven to sufficiently stretch or elongate when placed under tension in the desired dimension. The thickness of the spacers is related to the spacing needed between the spacer elements required to prevent significant adhesion of the extensible nonwoven to the elastic film or web. With thicker spacer elements, wider spacing between the spacer elements is possible while still preventing adhesion of the extensible nonwoven to the elastic film or web. With thinner spacer elements, closer spacing between the spacer elements is possible while still allowing the nonwoven to sufficiently stretch or elongate when placed under tension in the desired dimension. The thickness and spacing of the strands can be adjusted by the number of strands per centimeter coupled with the overall basis weight of the strand elements.
[0042]The invention extensible nonwoven with spacer elements in a particular preferred embodiment is formed by extruding thermoplastic strands onto an extensible nonwoven material to form the extensible nonwoven sheet. The extensible nonwoven can be flat or formed to have arcuate portions. If the nonwoven is formed to have arcuate portions, the strands create anchor portions where the nonwoven extends from the anchor portions. Inelastic strands could then optionally be stretched, creating orientation in the strands, to provide a highly strengthened nonwoven. The molten extruded strands form or penetrate around the fibers of the nonwoven forming continuous or discrete bond sites. The solidified thermoplastic strands have a generally uniform morphology along their lengths including at the bond sites prior to any orientation. The strands can be pressed at the bond sites increasing the strand width transverse to the length of the strands (the first direction) which increases the bond strength or attachment area between the extensible nonwoven and the strands along a first elongate surface portion of the strands. The compression and consequential widening of the strands also provides greater surface area for attachment of the extensible nonwoven sheet to the elastic web.
[0043]A method for forming strand type spacers with continuous bond sites is by providing an extruder that, through a die with spaced die openings, extrudes spaced strands of molten thermoplastic material onto a nonwoven material, generally in a nip or gap. This nip or gap can be suitably adjusted. The nip is generally formed by a pair of rollers with the nonwoven present on one roll surface. The opposite roll surface forming the gap would generally be treated to prevent the thermoplastic strands from sticking.
[0044]A method for forming an extensible nonwoven sheet of a nonwoven with strand spacers with arcuate nonwoven structures between spaced apart bond sites is described, for example, in U.S. Pat. No. 6,537,935, the substance of which is incorporated by reference in its entirety. Generally this method uses two generally cylindrical inter-meshing corrugating members each having ridges. The ridges can be in the form of radial, longitudinally spaced, parallel ridges or can be intersecting defining regular or irregular shapes with the ridges being linear, curved, continuous or intermittent. At least one of the corrugating members is rotated. The nonwoven material is fed between the meshed portions of the ridges to form the nonwoven material on the periphery of one of the corrugating members. This forms arcuate portions of the nonwoven material in the spaces between the ridges of a first corrugating member and anchor portions of the nonwoven material along the outer surfaces of the ridges of the first corrugating member. The formed nonwoven material is retained along the periphery of the first corrugating member for a predetermined distance after movement past the meshing portions of the ridges. Following forming the arcuate nonwoven material, the thermoplastic strands are extruded onto the anchor portions of the nonwoven material along the periphery of the first corrugating member creating spaced apart bond sites. The strand and nonwoven fabric composite can then optionally be oriented causing the strand material to undergo molecular orientation between the spaced apart bond sites.
[0045]The dimensions of the strands can be easily varied by changing the pressure in the extruder from which the strands are extruded (e.g., by changing the extruder screw speed or type); changing the speed at which the first corrugating member, and thereby the extensible nonwoven, is moved (i.e., for a given rate of output from the extruder increasing the speed at which the nonwoven material is moved will decrease the diameter of the strands, whereas decreasing the speed at which the nonwoven material is moved will increase the diameter of the strands); or changing the dimensions of the spaced die openings. The die through which the extruder extrudes the thermoplastic inelastic strand material can have an easily changeable die plate in which are formed the row of spaced openings through which the strands of molten thermoplastic material are extruded. Such interchangeable die plates, with openings of different diameters and different spacings, can be formed by electrical discharge machines or other conventional techniques. Varied spacing and/or diameters for the openings along the length of the die plates can be used to affect tensile strength at various locations across the composite, vary anchorage of the nonwoven material to the strands or increase surface area on the opposing elongate surface portion of the strands available for bonding the nonwoven to the elastic web or film. The die can also be used to form hollow strands, strands with shapes other than round (e.g., square or +shaped) or bi-component strands.
[0046]In an alternative embodiment for lamination, the spaced generally parallel elongate strands can be preformed and supplied onto the extensible nonwoven as discussed above. A member or a roll forming a nip, is heated so that the preformed strands are softened or melted and pressed against the nonwoven at the bond sites as described above. These preformed strands can be used in any of the contemplated embodiments of the invention where strands are provided by direct extrusion, and for the purposes of this invention are considered a form of extrusion lamination, unless stated otherwise.
[0047]FIG. 1 schematically illustrates a first embodiment of a method and equipment for making a first embodiment of an extensible nonwoven sheet 10 according to the present invention, which is illustrated in FIG. 2.
[0048]Generally the method illustrated in FIG. 1 involves providing a web 12 of extensible nonwoven material. The web 12 of extensible nonwoven material shown in FIG. 1 is flat but could be folded to have multiple arcuate portions 13 projecting in the same direction from spaced anchor portions 24 of the web 12 of extensible nonwoven material, as shown in the extensible nonwoven sheet 30 of FIG. 3. Spaced, generally parallel elongate strands 16 of molten inelastic thermoplastic materials are extruded onto the anchor portions 14, 24 of the web 12 of extensible nonwoven material to form inelastic strands 16. This is done in a gap 22 that is formed between two cylindrical rotating members 20 (or 42) and 21. The strands 16 are thermally bonded at the anchor portions 14 (or 24) forming bond sites. The strands 16 are then cooled and solidified to provide an extensible nonwoven sheet 10 (or 30) as shown in FIGS. 2 and 3, which extensible nonwoven sheet 10 (or 30) is extensible in the cross direction and strong in the machine direction due to the continuous extruded strands 16.
[0049]An extruder feeds a die 25, which can be provided with a changeable die plate 23 with spaced through openings. The extruder and die plate form a multiplicity of generally parallel elongate molten strands 16 of a thermoplastic material (e.g., inelastic thermoplastic materials such as polyester, polystyrene, polyolefin, nylons, coextruded materials or the like as discussed above) extending continuously in a generally parallel spaced relationship. The extruder and die are further positioned so that the molten strands 16 are extruded onto the first web 12 of extensible material along the periphery of the cylindrical roll 20 (or 42). Also, the equipment further includes a generally cylindrical cooling roll 21 mounted in a parallel relationship with the roll 20 (or 42). The periphery of the cooling roll 21 is closely spaced from the periphery of the roll 20 (or 42) defining a nip 22. The strands 16 in area 27 contact the cooling roll 21 cooling and solidifying the strands 16. The extensible nonwoven sheet can then be fed to a collection station 28.
[0050]The structure of the extensible nonwoven sheet 10 made by the method and equipment of FIG. 1 can be seen in FIG. 2. The extensible nonwoven sheet 10 comprises a plurality of generally parallel spaced elongate strands 16 of preferably inelastic thermoplastic material extending continuously along a dimension of the extensible nonwoven sheet 10. Each of the spacer strands 16 is generally cylindrical and has a surface 29 available for subsequent bonding to an elastic layer.
[0051]The structure of the extensible nonwoven sheet 30 made by the method and equipment of FIG. 4 can be seen in FIG. 3. The extensible nonwoven sheet 10 comprises a plurality of generally parallel spaced elongate strands 16 of preferably inelastic thermoplastic material extending continuously along a dimension of the extensible nonwoven sheet 10. Each of the spacer strands 16 is generally cylindrical and has a surface 29 available for subsequent bonding to an elastic layer.
[0052]An additional orientation step can be done with applied heat to soften the strands during orientation. If arcuate portions 13 are provided as in FIG. 3, they are flattened due to the orientation of the strands 16. Orientation would strengthen the stands 16 making the resultant extensible nonwoven sheet stronger in the direction of the oriented strands.
[0053]Equipment for forming the arcuate portions 13 require first and second generally cylindrical corrugating members 42 and 41 each having a multiplicity of spaced ridges or teeth 19 defining the periphery of the corrugating members prior to the gap 22 as shown in FIG. 4. The ridges or teeth 19 have outer surfaces with spaces 43 defined between the ridges adapted to receive portions of the ridges or teeth 19 of the opposing corrugating member in meshing relationship, with the first web of extensible nonwoven material 12 therebetween. The extensible nonwoven material 12 will generally conform to the periphery of one of the corrugating rolls or members which forms the arcuate portions 13 of the first web 12 of extensible material in the spaces 43 between the ridges of this first corrugating roll and also forms the bonding points 44 that create the anchor portions 24 along the outer surfaces of the ridges of the corrugating member 42. There is also generally provided a means for retaining the formed web 12 of extensible material along the periphery of the first corrugating member 42 for a predetermined distance after the web has moved past the meshing portions of the opposing ridges. This means could include the surface of the first corrugating member 42 being roughened, e.g. by being sand blasted or chemically etched, or a vacuum, or being heated to a temperature above the temperature of the first web 12 of extensible nonwoven material, generally in the range of 25 to 150 degrees Fahrenheit above the nonwoven material temperature.
[0054]Referring to FIGS. 5 and 6 of the drawings, there are schematically illustrated processes for forming a elastic film nonwoven laminate material 70 in accordance with the invention as shown in FIGS. 7 and 8. In FIGS. 5 and 6, a nip 40 is formed between a generally smooth calender roll 31 and a smooth rubber roll 32. One or both of the calender rolls (31 and 32) may be heated. The gap 40 between the two rolls may be adjusted by well known means. Although not necessary, and generally not preferred, one or both rolls 31 and 32 can be provided with a hard surface. However, the selection of roll surface has little or no effect on the end product, as the roll arrangement is generally provided without any significant pressure in the nip or gap 40 between the rolls (31 and 32).
[0055]Generally, the gap or nip setting 40 between the rolls is set from 0 to 15,000 microns, preferably 300 microns to 7500 microns where this gap 40 is from 50% to a level above the nominal thickness of the layers prior to lamination. The thermoplastic elastomer can be extruded onto one or two extensible nonwoven sheets or nonwoven webs 17 and 18, which nonwoven material is maintained under tension of from 5 to 100 gm/cm-width, preferably between a supply roll (6 and 7) and a take-up roll 34, and can be wrapped around from 1 to 75% of the surface of a calender roll 31 and/or 32. This web tension generates pressure on the extensible nonwoven sheets or webs 17 and/or 18 to assist in bonding to the extruded thermoplastic elastomer film 9.
[0056]Generally, the calender rolls 31 and 32 are maintained at a temperature from 5° C. to 50° C. The thermo-plastic elastomeric film 9 is extruded from a die 5 into the nip or gap 40 as a melt stream.
[0057]The polymers forming the film 9 are fed via a single extruder 8 for a single layer film or two or more extruders (2, 3), as shown in FIG. 5, for a multilayer elastomeric film, which layers can be formed in a feedblock 4 as is known in the art. Tension is provided on the extensible nonwoven sheets or webs 17 or 18, fed from supply rolls 6 and 7 by a take-up roll 34. The formed laminate 70 can wrap around one of the calender rolls 31 and 32 as shown in FIG. 5 using an idler roll 73 or be directly fed to the take-up roll 34. Wrapping the just formed laminate 70 around a calender roll can be used to create a minor amount of pressure to increase the bond level if needed.
[0058]The extensible nonwoven sheets or webs 17 and 18 can be any extensible nonwoven provided as discussed above such as a spunbond web, a melt blown web, a spunlace web, a bonded carded web, a Rando web, a resin bonded web or the like. Most preferably, the web is a carded web. At least one extensible nonwoven 17 and 18 is an extensible nonwoven sheet, i.e. has spacer elements provided.
[0059]The gap 40 will depend on the thickness and/or basis weight of the extruded film 9 and the extensible nonwoven sheets or webs 17 and 18. The gap should be sufficient to ensure that some spacer elements of the extensible nonwoven sheets or webs 17 and 18 are bonded to the film layer but not to a degree such that the laminate becomes boardy or stiff or the film bonds to the fibers of any extensible nonwoven sheets or webs (i.e. if one extensible nonwoven web is not provided with spacer elements, or to an extensible nonwoven between the spacer elements) to any significant degree. The resulting laminate should have an initial extension in a given first direction of at least 10 percent at 2.5 Kg force per 50 mm or at least 30 percent at 2.5 Kg force per 50 mm. In an asymmetric laminate the elongation in a given second direction, transverse to the first direction, at 2.5 Kg force per 50 mm should generally be less than 10 percent or less than 5 percent.
[0060]The present invention elastic laminate can be used in personal care absorbent products as side panels, tabs or ears on diapers or child care training pants, and the like, which need to be strong and elastic. It is possible to construct entire products using the elastic laminate material of the present invention. Another use of the elastic laminate of the present invention is as side panels in adult incontinence products and feminine care products, where elasticity is important. Additionally, the present invention elastic laminate can be incorporated into protective apparel.
[0061]This invention may be illustrated by way of the following example.
EXAMPLE 1
[0062]An extensible nonwoven web comprising continuous machine direction oriented strand elements was produced as follows. Referring to FIG. 1, Dow 7C50 copolymer resin available from Dow Chemical was extruded through the strand die plate 23. The strand die plate 23 had been machined to provide 24 orifices per inch (9.45 per centimeter) width in the cross direction of the die plate. The extruded strands were fed to the gap 22 at a feed rate that resulted in strands, in the resultant extensible nonwoven sheet, of a uniform diameter of about 21 mils (530 microns) with the aggregate weight of the strands being 30 grams per square meter (gsm). Six (6) denier PET fibers (Dupont ST234) were carded and fed through a pair of intermeshing heated corrugation rolls 41 and 42 at 35 gsm basis weight. The corrugation rolls 41 and 42 were machined to provide 10 arcuate web portions 13 or bonding points 44 per inch (3.94 per centimeter) in the nonwoven web machine direction. The temperature of the corrugation roll 41 was recorded at 176 degrees Fahrenheit (F) (80 degrees Celsius) while the temperature of the corrugation roll 42 was recorded at 270 degrees F. (132 degrees Celsius). The resulting corrugated nonwoven web was also then fed to gap 22. The exterior surface of the cooling roll 21 was maintained at a temperature of 63 degrees F. (17 degrees Celsius). This resulted in an extrusion bond between the strands and the corrugated carded nonwoven fibers. The extrusion laminated extensible nonwoven sheet was removed from the cooling roll and wound into a roll at a collecting station.
[0063]The CD extensible nonwoven sheet was adhesively bonded to an elastic film in an in-line process comprising adhesively coating the extensible nonwoven sheet and then bonding the extensible nonwoven sheet to an elastic film. A polyalphaolefin type adhesive available from National Starch and identified as Cavidad Triple 34-862B was used. The adhesive was swirl coated onto the strand side of the extensible nonwoven sheet after the extensible nonwoven sheet was unwound from a supply roll. The adhesive weight applied was about 4.5 gsm.
[0064]Simultaneously with the adhesive coating of the extensible nonwoven sheet, an elastomeric film was formed. An SEPS type elastomer available from Kraton Polymers was extruded through a 40 mm twin screw extruder. The screw portion of the extruder had a temperature profile of from 80 to 232 degrees Centigrade. The necktubes and die portion of the extruder were maintained at 232 degrees Centigrade. The extrudate was feed to a nip comprising a water cooled, chrome plated, chill roll and a doctor block. The chill roll was cooled via circulating water at a set point of 27 degrees Centigrade. The gap between the chill roll and the doctor block was 3 mils (76 microns). This resulted in a 5 mil (125 micron) finished elastic film. The elastic film quenched as it was rotated around the chill roll to a lamination point where it was then laminated to the adhesively coated extensible nonwoven sheet. At the lamination point, the extensible nonwoven sheet and the film were pressed together via a rubber roll pressing against the chill roll at a pressure of 10 pounds per square inch (psi) or 0.7 kg(f)/cm2. Further downstream, a second adhesively coated extensible nonwoven sheet was bonded to the opposite side of the elastic film using a nip which supplied a similar force as described above.
Control Elastic Film
[0065]The extensible nonwoven sheets were removed from the above described laminate by freezing the laminate and peeling the extensible nonwoven sheets from the elastic film portion. Thus, the 5 mil (125 micron) SEPS elastic film was obtained.
COMPARATIVE EXAMPLE 1
[0066]A laminate was formed as in Example 1 except that the extensible nonwoven web used was a 24 gsm high extension carded (HEC) from BBA adhesively bonded to the elastic film without the incorporation of the strand elements.
COMPARATIVE EXAMPLE 2
[0067]The laminate of Comparative Example 1 was prestrained to 200% elongation to activate the laminate. This has the effect of weakening the nonwoven making subsequent elongations or extensions of the laminate easier (lower force needed to extend the laminate to a given length).
Testing:
[0068]All samples were tested in an Instron tensile test device and cycled to measure the hysteresis of each to 1600 grams force (f) through two cycles. The material was cut to have a width of 50 mm. The Instron was set-up to have a gauge length of 40 mm. All samples were tested to measure the extension of the material (in mm) and record the corresponding force (shown below in Table 1 in Newtons) required to achieve the extension level as well as the extension at a given load (15 N) for the first and second extension. Comparative Example 1 was not pre-activated, and therefore very low levels of extension are attained at a given load, the force required to extend the material to a given distance was significantly higher, and the unloads were high. Comparative Example 2 was pre-activated through stretch activation to 200% (it was stretched to 200 percent then the first load and extension were recorded) however there is still significantly lower extension at a given load (extension at 15 N) relative to that of the base film as well as a higher unload. Example 1 achieved significantly higher extension levels (similar to that of the control film) at a given load without the need of any pre-activation process as was used with Comparative Example 2. Example 1 also achieved loads and unloads very close to the control film, particularly after the initial extension. The numerical values are reported in Table 1 below:
[0069]The data shows that the laminate of the current invention far exceeds the elastic properties of the comparative laminates and that the properties of the current laminate are very close to those of the bare elastic control film.
TABLE-US-00001 TABLE 1 Load 1 Load 1 Unload Load 2 Unload Ext 1 at Ext 2 at at 20 mm at 80 mm 1 at 20 mm at 20 mm 2 at 20 mm 15 N 15 N (N) (N) (N) (N) (N) (mm) (mm) Example 1 7.4 11.5 1.6 2.6 1.4 138.9 155.2 Control 4.4 7.0 1.5 2.4 1.4 202.4 209.3 Comparative 12.1 -- 4.8 6.6 4.4 29.2 32.3 example 1 Comparative 4.2 -- 3.1 4.0 3.1 68.8 68.5 example 2
[0070]Patents, patent applications, and publications disclosed herein are hereby incorporated by reference (in their entirety) as if individually incorporated. It is to be understood that the above description is intended to be illustrative, and not restrictive. Various modifications and alterations of this invention will become apparent to those skilled in the art from the foregoing description without departing from the scope of this invention, and it should be understood that this invention is not to be unduly limited to the illustrative embodiments and examples set forth herein.
User Contributions:
comments("1"); ?> comment_form("1"); ?>Inventors list |
Agents list |
Assignees list |
List by place |
Classification tree browser |
Top 100 Inventors |
Top 100 Agents |
Top 100 Assignees |
Usenet FAQ Index |
Documents |
Other FAQs |
User Contributions:
Comment about this patent or add new information about this topic:
| People who visited this patent also read: | |
| Patent application number | Title |
|---|---|
| 20140290044 | Method for producing a round stator and rolling device |
| 20140290043 | CONTINUOUSLY FORMED ANNULAR LAMINATED ARTICLE AND METHOD FOR ITS MANUFACTURE |
| 20140290042 | Electronics Substrate with Enhanced Direct Bonded Metal |
| 20140290041 | SUBSTRATE CARTRIDGE, SUBSTRATE PROCESSING APPARATUS, SUBSTRATE PROCESSING SYSTEM, CONTROL APPARATUS, AND METHOD OF MANUFACTURING DISPLAY ELEMENT |
| 20140290040 | ELECTRICAL LIGHTING AND HEATING MODULES, ASSEMBLIES AND SCENT WARMERS COMPRISING SUCH MODULES, AND RELATED METHODS |
Images included with this patent application:
 |  |
 |  |
 |
| Similar patent applications: | |
| Date | Title |
|---|---|
| 2012-04-05 | Stretchable elastic laminate and method of production |
| 2009-02-26 | Soft and elastic nonwoven polypropylene compositions |
| 2010-01-28 | Method for manufacturing an elastic non-woven composite material |
| 2010-02-11 | Stretchable nonwoven fabric and tape |
| 2011-06-16 | Stretched elastic nonwovens |
| New patent applications in this class: | |
| Date | Title |
|---|---|
| 2016-07-07 | Spandex fibers for enhanced bonding |
| 2015-11-12 | Process for producing stretch nonwoven fabric, and stretch nonwoven fabric |
| 2015-10-22 | Nonwoven and stretchable laminate |
| 2014-08-21 | Elastic attachment adhesive and use thereof |
| 2014-07-03 | Elastic nonwovens with improved haptics and mechanical properties |
| New patent applications from these inventors: | |
| Date | Title |
|---|---|
| 2020-12-31 | Pressure sensitive adhesive comprising (meth) acrylic polymer and amino acid crosslinker |
| 2019-10-17 | Pressure sensitive adhesive comprising (meth) acrylic polymer and amino acid crosslinker |
| 2017-06-22 | Self sealing articles |
| 2016-10-13 | Method of making adhesive article |
| 2016-05-19 | Method of making a nanostructure and nanostructured articles |
| Top Inventors for class "Fabric (woven, knitted, or nonwoven textile or cloth, etc.)" | |
| Rank | Inventor's name |
|---|---|
| 1 | Martyn Douglas Wakeman |
| 2 | Vasily A. Topolkaraev |
| 3 | Jonathan Goering |
| 4 | Jawed Asrar |
| 5 | Shengmei Yuan |